Fe基和Al基非晶涂层制备及耐蚀性能研究
来源期刊:稀有金属2019年第12期
论文作者:靳磊 周海滨 支歆
文章页码:1316 - 1324
关键词:Fe基非晶涂层;Al基非晶涂层;冷喷涂;大气等离子喷涂;耐蚀性能;
摘 要:为制备性能良好的耐腐蚀涂层,用气雾化方法制备Fe基和Al基两种非晶粉末,然后采用冷喷涂工艺(CS)和大气等离子喷涂工艺(APS)分别制备非晶涂层,并利用扫描电镜(SEM), X射线衍射仪(XRD)和电化学等方法研究两种非晶涂层微观形貌、相组成和耐腐蚀性等性能。实验表明:采用冷喷涂方法制备非晶涂层非常困难,而采用大气等离子喷涂工艺制备涂层容易。因此本研究主要内容是大气等离子喷涂制备非晶涂层及涂层的耐腐蚀性能。对Fe基非晶材料而言,大功率制备的涂层耐腐蚀性能较小功率制备的好,但寿命差别不明显。最终获得7075铝合金、 Fe基和Al基非晶涂层耐3.5%(质量分数)盐水浸泡寿命分别约为1236, 1658和2147 h。从Fe基和Al基非晶材料角度看,尽管Fe基采用几种优化工艺制备,但Fe基非晶涂层耐腐蚀性能依然较Al基非晶差。相对来说,采用大气等离子喷涂工艺制备Al基非晶涂层耐腐性能较好,可对铝合金表面进行腐蚀防护,在航空、航海领域具有广阔的用途。
网络首发时间: 2018-10-17 16:56
稀有金属 2019,43(12),1316-1324 DOI:10.13373/j.cnki.cjrm.xy18070028
靳磊 周海滨 黄早早 张婷 支歆
中国航空制造技术研究院高能束流加工技术重点实验室
北京华德兴科技有限公司
辽宁大学轻型产业学院
为制备性能良好的耐腐蚀涂层,用气雾化方法制备Fe基和Al基两种非晶粉末,然后采用冷喷涂工艺(CS)和大气等离子喷涂工艺(APS)分别制备非晶涂层,并利用扫描电镜(SEM), X射线衍射仪(XRD)和电化学等方法研究两种非晶涂层微观形貌、相组成和耐腐蚀性等性能。实验表明:采用冷喷涂方法制备非晶涂层非常困难,而采用大气等离子喷涂工艺制备涂层容易。因此本研究主要内容是大气等离子喷涂制备非晶涂层及涂层的耐腐蚀性能。对Fe基非晶材料而言,大功率制备的涂层耐腐蚀性能较小功率制备的好,但寿命差别不明显。最终获得7075铝合金、 Fe基和Al基非晶涂层耐3.5%(质量分数)盐水浸泡寿命分别约为1236, 1658和2147 h。从Fe基和Al基非晶材料角度看,尽管Fe基采用几种优化工艺制备,但Fe基非晶涂层耐腐蚀性能依然较Al基非晶差。相对来说,采用大气等离子喷涂工艺制备Al基非晶涂层耐腐性能较好,可对铝合金表面进行腐蚀防护,在航空、航海领域具有广阔的用途。
Fe基非晶涂层;Al基非晶涂层;冷喷涂;大气等离子喷涂;耐蚀性能;
中图分类号: TG174.4
作者简介:靳磊(1983-),男,江苏宿迁人,博士,高级工程师,研究方向:热喷涂、防腐涂料;电话:010-85701652;E-mail:yugongyishanjin@126.com;
收稿日期:2018-07-24
基金:国防科技重点实验室基金项目(KZ041605114)资助;
Jin Lei Zhou Haibin Huang Zaozao Zhang Ting Zhi Xin
Science and Technology on Power Beam Process Laboratory,China Aviation Manufacturing Technology Research Institute
Beijing Huadexing Technology Co.Ltd.
Light Industry College,Liaoning University
Abstract:
In order to prepare good anti-corrosion coatings, Fe-based and Al-based amorphous powders were prepared using gas atomization, and then these powders were sprayed using cold spray(CS) and atmospheric plasma spraying technical(APS) methods. Microstructure, phase composites and corrosion resistance were systematically studied and compared by scanning electron microscopy(SEM), X-ray diffraction(XRD) and electrochemical ways. The results showed that Fe and Al-based amorphous coatings were formed difficultly using cold spray. Therefore, APS was adopted to prepare Fe and Al-based amorphous coatings. For Fe-based coatings, the larger of spray power was, the better of the anti-corrosion was, but the effects were not obvious. Finally, the anti-corrosion life was about 1236, 1658 and 2147 h for 7075 aluminum, Fe-based and Al-based amorphous coatings in 3.5%(mass fraction) NaCl solution, respectively. Comparing Fe and Al-based amorphous coatings, Fe-based amorphous coatings had poorer properties than that of Al-based amorphous coatings although Fe-based amorphous coatings were prepared and optimized under several different technical parameters. The results showed that Al-based amorphous coatings prepared using APS had better properties and they could be used to protect 7075 alloys very well, which possessed a nice foreground in the applications of aviation and navigation.
Keyword:
Fe-based amorphous coatings; Al-based amorphous coatings; cold spray; atmospheric plasma spray; anti-corrosion properties;
Received: 2018-07-24
7075铝合金被广泛应用于航空、 航天等行业。 在航空领域内, 随着海基飞机使用需求, 机体铝合金在海洋环境中更容易遭受盐雾、 潮湿空气、 霉菌等恶劣条件
1 实 验
1.1 材料及涂层制备
采用高纯氩气雾化工艺制备Fe基和Al基两种非晶粉末。 具体是将所需原料按名义成分进行配料后放置于感应坩埚中, 然后抽真空并充入氩气保护, 熔炼至合金溶液缓慢匀速倒入保温包中, 同时充入高压氩气作为雾化介质。 高压氩气流冲击合金溶液流将其雾化成小液滴, 冷却形成球状非晶合金粉末, 最后收取粉末并筛分20~45 μm之间的球形粒子作为喷涂粉末原料。
冷喷涂(CS)Fe基非晶涂层采用PCS-1000型高压冷喷涂系统(日本Plasma Giken公司), 以氮气作为工作气体, 喷涂参数如表1所示。
冷喷涂Al基非晶采用Impact 5/8系统(德国Impact公司), 以氮气作为工作气体, 喷涂参数如表2所示。
大气等离子喷涂(APS)采用APS-2000喷涂系统, 喷涂过程由ABB机械手执行, 本研究仅考虑工艺参数-功率的影响规律, 其他如送粉速率、 喷涂距离、 喷涂速度等均固定。 喷涂工艺分四类, (1) 喷涂功率27 kW, 工艺记为APS-1; (2) 喷涂功率30 kW, 工艺记为APS-2, (3)喷涂功率33 kW, 工艺记为APS-3; (2)喷涂功率36 kW, 工艺记为APS-4。 制备的涂层厚度约200 μm。
表1 冷喷涂工艺参数(PCS-1000)
Table 1 Technical parameters of cold spray (PCS-1000)
| Mark | Press/ MPa |
Temperature/ ℃ |
Distance/ mm |
Speed/ (mm・s-1) |
CS-1 |
4.5 | 800 | 30 | 100 |
CS-2 |
4.5 | 850 | 30 | 100 |
CS-3 |
4.5 | 900 | 30 | 100 |
表2 冷喷涂工艺参数(Impact 5/8)
Table 2 Technical parameters of cold spray (Impact 5/8)
| Mark | Press/ MPa |
Temperature/ ℃ |
Distance/ mm |
Speed/ (mm・s-1) |
CS-A |
4.5 | 500 | 20 | 100 |
CS-B |
4.5 | 600 | 20 | 100 |
CS-C |
4.5 | 700 | 20 | 100 |
1.2 性能测试
采用BT-9300ST型激光Laser粒度散射仪测试如D10, D50, D90等粉末粒径。 采用扫描电镜(SEM)对粉末形貌及涂层微观形貌观察分析, 采用Image J软件像素法求涂层孔隙率。
采用日本理学Rigaku X射线衍射仪(XRD)进行相组成分析, 扫描速度为4 (°)・min-1, 根据Pseudo-Voigt模型对图谱拟合取3次平均值, 即非晶含量。
采用CHI660B电化学工作站测定铝合金基体和非晶涂层电化学性能。 具体是将基体和涂层线切割为10 mm×10 mm的正方形, 清洗后依次在400#, 800#, 1200#砂纸上处理然后抛光成镜面。 将试样非测试面用704硅橡胶绝缘封样, 放入3.5%(质量分数)的NaCl腐蚀溶液中进行电化学测量。
浸泡实验是将样品封样后放入3.5%NaCl腐蚀溶液中浸泡并不定期观察表面形貌。
2 结果与讨论
2.1 喷涂粉末形貌和相组成
粉末原料组分为Fe49.7Cr17.7Mn1.9Mo7.4W1.6B15.2C3.8Si2.4 (%, 原子分数)和Al86Ni8La1Co1Y2Gd2 (%, 原子分数), 形貌如图1所示。 可见Fe基和Al基两种非晶粉末粒子表面均光滑致密, 绝大数粉末呈球状, 但也存在少量的由球形转变为拉长球形, 总体说来外形比较规则, 这是气雾化制粉的典型特征。 对Fe基非晶粒子而言, 粒径分布不均, 有少量细微粒子, 激光粒径分析仪获得Fe基非晶: 7 μm≤粒径D≤75 μm, D50=28.91 μm, D90=44.02 μm。 对Al基非粉末而言, 4 μm≤粒径D≤47 μm, D50=24.43 μm, D90=44.57 μm。 图1的Fe基非晶粉末(a, b)和Al基非晶粉末(c, d)图像分析与粒径分布结果一致。
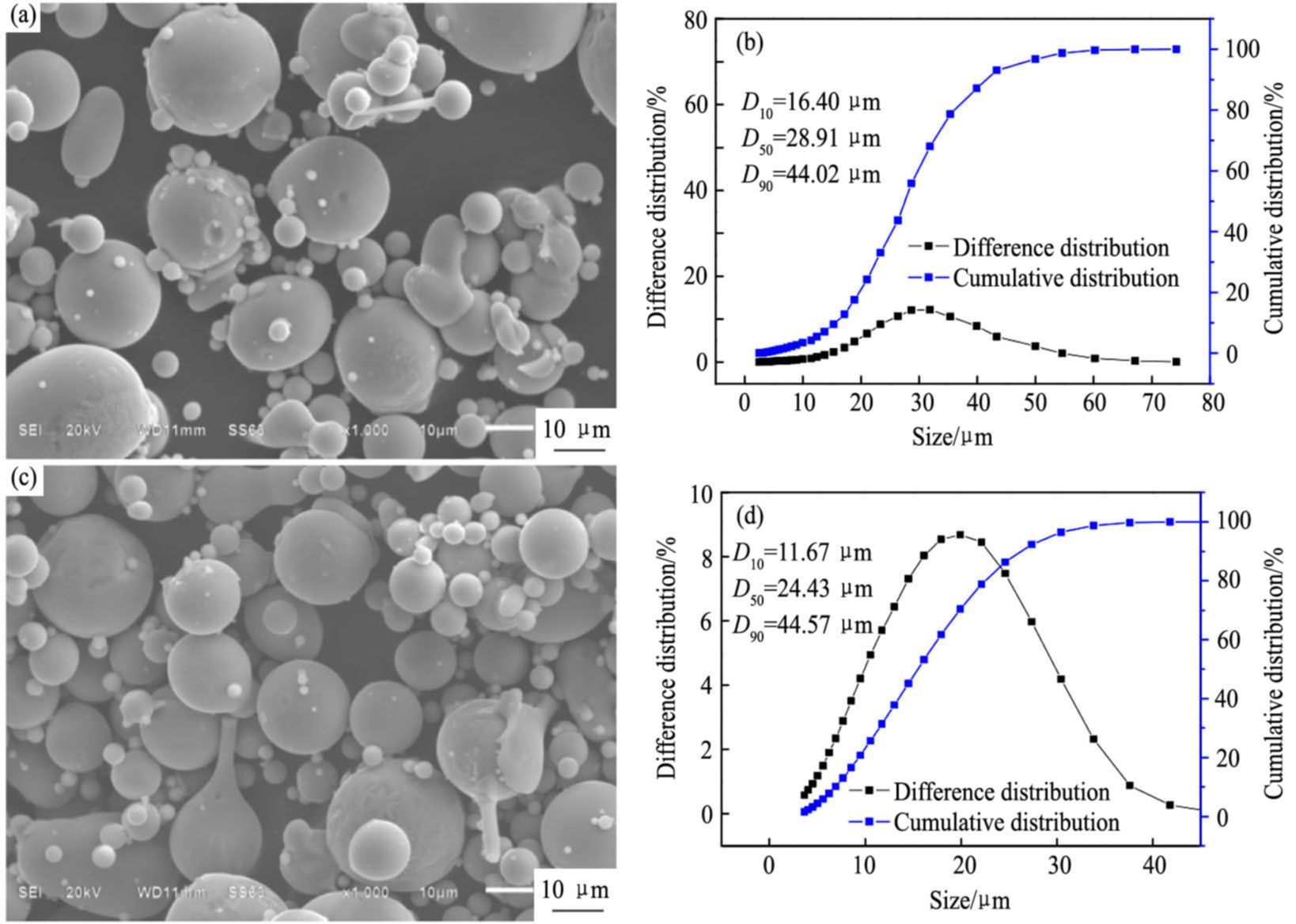
图1 Fe和Al基非晶粉末SEM形貌及粒度分布
Fig.1 SEM image of Fe-based amorphous powders (a), size distribution of Fe-based amorphous powders (b), SEM image of Al-based amorphous powders (c), size distribution of Al-based amorphous powders (d)
图2给出了Fe49.7Cr17.7Mn1.9Mo7.4W1.6B15.2C3.8Si2.4和Al86Ni8La1Co1Y2Gd2两种非晶粉末XRD图。 可见Fe基非晶粉末XRD图存在明显的宽包峰, 说明喷涂粉末大部分为非晶结构。 但在2θ=46°附近图谱中出现较弱的晶态衍射尖峰, 说明粉末中还存在部分晶体结构。 对于Al基非晶而言, 晶化峰较强, 说明粉末晶化程度较多。 利用Jade5.0软件中Pseudo-Voigt方法对XRD图谱拟合获得粉末的非晶含量
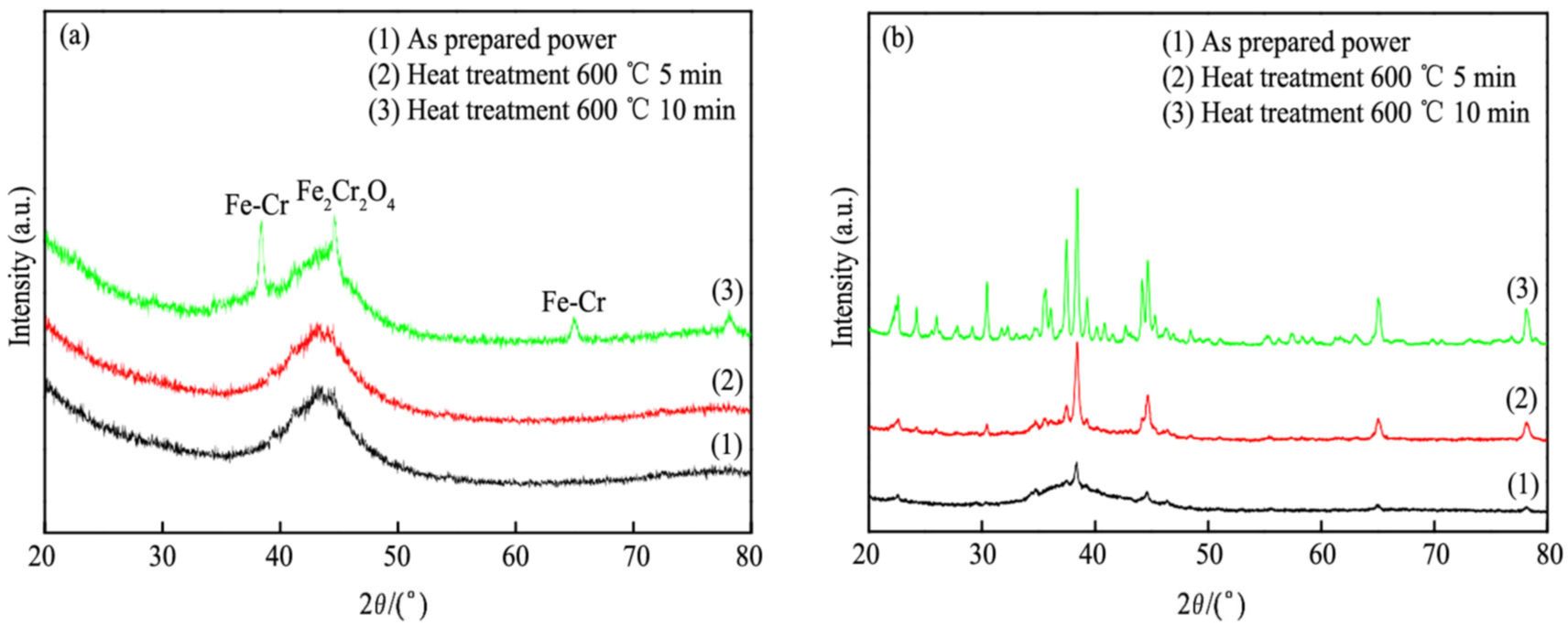
图2 Fe基及Al基非晶粉末XRD
Fig.2 XRD patterns of amorphous powders Fe-based (a) and Al-based (b)
为进一步分析Fe基和Al基非晶粉末稳定性, 将其在600 ℃下热处理5 min, 发现Fe基非晶粉末600 ℃热处理后非晶结构基本保持稳定, 但10 min后非晶粉末XRD图发生较大变化。 Al基非晶呈现与Fe基非晶基本相同的规律, 但Al基非晶晶化程度在相同条件下较Fe基非晶粉末更为严重。 由此可判定Fe基非晶粉末非晶含量高且更为稳定, 而Al非晶含量低且稳定性稍差, 对温度敏感性较强。 从涂层制备工艺角度来说, 为获得较多的非晶结构, Al基非晶对喷涂工艺参数的控制更为严格。
2.2 冷喷涂非晶涂层形成与性能
根据非晶粉末热处理XRD图谱, 将冷喷涂气体温度控制900 ℃以内。 尽管采用3种工艺参数, 但依然无法形成有效涂层, 其中Fe基涂层表面形貌及断面组织如图3所示, 由低倍形貌照片可以看出(图3(a)), 与喷砂后基材相比, 涂层表面粗糙度显著提高, 并在局部区域可发现尺度介于50~100 μm的凹坑。 背散射电子模式下拍摄的高倍形貌照片(图3(b))显示有如红色虚线框标示的区域未被铁基非晶涂层覆盖, 此类区域的面积约占总表面积的10%左右。 同时还发现部分铁基非晶粉末仍呈现球形, 表明其在现有喷涂参数条件下仍未能发生有效塑性变形。 图3(c)所示, 由于大粒径非晶粉末冲蚀作用, 涂层表面轮廓呈现出凹凸不平的锯齿状外形特征。 铁基非晶涂层的厚度介于20~40 μm之间。 高倍断面组织照片显示(图3(d))涂层内有部分铁基非晶颗粒出现了开裂现象, 同时很大一部分铁基非晶颗粒仍呈现为球形或近球形特征, 表明其在高速碰撞沉积过程中未发生有效的塑性变形。 另外, 如箭头所示, 铁基非晶涂层当中可发现呈现为暗色的7075铝合金基材的卷入。 试验过程中发现, 即使增加喷涂的遍数, 涂层的厚度也不会继续增加。 由于当前采用的冷喷涂系统为国际先进的高压冷喷涂装备, 本研究采用的气体工作温度和气体工作压力均接近该设备的上限, 更高工艺参数并未进行。 以上结果表明: 采用当前粉末不能通过冷喷涂获得较大厚度的无缺陷铁基非晶涂层。 主要原因如下: 当前采用的铁基非晶粉末硬度较高(HV 900), 且高熔点Mo元素的加入使其高温稳定性好。 较高的硬度使其在气体压力高达4.5 MPa的极端加速条件下难以获得有效的塑性变形。 其次, 极佳的热稳定性使铁基非晶粉末即使在900 ℃的气体加热下难以得到有效软化。 冷喷涂颗粒之间的结合是以颗粒高速碰撞引发的剧烈塑性变形形成的, 该铁基非晶粉末的上述特征导致其变形能力较差, 因此难以获得高质量的涂层。 同理, Al非晶粉末也呈现类似的特征, 形貌如图4所示。 因此采用冷喷涂工艺直接喷涂Fe基和Al基非晶涂层, 形成非常困难, 这是巨大的挑战, 也是今后研究的重点方向。 因此为了将非晶粉末沉积成涂层, 本研究再采用大气等离子喷涂工艺制备非晶涂层。 因以往有大量文献
2.3 大气等离子喷涂制备非晶涂层及性能研究
2.3.1 形 貌
因APS-1, APS-2, APS-3, APS-4工艺制备的涂层截面形貌非常类似, 因此本研究只展示典型的APS-2工艺截面形貌(图4(a))。 可看出涂层呈现出典型的波浪形层状结构, 且较为致密, 经Image J计算APS-2涂层孔隙率约6.9%。 除此之外, APS-2涂层还有灰色带状组织薄层, 这是由于熔融粒子发生晶化所致, 形成了Fe, Cr, Mn, Mo这些复杂化合物混合体, 同时涂层中还含有未熔非晶颗粒。 图5(b)也给出了对应(矩形)的微区元素组成测试结果。 可见Fe基非晶涂层保持和原材料基本一致的化学成分, 只不过因高温等离子焰流卷入部分空气造成了非晶粉末的氧化, 因粒子飞行时间短, 所以氧化较低(约1.85%(质量分数))。

图3 铁基非晶粉末制备的涂层表面形貌及断面组织
Fig.3 Morphology of surface liand cross section of low magnification (a), large magnification (b) and cross section of low magnification (c) and large magnification (d) for Fe-based coatings

图4 铝基非晶粉末制备的涂层断面形貌
Fig.4 Morphology of cross section for Al-based coatings (a) Low magnification, (b) Large magnification
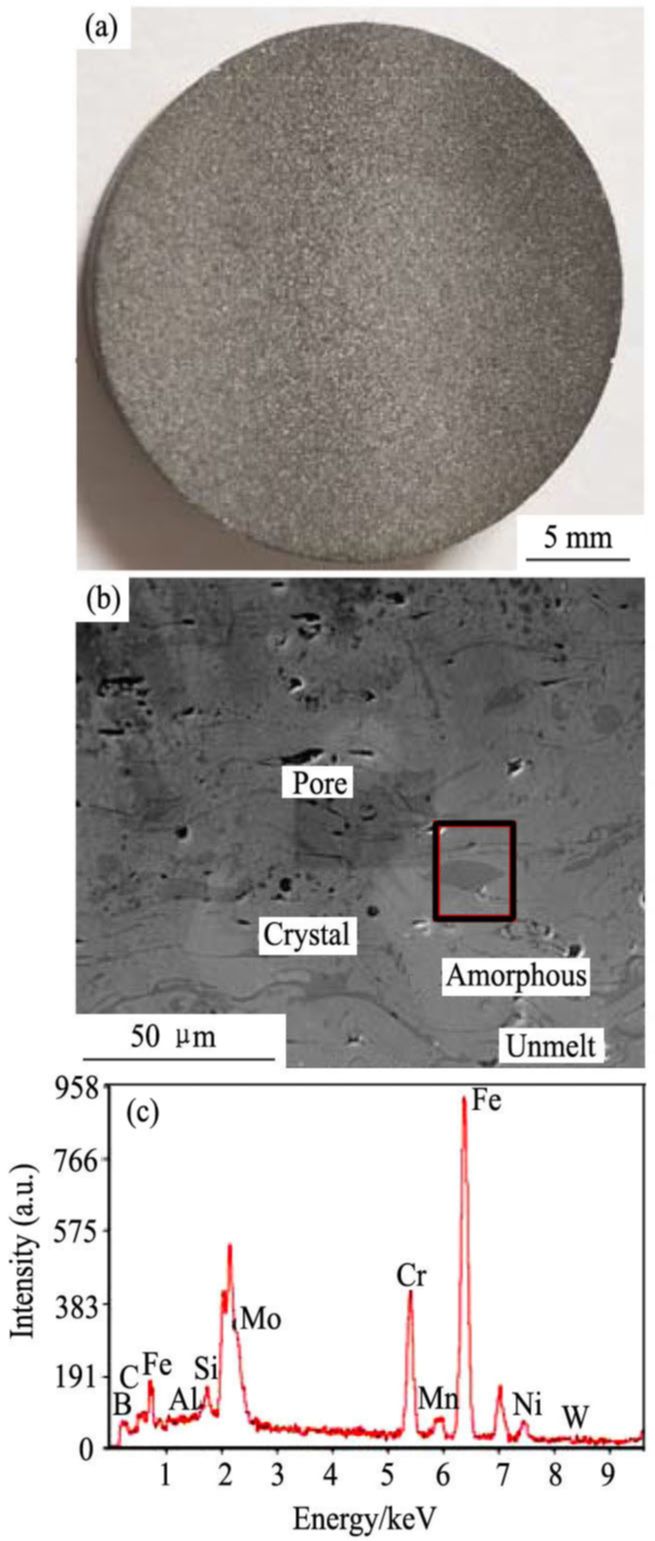
图5 Fe基非晶涂层形貌及对应能谱分析(EDS)
Fig.5 Fe-based amorphous coatings of surface morphology (a), section morphology (b) and EDS analysis of rectangular frame (c)
对比Fe基非晶和Al基非晶涂层(图6)发现, Fe基非晶涂层表面颜色较深, 而Al基非晶涂层颜色较浅, 这是因为涂层材料不同, 因此呈现的颜色也就不同。 图6(b)可见非晶涂层中大部分为非晶结构, 但也有部分枝状晶体, 也是因粉末发生晶化所致, 这枝状晶属于纳米结构, 对涂层耐腐蚀性能具有重要影响。 经Image J计算涂层孔隙率约7.5%, 和非晶Fe基涂层孔隙率无明显差别。 从EDS能谱中发现了约1.45%(质量分数)的O。 从能谱上也可见非晶区和晶化区的元素组分非常近似, 可见非晶涂层成分波动非常小, 这是因为非晶涂层喷涂过程时间短, 涂层元素间扩散、 化学反应不充分引起的。
2.3.2 涂层相组成
图7为等离子喷涂工艺制备的Fe基非晶涂层XRD图谱。 可见XRD图谱衍射峰是由宽包状为主, 尖峰状为辅的非晶和多晶组成。 安宇龙等
为更深入研究非晶粉末组分在热喷涂过程中可能发生的化学反应, 本研究采用热力学数据库
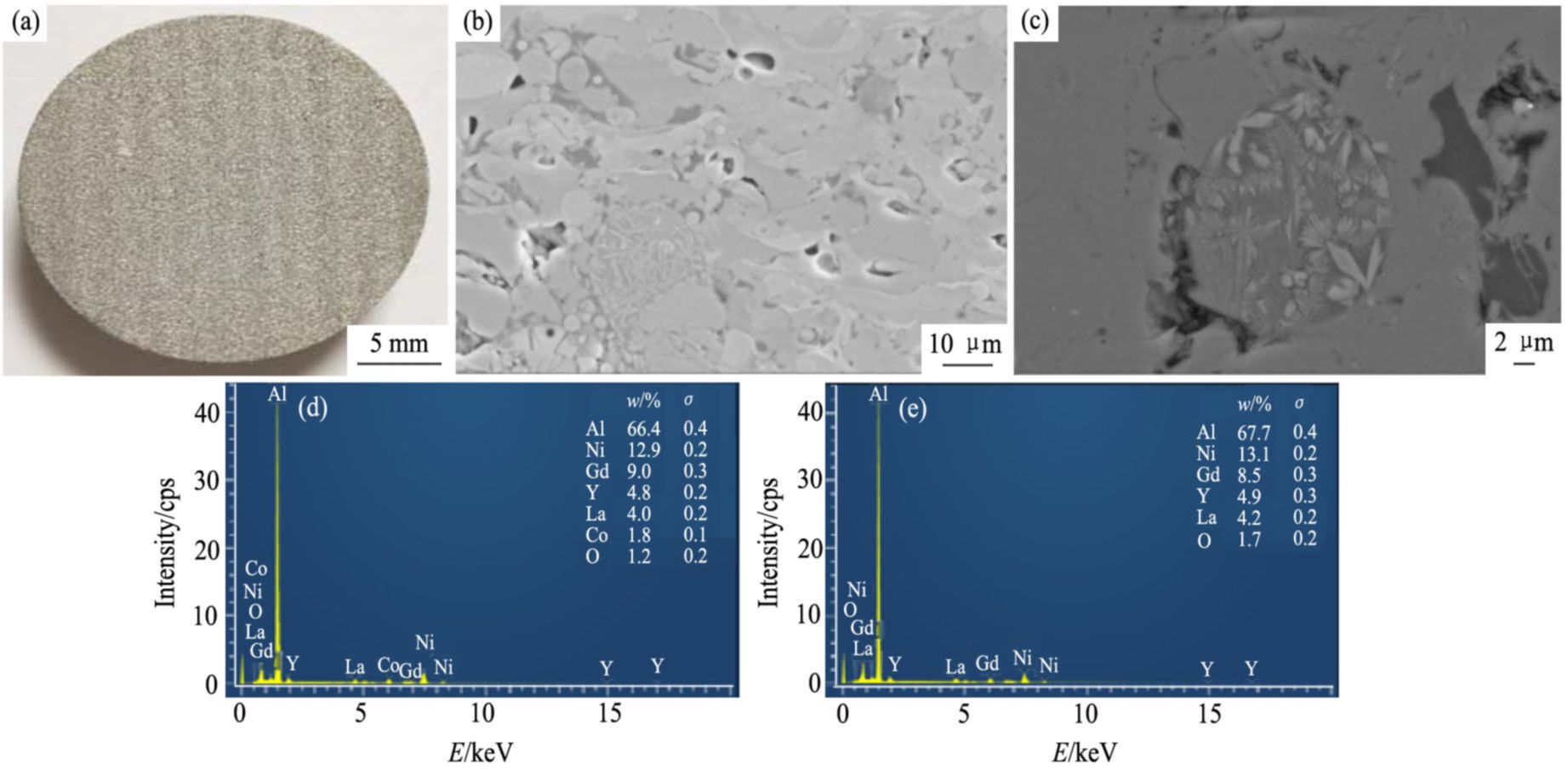
图6 Al基非晶涂层表面、 截面形貌及对应的EDS能谱分析
Fig.6 Al-based amorphous coatings for surface morphology (a), low magnification section morphology (b), high magnification section morphology (c), EDS of red crucifix (d) and EDS of green crucifix for sections (e)
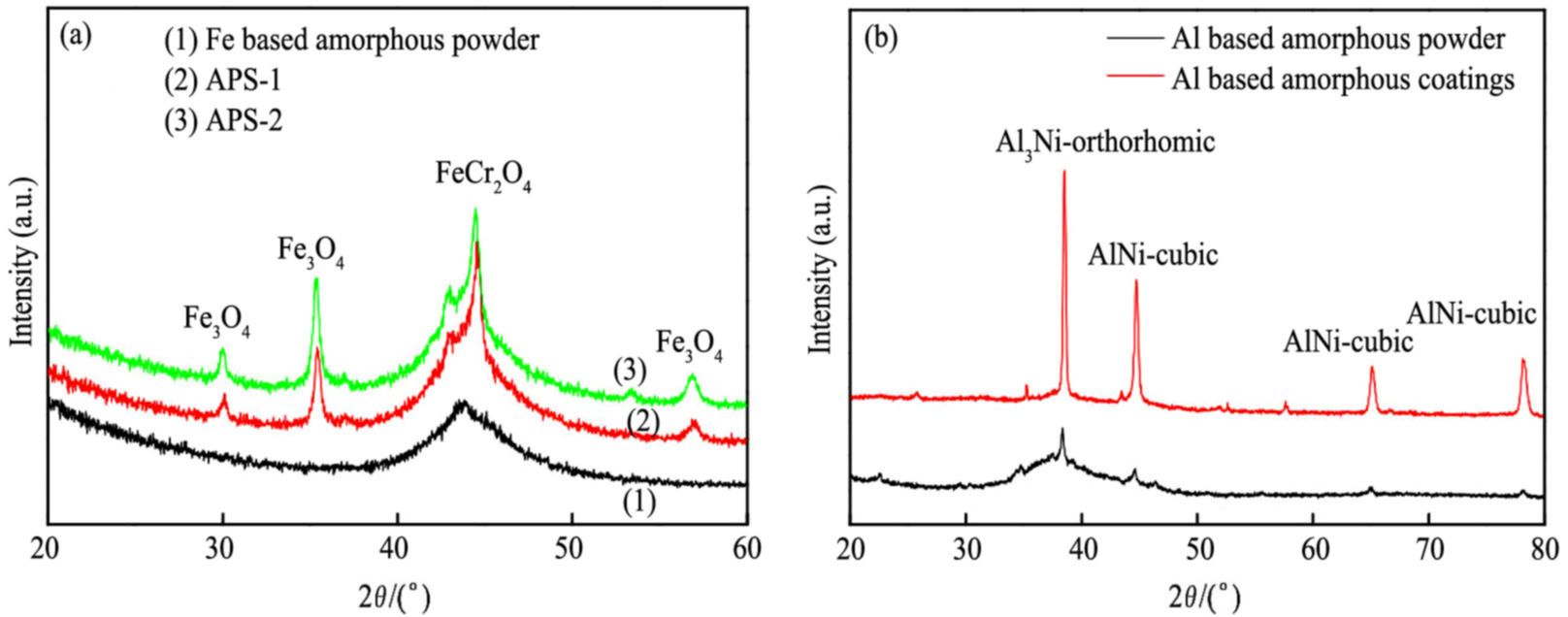
图7 Fe基及Al基非晶涂层XRD图
Fig.7 XRD patterns for Fe-based (a) and Al-based amorphous coatings (b)
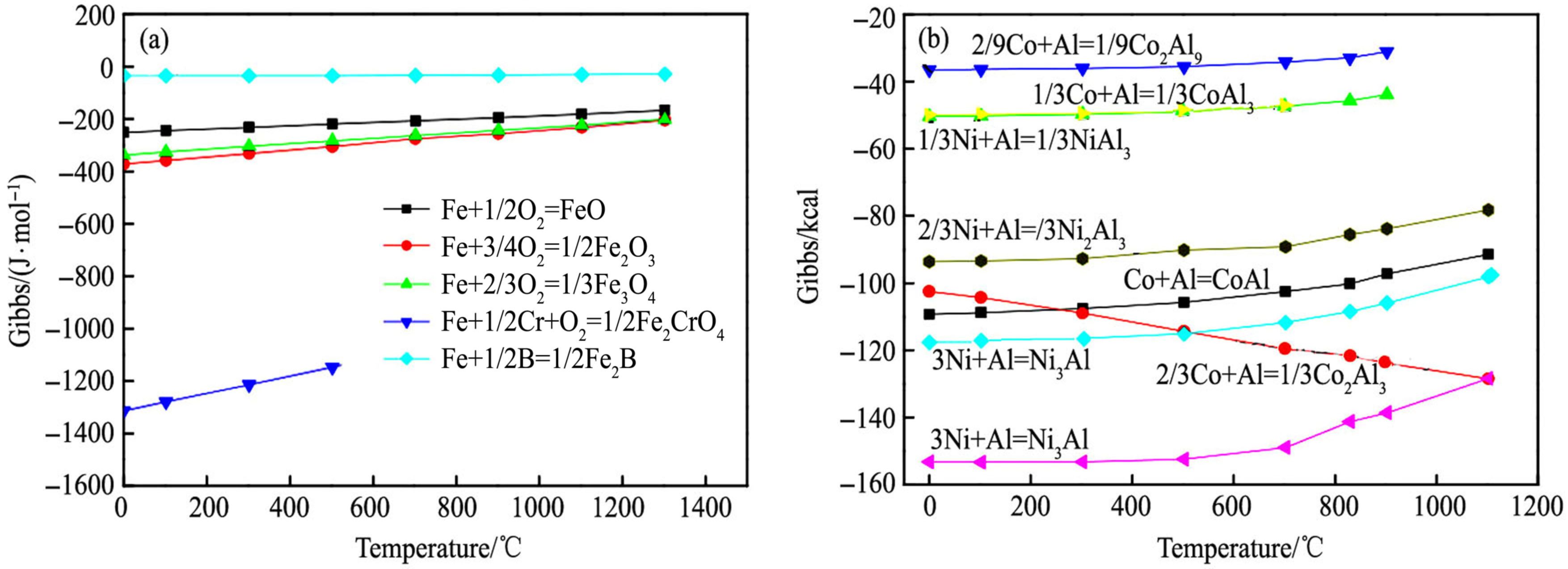
图8 Fe和Al非晶粉末大气等离子喷涂过程反应吉布斯自由能
Fig.8 Gibbs energy during APS for Fe-based (a) and Al-based amorphous powder (b)
2.3.3 耐腐蚀性能分析
将7075铝合金、 Fe基非晶涂层和Al基非晶涂层非测试面用704硅橡胶封样后浸泡于3.5%(质量分数)的NaCl溶液中, 观察分析不同浸泡时间后的表面状态变化(图9)。 可见7075铝合金在1236 h后发生了腐蚀, 表面出现了大量锈斑以及表面的破坏。 对Fe基非晶涂层(APS-1)而言, 涂层浸泡1594 h后, 表面锈点多达30%面积, 涂层发生失效。 分析认为是涂层中Cr, Fe元素在高温下与O元素生成结构致密稳定的FeCr2O4, Fe3O4保护膜层, 可阻碍低温下Cl-的扩散。 此外喷涂粉末中Mo, B, C, Si等元素也改善了非晶合金涂层的结构和性能, 改善了涂层在NaCl环境下的抗腐蚀性能。 这就是非晶喷涂覆盖层不易腐蚀的原因所在。 而Fe基非晶涂层(APS-2)腐蚀寿命约1658 h。 对APS制备Fe非晶涂层而言, 总体呈现喷涂功率越大, 涂层耐腐蚀寿命越长的特征, 但寿命增长并不明显。 同时根据Liu等
对Al基非晶涂层而言(图10), 样品在1658 h后表面颜色由灰色变化黑色, 但是无腐蚀产物出现, 直到2147 h后涂层才有明显腐蚀特征出现, 说明Al基非晶涂层样品比7075铝合金和Fe基非晶涂层具有更好的抗NaCl溶液腐蚀能力。 Al基非晶涂层耐腐蚀寿命分别是7075铝合金、 Fe基非晶涂层的1.74倍和1.29倍。 原因可解释为: 由于Al基非晶涂层不存在晶界, 成分比较均匀, 这些因素都有利于腐蚀能力的提高。 从材料组分角度来看: 铁基非晶粉末材料体系含有10%~20%(原子分数)的B, Si, P等类金属元素, 而Al基非晶涂层主要含有Al, Ni, La, Co, Y和Gd元素, 这些具有较高活性的金属元素能够促使钝化膜迅速形成并扩张, 金属元素促进了离子在膜内的富集从而产生钝化, 因此改善腐蚀作用明显。
2.3.4 电化学性能分析
图11(a)为7075铝合金基体及非晶涂层动电位极化曲线。 测试结果表明: APS非晶Fe基涂层随喷涂功率增加, 腐蚀电位趋于正向移动。 Al合金基体、 Fe非晶涂层(APS-1)、 Fe非晶涂层(APS-2)和Al基非晶涂层自腐蚀电位分别为-0.98, -0.87, -0.75, -0.60 V; 自腐蚀电流分别约为1.23×10-5, 6.23×10-6, 3.6×10-6, 2.6×10-6 A。 说明Fe基非晶涂层相对于7075铝合金自腐蚀电位和自腐蚀电流均降低, 尤其是Al基非晶涂层降低的更为明显。 根据李翔等
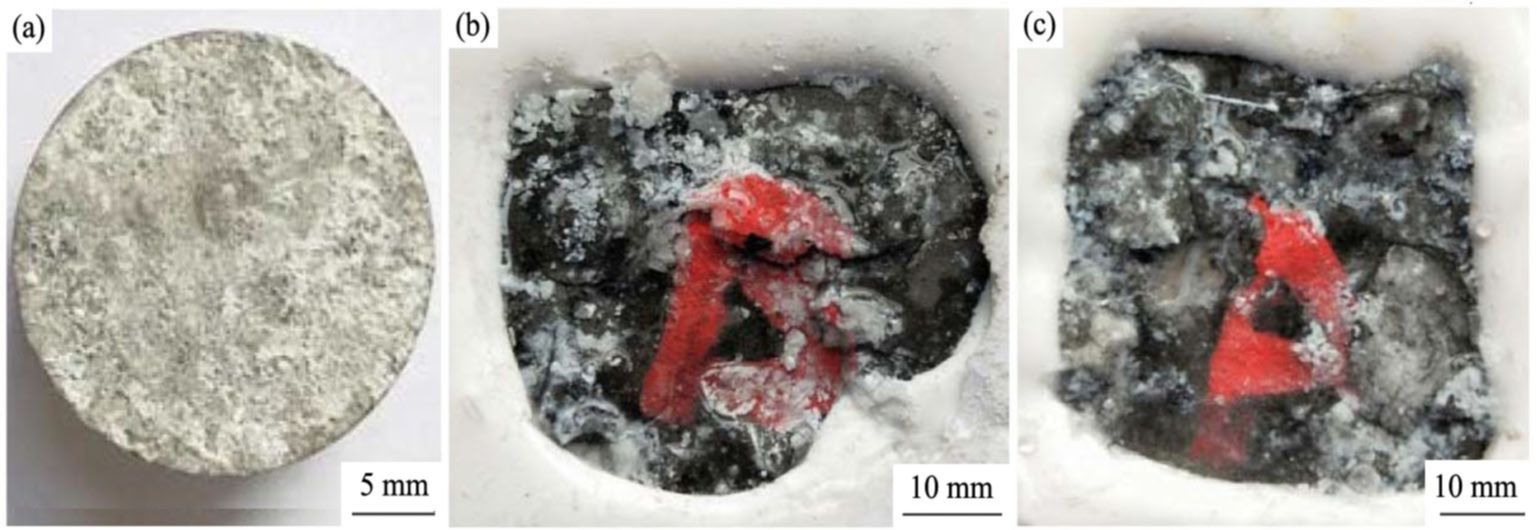
图9 铝合金和Fe非晶涂层不同时间腐蚀后宏观形貌
Fig.9 Macro appearance after different corrosion time
(a)7075 aluminum;(b)Fe-based amorphous coatings for APS-1;(c)Fe-based amorphous coatings for APS-2
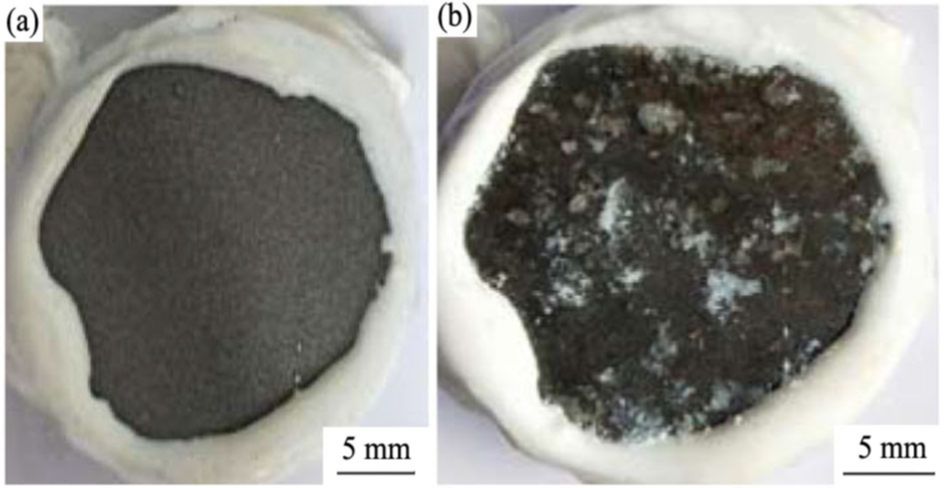
图10 Al非晶涂层不同时间腐蚀后宏观形貌图
Fig.10 Macro appearance of different corrosion time
(a)0 h;(b)2147 h
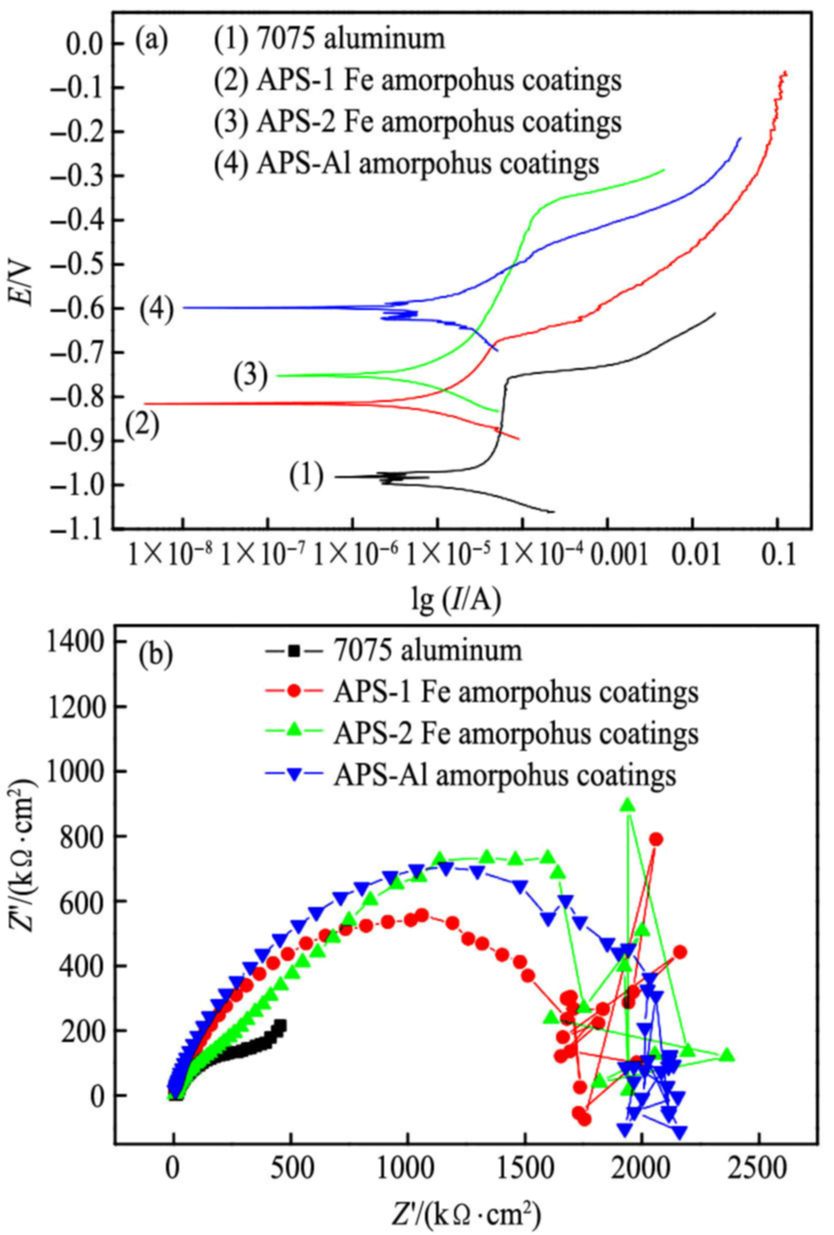
图11 基体及非晶涂层电化学分析
Fig.11 Electrochemical analysis for substrate and amorphous coatings of polarization (a) and Nyquist curves (b)
3 结 论
1. 采用气体雾化法制备了Fe基和Al基两种非晶粉末, 然后利用冷喷涂技术喷涂这两种非晶粉末, 发现Fe基和Al基非晶粉末在铝合金基体上变形小, 沉积结合非常困难。
2. 采用大气等离子喷涂制备Fe基和Al基非晶涂层, 发现两种涂层均呈现由孔隙、 熔融良好的非晶区及晶化区构成。 XRD分析也表明涂层是非晶和晶体混合构成, 粉末制备成涂层后非晶含量降低, 其中Fe基非晶涂层非晶含量约40%, Al基非晶涂层非晶含量约20%, 等离子喷涂使Al基非晶粉末晶化更为严重。
3. 对比不同功率等离子喷涂工艺制备的Fe基非晶涂层, 发现大功率制备的涂层耐腐性性能较好, 归因于大功率制备的涂层致密, 腐蚀通道狭窄, 减缓了腐蚀介质传输。 但大功率和小功率制备的涂层耐腐蚀性能差异并不大。
4. 铝合金、 Fe基和Al基非晶涂层耐3.5%(质量分数)的NaCl浸泡腐蚀寿命分别为1236, 1658, 2147 h。 说明Al基非晶涂层具有最佳的耐腐蚀能力, 性能的提高主要根源于Al基非晶涂层中存在部分非晶结构、 高致密性及部分钝化元素。
参考文献

