DOI��10.19476/j.ysxb.1004.0609.2017.03.014
��ƽ������W2C��ԭλ����������Ӳ�ȷ���
�� ���������������壬�� ������ �ܣ��骣��� ��
(ɽ���Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ���ൺ 266590)
ժ Ҫ������ֱ���绡ԭλұ�����Ʊ�WpC-Fe���ϲ��ϣ�ͨ���������������֯�۲��Ӳ�Ȳ��ԣ��о���ƽ������W2C��ԭλ���ɻ��ơ���̬�ݱ��Լ���������ò�Բ���Ӳ�ȵ�Ӱ�졣���������W��Cԭλ��Ӧʱ���۳��¶ȸ���1652K��W2C��WC�������ɡ�ֱ���绡�����۳ط�ƽ�����̹����У�W2C������������Сƽ�澧��Ϊ��Сƽ�澧����ƫ���ɾ���ṹ���������ε��Ứ״��������ò����ƽ�������ķ�ʽ����Ϊ����֦����W2C����Ӳ�ȵ���WC�ģ������ܵ���ò��Ӱ�죬���Ứ״����Ӳ��(1993 HV0.2)���Ը��ڶ���֦����(1536HV0.2)������������600A����1000Aʱ�����ϲ�����W2C�����������ӣ����Ӳ����84HRA�½�Ϊ78HRA��
�ؼ��ʣ���ƽ�����̣�W2C��ԭλ��Ӧ��������̬��Ӳ��
���±�ţ�1004-0609(2017)-03-0555-08���� ��ͼ����ţ�TB331���� ���ױ�־�룺A
̼����(WC)����Ӳ�ȸߡ�������ϵ��С����ѧ�����ȶ��������(Co��Ni��Fe��)��ʪ�Ժõ��������ԣ���ΪӲ�ʺϽ����ĥͿ�����Ҫ��ǿ����[1-2]�����ϲ�����WC��ǿ��Ļ����Ҫͨ������;����һ������ӷ�����ֱ�Ӳ���WC��ĩ��Ϊԭ�ϣ���һ����ԭλ�ϳɷ��������Ʊ�������ͨ��Ԫ�ؼ�Ļ�ѧ��Ӧ�γ�WC��ͨ������W��C�ķ�Ӧ��ϵ��������������������(������ӡ�����͵绡��)Ϊ��Դ�Ŀ��ٳ��μ����㷺Ӧ����WC��ǿ���ϵ��Ʊ���
��Ⱥ��[3]��WC-12CoΪԭ�ϣ����ó����ٻ�����Ϳ(HVOF)������16Mn�����Ʊ�Ϳ�㣬Ϳ���г���WC��Co����������W2C��OBADELE��[4]�� WC-10NiΪԭ���Ʊ��ļ���Ϳ����W2C�����࣬û��WC�γɡ�������ӷ��Ʊ�WC���ϲ���ʱ���ɵ�W2C�ѿ�չ�˴����о�������[5-9]�н������ԭ�����ԭ��WC�����ڸ��»����з�������̼����LIU��[7]����Ⱥ��[3]���о��й۲쵽W2C������WC�������ܣ����ָ����ȵĻ���״��Ȼ����ֵ��ע����ǣ���������[8]��Ԭ��¼��[10]ָ��WC�����ڸ��������л������ܽ����ֽ�ΪW��CԪ�ء������[11]�ͳپ���[12]�о����������е�W��C�ᷴӦ����W2C�������ζ�ţ���ӷ����γɵ�W2CӦ��WC��̼��W-Cԭλ��Ӧ���ֻ�����ͬ���õĽ����Ȼ�����ں���ȴȱ������о�����һ���棬��W��CΪԭ�ϣ����õ�����ұ��[13]�������۸�[11]�͵绡ұ��[12, 14]�ȼ���ԭλ�ϳ�WC��ǿ����ʱҲ������W2C����������о�����X��������(XRD)��ͼ�б�����W2C�Ĵ��ڣ�������ԭλ��Ӧ������W2C�����ɻ�������ò�����ͶԲ������ܵ�Ӱ��ȴ���б�������ˣ��ڸ�����Դ���ٳ��μ��������еķ�ƽ�����������£��б�Ҫ��W2C��ԭλ���ɽ�������ϵͳ���о���
����������W��CΪԭ�ϣ�����ֱ���绡ԭλұ�����Ʊ���WpC-Fe(WpCΪWC��W2C)���ϲ��ϣ�ͨ���ı乤�������ԱȲ���������ɡ�����֯��Ӳ�ȵı仯��̽��W2C��ԭλ���ɻ������о���ƽ������������W2C����̬�ݱ���̣�����W2C��������ò�Բ���Ӳ�ȵ�Ӱ�졣
1 ʵ��
ԭʼ��ĩΪW�ۺ�C�ۣ���ĩ��ò��ͼ1��ʾ���Ժĵ缫�ܲ�Ϊ1Cr18Ni9Ti����ֹ�(�ɷּ���1)���ھ�9 mm���ں�1 mm������150 mm����W�ۺ�C�۰���������93:7��ɻ�Ϸ�ĩ����������Na2SiO3��9H2O���������ڲ���ֹ����Ƴ��Ժĵ缫�����л�Ϸ�ĩ�ĺ���Ϊ75%(��������)���缫��Ȼ���ɺ�����¯����150 �汣��30 min����¯��ȴ��ʵ����ұ�������ײ�ΪʯīƬ��������Ϊ�ͻ���ϣ���Ҫ�ɷ�ΪAl2O3��MgO���ھ�13 mm���ں�5 mm��
ʵ�����ֱ���绡ԭλұ��װ�ã�ͼ2��ʾΪ����ԭ��ʾ��ͼ��ʵ���ڴ��������н��У���Դ���������ֱ�����ұ�������ײ���ʯīƬ���Ժĵ缫���Զ�����װ�ÿ����Ժĵ缫�����½�����ʯī�缫�Ӵ�����ȼ�绡���ڵ绡�����������Ժĵ缫Ѹ���ۻ������������γɸ���Һ�෴Ӧ�۳ء�ʵ����������۳�����������ȴ���õ�WpC-Fe���ϲ��ϡ�
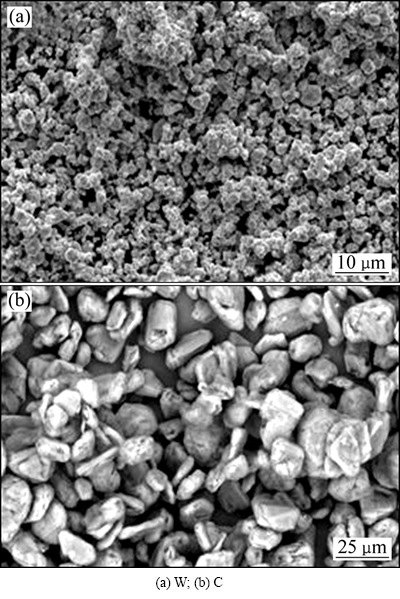
ͼ1 ԭ�Ϸ�ĩ����ò
Fig. 1 Morphologies of raw material powders
��1 ����ֹܵĻ�ѧ�ɷ�
Table 1 Nominal chemical composition of stainless steel tube (mass fraction, %)
�ֱ����600 A��800 A��1000 A 3�ֹ��������Ʊ�WpC-Fe���ϲ��ϣ�ѡ����Ʒо�������߽����и��Ƕ���⣬��ʴҺΪMurakami��Һ(20%(NaOH+ K3Fe(CN)6)(��������))�������������D/Max 2500PC��X����������(XRD��ͭ�У�K������)������֯�۲����KYKY2008B��ɨ��羵(SEM)�����ɷַ�������JXA-8230�͵���̽��(EPMA)������ɫɢ����(WDS)�����ÿɲⶨC�����ķֹ⾧��LDE2���ڲ���֯�۲�͵���ѡ�������������Tecnai 20U-TWIN�߷ֱ���羵����Ӳ�Ȳⶨ����FM-700��ά����Ӳ�ȼƣ��غ�2 N������ʱ��10 s�����Ӳ�Ȳ��Բ���HR-150A������Ӳ�ȼơ�
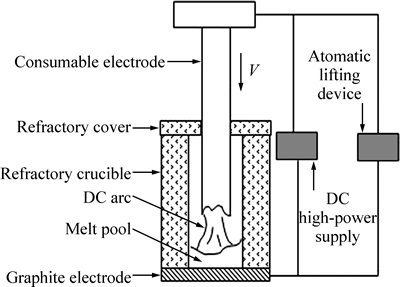
ͼ2 ֱ���绡ԭλұ����ʾ��ͼ
Fig. 2 Schematic diagram of direct current arc in-situ metallurgy process
2 ��������
2.1 �������
ͼ3��ʾΪWpC-Fe���ϲ��ϵ�XRD�ס���ͼ3��֪���������������Ϊ WC��W2C��M7C3(M=Fe,Cr,W)��Fe3W3C��(Fe,Ni)�����������仯û�иı�������������ɣ���Ӱ������Ҫ�������Ժ��������������W2C�������ǿ�����ߣ���WC�����ǿ�Ƚ��ͣ�����X���������˶�ѧ����[15]����ͼ3����ó�����������600 A��800 A���ӵ�1000 Aʱ��W2C��WC�ĺ����ȷֱ�Ϊ0.27��0.61��1.18�����������������������W2C�����������ࡣ
��W2C����ṹ��Wԭ�ӹ�������������Cԭ�ӽ���Wԭ���γɵİ������϶����ֻ��������е�һ�룬��һ��Ϊ�ṹ��λ������Cԭ��ռ�ݵĿ�϶λ�ò�ͬ��W2C�γɶ��־���ṹ[16-17]���ֱ�����Ϊ��-W2C( )����-W2C(
)����-W2C( )����-W2C(
)����-W2C( )�ͦ�-W2C(
)�ͦ�-W2C( )����ͼ3��XRD�������ݿ�֪��WpC-Fe���ϲ�����ԭλ���ɵ�W2CΪ��-W2C���ռ�ȺΪ��
)����ͼ3��XRD�������ݿ�֪��WpC-Fe���ϲ�����ԭλ���ɵ�W2CΪ��-W2C���ռ�ȺΪ��
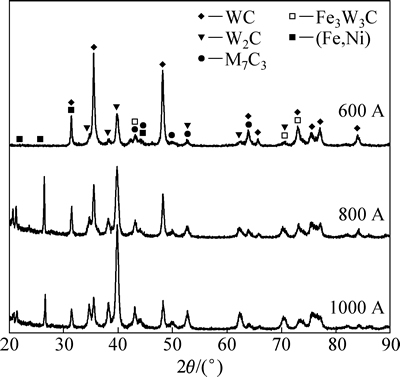
ͼ3 WpC-Fe���ϲ��ϵ�XRD��
Fig. 3 XRD patterns of WpC-Fe composites
2.2 ����֯����
ͼ4��ʾΪ����Ϊ600 Aʱ�Ʊ���WpC-Fe���ϲ��ϵ�����֯��ò����Ӧ�IJ�����������ڱ�2����״֦��(ͼ4(a)��Aλ��)���д�����C��W��ͬʱ����ԼΪ10.3%(Ħ������)��Cr����W-C��Ԫ��ͼ��֪��W2C��CԪ�صĺ�������26%~34% (Ħ������)��Χ�ڱ仯��BERGER��[18]���о�������Cr�ܹ�����W2C����ṹ��ռ��Wԭ�ӵľ���λ�ã��γ��û������塣ͬʱ���XRD��֪(��ͼ3)��ȷ����״֦��Ϊ������Cr��W2C�����ο���(��ͼ4(a)��Bλ��)�������ο���(��ͼ4(a)��Cλ��)�ɷ���ͬ����W��C��ɣ������ߵ�Ħ����Ϊ1:1��ȷ��ΪWC������[11-14��19-21]�Ѷ�WC��չ�˴����о����������κ���������ԭλ����WC�����ĵ��Ͷ�ά��ò�������о������һ��ȷ���������й�WC��֯�����ĺ����ԡ���״����(��ͼ4(a)��Dλ��)����M7C3(M=Fe,Cr,W)��Fe�������幹�ɡ�POWELL��[22]��M7C3��������ϸ�о���ָ����״��òΪ���ǹ�����֯����ɫ������(��ͼ4(a)��Eλ��)ΪFe�������壬��֦��(��ͼ4(b)��Fλ��)ΪFe3W3C��������Cr��NiԪ�ء�
����������֯��������ֲ����ص㣬�ϲ�(��ͼ4(a))W2C֦�������϶࣬��WC������Ҫ�ֲ����²�(��ͼ4(b))��������600 A(��ͼ4(a))��800 A(��ͼ4(c))����1000 A(��ͼ4(d))������������ͬ�ĵ�����֯��ò������ֲ���������W2C֦�������������࣬����XRD���(��ͼ3)��W2C�����ı仯����һ�¡�ͬʱ����������ӣ�W2C֦�����Դִ��������ڵ������ߣ��������ӣ��۳س���ʱ���ӳ���W2C������֡�
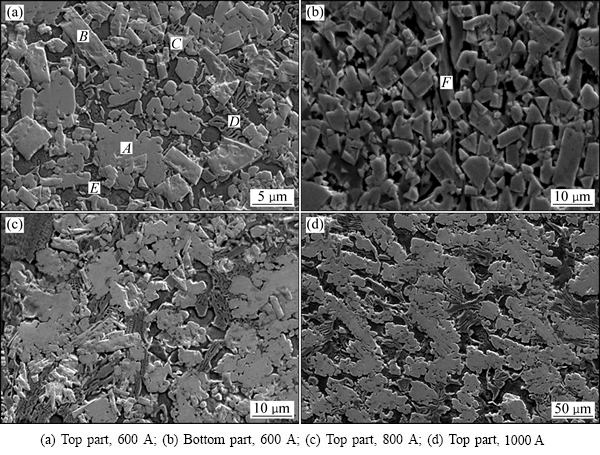
ͼ4 WpC-Fe���ϲ��ϵ�����֯
Fig. 4 Microstructures of WpC-Fe composites
��2 ͼ4(a)��(b)��WpC-Fe���ϲ��ϵIJ��������
Table 2 WDS analysis results of WpC-Fe composites in Fig. 4(a) and (b)
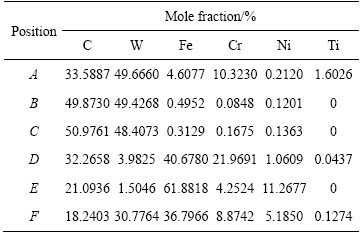
ͼ5(a)Ϊ���ϲ�����W2C��TEM����ѡ����������ͼ��ͼ5(b)��ʾ��������Ϊ[101]����ͼ5(c)���Կ�����WC�����������Ե���������ò������ྻƽֱ����������SEM��(��ͼ4)��WDS����(����2)��WC�ķ������һ�£�ͼ5(e)��(f)�ֱ�ΪFe3W3C��TEM���ѡ����������ͼ��
��������[8]������ӷ�����Ni60A-WCΪԭ���Ʊ��ļ����۸�Ϳ����Ҳ�۲쵽�˴�����ͬ��ò�Ļ�״֦������ָ����֦������ԭ��WC�ֽ����WԪ�أ����۳��е�C��Cr�ȷ�Ӧ�γɵġ���LIU��[7]����Ⱥ��[3]���о���������ԭ��WC��̼�γɵ�W2C�ǰ�����WC���������ܣ��ʻ���״���ɴ˿��Եó�������W-Cԭλ��Ӧ��WC��̼���ֻ������ɵ�W2C��������Ȼ��ͬ����ò��������������̽�ֵ�W2Cԭλ�������ƣ�ͬ����������ӷ���ԭλ���ɵ�W2C֦����
ͼ5 WpC-Fe���ϲ�����W2C��WC��Fe3W3C��TEM���ѡ����������ͼ
Fig. 5 TEM images ((a), (c), (e)) and selected area electron diffraction patterns ((b), (d), (f)) of WpC-Fe composites
2.3 W2C��ԭλ��������
2.3.1 W2Cԭλ���ɵ�Ӱ������
���Ʊ������У�ԭ���е�C�ڸ�����Դ(�缤�⡢�����Ӻ͵绡��)����������һ���̶ȵ����𣬲���C����O�������CO��CO2����[11]����ˣ��۳���ʵ�ʵ�C������ԭ����ȴ���ƫ�����W-C��Ԫ��ͼ��W��C��Ӧ��Ҫ�γ�����̼����WC��W2C������WC�ǻ�ѧ�����������W��CĦ����Ϊ1:1����W2C�Ƿǻ�ѧ���������C�����ı仯��Χ����Ϊ26%~34%(Ħ������)����ˣ���Ӧ�۳���W��C��ԭ�ӱ�����Ӱ��W2C���ɵ�һ�����ء�
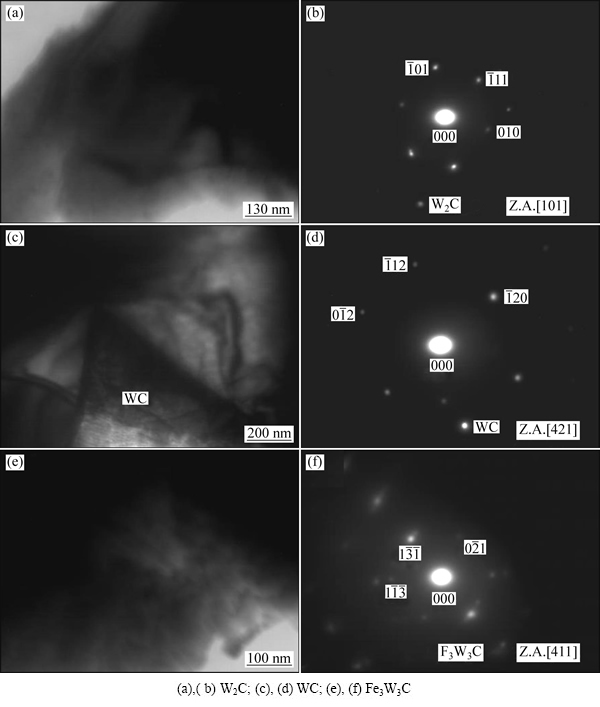
�������߲�����ͬ��ԭ�ϣ��ڲ�ͬ�ĵ����������Ʊ�������W2C�������������ԵĹ����Ա仯����������Сֱ�Ӿ����۳��¶ȣ��ɴ˿���˵����W2C��ԭλ���ɻ�ȡ�����۳��¶ȡ���������ѧ����[23]����W��Cԭλ��Ӧ����W2C(��ʽ1)��WC(��ʽ2)�ļ���˹������(��G)�����˼��㣬������ڱ�3������ ��
�� �ֱ��ʾ��Ӧ����ΪW2C��WC�Ħ�Gֵ��
�ֱ��ʾ��Ӧ����ΪW2C��WC�Ħ�Gֵ��
 (1)
(1)
W+C=WC (2)
���Կ��������¶ȵ���1652Kʱ���������¶ȸ���1652K���½��������������Ե�������������ڸ��������£�W2C��WC�����γɡ�DMITRII��[24]���õ�һ��ԭ�����㷽��Ҳ֤ʵ��W2CΪ�����ࡣ
ֱ���绡ԭλұ���Ʊ�WpC-Fe���ϲ���ʱ���Ժĵ缫�ڵ绡�������ۻ�������ұ�������γɷ�Ӧ�۳ء�λ�������²����۳������γɣ���һ���������ᱻ�����µ��������գ�����¶Ƚ��ͣ����ϲ��۳ؽ������γ��۳ص�������Ӧ������绡ֱ�ӽӴ����¶Ƚϸߣ����⣬ֱ���绡ԭλұ���ٶȿ죬�۳��ڶ�ʱ�������ﵽ�������ȣ���˸�����W2C�������ϲ��۳��γɡ��湤����������λʱ���ڵ绡�������������ӣ��۳��¶����ߣ�ΪW2C�������ṩ�˸�����������ѧ������W2C���������ࡣ�������۷�����XRD��(��ͼ3)������֯(��ͼ4)��W2C�ķֲ��ص�ͱ仯������һ�¡�
��3 W��C��Ӧ�Ħ�Gֵ
Table 3 ��G of tungsten reacting with carbon
2.3.2 ��ƽ������W2C��ԭλ������ò
ֱ���绡ԭλұ����ȴ�ٶȿ죬�������пɹ۲쵽��ƽ������������W2C��ͬ�����ε���ò��ͼ6(a)��W2C֦���ij�����ò�����־������ζԳƵĵ��Ứ��״����Ƿ��������е��͵ľ���ѧСƽ�澧������XRD(��ͼ3)�����������ʵ�������ɵ��Ǧ�-W2C������������ϵ����˳���֦�������ζԳ���ò���ɾ���ṹ�����ġ�
�����������У�W2C֦���������ʧ��������Բ������ͼ6(b)��ʾ�����ݾ�����������[25]��Сƽ�澧��ԭ�ӳ߶��Ͼ��й⻬�Ĺ�/Һ���棬Һ������ԭ�������Ľ�����������ţ�ֻ��������/Һ�����ϳ��ֵĶ�ά���˺�ȱ��(������λ��)��̨����ʵ�־��峤��һ������£�����ȴ�ٶ�����ȱ���ܶ��������ӣ�����̨����Ŀ���࣬Һ������ԭ�ӿ�������������������������λ�ã��������������������Сƽ�澧ת��Ϊ��Сƽ�澧�������ò�ϲ��پ������ԵĽᾧ�����������DZ��ֳ��⻬�Ľ��档ֱ���绡ԭλұ���۳���ȴ�ٶȽϿ죬�Ӷ�������W2C֦�����������Ʒ���ת�䡣ͼ6(c)��ʾΪW2C֦��������������������֦���ۣ�������֦�����˽�������֦������ɢ��ʱ�������ͻ��ܵ����ơ�����W2C֦���������ζԳƷֲ���һ��֦���ۼ��С����˶���֦���������ռ����ޣ��ߴ��С��
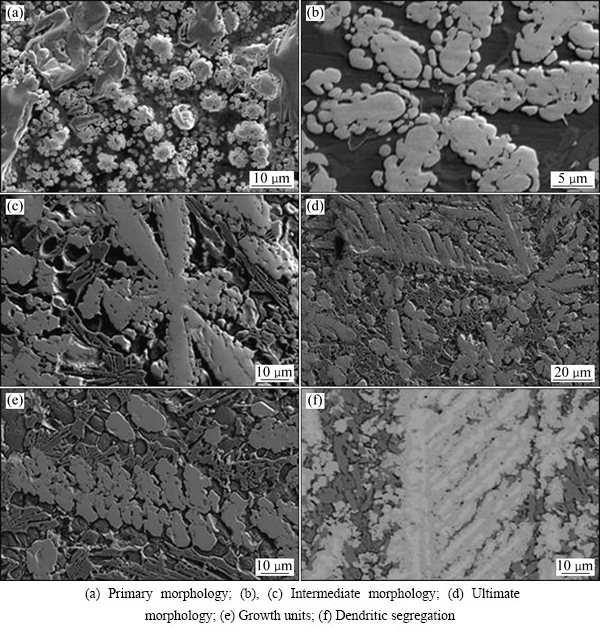
ͼ6 W2C֦��������ò
Fig. 6 Growth morphologies of W2C dendrites
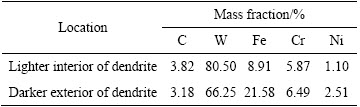
��4 ͼ6(f)��W2C֦�������������
Table 4 EDS analysis results of W2C dendrite in Fig.6(f)
��ֱ���绡ԭλұ�����У�ֱ���绡��������ǿ��W2C֦���ڶ���������Ӱ���£���ƫ���ɾ���ṹ���������ζԳ�����(��ͼ6(c))�����������������֦����������Ѹ�٣�������������ƫ��ϴ��֦����������������������ʧ��֦�����������У�֦����˲����������ų����ʣ����۳���ȴ�ٶȽϿ�������£��������������ʲ��ܳ����ɢ�������У������֦������γɡ��ɷֹ��䡱������������֦���Ŀ���������������֦�����ɲ������������ڲ�������֦�����ڽ�֦����ɢ���������������������Ѹ�٣��ߴ�ִ�����Щ�������֦������һ��֦�����γ�ԼΪ60��ļнǣ���ͼ6(d) ��ʾ���Ӹ߱�SEM����(��ͼ6(e))���֣�W2C֦��������ò���Ƶ�������Ԫƽ��������ɣ���Щ������Ԫͬʱ����ֻ������������ʱ���γ�������֦���ۣ���ˣ�W2C֦������ƽ�������ķ�ʽ������
��ͼ6(f)�ı�ɢ��ͼ����Կ������ߴ�ִ��W2C֦���������Եijɷ�ƫ������4��EDS�������������֦��������ɫ�����W����Ϊ80.50%(��������)������ɫ��Ե����W������Ϊ66.25%(��������)��������Ϊ�� W2C֦�������������������д�����WԪ�أ�����֦���ߴ粻�ϴִ���Χ������W�������½��������۳���ȴ�ٶȽϿ�������£�Զ�������е�Wԭ��û���㹻��ʱ������ɢ����˺�ᾧ�ı�Ե����W���������Ƚᾧ��֦�����ɡ�
������������ֱ���绡ԭλұ���ƽ�����������£�W2C֦��������������Сƽ�澧ת��Ϊ��Сƽ�澧�����۳�����Ӱ����ƫ�����ζԳƻ�״���ij�����ò���������������һ��֦���ִ���֦������Ѹ�٣���ƽ�������ķ�ʽ��Ϊ���������ķ�����֦�����������Ե�֦��ƫ����
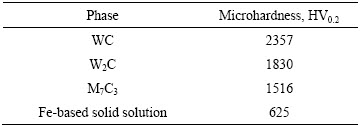
2.4 Ӳ�Ȳ��Է���
��5����Ϊ������Ҫ�����ƽ����Ӳ�ȣ�����W2C��Ӳ��Ϊ1830 HV0.2������WC��(2357 HV0.2)������������M7C3��(1516 HV0.2)��Fe�������(625 HV0.2)��W2C��Ӳ����֦����ò��Ӱ�죬�ִ���֦����Ӳ��(1536HV0.2)���Ե��ڵ��Ứ״����(1993 HV0.2)��������Ϊ����ֱ���绡ԭλұ��ķ�ƽ�����������£���ƽ��������ʽ�����Ĵִ�֦�����ܷ�������ȫ��������Ԫδ�����ӳ�Ϊһ�����壬�Ӷ�������Ӳ��ֵ�����ŵ�����600 A��800 A����1000 A�������ĺ��Ӳ�ȳ��½����ƣ��ֱ�Ϊ84HRA��81HRA��78HRA���������ڵ�������ʱW2C�������ӣ�WC�������Ͷ���ɵġ�
��5 WpC-Fe���ϲ��ϵ���Ӳ��
Table 5 Microhardness of WpC-Fe composites
3 ����
1) ����ֱ���绡ԭλұ���������Ʊ�WpC-Fe���ϲ��ϣ���Ҫ����ΪWC��W2C��M7C3(M=Fe,Cr,W) �� (Fe,Ni)�� W2C֦����Ҫ�ֲ��������ϲ����湤��������600 A��800 A����1000 A��W2C�������ӣ�֦���ߴ�ֻ���
2) ԭ�ϳɷ�һ��ʱ���۳��¶���Ӱ��W2C���ɵ���Ҫ���أ�����ѧ�����������¶ȸ���1652K��W2C��WC�������ɡ�
3) ��ֱ���绡ԭλұ���ƽ�����������£�W2C������������Сƽ�澧ת��Ϊ��Сƽ�澧�����۳�����Ӱ����ƫ�����ζԳƵ��Ứ״���ij�����ò����ƽ�������ķ�ʽ��Ϊ���������ķ�����֦�������������Եijɷ�ƫ����
4) W2C����Ӳ��(1830 HV0.2)����WC(2357 HV0.2)�����ܵ�֦����ò��Ӱ�죬���Ứ״����Ӳ��(1993 HV0.2)���Ը��ڶ���֦����(1536HV0.2)�����ŵ�����600 A����1000 Aʱ��WpC-Fe���ϲ��ϵĺ��Ӳ����84HRA�½�Ϊ78HRA��
REFERENCES
[1] SHI Kai-hua, ZHOU Ke-chao, LI Zhi-you, ZHANG Dou, ZAN Xiu-qi. Microstructure and formation process of Ni-pool defect in WC-8Ni cemented carbides[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(3): 873-878.
[2] ������, ��ռ��, ������, �� ��, ������, ����ǿ. �����WC-4Co���ϲ������Ϊ[J]. �й���ɫ����ѧ��, 2014, 24(11): 2849-2855.
WANG Jian-sheng, ZHANG Zhan-zhe, YAN Zhen-wei, LI Gang, TANG Ming-qi, FENG Zai-qiang. Interface behavior of WC-4Co coating by electro-spark deposition[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2849-2855.
[3] �� Ⱥ, ������, �ƕ��Z, �ܺ���. �����ٻ�����Ϳ̼����-��Ϳ��ĥ��ĥ����Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(7): 1920-1928.
WANG Qun, QU Bang-rong, TANG Zhao-xi, XIONG Hao-qi. Abrasive wear behavior of WC-Co coating deposited by high velocity oxygen flame process[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1920-1928.
[4] OBADELE B A, OLUBAMBI P A, JOHNSON O T. Effects of TiC addition on properties of laser particle deposited WC-Co-Cr and WC-Ni coating[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(12): 3634-3642.
[5] HOMG Sheng, WU Yu-ping, WANG Bo, ZHENG Yu-gui, GAO Wen-wen, LI Gai-ye. High-velocity oxygen-fuel spray parameter optimization of nanostructured WC-10Co-4Cr coatings and sliding wear behavior of the optimized coating[J]. Materials and Design, 2014, 55: 286-291.
[6] HE Long, TAN Ye-hua, TU Yi-qiang, ZHANG Zhong-wei. Microstructure and tribological properties of WC-CeO2/Ni-base alloy composite coatings[J]. Rare Metal Materials and Engineering, 2014, 43(4): 823-829.
[7] LIU De-jian, CHEN Yan-bin, LI Li-qun, LI Fu-qun. In situ investigation of fracture behavior in monocrystalline WCp-reinforced Ti-6Al-4V metal matrix composites produced by laser melt injection[J]. Scripta Materialia, 2008, 59: 91-94.
[8] ������, ����ɭ, ������, �ܴ���, ���Ȳ�, ��ѧ��. �������Զ�Ni60A-WC�����۸�Ϳ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(5): 1319-1326.
LIU Fa-lan, ZHAO Shu-sen, GAO Wen-yan, ZHOU Chun-yang, WANG Yi-bo, LIN Xue-chun. Effect of substrate on Ni60A-WC laser cladding coatings[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1319-1326.
[9] WANG Qun, ZHANG Shi-ying, CHENG Ying-liang, XIANG Jing, ZHAO Xin-qi, YANG Gui-bin. Wear and corrosion performance of WC-10Co4Cr coatings deposited by different HVOF and HVAF spraying processes[J]. Surface & Coatings Technology, 2013, 218: 127-136.
[10] Ԭ��¼, ������. Ni60A+WC��ǿ�ݶ�Ϳ����WC���ܽ���̼�������������[J]. ���Ϲ���, 2013(11): 12-25.
YUAN You-lu, LI Zhu-guo. Dissolving and precipitating characteristics of WC and carbides in the Ni60A+WC graded coating[J]. Journal of Materials Engineering, 2013(11): 12-25.
[11] �� ��, ������, ���Ľ�. �ͷۼ����۸��ϳ��Ʊ�WC/NiӲ�ʺϽ�Ϳ�㼰����ĥ��[J]. �����ȴ���, 2005, 30(11): 1-5.
ZHANG Yu, ZHONG Min-lin, LU Wen-jin. WC/Ni cemented carbide coating and its wear resistance synthesized by laser powder feeding cladding[J]. Heat Treatment of Metals, 2005, 30(11): 1-5.
[12] �� ��, �����, �����, �� ��, ��, �� ÷, �����. ֱ���绡ԭλұ���Ʊ��־�̼���ٿ��帴�ϲ���[J]. �й���ɫ����ѧ��, 2013, 23(5): 1262-1268.
CHI Jing, LI Hui-qi, WANG Shu-feng, LI Min, LI Jian-nan, WANG Mei, GAO Xu-jie. Coarse-grain bulk WC composites prepared by direct current arc in-situ metallurgy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(5): 1262-1268.
[13] �����, �����, �� ��, �� ��, �� », �� ��. ������ԭλұ��̼���ٺϽ���֯������ᾧ�����о�[J]. ���Ϲ���, 2011(8): 72-76.
WANG Shu-feng, LI Hui-qi, CHI Jing, LI Min, CHAI Lu, XU Hui. Microstructure and crystallization mechanism of composite WC alloy produced by plasma in-situ metallurgy[J]. Journal of Materials Engineering, 2011(8): 72-76.
[14] LI Jian-nan, LI Hui-qi, WANG Mei, WANG Shu-feng, JI Qiang, LI Min, CHI Jing. Applications of WC-based composites rapid synthesized by consumable electrode in-situ metallurgy to cutting pick[J]. International Journal of Refractory Metals and Hard Materials, 2012, 35: 132-137.
[15] �� ��. ���Ϸ�������[M]. ����: ��е��ҵ������, 2004.
ZHOU Yu. Materials analysis methods[M]. Beijing: China Machine Press, 2004.
[16] KURLOV A S, GUSEV A I. Neutron and X-ray diffraction study and symmetry analysis of phase transformations in lower tungsten carbide W2C[J]. Physcial Review B, 2007, 76: 1-16.
[17] KURLOV A S, GUSEV A I. Phase equilibria in the W-C system and tungsten carbides[J]. Russian Chemical Reviews, 2006, 75(7): 617-636.
[18] BERGER L M, SAARO S, NAUMANN T,  Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings[J]. Surface and Coatings Technology, 2010, 205(4): 1080-1087.
Influence of feedstock powder characteristics and spray processes on microstructure and properties of WC-(W,Cr)2C-Ni hardmetal coatings[J]. Surface and Coatings Technology, 2010, 205(4): 1080-1087.
[19] LAY S, ALLIBERT C H, CHRISTENSEN M, WAHNSTROM G. Morphology of WC grains in WC-Co alloys[J]. Materials Science and Engineering A, 2008, 486: 253-261.
[20] LAY S, DONNADIEU P, LOUBRADOU M. Polarity of prismatic facets delimiting WC grains in WC-Co alloys[J]. Micron, 2010, 41: 472-477.
[21] ZHONG Min-lin, LIU Wen-jin, ZHANG Yu, ZHU Xiong-feng. Formation of WC/Ni hard alloy coating by laser cladding of W/C/Ni pure element powder blend[J]. International Journal of Refractory Metals and Hard Materials, 2006, 24: 453-460.
[22] POWELL G L F, CARLSON R A, RANDLE V. The morphology and microtexture of M7C3 carbides in Fe-Cr-C and Fe-Cr-C-Si alloys of near eutectic composition[J]. Journal of Materials Science, 1994, 29(18): 4889-4896.
[23] Ҷ����, ������. ʵ��������ѧ�����ֲ�[M]. ����: ұ��ҵ������, 2002.
YE Da-lun, HU Jian-hua. Practical inorganic thermodynamics data handbook[M]. Beijing: Metallurgical Industry Press, 2002.
[24] DMITRII V S, IGOR R S, ALEXANDER L I. Structural, electronic properties and stability of tungsten mono- and semi-carbides: A first principles investigation[J]. Journal of Physics and Chemistry of Solids, 2009, 70(1): 64-71.
[25] ������. ��������ԭ��[M]. ����: ��е��ҵ������, 2000.
HU Han-qi. Fundamentals of metal solidification[M]. Beijing: China Machine Press, 2000.
In-suit growth mechanism and hardness of W2C under non-equilibrium solidification conditions
CHI Jing, LI Hui-qi, WANG Shu-feng, LI Min, WU Jie, LI Jian-nan, ZHAO Jian
(College of Materials Science and Engineering, Shandong University of Science and Technology, Qingdao 266590, China)
Abstract: WpC-Fe composites were successfully fabricated by direct current arc in-situ metallurgy. Through the examination of phase composition, microstructure and hardness for the resultant materials, the in-situ growth mechanism and morphology transformation for W2C as well as the influence of content and shape of W2C on hardness were also carried out. The results show that, when the temperature of molten pool over 1652 K, W2C is formed more easily than WC in the in-situ reaction between W and C. During the non-equilibrium solidification process, the growth mechanism of W2C transits from lateral growth to non-lateral growth, the morphology gradually deviates from the petal-like shape with hexagonal symmetry determined by crystal structure, and grows into directional dendrite with the pattern of parallel intergrowth. The microhardness of W2C is lower than that of WC, and influenced by shape. 1993 HV0.2 of the equiaxed dendrite is higher significantly than 1536HV0.2 of the directional dendrite. As the current increasing from 600 A to 1000 A, the W2C content increases, and the hardness of materials decreases to 78HRA from 84HRA.
Key words: non-equilibrium solidification; W2C; in situ reaction; growth morphology; hardness
Foundation item: Project (14-7-2-42-gx) supported by the Technological Innovation Construction Program of Qingdao City, China; Project (2013-1-51) supported by the Key Science and Technology Development Program of Qingdao Economic and Technological Development Zone, China; Project (ZR2014EMM009) supported by the Natural Science Foundation of Shandong Province, China
Received date: 2015-12-04; Accepted date: 2016-09-29
Corresponding author: WU Jie; Tel: +86-532-86057927; E-mail: wujie0537@163.com
(�༭ ����)
������Ŀ���ൺ�м�������ƽ̨����ƻ�(14-7-2-42-gx)���ൺ���ü����������ص�Ƽ���չ�ƻ�(2013-1-51); ɽ��ʡ��Ȼ��ѧ����(ZR2014EMM009)
�ո����ڣ�2015-12-04�������ڣ�2016-09-29
ͨ�����ߣ��� �ܣ������ڣ���ʿ���绰��0532-86057927��E-mail��wujie0537@163.com

