
Microstructures and mechanical properties of
TiAl alloy prepared by spark plasma sintering
XIAO Shu-long(肖树龙)1, TIAN Jing(田 竟)1, XU Li-juan(徐丽娟)1, CHEN Yu-yong(陈玉勇)1,
YU Hong-bao(于宏宝) 1, HAN Jie-cai(韩杰才)2
1. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China;
2. School of Astronautics, Harbin Institute of Technology, Harbin 150001, China
Received 10 August 2009; accepted 15 September 2009
Abstract: A fine-grained TiAl alloy with a composition of Ti-47%Al(mole fraction) was prepared by double mechanical milling(DMM) and spark plasma sintering(SPS). The relationship among sintering temperature, microstructure and mechanical properties of Ti-47%Al alloy was studied by X-ray diffractometry(XRD), scanning electron microscopy(SEM) and mechanical testing. The results show that the morphology of double mechanical milling powder is regular with size of 20-40 μm. The main phase TiAl and few phases Ti3Al and Ti2Al were observed in the SPS bulk samples. For samples sintered at 1 000 ℃, the equiaxed crystal grain was achieved with size of 100-250 nm. The samples exhibited compressive and bending properties at room temperature with compressive strength of 2 013 MPa, compression ratio of 4.6% and bending strength of 896 MPa. For samples sintered at 1 100 ℃, the size of equiaxed crystal grain was obviously increased. The SPS bulk samples exhibited uniform microstructures, with equiaxed TiAl phase and lamellar Ti3Al phase were observed. The samples exhibited compressive and bending properties at room temperature with compressive strength of 1 990 MPa, compression ratio of 6.0% and bending strength of 705 MPa. The micro-hardness of the SPS bulk samples sintered at 1 000 ℃ is obviously higher than that of the samples sintered at 1 100 ℃. The compression fracture mode of the SPS TiAl alloy samples is intergranular fracture and the bending fracture mode of the SPS TiAl alloy samples is intergranular rupture and cleavage fracture.
Key words: TiAl alloy; spark plasma sintering (SPS); microstructure; mechanical properties
1 Introduction
TiAl alloys are attractive candidate materials for aerospace structure and engine applications due to their low density, high specific strength and relatively good properties at elevated temperatures and high creep resistance at temperatures up to 900 ℃. The factors that limit the alloys from wide use include their low room temperature ductility and elevated temperature formability. In attempt to improve the ductility, recent researches have focused on the production of ultrafine grained TiAl[1-5]. Powder metallurgy (PM) is a favourable process for synthesizing ultrafine grained and nanostructured TiAl alloys and forming near-net shaped components of such alloys. PM allows the use of nano- structured or ultrafine structured powders and nano- powders produced using various processes such as high energy mechanical milling and rapid solidification[6-8].
Spark plasma sintering (SPS) is found to compact powders satisfactorily through the simultaneous application of direct current pulses of high intensity and uniaxial pressure. Assisted by the applied pressure, such an electric current induces a temperature elevation within the sample by Joule’s effect, at least in metallic materials, thus leading to powder sintering[1]. This technique has already been successfully used by several groups of researchers in synthesizing bulk TiAl intermetallic based alloys with some of them being nanostructured or ultrafine structured[8-11]. In most of these studies, pre-alloyed TiAl based powders produced by atomisation or by mechanical alloying were used. In this study, we utilised a combination of high energy double mechanical milling (HEDMM) and SPS to produce TiAl based intermetallic alloy with a nominal composition of Ti-47%Al (mole fraction). The aim of this study was to determine the effect of SPS temperature on the microstructure and mechanical properties of the bulk TiAl based intermetallic alloy with nanocrystalline or ultrafine grained (UFG) microstructures.
2 Experimental
A Ti/Al composite powder with a nominal composition of Ti-47%Al (mole fraction) was produced by high energy double mechanical milling (HEDMM) a mixture of Ti powder (99.9% pure, average particle size 150 mm) and Al powder (99.9% pure, average particle size 50 mm) under the protection of high purity argon. The HEDMM was done using a PM 4000 Restch planetary ball mill with a stainless steel vial containing 100 g of Ti/Al powder mixture, 0.63% of stearic acid which was added as a process control agent, and 75 stainless steel balls with a diameter of 12.5 mm. The mass ratio of ball to powder was 6?1. Before milling, the vial was sealed in a glove box filled with high purity argon to ensure that the milling was done under an inert atmosphere. The milling process consisted of first milling of the powders for 24 h with a low rotation speed of 100 r/min to thoroughly mix the powders, and subsequent high energy mechanical milling of the powder mixture for 6 h with a high rotation speed of 300 r/min (MA1), then 2 h vacuum heat treatment at 700 ℃ and 6 h with a high rotation speed of 300 r/min (MA2). The milling machine was stopped for 30 min after every 30 min of milling to let the vial cool to room temperature. This was to ensure that the vial temperature was kept below 60 ℃.
The consolidation of the milled powder was done using a DR. Sinter 21050 SPS furnace. Before the SPS process, the SPS furnace was evacuated and back-filled with argon three times, and then evacuated to a vacuum of 2 Pa. The powder compact was heated through generating spark plasma in the furnace first to a temperature equal to t -100 ℃ at a heating rate of 100 ℃/min, where t is the designated sintering temperature. It was then heated to t -50 ℃ at a rate of 50 ℃/min, followed by heating to the designated sintering temperature at a rate of 25 ℃/min. The furnace was held at the sintering temperature for 5 min, and then its power was switched off and the sample was cooled with the furnace. A uniaxial pressure of 50 MPa was applied to the powder compact in the whole duration of heating and sintering. Two sintering temperatures of 1 000 ℃ and 1 100 ℃ were used. The sintered samples were cylindrical disks with a diameter of 30 mm and thickness of 6-7 mm.
The bulk solid disks produced by SPS were cut using an electric discharge machining (EDM) cutter to produce the metallography samples and the samples for compression, three-point bending and hardness tests, respectively. The ratio between Ti and Al in the sintered samples was equivalent to Ti-45%Al, which means that some Al was lost during milling perhaps due to preferential sticking of some of the starting Al powder particles onto the wall of the vial. The density of the cut samples was measured using the Archimede technique, with five samples from different locations to give an average value. The microstructures of the powder particles and bulk SPS sintered samples were characterised using X-ray diffractometry (XRD)(Philips X-Pert system with Cu Kα radiation) and scanning electron microscopy (SEM) (Hitachi S-4700 SEM equipped with an energy dispersive spectrometer). For SEM examination, the polished surfaces of the sintered bulk solid samples were etched with Krool solution (5%HNO3+3%HF+92%H2O (volume fraction)).
The compression and three point bending tests were performed using an INSTRON mechanical testing machine. The cylindrical compression test specimens were in dimensions of d3 mm×4.5 mm, and the rectangular three-point bending test specimens were in dimensions of 3 mm×4 mm×20 mm. The cross-head speed for both types of tests was 0.5 mm/min. The bending strength of the three-point testing specimens was calculated using the following equation:
σ= (1)
(1)
where P is the load at the point of fracture, L is the span between the two supporting points, and b and h are the width and thickness of the specimen, respectively. For each value, three specimens were tested to produce an average value. The Vickers micro-hardness tests were performed using a load of 100 g and loading time of 15 s. Five indentations were made to produce an average micro-hardness value.
3 Results and discussion
3.1 Phase composition and micrograph of powders
Fig.1 shows the XRD patterns of Ti-47%Al powders at different stages of double mechanical milling. Fig.2 shows the SEM micrograph of the powders after high energy double mechanical milling. The XRD pattern only showed Al and Ti peaks as major peaks after 6 h milling with a high rotation speed of 300 r/min (MA1), suggesting that the reaction between Al and Ti phases during milling was negligible. In the meantime, the Al and Ti peaks exhibited shoulders, suggesting that the milled powder particles contained Al(Ti) and Ti(Al) solutions formed by the interdiffusion between Al and Ti phases during milling. The XRD pattern only shows TiAl and Ti3Al peaks as major peaks after 2 h vacuum heat treatment at 700 ℃ and 6 h with a high rotation speed of 300 r/min (MA2). KAMBARA et al[10] showed that increasing the milling time resulted in the decrease of Ti and Al grain size and the formation of Ti(Al) solid solution. On continuous milling, an amorphous phase was formed. After heating, the amorphous phase crystallized to a mixture of TiAl and Ti3Al phase. This mechanism was also found by SURYANARAYANA et al[11].

Fig.1 XRD patterns of Ti-47%Al powders: (a) MA1 for 6 h; (b) Heat treatment (700 ℃, 2 h) and MA2 for 6 h

Fig.2 SEM image of double mechanical milling Ti-47%Al powders
The results show that the morphology of the double mechanical milling powder is regular with size of 20-40 μm. Since this work focuses on the effect of SPS temperature on the microstructure and mechanical properties of the sintered samples, the more detailed characterisation of the microstructure of the Ti/Al composite powder particles is beyond the scope of this work.
3.2 Phase composition and microstructure of bulk samples
Fig.3 shows the XRD patterns of the bulk samples produced by SPS with the 12 h milled Ti-47%Al composite powder at different temperatures. They clearly show that after SPS at temperature of 1 000 ℃, the Al, Ti, Al(Ti) and Ti(Al) phases in the as-milled powders were completely reacted during SPS, resulting in the formation of TiAl as the major phase, and Ti3Al and Ti2Al as the minor phases. Increasing the SPS temperature to 1 100 ℃ had little effect on the phase structure of the sintered samples, and only the fraction of Ti3Al increased slightly.
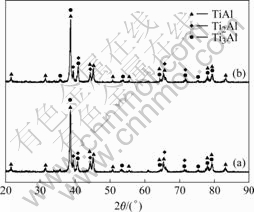
Fig.3 XRD patterns of Ti-47%Al bulk samples prepared by SPS: (a) At 1 000 ℃; (b) At 1 100 ℃
After the SPS at temperatures of 1 000 ℃ and 1 100 ℃, the densities of the bulk samples were 3.947 g/cm3 (Table 1), which was equivalent to a relative density of approximately 99.92% by taking the theoretical density of TiAl to be 3.95 g/cm3. This means that the sample was almost fully densified and did not show any obvious pores in the microstructure.
Table 1 Mechanical properties of bulk Ti-47%Al samples prepared by SPS at different temperatures

Microstructural examination using SEM (Fig.4) clearly showed the effect of SPS temperature on the microstructure of the sintered samples. As shown in Fig.4(a), with the SPS temperature of 1 000 ℃, the sintered sample exhibited an equiaxed grain microstructure with grain size in the range of 100-250 nm. When the SPS temperature was increased to 1 100 ℃, the sintered sample exhibited a duplex structure consisting of further coarsened equiaxed TiAl grains and colonies with a lamellar structure (Fig.4(b)). The sizes of the equiaxed TiAl grains were in the range of 0.5-1.5 mm.
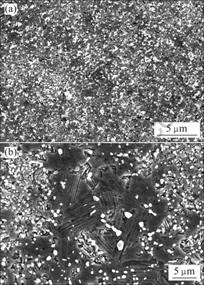
Fig.4 SEM images of Ti-47%Al bulk samples prepared by SPS: (a) At 1 000 ℃; (b) At 1 100 ℃
3.3 Mechanical properties
Fig.5 shows the typical compression true stress- true strain curves of specimens cut from the samples produced by SPS at different temperatures. All the specimens showed a substantial amount of plastic deformation and work hardening prior to fracture. The changes of yield strength (σ0.2), fracture strength (σf), plastic strain to fracture (εf), bending strength and micro-hardness of the samples with SPS temperature are shown in Table 1. With increasing the SPS temperature from 1 000 to 1 100 ℃, the yield strength decreased from 1 659 to 1 241 MPa, and the fracture strength decreased from 2 013 to 1 990 MPa. In the meantime, the bending strength also decreased from 896 to 705 MPa, and the strain to fracture in compression increased from 4.6 % to 6.0 % (Table 1). The micro-hardness of the SPS bulk samples prepared at 1 000 ℃ is obviously higher than that of the SPS bulk samples at 1 100 ℃.
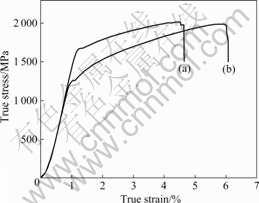
Fig.5 True stress-strain curves of Ti-47%Al samples prepared by SPS: (a) At 1 000 ℃; (b) At 1 100 ℃
Fig.6 shows the SEM micrographs of the fracture surfaces of the compression test samples. As shown in Fig.6, the fracture mode is likely to be intergranular fracture. Fig.7 shows the fracture micrographs of the bending test samples. The characteristic of intergranular fracture and some cleavage planes were found. The fracture mode is intergranular fracture and cleavage fracture.
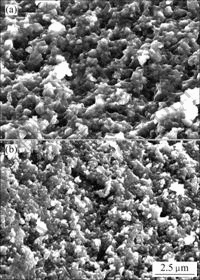
Fig.6 Fracture morphologies of Ti-47%Al compression samples prepared by SPS: (a) At 1 000 ℃; (b) At 1 100 ℃
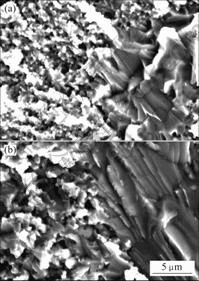
Fig.7 Fracture morphologies of Ti-47%Al bending samples prepared by SPS: (a) At 1 000 ℃; (b) At 1 100 ℃
From the SEM examination of the bulk alloy samples, increasing the SPS temperature from 1 000 to 1 100 ℃ causes a significant increase of the size of TiAl equiaxed grains from 100-250 nm to 500-1 500 nm. The increase of the grain size of TiAl alloy cause a clear decrease of the compression yield strength based on the Hall-Petch relationship between strength and grain size. With the SPS temperature increase, the effect of grain coarsening on strength is more significant. As shown Fig.5, the coarser grains and better bonded microstructure of the bulk TiAl alloy sample produced at SPS temperature of 1 100 ℃ facilitates substantial compression plasticity and work hardening. Since in bending half of the specimen is in tension, it is expected that the bending strength of a sample is more sensitive to the defects such as pores and weak interparticle atomic bonding. Based on this consideration, it is not surprising to observe that the bending strength of the bulk samples produced at the SPS temperature of 1 100 ℃ is fairly low.
Table 1 shows that the fracture strength and bending strength decrease with increasing the SPS temperature from 1 000 to 1 100 ℃. There are two possible reasons: the enhanced work hardening effect due to larger grains, and the formation of the duplex structure at the SPS temperature of 1 100 ℃. The enhanced work hardening effect associated with increasing SPS temperature is clearly shown by the compression true stress-true strain curves of the sintered samples (Fig.5). The beneficial strengthening effect of the duplex structure in the sintered sample can be expected from the fine inter-lamellar spacing of the lamellar structured colonies of less than 300 nm. The fine lamellar structured colonies are much more resistant to the dislocation movement than the coarse equiaxed TiAl grains. This effect of the duplex structure may be the major reason for the observation (Fig.5) that the fracture strength almost unchanged, despite the equiaxed TiAl grain sizes are increased by almost four times with the SPS temperature increasing from 1 000 to 1 100 ℃.
4 Conclusions
1) The morphology of double mechanical milling powders was regular with size of 20-40 μm. The TiAl and Ti3Al phases were observed in the double mechanical milling powders.
2) With the SPS temperature of 1 000 ℃ and 1 100 ℃, TiAl, Ti3Al and Ti2Al phases were observed in bulk samples, and the densities of the bulk samples were 3.947 g/cm3 which was equivalent to a relative density of approximately 99.92% by taking the theoretical density of TiAl to be 3.95 g/cm3.
3) With the SPS temperature of 1 000 ℃, the sintered sample exhibited an equiaxed grain microstructure with grain size in the range of 100-250 nm. When the SPS temperature was increased to 1 100 ℃, the sintered sample exhibited a duplex structure consisting of further coarsened equiaxed TiAl grains and colonies with a lamellar structure. The size of the equiaxed TiAl grains was in the range of 0.5-1.5 mm.
4) All the specimens showed a substantial amount of plastic deformation and work hardening prior to fracture. With increasing the SPS temperature from 1 000 to 1 100 ℃, the yield strength decreased from 1 659 to 1 241 MPa, and the fracture strength decreased from 2 013 to 1 990 MPa. In the meantime, the bending strength also decreased from 896 to 705 MPa, and the strain to fracture in compression increased from 4.6% to 6.0%. The micro-hardness of the SPS bulk samples at 1 000 ℃ is obviously higher than that of the SPS bulk samples at 1 100 ℃.
5) The compression fracture mode of the SPS TiAl alloy samples is intergranular fracture and that of the bending fracture mode is intergranular rupture and cleavage fracture.
References
[1] FOROUZANMELU N, KARIMZADEH F, ENAYATI M H. Study on solid-state reactions of nanocrystalline TiAl synthesized by mechanical alloying [J]. Journal of Alloys and Compounds, 2009, 471(1/2): 93-97.
[2] COURET A, MOLENAT G, GALY J, THOMAS M. Microstructures and mechanical properties of TiAl alloys consolidated by spark plasma sintering [J]. Intermetallics, 2008, 16(9): 1134-1141.
[3] BHATTACHARYA P, BELLON P, AVERBACK R S, HALES S J. Nanocrystalline TiAl powders synthesized by high-energy ball milling: Effects of milling parameters on yield and contamination [J]. Journal of Alloys and Compounds, 2004, 368(1/2): 187-196.
[4] MOON K II, LEE K S. A study of the microstructure of nanocrystalline Al-Ti alloys synthesized by ball milling in a hydrogen atmosphere and hot extrusion [J]. Journal of Alloys and Compounds, 1999, 291(1/2): 312-321.
[5] LI Z W, GAO W, ZHANG D L, CAI Z H. High temperature oxidation behaviour of a TiAl-Al2O3 intermetallic matrix composite [J]. Corrosion Science, 2004, 46(8): 1997-2007.
[6] WU Y, HWANG S K. Microstructural refinement and improvement of mechanical properties and oxidation resistance in EPM TiAl-based intermetallics with yttrium addition [J]. Acta Materialia, 2002, 50(6): 1479-1493.
[7] YANG S H, KIM W Y, KIM M S. Fabrication of unidirectional porous TiAl-Mn intermetallic compounds by reactive sintering using extruded powder mixtures [J]. Intermetallics, 2003, 11(8): 849-855.
[8] CALDERON H A, GARIBAY-FEBLES V, UMEMOTO M, YAMAGUCHI M. Mechanical properties of nanocrystalline Ti-Al-X alloys [J]. Materials Science and Engineering A, 2002, 329/331: 196-205.
[9] YU H B, ZHANG D L, CHEN Y Y, CAO P, GABBITAS B. Synthesis of an ultrafine grained TiAl based alloy by subzero temperature milling and HIP: Its microstructure and mechanical properties [J]. Journal of Alloys and Compounds, 2009, 474(1/2): 105-112.
[10] KAMBARA M, UENISHI K, KOBAYASHI K F. Nano-structured intermetallic compound TiAl obtained by crystallization of mechanically alloyed amorphous TiAl, and its subsequent grain growth [J]. Journal of Materials Science, 2000, 35(11): 2897-2905.
[11] SURYANARAYANA C, KORTH G E, FROES F H. Compaction and characterization of mechanically: Alloyed nanocrystalline titanium aluminides [J]. Metallurgical and Materials Transactions, 1997, 28(2): 293-302.
Foundation item: Project(50674037) supported by the National Natural Science Foundation of China
Corresponding author: XIAO Shu-long; Tel/Fax: +86-451-86418802; E-mail: xiaoshulong@hit.edu.cn
DOI: 10.1016/S1003-6326(09)60044-3
(Edited by YUAN Sai-qian)

