稀有金属 2006,(S2),55-59 DOI:10.13373/j.cnki.cjrm.2006.s2.014
电子束冷床熔炼参数对熔池表面温度的影响
周义刚 赵铁夫 张英明 周廉 Reiter G. Flinspach J.
西北有色金属研究院工程中心,西北工业大学材料学院,西北有色金属研究院工程中心,西北有色金属研究院工程中心,西北有色金属研究院工程中心,ALD Vacuum Technologies AG Hanau 63450,Germany,ALD Vacuum Technologies AG,Hanau 63450,Germany,,陕西西安710016,西北工业大学材料学院,陕西西安710072,陕西西安710072,陕西西安710016,陕西西安710016,陕西西安710016
摘 要:
使用M9100图像高温仪精确测定了TC4合金电子束冷床熔炼时坩埚和冷床熔池表面的温度。结果表明, 结果表明, 熔炼工艺参数如熔化速度、熔炼功率、电子束扫描方式和扫描频率都会对熔池表面温度产生剧烈影响。
关键词:
电子束冷床熔炼 ;钛合金TC4 ;熔池表面温度 ;熔炼参数 ;
中图分类号: TG27
收稿日期: 2006-08-13
Effect of Melting Parameters on Surface Temperature of Melt Pool of TC4 Alloy during Electron Beam Cold Hearth Melting
Abstract:
The surface temperature of melt pool in crucible and hearth of TC4 alloy during electron beam cold hearth melting was measured accurately by using M9100 pyrometer.The results show that the surface temperature of melt pool is affected intensively by melting parameters such as melting rate, melting power, electron beam scanning pattern and scan frequency, etc.
Keyword:
electron beam cold hearth melting;titanium alloy TC4;surface temperature of melt pool;melting parameter;
Received: 2006-08-13
电子束冷床熔炼 (EBCHM) 始于1963年。 当时在用电子束 (EB) 滴熔工艺熔炼镍基高温合金时, 为了解决合金元素的偏析、 氧化夹杂以及采用滴熔铝热法还原铌时杂质去除不充分等问题, 美国的Temescal冶金公司首先使用了EBCHM方法, 并对该方法进行了研究
[1 ]
。
EBCHM设备和技术近20多年发展迅速
[2 ,3 ,4 ,5 ]
。 在美国4万吨的冷床熔炼能力中, EBCHM能力占3万吨, 总功率达30 MW, 占全部熔炼能力的30%
[3 ]
。 目前世界最大的EBCHM炉已达5.6 MW, 8支电子束枪。 冷床熔炼的最大圆锭重达22.7 t, 扁锭重达16 t
[6 ]
。 电子束冷床熔炼的钛合金不仅已用在飞机上, 在美国的坦克装甲上也已获得应用
[7 ,8 ]
。
冷床炉熔炼时, 熔池表面温度是一个重要的工艺参数, 它影响熔体的粘度、 熔体密度和合金元素的扩散系数, 从而影响夹杂物的去除效果; 熔池表面温度还强烈影响易挥发元素的挥发和合金成分的均匀性。 熔池温度本身受热源功率、 熔化速度、 炉料吸热效率、 凝壳与冷床接触程度、 冷却水压力、 被熔化金属的热导率和热辐射系数等诸多因素影响。 要保证稳定的熔池温度, 必须实时测量熔池表面温度, 进行工艺参数调控。
由于EBCHM是在真空下进行的, 任何测温装置必须能经受温度梯度和压力差, 防止X射线辐射, 且易于清洗。 另外, 电子束也会发出一定波长的光。 这都会对测温装置的精确性产生影响
[9 ]
。 研究表明
[10 ]
, 我们平时测温用的热电偶和普通的无源高温计已不适合测量熔池温度; 由于电子束轰击形成的金属蒸气及其发射光的影响, 两色测温计选择合适的波长非常重要
[11 ,12 ]
; 较好的测量方法是单波长高温计和热成像系统
[13 ]
。
本实验采用美国MiKron Infrared公司的M9100 Pyrovision图像高温仪测量了冷床区和坩埚区的熔池表面温度。 M9100图像高温仪可实时记录冷床和坩埚熔池表面上某一点、 某一线上甚至某一面上的温度分布, 测温精度为±1 ℃。
1 实 验
实验在西北有色金属研究院的500 kW电子束冷床熔炼炉上进行, 其结晶坩埚尺寸为Φ220 mm, 冷床尺寸为500 mm×300 mm×80 mm。 熔炼原料为经VAR一次熔炼的TC4合金锭。 测温仪安装在EBCHM炉散料加料口位置, 并通过数据线将其与计算机相连, 通过相应的软件对图像进行处理。
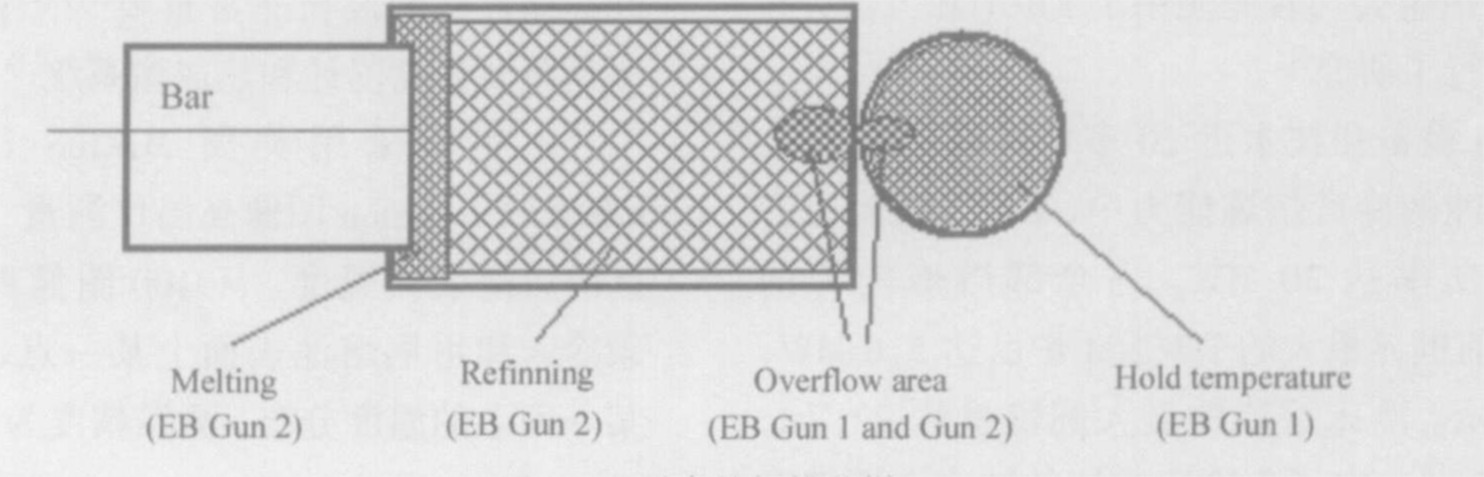
实验中, 熔化速度设定为70, 100, 140 kg・h-1 ; 熔炼总功率为220, 250, 280 kW。 电子束束斑直径为1 cm, 两支电子束枪在冷床区和坩埚区的扫描花样如图1所示。 首先开启电子束枪2熔炼原料, 制备冷床凝壳, 并逐步调整枪2在冷床区的扫描范围。 至熔液即将充满冷床时, 开启枪1加热底垫。 待冷床中充满钛液并向结晶坩埚溢流时, 调整熔炼速度至设定值, 开始正常熔炼。 全部熔炼时间约为2 h。 在熔池建立并达到稳态后, 即可进行测温。 调整测温仪角度, 可先后测定坩埚区和冷床区熔池表面温度。
熔炼过程中, 炉室真空随熔化速度和熔炼时间略有变化, 熔炼开始阶段、 熔化速度大时的炉室真空度略有降低。 但随着熔炼的进行, 炉室真空逐渐升高, 最终基本上在3.0×10-2 ~2.0×10-2 Pa, 铸锭室真空也维持在5.0×10-1 Pa。
2 结果与分析
2.1 熔池表面温度变化与熔化速度的关系
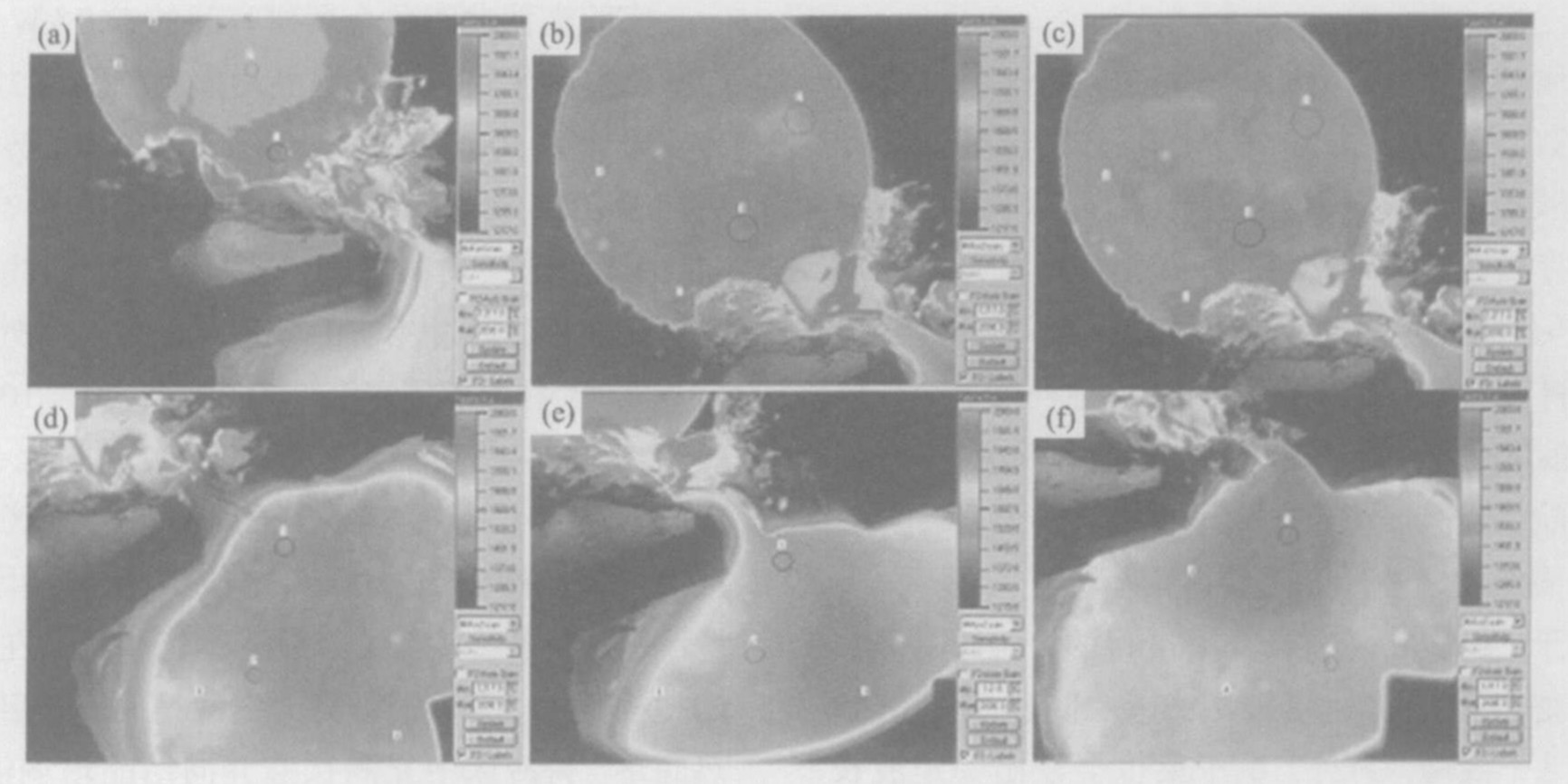
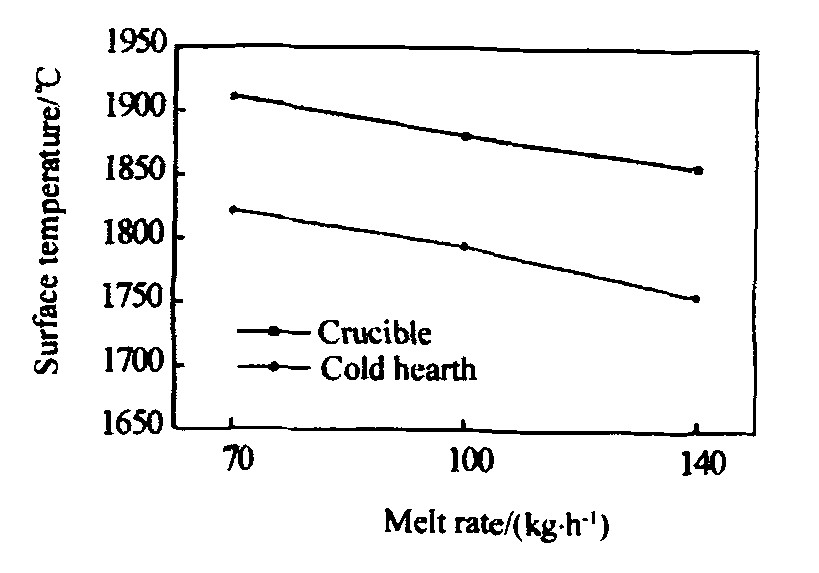
250 kW熔炼功率下, 不同熔速下的熔池表面温度测量结果见图2, 熔池表面平均温度与熔炼速度的关系见图3。 可以看出, 随熔化速度的增加, 无论是冷床区, 还是坩埚区, 其熔池表面温度在降低。
熔炼功率一定的情况下, 熔化速度 (即进料速率) 改变, 钛液在高温下停留的时间也会随之改变。 熔化速度提高, 单位时间内熔化的TC4合金增多, 熔池中钛液的流动速度加快, 液体在熔池中的滞留时间减少, 相应钛液接受的电子束能量减少; 另一方面, 因熔化的速度提高, 拉锭速度也增加, 合金处于熔融状态的时间也会减少。 因此, 无论冷床中, 还是坩埚中, 熔池表面的温度都会降低。
2.2 熔池表面温度变化与熔炼功率的关系
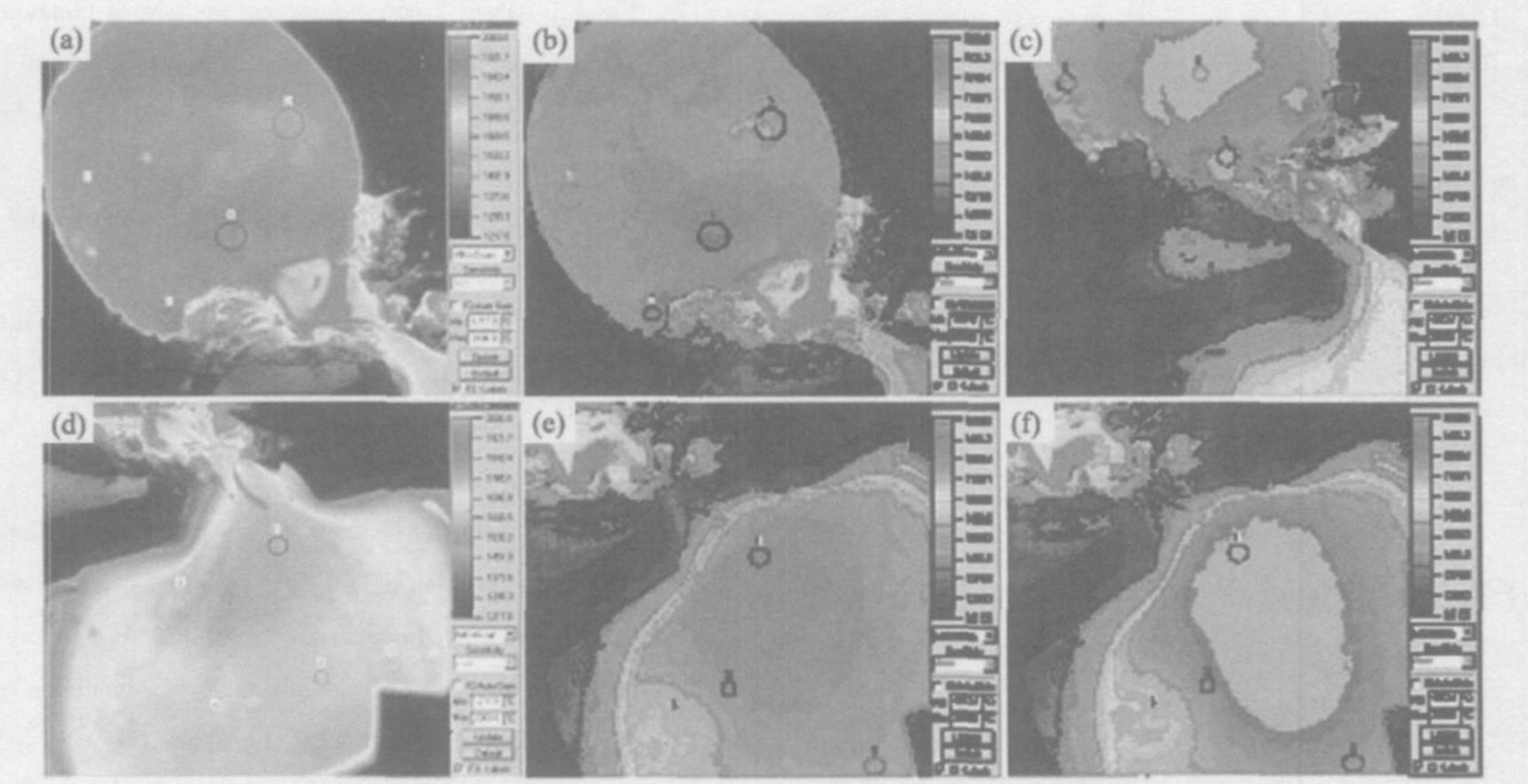
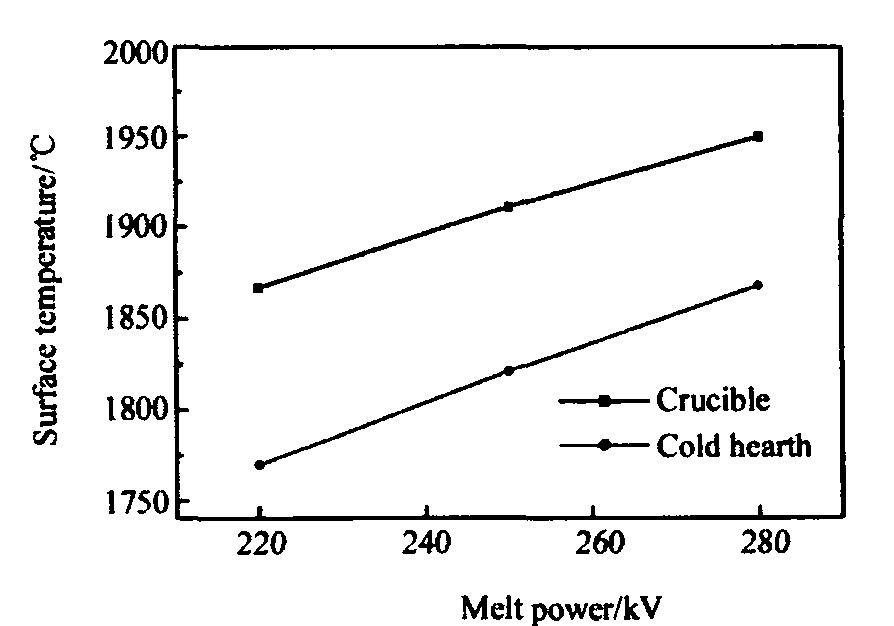
70 kg・h-1 的熔炼速度下, 不同熔炼功率下的温度测量结果见图4, 熔池表面平均温度与熔炼功率的关系见图5。 可以看出, 随熔炼功率的增加, 其熔池表面温度均有不同程度的升高。
熔炼功率增加, 即通过电子束枪阴极块上的电流增大, 阴极块的加热温度会增高, 相应阴极块产生的电子数增加, 经过聚焦加速后, 会有更多的
图1 电子束的扫描花样 Fig.1 Scan patterns of electron beam
图2 不同熔化速度下坩埚区 (a) ~ (c) 和冷床区 (d) ~ (f) 的熔体表面温度 (a) , (d) 70 kg・h-1; (b) , (e) 100 kg・h-1; (c) , (f) 140 kg・h-1 Fig.2 Molten pool temperature on the surface of crucible (a) ~ (c) and hearth (d) ~ (f) at various melt rate
图3 熔池表面平均温度与熔炼速度的关系 (功率: 250 kW) Fig.3 Relationship between average temperatures on the pool surface and melt rate
电子束轰击到钛上。 由经验公式
P = (0.105~0.119) v ・ (C ・Δt +L )
也可以看出, 熔化速度v 、 平均比热容C 和熔化潜热L 一定的情况下, 功率P 增大, 熔炼温度与室温的差值Δt 必然增大, 即熔池温度升高。
2.3 熔池表面温度的均匀性
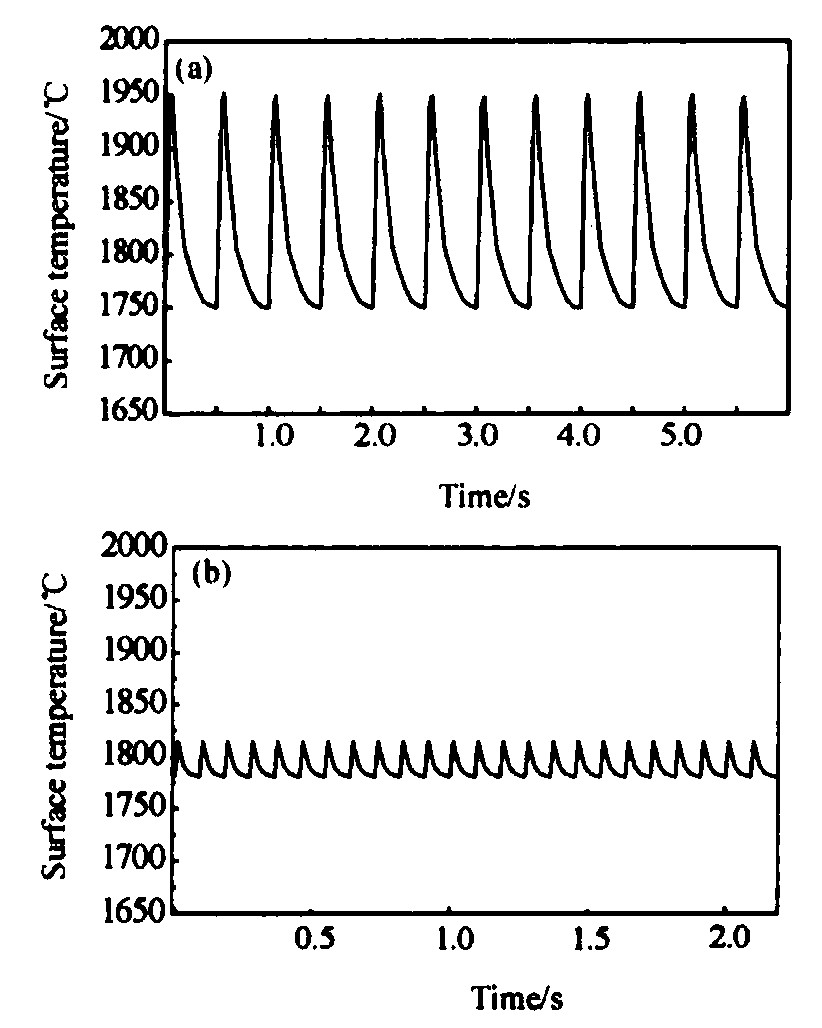
电子束扫描方式和频率是非常重要的熔炼参数。 扫描方式一定时, 熔池温度随扫描频率的变化而变化。 扫描频率低时, 电子束在一个地方停留的时间长, 此处熔池的温度升高, 温差大, 整个熔池温度不均匀。 如图6, 在280 kW的熔炼功率、 70 kg・h-1 的熔速下, 扫描频率为2 Hz时, 熔池表面温
图4 不同熔炼功率下坩埚区 (a) ~ (c) 和冷床区 (d) ~ (f) 的熔体表面温度 (a) , (d) 220 kW; (b) , (e) 250 kW; (c) , (f) 280 kW Fig.4 Molten pool temperature on the surface of crucible (a) ~ (c) and hearth (d) ~ (f) at various melt power
图5 熔池表面平均温度与熔炼功率的关系 Fig.5 Relationship between average temperatures on pool surface and melt power (melt rate: 70 kg・h-1)
差达200 ℃, 而扫描频率提高至11 Hz时, 表面温差则可降到40 ℃左右。 从图可以看出, 在扫描方式一定的情况下, 适当增加电子束的扫描频率, 可以保证熔池表面温度的均匀性, 避免局部熔体过热, 这有利于降低易挥发性元素的挥发损失。
从冷床和坩埚区测得的温度图像 (图2, 4) 上还可以看出, 在溢流口处附加的电子束扫描花样极大地提高了该扫描区域的温度, 使该区温度达到2000 ℃以上, 可见局部电子束能量集中会显著提高熔体温度
[14 ]
, 这样虽然增加了熔体的流动性, 但也会极大地加强了熔体的挥发, 对合金成分的控制不利。
图6 冷床区熔池表面温度随时间的变化 (a) 2 Hz; (b) 11 Hz Fig.6 Changes of average temperatures on hearth surface with time
3 结 论
电子束冷床熔炼过程中, 熔池表面温度受熔化速度和熔炼功率甚至电子束扫描频率等工艺参数的强烈影响, 工艺参数的任何变化都会造成熔炼表面温度的变化。 通过适当调整电子束扫描频率, 可降低熔炼近表面区温差, 保证熔池表面温度的均匀性, 避免局部熔体过热。
参考文献
[1] Harker H R.Experience with large scale electron beam cold hearthmelting (EBCHM) [J].Vacuum, 1990, 41 (7-9) :2154.
[2] Blum M, Biebricher U, Reiter G, et al.Recent developments inEB refining furnaces for the production of superclean Niobium andtantalum[A].In Schulz S W ed., Proceedings of ebeam2002[C].2002:2-1.
[3] Poulsen E, Chinnis W, Mede M.Status of titanium cold hearthmelting[A].In:Gorynin I V, Ushkov S S ed., Titanium′99 Sci-ence and Technology[C].Saint-Petersburg:Central Research Insti-tute of Structural Materials (CRISM) “PROMETEY”.1999:1541.
[4] Fedorov V, Lashuk N, Schekin-Krotov V, et al.Electron beamcold hearth melt of titanium and its alloys[A].In:Gorynin I V, Ushkov S S ed., Titanium′99 Science and Technology[C].Saint-Petersburg:Central Research Institute of Structural Materials (CRISM) “PROMETEY”.1999:1406.
[5] Paton B E, Trigub N P, Akhonin S V.Electron beam melting oftitanium[A].In:Gorynin I V, Ushkov S S ed., Titanium′99 Sci-ence and Technology[C], Saint-Petersburg:Central Research Insti-tute of Structural Materials (CRISM) “PROMETEY”, 1999:1372.
[6] Entrekin C H, Harker H R.Casting of 16 MT titanium slabs in anelectron beam furnace[A].Presented at Titanium Applications Con-ference[C].1994, October 2~5, San Diego, CA, USA.
[7] Dax F R, Pang Yuan.Lowering the cost of titanium alloys for com-bat vehicles[A].Proceedings of the 16th Annual ITA ApplicationsConference[C].Broomfield, Colorado:International Titanium Asso-ciation.2000.
[8] Wood J R.Producing Ti-6Al-4V plate from single-melt EBCHMingot[J].JOM, 2002, (2) :56.
[9] Ward M.Temperature sensing for cold-hearth melting process[A].In:Blenkinsop P A, Everns W J, Flower H M ed., Titani-um’95 Science and Technology[C].Cambridge:The Institute ofMaterials.1995:1478.
[10] Nakamura H, Mitchell A.The effect of beam oscillation rate on Alevaporation from a Ti-6Al-4V alloy in electron beam melting process[J].ISIJ International, 1992, 32 (5) :583.
[11] Isawa T, Nakamura H, Murakami K.Aluminium evaporation fromtitanium alloys in EB hearth melting process[J].ISIJ International, 1992, 32 (5) :607.
[12] Kusamichi T, Kanayama H, Matsuzaki H, et al.Fundamentalstudy on the making of titanium alloy ingot by electron beam melting[A].In Bakish R ed., Proceedings of the Conference ElectronBeam Melting and Refining State of the Art 1989[C].Englewood:Bakish Materials Corporation.1989:137.
[13] Blum M, Choudhury A, Hugo F, et al.Results of electron beamremelting of superalloys and titanium alloys with a high-freqency EB-Gun[A].In Bakish R ed., Proceedings of the Conference ElectronBeam Melting and Refining State of the Art 1996[C].Englewood:Balish Materials Corporation, 1996:245.
[14] Mitchell A, Nakamura H, Tripp D W.The“hot-spot”problem inEB melting of alloys[A].In Bakish R ed., Proceedings of the Con-ference Electron Beam Melting and Refining State of the Art 1987[C].Englewood:Bakish Materials Corporation, 1987:23.