文章编号:1004-0609(2010)S1-s0807-04
宽幅纯钛薄板的叠轧工艺
吴慧娟,容 耀,李向东,杨 哲,严学波,刘鹏聪
(宝钛集团有限公司,宝鸡 721014)
摘 要:介绍在三米三四辊可逆式轧机上采用两张钛板组坯叠轧生产宽幅纯钛薄板,通过对板材叠轧试制,探索相应的组坯、加热、轧制工艺参数。经合理设计辊形及辊形曲线,有效控制叠轧宽幅纯钛薄板材的同板差,并获得良好的板形。研制出尺寸为3.0 mm×2 000 mm×≥6 000 mm的宽幅纯钛薄板,热处理后的结果显示,其力学性能完全符合标准要求,且板材表面质量、外形尺寸、同板差等各项技术指标均满足有关标准的技术要求。
关键词:三米三轧机;纯钛;宽幅薄板;叠轧
中图分类号:TG146.2+3 文献标志码:A
Rolling process of wide titanium sheet ply
WU Hui-juan, RONG Yao, LI Xiang-dong, YANG Zhe, YAN Xue-bo, LIU Peng-cong
(Baoti Group Co., Ltd., Baoji 721014, China)
Abstract: The wide titanium sheets were produced using two titanium sheets as a rolled group with the 3.3 m four-high reversing mill. The parameters of corresponding group billet, heating, rolling process were explored through the trial. The difference with the wide titanium sheet can be controlled effectively and a good shape can be obtained when the rational rod-shape and its curve were designed reasonably. Wide titanium sheet with a size of 3.0 mm×2 000 mm×≥6 000 mm was developed. It shows that the mechanical properties meet the requirements of the standards, and the surface quality, dimensions as well as the difference with the wide titanium sheet are all meet the technical requirements of the relative standard after heat treatment.
Key words: 3.3 m hot rolling mill; pure titanium; wide sheets; ply rolling
目前,随着钛工业的快速发展,国际国内市场对宽幅薄钛板的需求逐渐增加,国际上除了美国拥有一家可以生产宽度不大于1 600 mm的钛及钛合金薄板材公司外,再没有其他任何公司可以生产。
宝钛股份有限公司生产的热轧薄板,其宽度不大于1 100 mm,满足不了市场的需要,我公司三米三中厚板轧机最大轧制负荷可达到4 500 t,工作辊辊身长度为3 330 mm,轧制厚度不小于6 mm。该轧机生产线于1993年8月投产以来,使我公司生产的钛及钛合金中厚板成品宽度从1 100 mm增加到3 000 mm,而依靠热轧单片生产的钛及钛合金板材厚度已经不能满足市场的需求,为了充分发挥三米三轧机生产线的作用,拓宽产品品种,满足国内外市场的需要,本文作者采用两块板材组坯叠轧生产宽幅薄钛板,并叙述了宽幅纯钛薄板叠轧生产工艺研究的主要内容及试验过程。采用三米三轧机及其配套的钛加热装置,研制出3.0 mm×2 000 mm×≥6 000 mm的宽幅纯钛薄板,对其生产工艺及表面质量进行了探讨与研究,总结出在三米三机列上生产宽幅纯钛薄板的工艺,为今后大批量生产宽幅纯钛薄板打下基础。从而填补了目前国内外宽幅纯钛薄板生产技术的空缺。
1 实验
1.1 主要技术指标
纯钛薄板牌号为Gr1;
尺寸为3.0 mm×2 000 mm×≥6 000 mm;
生产技术条件为ASTM B265―2007。
1.2 试制方案
1.2.1 加热制度的确定
采用三火次加热轧制到成品尺寸,加热温度选定在相变点[1]以下进行。
1.2.2 轧制方式的确定
开坯过程的一、二火次采用交叉轧制,一火开坯厚度 30 mm,二火轧制厚度为 10 mm,三火切宽下料,叠轧直接横轧出成品。
1.2.3 辊型的选择
本实验将选定支承辊为平辊、工作辊为凸度辊。
1.2.4 组坯方式
组坯方式采用以下两种方案:
1) 方案1 组坯板材直接进行表面缺陷局部修磨后,黑皮组焊。
2) 方案2 组坯板材喷砂后表面缺陷局部修磨后,喷砂面组焊。
组焊时需要氩弧焊将四边用焊条焊接。
1.2.5 隔离剂的选择
组坯时钛与钛之间选择合适的隔离剂,本实验采用如下3种方案:
1) 方案1 选用锻造用玻璃润滑剂作隔离剂;
2) 方案2 在各接触面衬新闻纸;
3) 方案3 特制隔离剂。
1.2.6 实验材料
本实验用原料为宝钛集团有限公司真空自耗电弧炉熔炼经3 150 t水压机锻造的钛板坯,其板坯尺寸为200 mm×960 mm×1 050 mm。
2 结果与讨论
2.1 宽幅纯钛薄板的外形尺寸及公差
轧制出规格尺寸为3.0 mm×2 000 mm×≥6 000 mm 的宽幅纯钛薄板,通过对叠轧上(1#板)、下(2#板)板材厚度尺寸的测量见表1,其外形尺寸、公差均符合相关标准的技术要求。
2.2 加热温度对钛板材叠轧接触面质量的影响
通过相变点以下不同加热温度组坯叠轧出的纯钛薄板材,其组坯叠轧的接触面照片如图1所示。通过图1(a)~(f)可以看出,由于纯钛的再结晶温度为580~700 ℃[2],在高于再结晶温度,低于相变点温度进行塑性变形时,即在热加工过程中,金属会连续发生再结晶[3],塑性变形量几乎不受限制,同时叠轧的两张钛板材之间来回摩擦和挤压,从而使板材的接触面形成凹凸不平的桔皮状缺陷,如图1(a)和(b)所示。这种缺陷需要用手推砂轮机扒皮方可消除,既加大劳动量又浪费时间,而且成本较高,无法保证板形,不利于生产。而选定加热温度在再结晶温度范围内不同几个点时,其表面依次明显得到好转,如图1(c)、(d)、(e)和(f)所示。随加热温度的降低,金属内部会发生回复和再结晶,这是一个软化过程,在轧制过程中变形抗力较大,但可获得良好的表面质量。即叠轧板材接触面的表面光滑,颜色均匀一致,通过喷砂处理后,叠轧接触面与轧制面完全一致,均符合相关标准要求的表面光滑度,如图1(e)和(f)所示。
表1 叠轧板材纵、横向厚度测量结果
Table 1 Thickness results along cross and lengthwise direction for ply rolling sheets
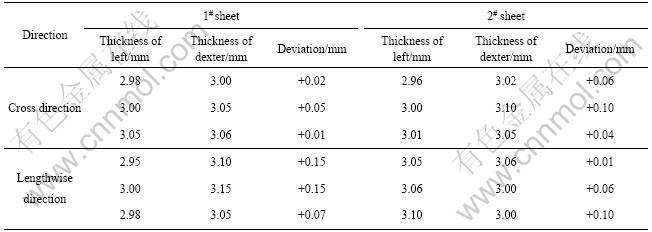
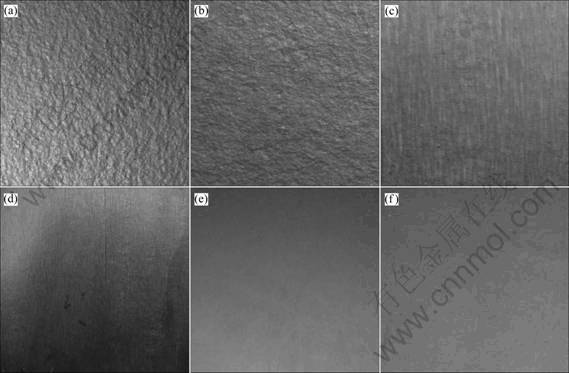
图1 不同温度下叠轧板材的接触表面照片
Fig1 Contacted surfaces photos of sheets rolled by ply rolling at different temperature: (a), (b) Below temperature of phase change point; (c), (d), (e), (f) Within temperature of recrystal
2.3 组坯方式对板材表面的影响
通过试验轧制来看,组坯叠轧的板坯,轧制过程顺利,不存在轧制开裂现象。对两组叠轧板材打开后接触面的表面质量来看,方案2的接触面比方案1的接触面更加光滑,颜色均匀一致,完全达到了相关标准要求的板材表面光洁度。
2.4 辊型及辊型曲线对同板差及板形的影响
通过实验结果测量来看,叠轧钛薄板材的整板同板差最小为+0 mm,最大为+0.15 mm,这证明设计的辊形及辊形曲线是合理的,能保证板材具有较小的同板差及良好的板形。
2.5 隔离剂对叠轧接触面表面质量的影响
经过实验比较,三种方案组坯叠轧的钛薄板材,其钛与钛之间均很容易分离,但它们的接触面各有不同。方案1叠轧板材打开后接触面是凹凸不平的桔子皮状或皱褶状缺陷,达不到板材要求的表面光洁度,且钛板表面有残余涂层,这是由于隔离剂的使用温度范围较窄,不能很好的起到润滑作用,方案2叠轧板材打开后新闻纸经燃烧后灰沫均匀涂以板面,由于碳原子的存在起到了适当的润滑作用和很好的防粘着作用,但表面需反复的喷砂方可彻底消除板材表面的黑色污染层如图2(c)所示。方案3叠轧板材打开后接触面的表面光滑、颜色为均匀一致,喷砂后即可达到相关标准要求的板材表面质量如图2(d)所示。实验证实,加特制隔离剂是最佳的方案。
2.6 力学性能
通过以上热轧板材,经650 ℃,1 h热处理后[3]的力学性能见表2。由表2可知,其力学性能均符合标准要求。
表2 薄钛板材的力学性能
Table 2 Mechanical properties of titanium sheets
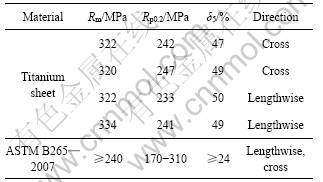
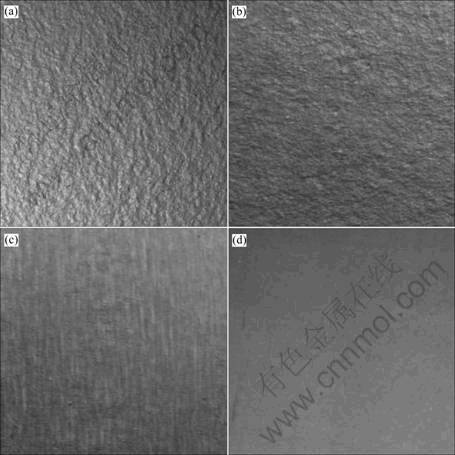
图2 叠轧组坯板材中间加不同隔离剂照片
Fig 2 Ply rolling sheets apart with different separants: (a) Glass lubricants used for forging with designation (BDJ-1); (b) Glass lubricants with designation (Ti-7 power+NJ-1); (c) Lining middle of two layers of newsprint; (d) Adding special release agent
3 结论
通过选择合理的轧制工艺和适当的加热制度,可以在3 300 mm轧机上生产出宽度达2 000 mm的宽幅纯钛薄板,板材的外形尺寸、同板差、板形、表面质量、力学性能等各项指标均满足有关标准的要求。实践证明,在试制过程中所采用的各项工艺参数和技术措施、防护措施是合理可行的。
REFERENCES
[1] 谭树松. 有色金属材料学[M]. 北京: 冶金工业出版社, 1993.
TAN Shu-song. Nonferrous metal material science[M]. Beijing: Metallurgical Industry Press, 1993.
[2] 《稀有金属材料加工手册》编写组. 稀有金属材料加工手册[M]. 宝鸡: 宝钛集团有限公司, 1984.
Rare metal material process technology book[M]. Baoji: Baoti Group Co., Ltd., 1984.
[3] 崔忠圻. 金属学与热处理[M]. 北京: 机械工业出版社, 1988.
CUI Zhong-qi. Metallic and heat treatment[M]. Beijing: China Machine Press, 1988.
(编辑 杨幼平)
通信作者:吴慧娟;电话:13991756070;E-mail: whj19750816@yahoo.cn

