DOI:10.19476/j.ysxb.1004.0609.2019.06.12
微区熔覆锡青铜凝固组织与热流密度的关系
齐亚航1,李 震1,高 鹏2,周铁涛1
(1. 北京航空航天大学 材料科学与工程学院,北京 100191;
2. 中国航发北京航科发动机控制系统科技有限公司,北京 100191)
摘 要:金属表面熔覆处理是改善其耐磨性的有效手段,但熔覆过程温度变化较快,不易于直接测量。基于ANSYS模拟计算获得熔覆层温度变化,并进行组织分析,构建工艺-温度-与组织性能之间的关系规律。利用氩弧作为热源在铜基体上微区熔凝制备锡青铜熔覆层。通过金相显微镜、电子探针等对熔覆过程温度场不同位置处的微观组织观察分析,确定微观组织和热流密度之间的定性关系。通过对微小熔池内部温度分布的数值模拟和微观组织的观察分析,建立熔池内部晶体形态、大小、分布和过冷度与冷却速率的关系模型,重点对锡青铜熔覆层中柱状晶向等轴晶的转变进行研究。结果表明:晶粒尺寸、枝晶臂间距、析出相δ相和单质Pb大小与热流密度负相关,确定了柱状晶/等轴晶转变(CET转变)与热流密度的数学模型。通过对模拟参数的调整可将该模型扩展应用至不同材料微区熔覆制备工艺。
关键词:微区熔覆;凝固组织;有限元模拟;热流密度;CET转变
文章编号:1004-0609(2019)-06-1233-09 中图分类号:V261.93 文献标志码:A
航空航天器材上的许多零部件在使用过程中可能遭受磨损和腐蚀,如何提高这些机械零部件表面的耐磨耐蚀性能一直是工程技术人员追求的目标。在众多的金属材料表面改性处理技术中,熔覆处理技术具有熔覆层厚、成分可调等特点,适合于处理一些既需要耐磨又需要耐蚀的金属材料。熔覆处理技术既可以在钢、铝合金、钛合金等不同基体上等制备出与基体成分相同或不同的涂层,又可以对制造过程误加工受损和服役过程中失效的零件进行快速修复。如LIU等[1]在球墨铸铁上通过激光熔覆制备出力学性能优异的NiCoCr涂层;DAI[2]讨论基于激光熔覆对合金尤其是Ni基合金的快速修复和表面强化。这种工艺,由于零件本体的变形和热影响区都很小,熔覆组织细小、致密,界面为致密的冶金结合,修复熔覆层不易剥落等优点而得到广泛的研究与应用。其中以高能密度激光、等离子微弧为热源发展起来的修复工艺在零件修复中已获得实际应用。
锡青铜合金是以锡为主要合金元素的青铜,有着优异的耐磨性能,常被作为熔覆层广泛应用到航空航天领域。熔覆层的性能主要由其微观凝固组织所决定,而凝固组织可以通过凝固时的热力学和动力学加以解释,并很容易确定定量关系式,但工艺参数与凝固组织的定量关系却很难确定,这是因为实际工艺条件中很难确定热源的热流密度。而数值模拟技术的发展在一定程度上解决了这个难题,并提出大量的模型,其中高斯热源模型最为广泛接受,D’OSTUNI等[3]讨论钛铝纤维激光焊接时的高斯热源模型。目前国内外对工艺参数和熔覆层凝固组织之间的关系研究,大多是确定了定性关系,张庆茂等[4]解释了Ni基合金自动送粉在激光参数一定的条件下稀释率随扫描速度的增加而减小,随送粉速率的增加而减小。YANG等[5]讨论了工艺参数对304不锈钢表面激光熔覆Ni基合金涂层组织性能的影响,激光功率、扫描速度、送粉速率不同,熔覆层中组织粗细变化呈现一定的规律性。对于工艺参数和凝固组织、熔覆层性能的定量关系研究较少,BAMBERGER 等[6]提出了激光表面合金化和熔覆的工艺参数之间关系的一种简化估算理论模型。
本文以氩弧作为热源,在铜基体上熔覆制备锡青铜耐磨层,通过ANSYS模拟熔覆过程温度场。通过高斯热源模型,这个温度场可以与主要工艺条件如功率等建立定量关系,同时也可以和凝固过程中热力学动力学条件建立定量关系,以此推断出工艺参数和凝固组织的定量关系。此外,对柱状晶/等轴晶转变(CET转变)规律做了细致的讨论,旨在通过数值模拟,根据工程背景所要求的具体材料性能确定材料的微观组织结构和加工工艺参数,即建立工艺-组织-性能的关系模型。
1 实验
基体材料为牌号ZCuSn10Pb2Ni3的锡青铜,规格为d 100 mm×40 mm,熔覆层材料为与基体相同的线材。熔覆过程中氩气作为保护气。氩弧焊机型号为 Miller Srncrowave 350LX,工艺参数如表1所示,其中空气冷却指将锡青铜基体置于空气中。
表1 熔覆工艺参数
Table 1 Process parameters of micro zone cladding
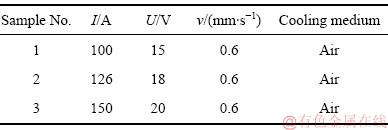
熔覆方向为由外圈向中心点逆时针方向,熔覆一层。在每块基体上熔覆尺寸约为d 42 mm×2 mm的熔覆层。宏观试样如图1所示。在实际工程应用中,通常需要对熔覆层表面进行处理,因此,本实验中利用车床车去熔覆层表面,厚度为0.2 mm,制作截面金相试样。由于熔覆过程存在热量的累积效应,因此,根据数值模拟结果,在一个试样上不同位置,即沿半径方向上的3个位置选取测试样品,位置编号为a、b、c,大小为6 mm×6 mm×8 mm。1、2、3号样均按此标准进行切割取样,对试样进行XRD、电子探针、金相显微镜观察和硬度实验。

图1 不同功率熔覆层的宏观形貌
Fig. 1 Macro morphologies of cladding layers with different power
2 结果与讨论
2.1 模拟参数的确定
利用ANSYS有限元模拟熔覆过程,涉及热传导、对流、辐射和熔化凝固等物理化学过程[7]。采用高斯平面热源模型在单元节点上施加热流,同时为简化计算做出如下假设:1) 材料的密度、导热系数和热熔不随温度变化;2) 实际基体柱状体模型等效为六面体模型,以便于模拟过程施加热流;3) 忽略熔覆过程中微小气孔对熔化潜热的影响。基于以上假设,热传导控制微分方程为
 (1)
(1)
式中: =8750 kg/m3为锡青铜的密度;k=64 W/(m・K)为其热导率;c=377 J/(kg・K)为其比热容;
=8750 kg/m3为锡青铜的密度;k=64 W/(m・K)为其热导率;c=377 J/(kg・K)为其比热容; 为单位体积的热生成;T为温度;t为时间;x、y、z为坐标。
为单位体积的热生成;T为温度;t为时间;x、y、z为坐标。
方程(1)的定解条件如下:
熔覆层上表面
 (2)
(2)
 (3)
(3)
 (4)
(4)
熔覆层和基体界面
 (5)
(5)
式中:n1为上表面的法向单位矢量;qr为电弧传递给工件的热流密度;q*为因对流和辐射散失的热流密度; 为电弧热效率;U和I分别为电弧工作电压和电流;R=3 mm为氩弧的有效加热半径,取焊缝宽的一半;
为电弧热效率;U和I分别为电弧工作电压和电流;R=3 mm为氩弧的有效加热半径,取焊缝宽的一半; 为计算节点到氩弧作用中心位置的距离;
为计算节点到氩弧作用中心位置的距离; 为对流和换热边界的综合散热系数;Tb=298 K为周围环境温度;n2为界面法向单位矢量。
为对流和换热边界的综合散热系数;Tb=298 K为周围环境温度;n2为界面法向单位矢量。
初始条件为
 (6)
(6)
利用ANSYS有限元模拟软件进行求解,可以得到试样1、2、3关键节点处的温度随时间变化曲线。节点坐标为(0.021, 0.018, 0.0218),单位mm,即图2所示位置b处熔池次表面中心节点。
由图2可知,当t=45 s,热源移动到该位置,温度瞬间升高可达1000 ℃以上,使锡青铜线材迅速融化,当热源离开,温度瞬间下降,次表面冷却速率v可达104 K/s,因此认为熔覆层凝固过程符合快速凝固条件。

图2 不同试样位置b次表面中心节点时间-温度曲线
Fig. 2 Time-temperature curves of subsurface center nodes of position b at different powers
由图3可知,在熔覆过程中,即使铜基体有良好的导热性能,但由于热量的累积,在热源的移动过程中基体的温度逐渐上升,即基体会有不同程度的预热,凝固组织会有不同的变化,因此会造成整个熔覆层组织成分和局部形状[8]的不均匀性。本文中,对于这种不均匀性引入正比于温度的效应因子λ来描述基体热量累积对组织成分的影响,后续的计算过程中均已考虑λ的影响。

图3 样品2(P=2268 W)不同位置处次表面中心节点温度-时间曲线
Fig. 3 Temperature-time curves of subsurface center nodes at different positions of sample 2
2.2 熔覆层相组成及分布的观察与分析。
采用XRD、金相显微镜和电子探针对熔覆层相组成进行观察和分析,结果如图4、5和6所示,其中X射线衍射仪(D/MAX-2500)电压40 KV,电流200 mA,扫描速度为3 (°)/min。
结合XRD谱和金相图分析(见图4和5),Cu和Ni无限固溶,可形成连续固溶体.李建等[9]研究表明,当在牌号为ZCuPb10Sn10的锡青铜中加入1.5%(质量分数)的Ni时,Pb的分布最为均匀;随着Ni含量的增加,合金耐磨性能有所降低,Ni的加入也会降低Sn在Cu中的固溶度。而Sn与Cu有限固溶,且Sn的扩散速率很慢,Pb几乎不溶于Cu,以单质存在,起到固体润滑的作用。在锡青铜合金冷却过程中,高熔点的Cu和Ni先凝固形成树枝晶并生长,Sn和Pb随后凝固,分布在枝晶间隙,造成微观偏析。图6所示为样品2位置a处锡青铜熔覆层纵截面背散射电子图。由图4和6可知,锡青铜熔覆层主要是由以Cu为基的α-Cu固溶体、以复杂面心立方Cu41Sn11为基的δ相和Pb单质组成。

图 4 不同功率下锡青铜熔覆层的XRD谱
Fig. 4 XRD patterns of tin bronze cladding under different powers
为利用ImageJ分析相含量,此处金相图(见图5)采用对比度明显的黑白图片进行观察。由图5可知,无论是不规则细小晶粒区还是细小树枝晶区,都有岛状第二相和黑色小颗粒在晶界或枝晶间隙位置处析出。根据铜锡二元合金相图,判断为δ相和单质Pb.晶粒内部也会析出δ相和单质Pb的原因是在快速凝固条件下,δ相和单质Pb液滴被包裹于α铜晶粒。这些析出相的存在会阻碍位错和晶界的移动,使材料具有良好的室温和高温性能,利用电子探针进行成分分析。
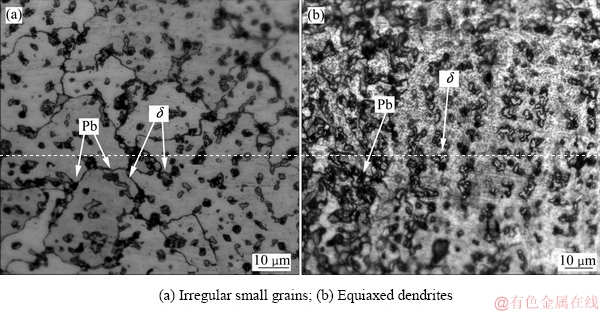
图 5 样品2位置a处锡青铜熔覆层微观组织金相图
Fig. 5 Phase diagrams of tin bronze cladding layer at position a of sample 2

图6 样品2位置a处锡青铜熔覆层纵截面背散射电子图
Fig. 6 Back scattering electron images of longitudinal section of tin bronze cladding layer at position a of sample 2
表2 样品2熔覆层不同衬度区元素含量
Table 2 Element content in different lining areas of cladding layer of sample 2
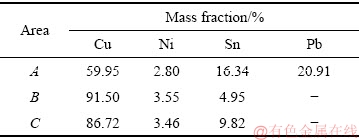
由于背散射电子成像主要利用原子衬度的不同形成明暗不同的区域,其中原子质量大的元素反射更多的电子而呈现亮点。由图6可知,熔覆层晶粒明显细化,Sn元素偏析程度的降低使熔覆层树枝晶不发达,析出相分布更加均匀。其中均匀分布的亮点为富含Pb的位置,对应金相图中黑色小颗粒,有的被δ相所包围,有的单独分布,有效填补了凝固时产生的缩孔,具有固体润滑作用。相比于基体,在熔覆层中的Pb分布更加弥散。衬度不同的区域B和C是由Sn的不同程度偏析造成。根据GUPTA等[10]提出的(Cu-Ni)-Sn伪二元共晶相图判断,区域B主要为先凝固的枝晶主干富Cu区,区域C为Sn在晶界或枝晶间隙偏析造成的富Sn区(CuxNix)3Sn相。
采用ImageJ和XRD可以测出不同功率下各相的大小及含量,结果如表3所示。由于δ相呈岛状分布,以面积表示其大小,这里已考虑效应因子λ的影响。由表3可知,可以看出熔覆层的Pb含量明显降低,这是由于氩弧热源传递给锡青铜丝材的热量很大,瞬间可以达到2000 ℃左右的高温,使Pb部分气化,熔覆时可以看到有明显的白烟。对于岛状δ相,随着功 率的增大,其含量变多,但是金相图(见图2(a))中岛状相平均面积变小。这是因为热流密度的增大,过冷度增大,有利于δ相的形核,但冷却速率的提高,使其生长到一定的尺寸便立即凝固。
表3 不同功率熔覆层析出相尺寸和含量
Table 3 Sizes and element contents in different lining areas of cladding layer

2.3 熔池内部凝固组织的观察与分析
以样品1位置a处为例,详细介绍分析过程,其余的样品均按此方法进行讨论。通过ANSYS模拟出样品1位置a外熔覆时的温度场分布云图如图7所示,基于数值模拟结果,可知熔池内温度成对称分布。为简化计算,对熔覆层微观组织做出如下假设:1) 已知对熔覆层表面车去0.2 mm的厚度,车去部分不计入计算过程;2) 熔池内部微观组织分布与温度分布类似,表现出对称性。
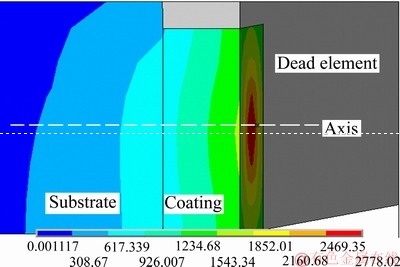
图7 熔覆层温度云图
Fig. 7 Temperature cloud chart of cladding layer
图8所示为熔池纵截面初始温度和凝固组织对应图,图9所示为熔覆层的微观组织。由图8和9可知,锡青铜基体组织为发达的树枝晶,基体和熔覆层之间有一段明显的过渡区,证明锡青铜熔覆层与基体之间为冶金结合。熔覆层是典型的快速凝固形成的组织,在熔凝区内从底部至熔池表面,生长速率在底部为零,在表面最大;而温度梯度在底部为最大,然后向表面逐渐减小[11]。氩弧焊能量束作用于锡青铜合金线材时,线材吸收能量快速熔化,并把部分能量传给冷基体,使基体表面薄层区迅速熔化。由于基体的快速传热激冷作用,界面处冷却速度最快,形成了一层很薄的细小胞晶。胞晶进一步长大发展为逆热流传导方向生长的柱状晶组织,可以看到柱状晶二次枝晶不发达,这是因为晶粒沿着晶体学最优长大方向进行长大,对于立方晶体结构其最优长大方向为 ,平行于热流传导方向的最先形核与长大。同时,由于快速凝固对应的高生长速率,溶质元素Sn部分被截留而极少偏析,故柱状晶二次枝晶不发达。随着结晶过程向熔池内部推进, 固液界面前沿温度梯度减小,冷速降低,同时熔池内液体的流动,各方向散热速率不存在明显的差异,此时形成更加细小的不规则的晶粒。当接近表面时,由于保护气强烈对流和下方已凝固锡青铜合金传导的双重作用,会形成更加细小的等轴树枝晶。
,平行于热流传导方向的最先形核与长大。同时,由于快速凝固对应的高生长速率,溶质元素Sn部分被截留而极少偏析,故柱状晶二次枝晶不发达。随着结晶过程向熔池内部推进, 固液界面前沿温度梯度减小,冷速降低,同时熔池内液体的流动,各方向散热速率不存在明显的差异,此时形成更加细小的不规则的晶粒。当接近表面时,由于保护气强烈对流和下方已凝固锡青铜合金传导的双重作用,会形成更加细小的等轴树枝晶。

图8 熔池纵截面初始温度和凝固组织对应图
Fig. 8 Initial temperature and corresponding diagrams of microstructures in vertical direction of layer
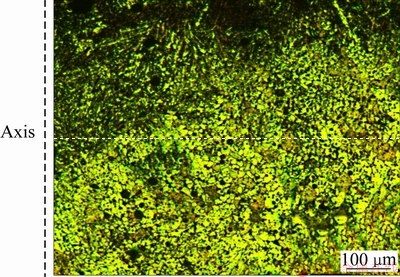
图9 熔覆层的微观组织
Fig. 9 Microstructure of cladding layer (2#a)
为了进一步探究热流密度对微观组织形态的影响,利用ImageJ测试微观组织数据,其结果如表4所示。由表4和数值模拟结果可知,随着功率的增加,即热流密度的增加,过冷度和冷却速率逐渐变大。界面位置处胞晶尺寸无明显变化,柱状晶逐渐细化,长径比变小,这是因为过冷度和冷却速度的增大使得等轴晶形核率增大,有更多的晶核形成,从而导致长大后的柱状晶粒径变小,不规则等轴晶粒粒径无明显变化,次表层细小树枝晶一次枝晶臂间距和二次枝晶臂间距都缩小[12]。
表5所列为熔覆层不同形态晶粒的占比。由表5可知,随着功率的增加,柱状晶占比逐渐减少,等轴晶比例增大,其中次表面的细小树枝晶比例增大明显,中部位置不规则晶粒比例无明显变化。由于细小胞晶区在界面处形成,并且只是很薄的一层,所占比例很小。这里重点讨论柱状晶向等轴晶的转变过程。最早提出的较为成熟的Hunt模型[13]较为简化的讨论了柱状晶向等轴晶的转化机理,在此基础上GAUMANN
等[14]提出了更为详细的模型。傅恒志等[15]研究了单向凝固高生长速率下的枝晶-胞晶转变机制。本文结合以上模型理论,在快速凝固的条件下,定量分析了工艺参数对柱状晶向等轴晶的转变机理。为简化计算做出如下假设:1) 枝晶尖端过冷度的计算只考虑成分过冷;2) 生长速率近似等于冷却速率。
快速凝固成分过冷判断式:
 (7)
(7)
式中:G为实际温度梯度;v为晶粒生长速度,这里近似于冷却速率;m为液相线斜率;DL为溶质原子在液相中扩散速率;ke为快速凝固溶质平衡分配系数;C0为合金成分。
无侧向分支胞状或柱状晶判断式:
 (8)
(8)
式中: 为无侧向分支生长的时间-空间条件;
为无侧向分支生长的时间-空间条件; 为Gibbs-Thomson系数;
为Gibbs-Thomson系数; 为无扩散凝固起始过冷度;
为无扩散凝固起始过冷度; 为晶端过冷度;
为晶端过冷度; 为液固两相区的宽度。
为液固两相区的宽度。
式(8)说明当G足够高时,即使在很大的生长速率范围内,值会出现≥1的情况,因而有利于无侧向分支的胞晶或柱状晶生长。生长速度v的影响较为复杂,影响界面稳定性及形貌特征。
等轴晶形核临界条件:
 (9)
(9)
 (10)
(10)
式中:n、a、b为与材料相关的常数;N0为形核率; 为杂晶体积分数。
为杂晶体积分数。
表4 熔覆层的微观组织和尺寸
Table 4 Microstructure and size of cladding layer

以上各式边界条件由数值模拟的初始条件及各模拟结果即温度分布云图和温度-时间曲线定义。
这里通过以上各式将等轴晶向树枝晶转变的过程用 描述。当
描述。当 时,等轴晶开始向柱状晶转变。结合数值模拟矩阵方程
时,等轴晶开始向柱状晶转变。结合数值模拟矩阵方程
 (11)
(11)
将用函数 描述,结合式(3)即建立热流密度和晶粒形态的模型。
描述,结合式(3)即建立热流密度和晶粒形态的模型。
 (12)
(12)
表5 熔覆层不同形态晶粒的占比
Table 5 Proportion of different morphology grains in cladding layer

2.4 锡青铜熔覆层硬度试验
载荷大小为10 N,保压时间5 s。锡青铜熔覆层平均取20个点测量硬度。表6所列为不同功率熔覆层的硬度。由表6可知,锡青铜硬度值与功率大小即热流密度正相关,且都大于基体的硬度123.41 HV。这是因为微区熔覆可以起到减少Sn元素偏析、细化晶粒的作用,同时扩大了固溶极限,使固溶强化更加显著,单质Pb的分布更加均匀。基于以上原因熔覆层的硬度较之于基体有了明显的提升。
表6 不同功率熔覆层的硬度
Table 6 Hardness of cladding layer at different powers

由于硬度的实验主要在熔覆层次表面进行,此处组织为细小的树枝晶。由表4可知,次表层树枝晶一次枝晶臂间距和二次枝晶臂间距随功率的增大而减小。一次枝晶臂间距的减小表明晶粒更加细化,达到细晶强化和晶界强化的作用。二次枝晶臂间距对力学性能如硬度等的影响更加显著和复杂,OSORIO等[16] 通过大量实验发现,铝合金的二次枝晶臂间距与力学性能之间存在密切的关系。对于锡青铜熔覆层而言,Sn元素的偏析程度、缩松和析出相随二次枝晶臂间距的减小而趋于均匀,有利于硬度的提高。
3 结论
1) 锡青铜熔覆层(CuSn10Pb2Ni3)主要是由α-Cu相、以Cu41Sn11为基的δ相和单质Pb组成。岛状的δ相主要在晶界和枝晶间隙处析出,均匀分布。单质Pb被δ相所包围。
2) 锡青铜熔覆层与基体为冶金结合,组织为典型的快速凝固组织,从基体/熔覆层界面到表面呈现胞 晶-柱状晶-细小晶粒-细小树枝晶组织分布。胞晶含量约为2%。通过数值模拟与计算,建立熔覆层纵截面柱状晶/等轴晶转变(CET转变)与热流密度的关系,即。等号右边表示通过有限元模拟将微区熔覆的不同热源热流密度转变为温度和时间的函数,具有很好的普适性。
3) 锡青铜熔覆层柱状晶尺寸、次表面细小树枝晶一次枝晶臂间距和二次之间臂间距均随热流密度的增加而减小。
4) 锡青铜熔覆层硬度比基体的提高约15%,热流密度的增加有利于提高锡青铜熔覆层的硬度。
REFERENCES
[1] LI M, HANG B, WANG Y, SONG L, GUO L. Investigation on laser cladding high-hardness nano-ceramic coating assisted by ultrasonic vibration processing[J]. Optik- International Journal for Light and Electron Optics, 2016, 127(11): 4596-4600.
[2] DAI X. Study on rapid repair and surface-strengthen of stamping die based on laser cladding[J]. Mechanical Engineer, 2014, 4(2): 42-43.
[3] D’OSTUNI S, LEO P, CASALINO G. FEM simulation of dissimilar aluminum titanium fiber laser welding using 2D and 3D Gaussian heat sources[J]. Metals-Open Access Metallurgy Journal, 2017, 7(8): 307-310.
[4] 张庆茂, 刘文今, 钟敏霖, 杨 森. 送粉式激光熔覆层质量与工艺参数之间的关系[J]. 焊接学报, 2001, 22(4): 51-54.
ZHNAG Qing-mao, LIU Wen-jin, ZHONG Min-lin, YANG Sen. Relationship between quality and process parameters of powder feeding laser cladding layer[J]. Transactions of the China Welding Institution, 2001, 22(4): 51-54.
[5] 杨 丹, 宁玉恒, 赵宇光, 朱国斌, 徐晓峰. 工艺参数对304不锈钢表面激光熔覆Ni基合金涂层的组织、耐磨性及耐腐蚀性的影响[J]. 材料导报, 2017, 31(24): 133-140.
YANG Dang, NING Yu-heng, ZHAO Yu-guang, ZHU Guo-bin, XU Xiao-feng. Influence of processing parameter on microstructure, wear-resistance and corrosion-resistance of laser cladding Ni-based alloy on the surface of 304 stainless steel[J]. Materials Review, 2017, 31(24): 133-140.
[6] BAMBERGER M, KAPLAN W D, MEDRES B. Calculation of process parameters for laser alloying and cladding[J]. Journal of Laser Applications, 1998, 10(1): 29-33.
[7] 王怀刚, 武传松, 张明贤. 小孔等离子弧焊接热场的有限元分析[J]. 焊接学报, 2005, 26(7): 49-53.
WANG Huai-gang, WU Chuan-song, ZHANG Ming-xian. Finite element analysis of heat field of small hole plasma arc welding[J]. Transactions of the China Welding Institution, 2005, 26(7): 49-53.
[8] 王志坚, 董世运, 徐滨士, 夏 伟. 激光熔覆层局部形状不均匀现象及控制方法[C]// 第八届全国表面工程学术会议暨第三届青年表面工程学术论坛论文集. 北京: 中国机械工程学会表面工程分会, 2014: 53-56.
WANG Zhi-jian, DONG Shi-yun, XU Bin-shi, XIA Wei. Uneven shape of laser cladding layer and its control method [C]// Proceedings of the Eighth National Conference on Surface Engineering and the Third Academic Forum on Youth Surface Engineering. Beijing: China Society of Mechanical Engineering Surface Engineering Branch, 2014: 53-56.
[9] 李 健, 陈体军, 郝 远, 袁承人. 离心铸造ZCuPb10Sn10轴套时铅偏析的防止措施[J]. 热加工工艺, 2006, 35(13): 35-36.
LI Jian, CHEN Ti-jun, HAO Yuan, YUAN Cheng-ren. Methods to avoid lead segregation in centrifugal casting for ZCuPb10Sn10 axle sleeve[J]. Hot Working Technology, 2006, 35(13): 35-36.
[10] GUPTA K P. An expanded Cu-Ni-Sn system (copper-nickel- tin)[J]. Journal of Phase Equilibria, 2000, 21(5): 479-484.
[11] 胡汉起. 金属凝固原理[M]. 北京: 机械工业出版社, 2012: 283.
HU Han-qi. Principle of metal solidification[M]. Beijing: Machinery Industry Press, 2012: 283.
[12] ZHANG W, LIN L, ZHAO X, HUANG T, YU Z, QU M, FU H. Effect of cooling rates on dendrite spacings of directionally solidified DZ125 alloy under high thermal gradient[J]. Rare Metal Materials and Engineering, 2009, 25(6): 633-638.
[13] HUNT J D. Steady state columnar and equiaxed growth of dendrites and eutectic[J]. Materials Science & Engineering, 1984, 65(1): 75-83.
[14] GAUMANN M, BEZENCON C, CANALI P, KURZ W. Single-crystal laser deposition of superalloys: Processing- microstructure maps[J]. Acta Materialia, 2001, 49(6): 1051-1062.
[15] 傅恒志, 毛协民. 液固相变中的界面形态选择[J]. 材料研究学报, 1994(3): 209-217.
FU Heng-zhi, MAO Xie-min. Interface morphology selection in liquid-solid phase transition[J]. Journal of Material Research, 1994(3): 209-217.
[16] OSORIO W R, GOULART P R, GARCIA A, SANTOS G A, NETO C M. Effect of dendritic arm spacing on mechanical properties and corrosion resistance of Al9WtPctSi and Zn27WtPctAl alloys[J]. Metallurgical & Materials Transactions, 2006, 37(8): 2525-2538.
Relationship between microstructure of tin bronze microzone cladding layer and heat flux
QI Ya-hang1, LI Zhen2, GAO Peng2, ZHOU Tie-tao1
(1. School of Material Science and Engineering, Beijing University of Aeronautics and Astronautics, Beijing100191, China;
2. China Aero Beijing Aero Engine Control System Technology Co., Ltd., Beijing 100191, China)
Abstract: The metal surface cladding is an effective means to improve the wear resistance of the metal, but the temperature of cladding process changes rapidly and is not easy to be measured directly. The temperature change of cladding layer was obtained based on ANSYS simulation calculation, and the relationships between process, temperature and microstructure were established. The tin bronze cladding layer was prepared on the copper substrate, using argon arc as the heat source. The qualitative relationship between the microstructure and heat flux was determined by analyzing microstructure at different positions of the temperature field during cladding process. Through the numerical simulation of the temperature distribution in a small molten pool and analyses of microstructures, the relationship model of the crystal form and size, super-cooling degree and cooling rate was proposed to determine. The results show that the grain size, the dendrite arm spacing and the size of precipitate phase are negatively correlated with the heat flux, and the model of columnar crystal/equiaxial crystal transition (CET transition) and heat flux was established. By adjusting the simulation parameters, the model can be extended to different materials micro-zone cladding processes.
Key words: microzone cladding; solidification microstructure; finite element simulation; heat flux; CET transition
Received date: 2018-06-22; Accepted date: 2018-12-31
Corresponding author: ZHOU Tie-tao; Tel: +86-13611333431; E-mail: 04380@buaa.edu.cn
(编辑 李艳红)
收稿日期:2018-06-22;修订日期:2018-12-31
通信作者:周铁涛,教授,博士;电话:13611333431;E-mail:04380@buaa.edu.cn

