Effect of CuO and SnO2 particle size on hot extrusion deformation of AgCuOSnO2: Finite element simulation and experimental study
来源期刊:中南大学学报(英文版)2021年第3期
论文作者:周晓龙 李金涛 熊爱虎 张晓 胡晨 刘满门 王立惠
文章页码:633 - 647
Key words:AgCuOSnO2 composite material; CuO; SnO2; finite element analysis; microstructural evolution
Abstract: The finite element model is established according to the experimental results, and then the experimental results are verified by simulation calculation. In terms of the combination of finite element analysis and experiment, the effect of particle size of CuO and SnO2 on the stress, strain and microstructure of AgCuOSnO2 composite during hot extrusion was studied. The results illustrate that with the decrease of particle size, the dispersion of the second phase increases gradually, while the possibility of “tail shrinkage” of the billet decreases continuously; cubic CuO will evolve to fibrosis, and the degree of fibrosis will increase with the decrease of the particle size and ring clusters. Specifically, the degree of fibrosis at the middle end of the billet is higher than that at the front end, the degree of fibrosis at the front end is higher than that at the back end, and the degree of fibrosis on the surface is higher than that in the core; part of CuO fibers will bend, and the degree of buckling strength is positively correlated with the size of particles and their annular clusters. Additionally, there is fiber CuO in the front and back end of the billet that are inconsistent with the extrusion direction, and the degree of difference was negatively correlated with the particle size.
Cite this article as: LI Jin-tao, XIONG Ai-hu, ZHANG Xiao, HU Chen, LIU Man-men, WANG Li-hui, ZHOU Xiao-long. Effect of CuO and SnO2 particle size on hot extrusion deformation of AgCuOSnO2: Finite element simulation and experimental study [J]. Journal of Central South University, 2021, 28(3): 633-647. DOI: https://doi.org/10.1007/s11771-021-4633-x.

J. Cent. South Univ. (2021) 28: 633-647
DOI: https://doi.org/10.1007/s11771-021-4633-x

LI Jin-tao(李金涛)1, 2, 3, XIONG Ai-hu(熊爱虎)1, 2, 3, ZHANG Xiao(张晓) 1, 2, 3, HU Chen(胡晨)1, 2, 3,
LIU Man-men(刘满门)4, WANG Li-hui(王立惠)5, ZHOU Xiao-long(周晓龙)1, 2, 3
1. Department of Materials Science and Engineering, Kunming University of Science and Technology, Kunming 650093, China;
2. Key Laboratory of Advanced Materials of Yunnan Province, Kunming 650093, China;
3. Key Laboratory of Advanced Materials in Rare & Precious and Nonferrous Metals, Ministry of Education, Kunming 650093, China;
4. Kunming Institute of Precious Metals, Kunming 650106, China;
5. Guilin Key Laboratory of Microelectronic Electrode Materials and Biological Nanomaterials, China Nonferrous Metal (Guilin) Geology and Mining Co., Ltd., Guilin 541004, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: The finite element model is established according to the experimental results, and then the experimental results are verified by simulation calculation. In terms of the combination of finite element analysis and experiment, the effect of particle size of CuO and SnO2 on the stress, strain and microstructure of AgCuOSnO2 composite during hot extrusion was studied. The results illustrate that with the decrease of particle size, the dispersion of the second phase increases gradually, while the possibility of “tail shrinkage” of the billet decreases continuously; cubic CuO will evolve to fibrosis, and the degree of fibrosis will increase with the decrease of the particle size and ring clusters. Specifically, the degree of fibrosis at the middle end of the billet is higher than that at the front end, the degree of fibrosis at the front end is higher than that at the back end, and the degree of fibrosis on the surface is higher than that in the core; part of CuO fibers will bend, and the degree of buckling strength is positively correlated with the size of particles and their annular clusters. Additionally, there is fiber CuO in the front and back end of the billet that are inconsistent with the extrusion direction, and the degree of difference was negatively correlated with the particle size.
Key words: AgCuOSnO2 composite material; CuO; SnO2; finite element analysis; microstructural evolution
Cite this article as: LI Jin-tao, XIONG Ai-hu, ZHANG Xiao, HU Chen, LIU Man-men, WANG Li-hui, ZHOU Xiao-long. Effect of CuO and SnO2 particle size on hot extrusion deformation of AgCuOSnO2: Finite element simulation and experimental study [J]. Journal of Central South University, 2021, 28(3): 633-647. DOI: https://doi.org/10.1007/s11771-021-4633-x.
1 Introduction
Silver metal oxide (AgMeO) composites are widely used in contact materials because of their excellent properties of arc corrosion resistance, fusion welding resistance and low contact resistance [1, 2]. Because of its excellent comprehensive properties, AgCdO has always occupied most of the market in the contact materials industry. But because Cd is toxic and harmful to the environment and human, it is necessary to find an alternative to replace AgCdO composites [3].
The AgCuO composites prepared by reactive synthesis have become the focus of research because their chemical stability, high electrical conductivity and thermal conductivity and excellent fusion welding resistance [4-6]. However, compared with the universal contact material AgCdO, the arc corrosion resistance of AgCuO still cannot meet the application requirements. In addition, it is found that SnO2 is used as the reinforcing phase of AgSnO2 contact material, the high melting and decomposition temperature of SnO2 make AgSnO2 difficult to decompose under the high temperature action of arc [7-9]. In addition, the existence of SnO2 particles increases the viscosity of the molten pool and hinders the spatter of the Ag matrix, thus reducing the degree of arc corrosion of the material, and the brittleness of SnO2 is beneficial to reduce the welding force [10-12]. Considering the high complementarity of CuO and SnO2 as reinforcement phase, it is necessary to prepare AgCuOSnO2 composites by reactive synthesis.
The preparation of multiphase oxide reinforced Ag-matrix composites has been studied deeply, but the AgCuOSnO2 contact material processing, especially the hot extrusion technology, has not been reported, which has a great impact [13, 14]. During the extrusion process of the AgCuOSnO2 contact material, it is found that the originally granular cubic CuO will gradually become fibrous, and the uniformity of the reinforcement phase distribution in the matrix will be greatly improved.
In this paper, based on the AgCuOSnO2 billet prepared by reactive synthesis method, the effect of extrusion angle and extrusion speed on stress, strain and microstructure during hot extrusion was investigated by MSC Marc finite element analysis, and verified with the actual sintering extrusion experiments, which plays an important guiding role in the actual processing of AgCuOSnO2 composites [15].
2 Experimental
2.1 Materials preparation
Using AgCu, AgSn binary alloy, Ag2O oxidant and Ag powder as raw materials, the particle size of the powder is less than 45 μm, and the purity reaches 99.5%. For AgCu powder, Ag accounts for 72%, and Cu accounts for 28%; for AgSn powder, Ag accounts for 84.3%, and the rest 15.7% is Sn. The chemical composition of AgCuOSnO2 composite is shown in Table 1.
Table 1 Chemical composition of raw materials AgCuOSnO2 ingot (mass fraction, %)

The AgCuOSnO2 composites were prepared by reactive synthesis method. The raw materials were first mixed and milled uniformly in a planetary ball mill (model: QM-ISP2), the ball-to-powder mass ratio was 10:1 and the speed of the ball mill was 1000 r/min for 5 h. Then we put the mixed powder into a steel die of d27 mm, and compressed into billet under 20 MPa for 5 min to obtain a billet of 27 mm in diameter. In order to ensure that the O element in Ag2O can be fully diffused and combined with the elements of Cu and Sn, the billet was sintered at low temperature to high temperature with long heat preservation in a box sintering furnace. The sintering process is room- temperature→100 °C (hold for 1 h)→420 °C (hold for 3 h)→750 °C (hold for 3 h)→800 °C (hold for 36 h).
For the AgCuOSnO2 composites obtained through reaction synthesis and sintering, their density can not meet requirements of material processing, there is therefore one further step in the process. To this end, the sintered ingot was re-compressed and re-fired to ensure the compactness of the prepared ingots. The re-compressing and re-firing process consisted of the following steps: the billet is heated to 820 °C, hold for 1 h, and the die is heated to 350 °C under the re-compressing pressure of 50 MPa for 5 min, thereby improving the compactness of the samples. The AgCuOSnO2 composites after re-compressing and re-firing were extruded on the hydraulic press and MoS2 was selected as the lubricant; eventually d6 mm wire was got. The hot extrusion parameters were: heat from room temperature to 800 °C for 1 h; the extrusion pressure is 50 MPa; the initial temperature of the extrusion die is 300 °C; the extrusion speed is 3.8 mm/s; the extrusion angle of the cone die is 45°; the extrusion ratio is 20.25.
The X-ray diffraction analyzer (XRD) was used to analyze the phase of the sintered ingot; the metallographic microscope (model: Nikon Eclipse MA200) and the scanning electron microscope (SEM, model: Tescan vega3) were used to observe the microstructure of the material, and energy spectrum was used to analyze the microstructure.
2.2 Finite element model and parameters
The actual extrusion was carried out in a horizontal extruder, as shown in Figure 1. It can be seen from Figure 1(a) that the die, the extruded shim and the billet are axisymmetric, so their geometry can be simplified to the model shown in Figure 1(b). In addition, the following assumptions should be made during the extrusion process: the geometric model of the billet is idealized, without considering the influence of gravity; the billet is a deformation body, and the die and the extrusion rod are regarded as rigid bodies; considering heat conduction between billet, die and air, analysis adopts thermal-mechanical coupling [16, 17].

Figure 1 Schematic illustration of extrusion die (a) and simplified die (b)
Figure 2 shows the energy spectrum (EDS) and scanning electron microscopy (SEM) analysis of the AgCuOSnO2 composite prepared by reactive synthesis in the re-compressed and re-fired state. Figure 2(a) shows the microstructure of the AgCuOSnO2 composites in the re-compressed and re-fired state, Figure 2(b) corresponds to the energy spectrum No.1 in Figure 2(a), and Figure 2(c) shows the energy spectrum No. 2. From the energy spectrum analysis, the elements at No.1 are Ag, Cu and O; the main elements at No. 2 include Ag, Sn and O. It shows that the dark gray structure in AgCuOSnO2 composite is CuO, and the light gray structure is SnO2.
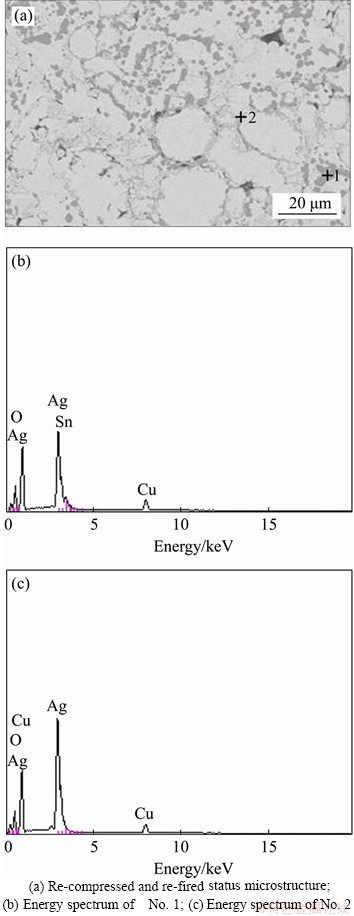
Figure 2 Microstructure and energy spectrum of AgCuOSnO2 composites:
Based on the observed volume and distribution of the enhanced phase oxide, the CuO and SnO2 particle sizes and the diameter of the ring structure formed by the metal oxide particles around the Ag matrix are measured (for simplicity, the following is defined as particle clusters), as shown in Table 2. Comparing the data and combining with Figure 2, it can be seen that the size of the same type of CuO particles is larger than SnO2 particles, the diameter of CuO ring particle clusters is slightly smaller than SnO2, but the volume of their ring particle clusters is smaller than that of the raw material itself. This phenomenon can be explained from the raw material itself and the diffusion rate of Cu, Sn, O. The raw materials used in the experiment are all granular and the particle size is concentrated between 30 and 45 μm. The order of diffusion rate of Cu, Sn and O elements is ν(O)>ν(Sn)>ν(Cu) [18].
Table 2 Size of enhanced phase particles and their clusters

2.3 Finite element simulation parameters
In this paper, the simulation analysis of the AgCuOSnO2 composites is a unconstant stress and unconstant strain problem. Thus using quadrilateral mesh, the element type is a plane strain element [19]. The No. 115 element type is suitable for CuO, SnO2 particles and Ag matrix in the simulation process of AgCuOSnO2 composite hot extrusion. We used Auto-CAD2018 software to construct the geometric figure of AgCuOSnO2 composites. In order to facilitate the establishment of the model and be closer to the actual situation, we used the ratio of 1: 1000 to enlarge the figure. Then we built three finite element models: large (CuO)+small (SnO2), medium (CuO)+medium (SnO2) and small (CuO)+small (SnO2), named sample No. 1, sample No. 2 and sample No. 3, respectively, as shown in Figure 3. In the figure, the red parts are cubic CuO, the green parts are monoclinic CuO, the yellow parts are SnO2 particles, and the pink parts are Ag matrix.
When hot extruding AgCuOSnO2 composites, CuO, SnO2 and Ag matrix are defined as isotropic materials and the initial temperature of the billet is set to 800 °C. At this temperature, Ag mass density ρ=10.49 g/cm3, yield stress σs=140 MPa, Poisson ratio μ=0.37, elastic modulus EAg=4.0×104 MPa. The stress-strain curve read in the MSC Mentat software is the true stress-strain curve [20], as shown in Figure 4, through doubling the curve (that is the true stress) to alleviate the element distortion, and without considering the elastic deformation. Therefore, when using the above curve, it should be processed first, and the curve will be doubled after processing.
The physical characteristic parameters of CuO use the data in Refs. [21, 22]. Specifically, the mass density of CuO particles ρ=6.4 g/cm3, the elastic modulus ECuO-cubic=657.75 GPa, ECuO-moniclinic= 1029.45 GPa, the Poisson ratio μCuO-cubic=0.442, μCuO-moniclinic=0.439. For SnO2 particles, the mass density of SnO2 particles ρ=6.9 g/cm3, the elastic modulus ESnO2=80 GPa, and the Poisson ratio μSnO2=0.433 [23].
In order to ensure the good quality of the divided mesh, we start by using the Pre-Automesh to process the model, and then use Advancing Front Mesher to divide the mesh. For contact conditions, the CuO, SnO2 and Ag matrix are defined as deformation bodies, the extrusion die and spacer are defined as thermal rigid bodies, and the symmetry axis is defined as symmetry body. For the contact relationship between Ag and the particles of reinforcement phase are defined as Glue; between Ag and the extrusion die, spacer and symmetry axis is defined as Touching. The friction coefficient is 0.1, the extrusion speed is 3.8 mm/s and the initial temperature is 800 °C. For The iterative method, we select the Newton-Raphson method and set the convergence tolerance as 0.1.
AgCuOSnO2 composites are extruded into rod or wire with corresponding diameter by one hot extrusion, for saving the time required for multiple extrusions, but recovery and recrystallization of the composite will occur due to initial temperature and frictional heat generation. However, an extrusion die will cause a large degree of deformation of the material, leading to the existence of greater internal stress, leading to cracks in the material and other phenomena. Generally, multiple cumulative extrusion and annealing treatments are used to obtain a well-organized material. For this reason, we use the cumulative extrusion deformation technology to complete the process of tissue evolution. The method is that after three times of cumulative extrusion with a radius change, the extrusion ratio is 3.5, 1.5 and 2.5, respectively, and the cumulative extrusion ratio is 13.12.

Figure 3 Geometric model (a) and meshing model (b) of sample No. 1; geometric model (c) and meshing model (d) of sample No. 2; geometric model (e) and meshing model (f) sample No. 3
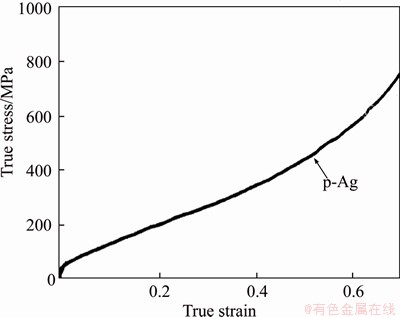
Figure 4 True strain-stress curve of Ag at room temperature [20]
3 Results and discussions
Figures 5-7 respectively represent the equivalent stress and strain of samples No. 1, No. 2 and No. 3 at different moments. The results of three passes are similar to the equivalent stress and strain of the previous passes, so only the simulation results of the first and second passes are given here for analysis. When the billet enters the deformation zone, its front end is hindered by the die to quickly generate stress and the stress value rises sharply. At this time, the stress of the billet in the deformation zone is greater than that in the extrusion cylinder, as shown in Figure 5(a). Since the conical die is closer to the sizing belt, the diameter becomes smaller, so as the extrusion progresses, the stress at the front end of the billet will gradually increase, and strain will be generated under the action of external force, as shown in Figure 5(b). Comparing Figures 5(a) and (b), it can be found that the distribution law of strain is similar to that of stress, because stress is generated in the interior of an object to resist such deformation once it has been deformed. When the billet enters the sizing belt, the strong stress and strain are transferred to the second corner (near the entrance of the sizing belt) and the surface of the sizing belt, as shown in Figures 5(c) and (d). The stress of the billet in the deformation zone is mainly the deformation stress, that is, the inside of the billet is formed to resist the deformation caused by the obstruction from the die, and the stress of the billet in the sizing belt is formed by the relative movement between the core of the billet and the outside caused by the relative movement.
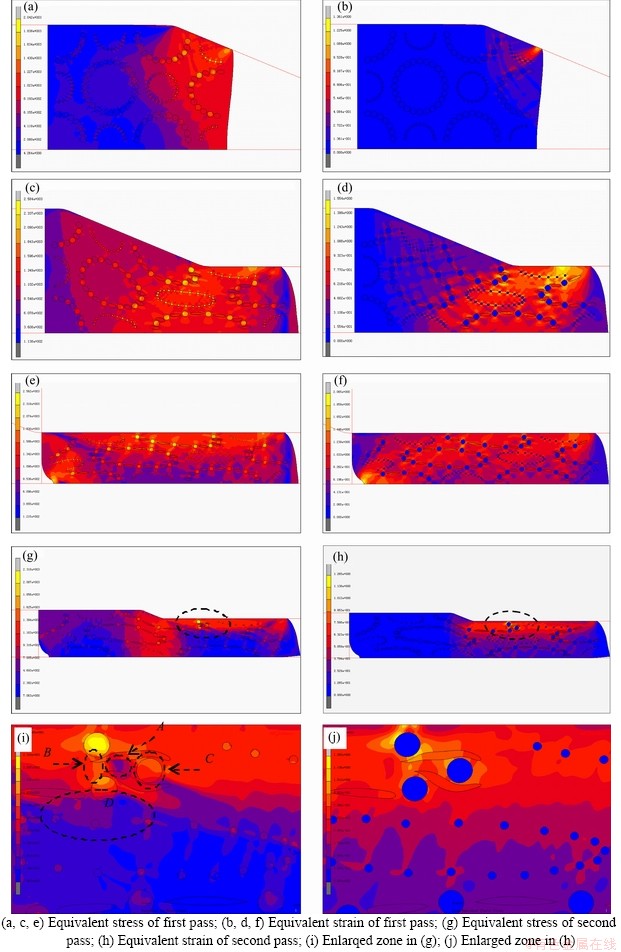
Figure 5 Equivalent Von Mises stress and total equivalent plastic strain of sample No. 1 with different moments during extrusion:

Figure 6 Equivalent Von Mises stress and total equivalent plastic strain of sample No. 2 with different moments during extrusion:

Figure 7 Equivalent von Mises stress and total equivalent plastic strain of sample No. 3 with different moments during extrusion:
In the whole extrusion process of AgCuOSnO2 composite, the stress of monoclinic CuO and SnO2 particles is greater than that of cubic CuO, the stress of cubic CuO particles is slightly greater than that of the matrix Ag, and the strain values of the three are opposite. Generally speaking, the stress of the second phase and the matrix at the sizing belt and the second corner is stronger than that at the deformation zone, and the stress in the deformation zone is stronger than that in the extrusion cylinder. This phenomenon occurs because the deformed body in the extrusion cylinder is basically subjected to normal stress, so there is not much difference between the Ag matrix and the reinforcing phase particles; once the billet enters the deformation zone, the Ag matrix and the reinforcing phase (cubic CuO, monoclinic CuO and SnO2 particles) will be simultaneously subjected to normal stress and shear stress, causing the stress to increase. Due to the higher yield stress of monoclinic CuO and SnO2 particles (the material is harder) and the difficulty of their own movement, the stress concentration is especially true for large particles of CuO. The soft cubic CuO and the matrix can reduce their own stress through deformation. The sizing belt lacks the restraint of the conical die, and the monoclinic CuO and SnO2 particles on the surface are hindered from inside by adjusting their positions in the Ag matrix, so the stress of the surface reinforcement phase particles is greater than that of the core. During the second pass of extrusion, the strong stress value and the stress and strain distribution at the second corner showed that the external layer was stronger than the core, as shown in Figures 5(g) and (h), this may be related to factors such as the two-pass extrusion ratio less than one-pass extrusion and the redistribution of the internal structure of the billet after one-pass extrusion.
The partial enlarges of the billet show that the reinforcing phase particles will redistribute in the matrix during the extrusion process, and the second phase particles with higher hardness will have lower strain. When cubic CuO is close to cubic CuO, the stress can be dispersed due to plastic deformation of both, which makes the stress lower between them, as shown in region A in Figure 5(i); when monoclinic CuO is close to monoclinic CuO, the Ag matrix between them is strongly squeezed, resulting in relatively large stress, as shown in region B in Figure 5(i); when the monoclinic CuO is close to cubic CuO, the original strong stress between them causes the cubic CuO to buckle in the direction away from the monoclinic CuO, thereby reducing the stress between them, as shown in region C in Figure 5(i); SnO2 particles have little effect on CuO and when SnO2 particles are close to monoclinic CuO, the stress between them is large, but the smaller SnO2 particles will deviate slightly from monoclinic CuO under the stress; when SnO2 particles are close to cubic CuO, it will cause slight buckling of cubic CuO, but the buckling is not significant due to its small volume and relatively far distance between them. Therefore, SnO2 particles will gradually repel monoclinic CuO and approach cubic CuO during the redistribution process, as shown in region D in Figures 6(i) and (j).
The stress and strain distribution of sample No. 2 and sample No. 3 is basically the same as that of sample No. 1 and the difference is that after one-pass extrusion, sample No. 2>sample No. 1> sample No. 3. However, the degree of the stress concentration in and around the reinforcing phase particles is in the order of sample No. 3> sample No. 1>sample No. 2, which can be seen by comparing Figure 5(e), Figure 6(e) and Figure 7(e). Compared with other samples, the stress of sample No. 3 is the minimum, and the stress of the billet is positively correlated with the extrusion force of the extrusion rod. Therefore, the extrusion process of the sample No. 3 is the smoothest and the most energy-saving. The CuO and SnO2 particles in sample No. 2 are both medium-sized. Compared with the sample No. 3, the second phase particles have stronger resistance to material deformation during extrusion. Although there are large CuO particles in sample No. 1, the SnO2 particles are small, and the small particles can effectively disperse the stress in the billet. Thus, after the extrusion, the stress of sample No. 2> the stress of sample No. 1> the stress of sample No. 3.
In order to better understand the deformation of the reinforcement phase particles, especially the reason of the fibrosis of cubic CuO, the CuO and SnO2 particles in the sample No. 1 are selected as the research objects. The results of their tangential and normal total strain vectors are shown in Figure 8. The tangential total strain indicates that the particle is stretched in the axial direction and the normal total strain is that the particle is squeezed in the radial direction. The magnitude of the total strain is reflected by the length and color of the vector line, and the vector direction represents the main deformation direction of the particle. Figure 8(a) shows that the tangential total strain of the cubic CuO in the three regions of the sizing zone, the deformation zone and the extrusion cylinder of the billet core is basically consistent with the extrusion direction; the cubic CuO on the front surface of the billet produces a total strain vector diverging radially outward; the tangential total strain of the cubic CuO particles in the middle section of the billet is roughly parallel to the extrusion direction at the sizing belt or deformation zone at the second corner, so that the cubic CuO particles deform along the extrusion direction to form mutually parallel fibrous shapes organization. The deformed organization is shown in Figure 9. The existence of fibrous CuO can improve the electrical contact performance of Ag-matrix composites and play an important role in extending the service life of the material. The different directions of CuO fiberization will affect the axial and radial properties of the billet after extrusion, so that the cubic CuO should make fibrosis transformation along the direction of extrusion as far as possible.
However, the forming direction of the fibrous CuO microstructure of AgCuOSnO2 composites during the extrusion process is different for different parts of the billet. Therefore, finding the evolution direction of fibrous CuO and adjusting it will be of great value to actual production. For cubic CuO particles, the tangential total strain is the strongest at the second corner and the surface during the whole extrusion process, which is consistent with the stress and strain distribution rules in Figures 5(c) and (d). The reasons of the evolution of cubic CuO fiberization is that the strong strain is concentrated on the axial ends of the particles and the radial ends hardly produce strain, as shown in Figure 8(b); although the total strain of monoclinic CuO and SnO2 is similar to that of cubic CuO, their high yield stress will cause their axial deformation to be weak and become ellipsoidal, as shown in Figures 8(c) and (e). The strong stress between monoclinic CuO and cubic CuO is difficult to diverge through monoclinic CuO, and most of the stress acts on the cubic CuO, which causes the total strain vector to appear as shown in Figure 8(b). The magnitude of the diagonal up and down vectors on the same side is different. Different from the tangential total strain, although the magnitude of the normal total strain vector also shows that the second corner and the surface are stronger than other positions, the normal strain of cubic CuO is mainly concentrated in the middle section of the radial particles, and the strain vectors at the axial ends of the particles are sparse, which explains the flat transformation of the particles.
Figures 9 and 10 show the first pass and the second pass of the three samples, respectively. The results of the third pass are similar to the equivalent stress and strain of the previous passes, so only the simulation results of the first and second passes are given for analysis. The stress of the billet in the deformation zone is mainly the deformation stress, and the stress of the billet in the sizing belt is caused by the relative movement between the core of the billet and the outside. Due to the extrusion of the die, the annular CuO and SnO2 particle clusters are axially stretched and radially flattened, which increases the spacing of the reinforcing phase particles and improves the dispersion. Compared with the initial finite element model, the upper and lower parts of the same CuO and SnO2 particle clusters will undergo relative displacement after the first pass of extrusion. The following is a reference and the upper part will move backwards. Moreover,the cyclic CuO and SnO2 particle clusters all show a tendency to gradually intersect each other, as shown in Figure 9(a) as an example. Whether it is the increase of the distance between the CuO and SnO2 particles and the ring clusters or the interpenetration of each other, the dispersion effect of the second phase will be greatly improved.

Figure 8 Tangential and normal total strain vectors of reinforcement phase particles:

Figure 9 Structure of composites after first pass of extrusion:
Comparing the samples No. 2 and No. 3, it can be seen that when the size of the ring cluster and the reinforcing phase particles are reduced, the axial elongation of the CuO and SnO2 clusters is improved, but the radial compression rate shows a decrease trend; Comparing samples No. 1 and No. 3, it can be found that when the size of SnO2 clusters and particles is kept constant, increasing the volume of CuO clusters and particles will reduce the axial stretch rate of CuO and SnO2 clusters and increase the degree of radial compression. It can be drawn from those that as the size of CuO clusters and particles decreases, the axial stretch rate continues to increase while the radial compression rate decreases gradually. The increase in the axial stretch rate indicates that the axial distance between the particles has increased compared with the initial distance, and the decrease in the radial compression rate indicates that the dispersion of CuO particles is inversely related to the particle size. This rule is also applicable to SnO2 particles, and it also explains that the SnO2 axial tension and radial compression of sample No. 2 show different precisely because of the larger size of SnO2 particles.

Figure 10 Structure of composites after second pass extrusion:
In addition, the monoclinic CuO in sample No. 2 is still opposite to SnO2 particles, while the other two samples have high hardness monoclinic CuO and SnO2 particles spaced from each other. The ring diameter of the front of the sample No. 2 is slightly larger than the sample No. 1, but it is slightly reduced at the middle section. The reason is that although the overall stress of sample No. 2 is the largest, the movement of the Ag matrix and itself is greatly hindered due to the medium-sized clusters, during the extrusion process, the adjustment of the position of the reinforcement phase particles depends on the metal flow of the Ag matrix and the amplitude of the self-motion adjustment is quite small. Unlike the sample No. 2, although the CuO particle size is the largest in the sample No. 1, and the SnO2 particle size is the smallest, under the action of stress, the distance between CuO and SnO2 can be increased by the movement of SnO2, thereby reducing the stress. The sample No. 3 is a small billet, and the Ag matrix and the reinforcement phase move relatively easily. So even under the effect of weak stress, the distance between CuO and SnO2 can be greatly increased.
Observing the front, middle and back three sections and the core, surface and middle section of the three samples, and comparing the diameters of ring CuO clusters before and after extrusion in Table 3, the tensile ratio of sample No. 3 is the largest. So, the cubic CuO in sample No. 3 has the highest fibrosis strength and the strongest phase particles, and the surrounding strong stress concentration degree is the strongest, and the second phase particles have the best dispersion effect. Therefore, for the three representative finite element models given in this paper, only sample No. 3 can better meet the requirements. The sample No. 3 can satisfy the cubic CuO particles with sufficient fibrosis, low buckling, good particle dispersion, and at the same time avoid the material “tailing”. The second phase particles and clusters in the AgCuOSnO2 billet prepared for this purpose should be as uniform as possible in size, and ensure that more No. 3 sample clusters exist.
Table 3 Diameters of ring CuO cluster before and after extrusion, and tensile ratios

4 Conclusions
For different particle models, the sample No. 3 can meet the cubic CuO’s full fibrosis and low buckling, and prevent the material from “ailing” as much as possible; at the same time, it can ensure that the enhanced phase particles have the best dispersion, making it a better model. The hot extrusion, XRD and SEM tests of AgCuOSnO2 composites revealed that the extrusion process can ensure that the cyclic oxide clusters are fully linearized and dispersed through stretching, compression and redistribution. The uniformity of the particle distribution of the reinforced phase is greatly improved compared with the re-compressed and re-fired state. And there are a lot of fibrotic CuO that did not exist in the tissue, but the degree of fibrosis is that the surface layer is larger than the core, which is consistent with the results of the finite element simulation.
The size of the second phase particles and their clusters in the AgCuOSnO2 billet involves molecular dynamics and is related to the size of the raw material. Generally speaking, the size of CuO and SnO2 clusters in the material is affected by factors such as the particle size of the raw material, the element diffusion rate, and the holding time. Therefore, it is one of the research directions to improve the performance of materials by using modern simulation technology based on material parameters, simulating and analyzing the preparation (sintering, re-compressing and re-firing) process of materials and discussing the influence of process on their organization.
Contributors
LI Jin-tao and XIONG Ai-hu provided the concept and edited the draft of manuscript. ZHOU Xiao-long conducted the literature review. LI Jin-tao, XIONG Ai-hu, ZHANG Xiao, HU Chen, LIU Man-men, WANG Li-hui and ZHOU Xiao- long replied to reviewers’ comments and revised the final version.
Conflict of interest
LI Jin-tao, XIONG Ai-hu, ZHANG Xiao, HU Chen, LIU Man-men, WANG Li-hui and ZHOU Xiao-long declare that they have no conflict of interest.
References
[1] JIANG Yi-bin, FENG Peng-fei, HUANG Xing-long, LI Zhen-peng. Research status of AgSnO2In2O3 electrical contact materials by internal oxidation [J]. Electrical Engineering Materials, 2017(2): 30-34. DOI: 10.16786/ j.cnki.1671-8887.eem.2017.02.008. (in Chinese)
[2] ZHOU Xiao-long, XIONG Ai-hu, LIU Man-men, ZHENG Zhong, YU Jie, WANG Li-hui. Electrical contact properties of AgSnO2NiO electrical contact material [J]. Rare Metal Materials and Engineering, 2019, 48(9): 2885-2892. (in Chinese)
[3] WANG Hai-tao, WANG Lian-zheng, WANG Jing-qin, ZHU Yan-cai. Effect of sintering temperature on the physical properties and electrical contact properties of doped AgSnO2 contact materials [J]. International Journal of Minerals, Metallurgy, and Materials, 2018, 25(11): 1275-1285. DOI: 10.1007/s12613-018-1680-x.
[4] WANG Xin-jian, RUAN Wen-kui, WANG Yang, YU Lei. Structure and properties of internal oxidized AgCuONiO electrical contact materials applied to micro-motor commutator [J]. Electrical Engineering Materials, 2013(1): 16-19. DOI: 10.16786/j.cnki.1671-8887.eem.2013.01. 003.(in Chinese)
[5] XIA Jing, XIANG Xiong-zhi, HU Xu-gao, BAO Xiao-jun. Mechanism of internal oxidation in Ag-Cu alloy [J]. Hot Working Technology, 2014, 43(16): 62-68. DOI: 10.14158/ j.cnki.1001-3814.2014.16.020. (in Chinese)
[6] CAO Guan-yu, ZHANG Yun, LIU Jing-shun, NAN Ding, LIU Hui-min. Contrastive research on electrical contact performance for contact materials of Cu-SnO2 and Cu-ZnO2 alloys [J]. Materials Research, 2019, 22(3): e20180901. DOI: 10.1590/1980-5373-mr-2018-0901.
[7] WANG Song, CHEN Yong-tai, YANG You-cai, ZHANG Ji-ming, LIU Man-men, WANG Sai-bei. A review on the development of AgSnO2 electrical contact material [J]. Precious Metals, 2013, 34(S1): 102-107. (in Chinese)
[8] LUNGU M, GAVRILIU S, CANTA T, LUCACI M, ENESCU E. AgSnO2 sintered electrical contacts with ultrafine and uniformly dispersed microstructure [J]. Journal of Optoelectronics & Advanced Materials, 2006, 8(2): 576-581. DOI: 10.1088/1464-4258/8/4/S01.
[9] WANG Zhao-bin, LI Wei-yan, SHANG Shang, WANG Zhan, HAN Chun-yang. Performance degradation comparisons and failure mechanism of silver metal oxide contact materials in relays application by simulation [J]. Eksploatacja i Niezawodnosc-Maintenance and Reliability, 2019, 22(1): 86-93. DOI: 10.17531/ein.2020.1.10.
[10] ZOZ H, REN H, SPATH N. Improved Ag-SnO2 electrical contact material produced by mechanical alloying [J]. Zoz Gmbh, 1999, 53: 423-436.
[11] WANG Song, ZHENG Ting-ting, XIE Ming, WANG Ya-xiong, ZHANG Ji-ming. Internal oxidation thermodynamics and isothermal oxidation behavior of AgSnO2 electrical contact materials [J]. Rare Metal Materials and Engineering, 2014, 43(4): 796-798. DOI: 10.1016/ S1875-5372(14)60086-2.
[12] WU Chun-ping, ZHAO Qian, LI Na-na, WANG Hai-sheng, YI Dan-qing, WENG Wei. Influence of fabrication technology on arc erosion of Ag/10SnO2 electrical contact materials [J]. Journal of Alloys and Compounds, 2018, 766: 161-177. DOI: 10.1016/j.jallcom.2018.06.317.
[13] LI Zheng-zhou, NAI Qi-liang, WANG Bao-shun, SU Cheng, YANG Liang, DAI Jian-xin. Influence of hot extrusion process on microstructure and control for 690 alloy [J]. Rare Metal Materials and Engineering, 2018, 47(12): 3776-3783. (in Chinese)
[14] SHINO S, TOKO T, MUNEKAZU O, MATSUURA K. Microstructure refinement and mechanical properties improvement of Al-Si-Fe alloys by hot extrusion using a specially designed high-strain die [J]. Journal of Materials Processing Technology, 2020, 277: 116447. DOI: 10.1016/ j.jmatprotec.2019.116447.
[15] DHANALAKSHMI S, SIVAKUMAR P, SHANMUGA K S, ANAND S. Finite element analysis and experimental study on the effect of extrusion ratio during hot extrusion process of aluminium matrix composites [J]. Defence Science Journal, 2017, 67(4): 11535. DOI: 10.14429/dsj.67.11535.
[16] SHEIKHOLESLAMI M, ROKNI H B. Numerical simulation for impact of Coulomb force on nanofluid heat transfer in a porous enclosure in presence of thermal radiation [J]. International Journal of Heat and Mass Transfer, 2018, 118: 823-831. DOI: 10.1016/j.ijheatmasstransfer.2017.11.041.
[17] GAILLAC A, BARBERIS P. Numerical modeling of zirconium alloys hot extrusion [C]// 18th International Symposium on Zirconium in the Nuclear Industry. 2018: 127-150.
[18] ZHOU Xiao-long, CAO Jian-chun, CHEN Jing-chao, LI Jing-tao, YU Jie, ZHANG Kun-hua, DU Yan. Growth kinetics analysis of CuO in reactive synthesis AgCuO composites [J]. Journal of University of Science and Technology Beijing, 2010, 32(10): 1311-1315. (in Chinese)
[19] TANNE E, LI T, BOURDIN B, MARIGO J J, MAURINI C. Crack nucleation in variational phase-field models of brittle fracture [J]. Journal of the Mechanics and Physics of Solids, 2018, 110: 80-99. DOI: 10.1016/j.jmps.2017.09.006.
[20] NING Yuan-tao, ZHAO Huai-zhi. Silver in nano-materials [M]. Changsha: Central South Uiversity Press, 2003. (in Chinese)
[21] ZHENG Zhong, ZHOU Xiao-long, ZHOU Yun-hong, YU Jie, ZHOU Zhao-bo, CAO Han-xing, HU Ri-ming. Study on cubic copper oxide in Ag/CuO composites prepared by in-situ reaction [J]. Journal of Synthetic Crystals, 2016, 45(5): 1276-1281. (in Chinese)
[22] CLARY D R, MILLS G. Preparation and thermal properties of CuO particles [J]. J Phys Chemc, 2011, 115(5): 1767-1775. DOI: 10.1021/jp110102r.
[23] LIU Man-men, YU Jie, CHEN Jing-chao, ZHOU Xiao-long, RUAN Jin, XU Fu-tai. Finite element simulation of extrusion process of Ag/SnO2 composite by reactive synthesis [J]. Rare Metal Materials and Engineering, 2010, 39(3): 410-413. (in Chinese)
(Edited by HE Yun-bin)
中文导读
CuO和SnO2颗粒尺寸对AgCuOSnO2热挤压变形的影响:有限元模拟与实验
摘要:根据实验结果建立了有限元模型,并通过模拟计算验证实验结果。通过有限元分析和实验相结合,研究了不同颗粒尺寸的CuO和SnO2在热挤压过程中,对AgCuOSnO2复合材料的应力、应变和微观组织的影响。结果表明,随着颗粒尺寸的减小,第二相的分散性逐渐增加,而坯料发生“缩尾”的可能性则不断下降。立方CuO将向纤维化演变,其纤维化程度随着颗粒及其环状团簇尺寸的减小而增加,具体为坯料中端大于前端,前端又大于后端,表层强于芯部。CuO纤维将发生弯曲,屈曲度则与颗粒及其环状团簇尺寸呈正相关。此外,坯料前端和后端存在与挤压方向不一致的纤维CuO,差异程度与颗粒大小呈负相关。
关键词:AgCuOSnO2复合材料;CuO;SnO2;有限元分析;微观结构演变
Foundation item: Project(2017FA027) supported by the Key Project of Science and Technology of Yunnan Province, China
Received date: 2020-11-09; Accepted date: 2020-12-09
Corresponding author: ZHOU Xiao-long, PhD, Professor; Tel: +86-15087063410; E-mail: kmust502@163.com; ORCID: https://orcid. org/0000-0001-8038-8524

