�й���ɫ����ѧ�� 2004,(08),1360-1365 DOI:10.19476/j.ysxb.1004.0609.2004.08.018
�����Ŵ��Ͳļ�ѹ����������ֲ�ģ��
����� �� �ܷ� ��ӱ��
�Ϻ���ͨ��ѧ��е�붯������ѧԺ,���ϴ�ѧ���Ͽ�ѧ�빤��ѧԺ,ͬ�ô�ѧ��е����ѧԺ,�Ϻ���ͨ��ѧ��е�붯������ѧԺ �Ϻ�200030 ,��ɳ410083 ,�Ϻ�200092 ,�Ϻ�200030
ժ Ҫ��
�о�����������ֲ���ⷽ��,ʵ���˸��ֲ��������ģ��ϵͳ�����ݴ��ݺ���Ϣ�̳С���Ա����Ŵ��Ͳ���Ʒ�ڱ�������ߴ����ص�,��������������ֲ�ģ�ⷽ�����伷ѹ���ν�����ģ��,��������Ԫģ�⡢�������һ��ģ������˶Աȡ��������:1)����Ԫģ����������Ϊ�����ػ����������ģ��������ʧ��;2)���������һ��ģ���ֶԼ������Դ�нϸ�Ҫ��,��������Ϊ�ڴ治����ɼ�����������ȥ;3)��������ֲ�ģ�ⷽ��ģ�⾫�����,���Ժܺõؽ����ߴ籡���Ͳ���Ʒ��ѹ���ε���ֵģ�����⡣
�ؼ��ʣ�
�����Ŵ��Ͳ� ;��ѹ ;��������� ;�ֲ�ģ�� ;���ݴ��� ;
��ͼ����ţ� TG376
����飺 �����(1973),��,������,��ʿ.�绰:02162835660;E mail:dyli@mail.sjtu.edu.cn;
�ո����ڣ� 2003-12-01
���� �Ϻ��������Ǹ��ټƻ�������Ŀ(No.01QMH1411);
Simulation of thin-walled aluminum decoration part extrusion process with multi-stage finite volume method
Abstract��
The key technology for multi-stage finite volume method simulation was studied, and data transfer and information inheritance between successive stages were fulfilled. In accordance with the characteristics of an aluminum window part with thin wall and relatively large longitudinal dimension, its extrusion process is simulated with finite volume multi-stage simulation method, whose result is compared with those of finite element method and finite volume one step method. The simulation results reveal that the finite element method results in distorted product shape due to frequent mesh rezoning; computation with one step finite volume method needs too much computer memory; the multi-stage finite volume method can solve the memory-shortage problem in numerical simulation of large-dimensionally thin-walled aluminum profile parts and the highest accuracy is obtained.
Keyword��
thin-walled aluminum decoration profile; extrusion; finite volume method; multi-stage simulation; data transfer;
Received�� 2003-12-01
�Ŵ��ͲIJ�Ʒ���ճ����������Ź㷺��Ӧ�á� ���伷ѹ������һ�����ӵ�������Ϲ���, ��ȫ����ʵ���뾭�鲢������ȫ��������ι���, ��������ڽ������Գ�����ֵģ�⼼�����о��������������ķֲ����ɡ� Ԥ����ι����е�ȱ�ݺ��Ż����ι��̡� Ŀǰ, ����Lagrange����������Ԫ����
[1 ,2 ,3 ,4 ,5 ,6 ,7 ,8 ,9 ]
�����Euler���������������
[10 ,11 ,12 ]
�ڽ�����ѹ���ε�ģ���ж��õ���Ӧ�á� Ȼ��, ���ڱ����Ŵ����ͲIJ�Ʒ��ѹ����, ������ģ�ⷽ���������Ų���֮����
���ڱ������Ŵ��ͲIJ����ڱ�, ����������״����, ������Ԫ����ģ�����Ͳļ�ѹ��������Ҫ���Ͻ��������ػ��֡� ������Ŀǰ�����ػ��ּ���������, ���ι����������Ϸ������䵼�������ʧ����, �����������������ɵ����, �Ӷ�ʹģ�⾫��Ƿ�ѡ�
�������������Euler �����ǽ�����̶��ڿռ�, Euler������һ���̶��IJο����, Euler��Ԫ������Dz����, ��Ԫ�ɽڵ����ӹ���, �ڵ��ڿռ�̶������� ����IJ����ڷ��������п���������������, ���Ҳ��ϵ������� ����������Ҳ��֮��һ����Ԫ������һ����Ԫ�� ���, �ڻ��ֵ�Ԫʱ, Euler����ķ�Χ��������������п������������� ���������(FVM)һ������ȫ����������Ԫ������Lagrange�������Դ��������رܵ���ά�����ػ�������; ��һ����, ������ֱ�ӻ��ֺ���ʽ��ⷽ��, ����������ƽ�ⷽ�̡�
�����������ģ����, �������������Ҫ����ռ�ݲ�����Ҫ���������пռ䡣 ���ڱ����Ŵ������ص�, ��Ҫ�����ֺ�ϸ, ��˲������������ģ���ռ�ô���������ڴ�, ����Գ��ν���һ��ģ��, ��������Ϊ�ڴ治�㵼�¼�����������ȥ�� ������ýϴ�����, ��Ȼռ���ڴ���, ����ģ�⾫���ֲ��ܵõ���֤�� ����������, ���IJ�������������ֲ�ģ�ⷽ��, �������Ŵ��Ͳĵļ�ѹ���̷�Ϊ����ν���ģ��, ÿһ����ģ������Ϊ��һ���ij�ʼ������ ����, ��ÿһ���п��Բ��ñȽ�ϸ�µ�����, ���ֲ���ռ�úܶ�ļ������Դ��
1���Գ��������������������
���������������������Ҫ�����Ŀռ����Euler���������ɢ�� ���ʴ�һ����Ԫ������һ����Ԫ, ���Ҳ��ϵ������� ����������Ҳ��֮��һ����Ԫ������һ����Ԫ�� �ڲ��������Ĺ�����, �����������¿��Ʒ���
[13 ]
:
�����غ㷽��:
?
��
?
t
+
?
��
v
i
?
x
i
=
0
?
?
?
(
1
)
�����غ㷽��:
?
(
��
v
i
)
?
t
+
?
(
��
v
i
v
j
+
��
��
i
j
?
S
i
j
)
?
x
j
=
0
?
?
?
(
2
)
�����غ㷽��:
?
��
E
?
t
+
?
(
��
v
i
E
)
?
x
i
=
?
[
v
i
(
S
i
j
?
��
��
i
j
)
]
?
x
j
?
?
?
(
3
)
ʽ�� �� �� v i S ij p �� E �ֱ�Ϊ���ϵ��ܶȡ� �ٶ�ʸ���� Ӧ��ƫ������ ѹ�������ܡ�
���Բ��ϵ�Ӧ����Ӧ���ϵ(��������ϵ)������ʽ��ʾ:
{
?
��
i
j
?
t
=
G
[
?
v
i
?
x
j
+
?
v
j
?
x
j
]
+
��
�B
?
v
k
?
x
k
��
i
j
��
�B
i
j
p
=
��
?
f
?
��
i
j
?
?
?
(
4
)
ʽ�� G ��
��
�B
�ֱ�Ϊ���ϵļ���ģ���ͱ�������,
��
�B
p ij �� Ϊ��Ӧ���� Ӧ���Լ�Ӧ�������йص�ϵ��, f Ϊ����������
״̬����:
d
d
t
��
V
��
��
d
V
=
-
��
S
��
��
v
i
n
i
d
S
?
?
?
(
5
)
ʽ�� V Ϊ��Ԫ���, S Ϊ��Ԫ�ı����, n i
����Staggered Grid
[14 ]
�������������Ʒ��̽����������չ��, Ȼ���������-������
[15 ]
�����ַ���, �Ӷ��õ���������ڱ�����ĸ�������������
2 FVM�ֲ�ģ�ⷽ��
2.1 ��������
����ģ����̰����²������:
1) ����CAD����ϵͳ�����Ͳļ�ѹģ�ߺ����ϵļ���ģ��, ���뵽��һ�������������ֵģ��ϵͳ��;
2) �������ϼ�ģ����ѧģ�ͽ����������������ϵ, ��������ϲ����� ���ղ�����ģ����Ʋ���;
3) ʩ����ѧ���¶ȱ߽�����, ��������������Ե�һ�����ι��̽���ģ��;
4) ��һ�����ν���, ����������ģ�������м������ļ�;
5) �����µ��������������ϵ, ��ʵ�ֵ�һ���������ģ��ϵͳ���ڶ����������ģ��ϵͳ�ļ������ݼ����ֳ����Ĵ���, ����һ���ij��ν����Ϊ��һ���ġ����ϡ�;
6) ����ģ������Ŀ��Ʋ���;
7) �������������ģ��ڶ������ι���;
8) ��ﵽԤ�ڵIJ�Ʒ��״, ������ģ����̽���, �����ظ�(4)��(7)��, ֱ���ﵽԤ�ڲ�Ʒ��״;
9) �������ģ������
2.2 ���ֲ�֮��ļ������ݴ���
������ά������ļ�������, ������Ԫ�в���������(�����嵥Ԫ)���ı���(�����嵥Ԫ)������������ʾ�� ���ݴ��ݹ�����, ���Ƚ���һ����ֵģ��ϵͳ�б�����ı�������ֽ��һϵ�������������Сƽ��, Ȼ����STL��ʽ����������ļ�, �����뵽��һ���������ģ��ϵͳ�С�
2.3 ���ֲ��������������ݴ���
Ϊ�˽���һ����ֵģ��ϵͳ�б�����������������ݵ���һ��ģ��ϵͳ��, �������ȼ����������������ϵ�����ĸ����ԭ�е��������������ϵ�еľֲ����ꡣ ��i Ϊ�µ��������������ϵ�����ĸ��, ������һ��������ϵ�еľֲ�����Ϊ(�� , �� , �� ), ��i ���������������ͨ����ʽ��ֵ�õ�:
f
i
(
��
,
��
,
��
)
=
��
j
=
1
p
��
j
(
��
,
��
,
��
)
f
j
0
?
?
?
(
6
)
ʽ�� f i �� , �� , �� )Ϊ�µ���������������ĸ��i ������һ����������(���ٶȳ��� Ӧ�����ʳ��� Ӧ�䳡�� Ӧ�������¶ȳ���), f
j
0
Ϊi �����ڵ�ԭ��������ϵ�и��ڵ���Ӧ����������; p Ϊ��Ԫ�Ľڵ����, N j �� , �� , �� )Ϊ��ֵ������
���ڲ���ԭ�������������ϵ�е��µ�����������ĸ��, �������������㡣 ����, ��õ���������һ�����������ֵģ��ij�ʼ����������
3 �����Ŵ��Ͳļ�ѹģ��
�����Ͳļ�ѹ������, ���ڼ�ѹ���ر��, ����������ֱ�Ӽ�����Ʒ, ʵ���������������õ���ģ�����ģ����Ԥ���Ρ� �����ڼ�ѹͷ������, �������Ԥ����ģ��, ����������Ԥ����ģ�ߵ���ǻ�Ժ�, �ſ�ʼ�������ģ�ߵĹ�����, �����ճ��Ρ�
ͼ1��ʾΪ�ɳ���ҵ��˾�����Ͻ��Ŵ��ͲIJ�Ʒͼ, ͼ2��ʾΪ��Ʒ�ߴ�ͼ, ͼ3��ʾΪ����ģ�����������ͼ�� �ò�Ʒ��С�ں�Ϊ1.4 mm, ��
ͼ1 ���Ͻ��Ŵ��ͲIJ�Ʒ Fig.1 Aluminum decoration part
ͼ2 ��Ʒ����ߴ�ͼ Fig.2 Section configuration(unit: mm)
ͼ3 ���������ͼ Fig.3 Die bearing design(unit: mm)
�ڱ������Ʒ, ��������ߴ���Խϴ� �ͲIJ���Ϊ6061���Ͻ�, ����ֱ��Ϊ120 mm�� ����Ԥ���¶�Ϊ480 ��, ģ���¶�Ϊ460 ��, Ħ��ϵ��Ϊ0.4��
��ֵģ����1.08CPU�� 1.0GRAM��PC������Ͻ��С� �ֱ��������Ԫ���� ���������һ��ģ�⡢ ����������ֲ�ģ��Ըò�Ʒ��ѹ���ν��з���, ѹ����Ϊ7.05 mm, �õ���Ӧ�ı�����״��ͼ4��ʾ�� ������Ԫ������, ����Ƶ���������ػ���, �������ղ�Ʒ��״ģ�����������ػ���(ͼ4(a))�� ͼ4(b)��ʾΪ���������һ��ģ����, ��
ͼ4 3��ģ�ⷽ���Ա� Fig.4 Results comparison among three simulation methods (a)��FEM simulation result; (b)��FVM one-step simulation result(Minimum element size is 1.2 mm); (c)��FVM multi-stage simulation result(Minimum element size is 0.9 mm)
С��Ԫ�ߴ�Ϊ1.2 mm�� ���Կ���, ���������ģ����������Ԫ���⻬, �����ܼ������������, �����ܻ��ֹ�ϸ, ��С��Ԫ�ߴ����С��1.2 mmʱ����Ϊ������ڴ治�����������ȥ�� ͼ4(c)Ϊ������������ֲ�ģ�ⷨ��ģ����, �ڼ����н����ι��̷�Ϊ����ģ��, ��С��Ԫ�ߴ����ȡ��0.9 mm, �����ģ�����ı���������3�ַ�������á�
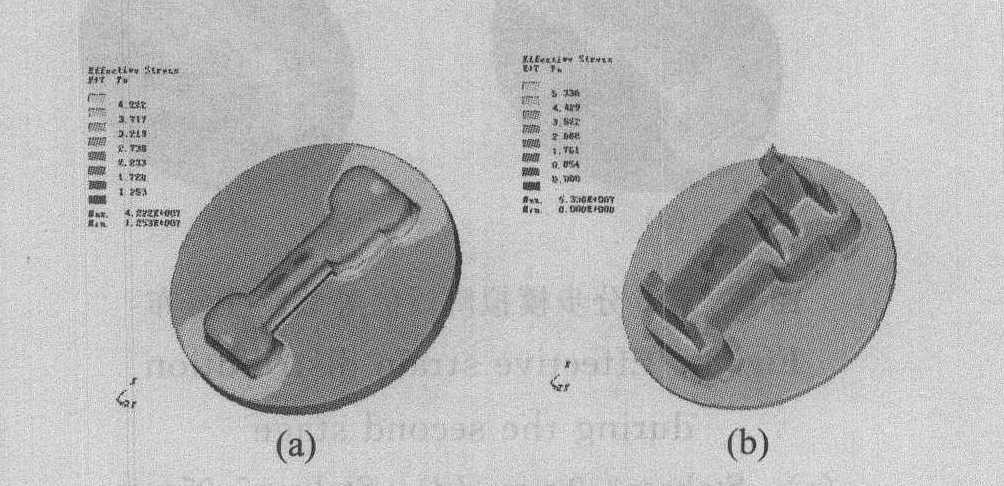
ͼ5��ʾΪ��1��ģ�����(�ò�ѹ����Ϊ3.0 mm)�ĵ�ЧӦ���ֲ����ݻ�����, ͼ6��ʾΪ�������1��ģ���������ݴ��ݺ��2��ģ�����(�ò�ѹ����Ϊ4.05 mm)�ĵ�ЧӦ���ֲ����ݻ������ �ɳ��ι���ͼ���Կ���, �������Ͳ�����ƽֱ, ����Ҳ�Ƚ�ƽ��, ˵������Euler��������������ֲ�ģ�ⷨ������Ч��ģ�ⱡ���Ͳļ�ѹ�������⡣ ��Ԥ���ο�ʼ��, ���Ϻ�ģ�߽Ӵ�������Ե���߸�������һ���ѱ�����, ���������ܵ���
ͼ5 ��1�ֲ�ģ��εĵ�ЧӦ���ֲ� Fig.5 Effective stress distribution during the first stage (a)��Stoke=0.9 mm; (d)��Stoke=3.0 mm
ͼ6 ��2�ֲ�ģ��εĵ�ЧӦ���ֲ� Fig.6 Effective stress distribution during the second stage (a)��Stoke=3.0; (d)��Stoke=7.05 mm
ѹͲ�� ģ�������������ѹ��ɵ�, �����ѹ�ոտ�ʼʱ������Ӧ���ϴ� ��������Ԥ����ģǻʱ, ����ɲ����ճ���ǰ��Ԥ�ȷ��䡣 ��Ԥ���ν����ڳ����������, ������������Ԥ���ε���ģǻ, ������Ҫ���������϶����뵼��ģģ����Ӵ��ı�������, ���������Ӧ��Ҳ��Խϴ� ���ľ���Ԥ���κ�ʼ���뵽�ճ���ƽ��ģ����������, ����ƽ��ģģ������, �������������ʮ������, ��������������ϵ�Ӧ�����, ��ʵ�ʳ����й�������ģ�ߵ�ĥ��Ҳ��Ϊ���ء�
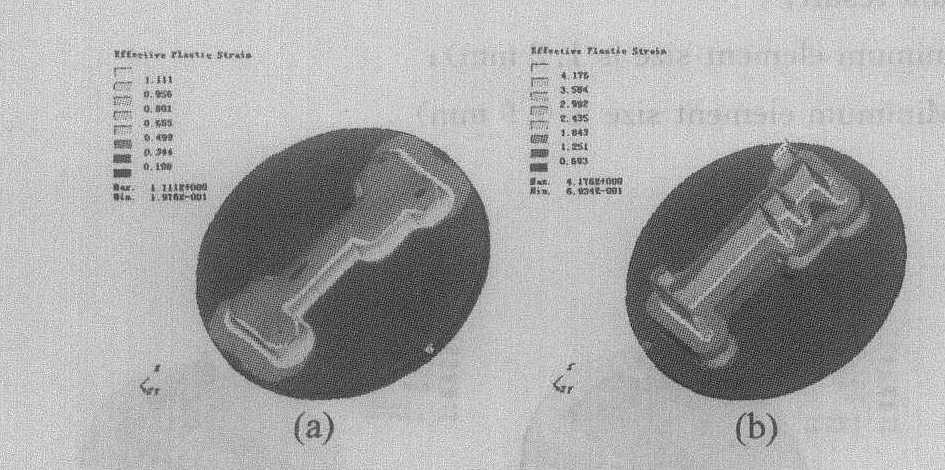
ͼ7��ʾΪ��1��ģ����̵ĵ�ЧӦ��ֲ����ݻ�����, ͼ8��ʾΪ�������1��ģ���������ݴ��ݺ��2��ģ����̵ĵ�ЧӦ��ֲ����ݻ������ ���Կ���, �ոտ�ʼʱ, �ѱ�����Ӧ��ϴ�, �����Ԥ���ν�, ������Ҫ������Ԥ���ε���ģ�ڱ�Ե�� �ճ��ν�, ������Ҫ������ƽ��ģģ����������, �����൱����, ����ЧӦ���4.176��
ͼ7 ��1�ֲ�ģ��εĵ�ЧӦ��ֲ� Fig.7 Effective strain distribution during the first stage (a)��Stoke=0.9 mm; (d)��Stoke=3.0 mm
ͼ8 ��2�ֲ�ģ��εĵ�ЧӦ��ֲ� Fig.8 Effective strain distribution during the second stage (a)��Stoke=3.0 mm; (d)��Stoke=7.05 mm
ͼ9��ʾΪ��1��ģ����̵��¶ȳ��ֲ����ݻ�����, ͼ10��ʾΪ�������1��ģ���������ݴ��ݺ��2��ģ����̵��¶ȳ��ֲ����ݻ������ ����ģ��Ԥ���¶�����ϳ�ʼ�¶Ƚӽ�, ������ģ���Ƚ�������, ���ι����б�������¶�������Ҫ���������Ա������Ⱥ�Ħ������, ����������¶ȳ��ķֲ������ЧӦ��ֲ���һ�¡� ����¶�ʼ�շ����ڵ���ǻ����������, �������ܵݼ���
ͼ9 ��1�ֲ�ģ��ε��¶ȷֲ� Fig.9 Temperature distribution during the first stage (a)��Stoke=0.9 mm; (d)��Stoke=3.0 mm
ͼ10 ��2�ֲ�ģ��ε��¶ȷֲ� Fig.10 Temperature distribution during the second stage (a)��Stoke=3.0 mm; (d)��Stoke=7.05 mm
4 ����
���ڱ����Ŵ��Ͳ�����ߴ���ұڱ����ص�, �������߲�������������ֲ�ģ�ⷽ��, �ɹ���ģ���˸��Ͳ������ѹ���ι��̡� ������������ֲ�ģ����ֶ����������Ͳĵļ�ѹ���ι���, һ������Ա��������ٻ�������, ��һ������Ժܺõؽ��һ��ģ�ⷽ�������ٵļ������Դ���������, ͨ������ÿһ��������Euler����ĸ�������ﵽϸ�������Ŀ��, ��������ģ������
�����
[1] ����ӱ��,�ܡ���,��ѩ��.��������ڿ��強ѹ���ι�����ά����Ԫ��ֵģ��[J].�Ϻ���ͨ��ѧѧ��,1998,32(5):1821.PENGYing hong,ZHOUFei,RUANXue yu.Numericalsimulationofjointshellextrusionprocessusing3Dfiniteelementmethod[J].JournalofShanghaiJiaoTongUniversity,1998,32(5):1821.
[2] ���ܡ���,��ӱ��,��ѩ��.���Ͳļ�ѹ��������Ԫ��ֵģ��[J].�й���ɫ����ѧ��,1998,8(4):637643.ZHOUFei,PENGYing hong,RUANXue yu.Numericalsimulationofaluminummaterialextrusionbyfiniteelementmethod[J].TheChineseJournalofNonferrousMetals,1998,8(4):637643.
[3] ��ParkYB,YoonJH,YangDY,etal.Finiteelementanalysisofsteady statethreedimensionalhelicalextrusionoftwistedsectionsusingrecurrentboundarycondition[J].IntJMechSci,1994,36(2):137148.
[4] ��YangDY,LeeCM,YoonJH.Finiteelementanalysisofsteady statethreedimensionalextrusionofsectionthroughcurveddies[J].IntJMechSci,1989,31(2):145156.
[5] ����ӱ��,������,������.CONFORM������ѹ���ι��̵ĸ�����������Ԫģ��[J].�й���ɫ����ѧ��,1993,3(4):4247.PENGYing hong,PENGDa shu,ZUOTie yong,SimulationofCONFORMcontinuousextrusionformingprocessusingrigidplasticityfiniteelementmethod[J].TheChineseJournalofNonferrousMetals,1993,3(4):4247.
[6] ���ơ���,����ڼ,������,��.�����Ͳļ�ѹ���̵���ֵģ��[J].�й���ɫ����ѧ��,2001,11(2):202205.YANHong,BAOZhong xu,LIUHe sheng,etal.Numericalsimulationofanglealuminumprofileextrusionprocesses[J].TheChineseJournalofNonferrousMetals,2001,11(2):202205.
[7] ��ChandaT,ZhouJ,KowalskiL.3DFEMsimulationofaluminumextrusionintheinitialnon steadystate[A].Proceedingsofthe6thICTP[C].1999(3):18131818.
[8] ��HAONan hai,LIKe zhi.Numericaldesignofdielandforshapeextrusion[J].ChineseJournalofMechanicalEngineering,2001,14(1):9193.
[9] ����ӱ��,�ܡ���,��ѩ��.˫��ѹ�����ڲ�ȱ�ݵ�Ԥ���о�[J].�Ϻ���ͨ��ѧѧ��,1996,30(2):122125.PENGYing hong,ZHOUFei,RUANXue yu.Theinteriordefectpredictionduringoppositeextrusionprocess[J].JournalofShanghaiJiaoTongUniversity,1996,30(2):122125.
[10] ���ܡ���,�ա���,��ӱ��.�������������������Գ��εĻ�������[J].�Ϻ���ͨ��ѧѧ��,2002,36(7):915919.ZHOUFei,SUDan,PENGYing hong.Basictheoryforsimulationofmetalformingwithfinitevolumemethod[J].JournalofShanghaiJiaoTongUniversity,2002,36(7):915919.
[11] ���ܡ���,�ա���,��ӱ��,��.���������ģ�����Ͳļ�ѹ���ι���[J].�й���ɫ����ѧ��,2003,13(11):6570.ZHOUFei,SUDan,PENGYing hong,etal.Simulationofaluminummaterialextrusionprocesswithfinitevolumemethod[J].TheChineseJournalofNonferrousMetals,2003,13(11):6570.
[12] ���ܡ���,�ա���,��ӱ��.���Ͳļ�ѹ����Ԫ����������Ա�ģ��[J].�Ϻ���ͨ��ѧѧ��,2003,37(7):10721076.ZHOUFei,SUDan,PENGYing hong.ContrastsimulationofaluminumextrusionprocesswithFEMandFVM[J].JournalofShanghaiJiaoTongUniversity,2003,37(7):10721076.
[13] ��VersteegHK,MalasekeraW.AnIntroductiontoComputationalFluidDynamics��theFiniteVolumeMethod[M].England:LongmanGroupLtd.,1995.5137.
[14] ��SlagterWJ,FlorieCJL,VenisACJ.Advancesin3Dforgingprocessmodeling[J].JournalofComputationalPhysics,1991,92:82105.
[15] ��������,������,���ĺ�,��.ʵ����ѧ�ֲ�[M].����:��ѧ������,2001.726732.SHENYong huan,LIANGZai zhong,XULu hu,etal.AppliedMathematicManual[M].Beijing:SciencePress,2001.726732