DOI:10.19476/j.ysxb.1004.0609.2019.11.05
SLM成形Ti-6Al-4V合金梯度结构的组织和力学性能
黄传收1,肖志瑜1,王 震1,黄嘉豪2,朱权利1
(1. 华南理工大学 机械与汽车工程学院,国家金属材料近净成形工程技术研究中心,广州 510640;
2. 广州昶联热等静压材料制造有限公司,广州 511470)
摘 要:本文设计一种上下层致密、中间多孔的“三明治”梯度结构材料,多孔层分别采用19.6、23.0和333.3 J/mm3的能量密度制备出A、B、C三种不同孔隙率的梯度结构,并对其组织和力学性能进行研究。结果表明:A型结构孔洞是无明显取向的连通孔,多孔层看不到明显的初生β柱状晶;B型结构是大量孤立孔伴随少量垂直于成形方向的连通孔,含有少量不连续的β柱状晶;C型结构多孔层的孔洞是截面为近圆形的孤立孔,多孔层中存在粗大的等轴晶。A型结构下致密层和多孔层的结合强度仅为72.3 MPa,在热应力作用下产生开裂;B型结构的拉伸强度可以达到979.1 MPa,伸长率为4.54%;C型结构的抗拉强度为1121.7 MPa,伸长率为7.05%。A、B、C型梯度结构的压缩弹性模量分别为19.7、31.5和43.7 GPa。
关键词:SLM;Ti-6Al-4V;梯度结构;组织结构;力学性能
文章编号:1004-0609(2019)-11-2489-12 中图分类号:TG146.2 文献标志码:A
Ti-6Al-4V合金以其良好的生物相容性、高比强度以及耐腐蚀等优异性能,在植入体和外科手术方面得到广泛应用[1-2]。但由于其弹性模量高于人骨的弹性模量,对人骨产生屏蔽效应,极大地降低使用寿命[1]。为使钛合金更好地与人骨匹配,科研人员做了大量工作,目前主要有两种方法改善这一问题,一是开发出了具有较低弹性模量的新材料,Gum Metal (Ti-36Nb- 2Ta-3Zr-0.3O)[3]和Ti2448 (Ti-24Nb-4Zr-8Sn)[4]是两种具有代表性的β钛合金,在保持高强度的同时大幅降低弹性模量值;二是通过设计多孔结构来降低弹性模量,并且零件的比表面积显著增加,有助于组织的依附生长[5]。
激光选区熔化成形作为比较成熟的增材制造技术,以逐层堆积的快速原型制造机理得到广泛研究[6-7],在制备个性化的异形件方面具有独特的优势。多孔材料制备方面应用较多的是拓扑多孔结构,SALLICA等[5]采用SLM成形三种不同孔隙率的多孔零件,结果表明多孔结构的力学性能满足Ashby- Gibson模型,并且弹性模量降至7 GPa左右,屈服强度约为130 MPa。DALLAGO等[8]通过SLM成形六种开孔胞状结构Ti-6Al-4V合金,并对其疲劳性能进行研究,结果表明弹性模量最低可以降为3 GPa左右,但同时Nf=1×106时疲劳强度仅有3.75 MPa。刘畅等[9]采用SEBM制备的多孔Ti-6Al-4V试样的极限压缩强度为27.6 MPa,而ZHAO等[10]采用SEBM成形Ti-6Al-4V合金多孔梯度结构,得到比单一多孔结构优异的性能,不仅密度较低,疲劳强度可达70 MPa。FOUSOVA等[11]采用SLM成形五种不同孔隙率的梯度结构Ti-6Al-4V合金,分别进行拉伸和压缩试验,发现梯度结构的力学性能和孔隙率成反比线性关系,表面多孔中间致密孔隙率为61%的试样弹性模量为(30±2.0) GPa,拉伸屈服强度为(230±15) MPa左右。现有研究大都只关注了成形件的弹性模量和力学性能,忽视了这种多孔结构可能带来的潜在问题。现有文献设计的多孔结构基本都是连通孔,这种结构可以增大比表面积使组织附着生长,但加工过程中也会增加在其表面粘附的未完全熔化的粉末[12-13],后处理很难完全去除,在植入人体后极易脱落造成感染。
人体自然骨为从表面到内部孔隙率逐渐增加的梯度结构,表面的皮质骨孔隙率为5%~10%,而内部松质骨可以达到50%~90%[2]。为了模仿人骨结构,本文通过改变成形参数制备梯度结构件,表面采用最优参数成形接近全致密的致密层,中间采用过大或过小能量密度参数成形多孔结构,这样可以使粉末尽可能地熔化从而粘附紧密,不至于植入后出现粉末脱落现象。对成形试样的微观组织进行分析,研究梯度结构不同位置的组织演变,并对试样进行压缩和拉伸试验,分析该梯度结构试样的力学性能,对加快SLM成形Ti-6Al-4V的应用具有重要的参考价值。
1 实验
1.1 粉末原料及其SLM成形
本研究采用的原料为EIGA法制备的Ti-6Al-4V合金粉末,粉末形貌及粒径粉末如图1所示。梯度结构试样采用SLM Solutions公司的SLM 280HL设备成形,该设备配备双400 W Yb-YAG激光器,光斑直径约为100 μm。本文通过改变扫描速度和激光功率来制备不同孔隙率的梯度结构,实验参数如表1所示。其中能量密度为体能量密度,计算方法如式(1)[14-15]所示,致密度为采用阿基米德排水法对相应参数成形样测试所得。
 (1)
(1)
式中:P是输入激光功率;v是激光扫描速度;扫描间距h为100 μm;铺粉层厚t为30 μm。相邻加工层的扫描条带旋转60°,条带内光斑路径旋转15°,扫描策略如图2所示。
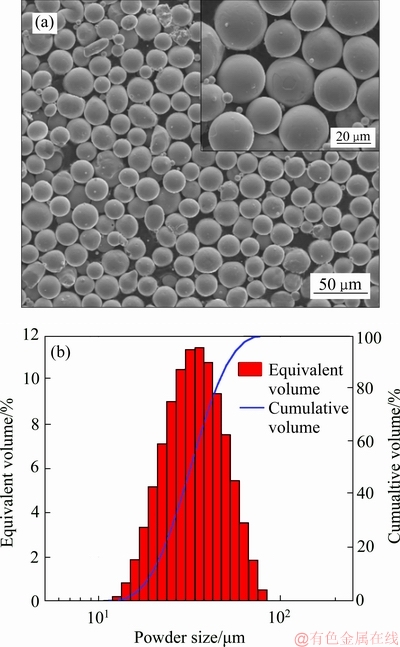
图1 Ti-6Al-4V合金粉末形貌及其粒度分布
Fig. 1 Morphology (a) and particle size distribution (b) of Ti-6Al-4V powders processed by EIGA method (insert graph is enlarged image of powders)
表1 梯度结构件成形参数设计
Table 1 Processing parameters used to fabricate gradient structure parts

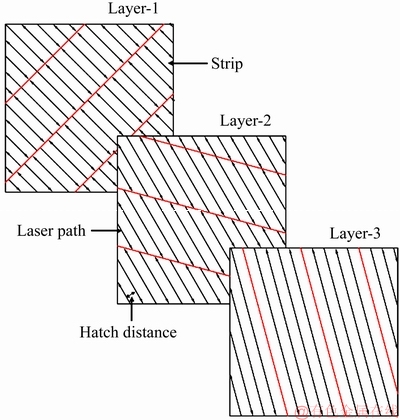
图2 激光扫描策略
Fig. 2 Scanning strategy of laser
梯度结构上下层致密为2 mm厚,采用参数S进行成形,采用低能量密度参数M1、M2和高能量密度参数M3来加工中间2 mm的多孔结构。三种梯度结构分别为记为A、B、C,其对应的成形参数组合分别为S+M1、S+M2、S+M3。
1.2 微观组织和硬度分析
将梯度结构试样的侧面用600#~3000#砂纸打磨,然后用SiO2悬浊液抛光。使用现配的腐蚀液进行刻蚀,腐蚀液配比为3 mL HF、6 mL HNO3和90 mL蒸馏水。梯度结构不同部位的界面和显微组织分别采用OM、SEM和XRD检测观察,分析成形参数和位置对显微组织的影响。
采用维氏硬度仪测量试样的硬度,分别在梯度结构的上下致密层选取15个点进行测试,使用1.96 N载荷,保压15 s,将测得的硬度取平均值来排除数据的偶然性,从而对试样成形过程中的组织演变进行论证。
1.3 力学性能测试
为测试致密层和多孔层的结合效果,采用S+M1参数分别成形多孔层在上、多孔层在下和竖直摆放的台阶剪切试样,如图3所示,下台阶尺寸为10 mm×30 mm×3 mm,上台阶尺寸为10 mm×10 mm×3 mm,剪切速率为1 mm/s。
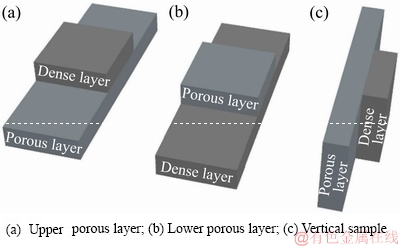
图3 台阶剪切试样示意图
Fig. 3 Schematic diagram of shear specimens
拉伸试样是由预先成形的6 mm×6 mm×40 mm的长条样机加工而来,其尺寸如图4(a)所示,标距为15 mm,拉伸样的轴线与成形方向垂直,中部为2 mm厚的多孔层,标距部分平行于多孔层的上下两部分为0.5 mm厚的致密层,截面如图4(b)所示。由于S+M1参数成形过程中出现开裂,所以只对B、C型梯度结构进行拉伸性能分析。压缩试样是采用线切割从成形方块样切下来的,压缩样尺寸为d 3 mm×6 mm,轴线平行于成形方向,其结构为中间2 mm厚的多孔结构,上下各2 mm的致密层。拉伸和压缩试验均采用岛津AGS-10kN设备在室温下进行,拉伸和压缩速率均为0.5 mm/min,采用SEM对拉伸和压缩断口进行观察分析。

图4 拉伸试样示意图
Fig. 4 Schematic diagram of tensile specimen (Unit: mm)
2 结果与讨论
2.1 显微组织与硬度
图5~7所示分别为A、B、C型梯度结构试样的光学显微组织图。从A、B型结构试样中部可以看到因能量密度小,粉末不能完全熔化而形成的多孔结构,并且能量密度相对较小的M1成形层孔隙率更大,并且形成的孔以连通孔居多;而能量密度较大的M2成形的C型结构的多孔层孔隙率变小,并且孔洞不完全连通,只有部分与加工方向垂直的扁长形连通孔,其它为较小的不规则孔洞;C型结构的多孔层孔洞截面为近圆形,这种孔洞是在成形过程中熔池内卷入气体所致,在气体压力、金属液体静压力及表面张力下形成近球形焊孔。
梯度结构的成形顺序对各部分的焊合效果也有较大影响。从图5(b)和(d)及图6(b)和(d)的梯度结构搭接处可以发现,上部的致密层和多孔层的焊合效果相较于下部要好。因为SLM成形试样的表面粗糙度较大,后续各层粉末的均匀性变差,输入能量密度较小时粉末熔化不完全,进一步加剧粉末熔融的不均匀性,从而导致焊合效果变差;而当能量密度增加时,焊合效果得到改善,对比图5(d)和图6(d)可以看出,B型梯度结构的焊合搭接效果明显优于A型梯度结构的。当高能量密度参数在粗糙的多孔结构面成形时,由于可以充分熔化粉末且熔池较深,金属液填充界面层的孔洞,从而可以将致密部分和多孔部位界面较好地焊合。通过梯度结构的成形可以发现,高能量密度的成形参数在低能量密度参数成形试样表面成形的焊合效果比低能量密度参数在高能量密度成形试样表面成形的焊合效果好。

图5 A型梯度结构的光学显微组织图
Fig. 5 Optical microstructures of gradient sample A in middle part(a), top part(b) and bottom part(d) and details of middle part(c)
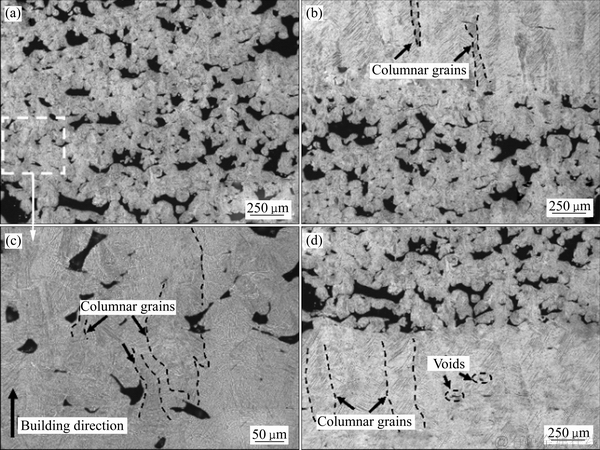
图6 B型梯度结构的光学显微组织图
Fig. 6 Optical microstructures of gradient sample B in middle part(a), top part(b) and bottom part(d) and details of middle part(c)

图7 C型梯度结构的光学显微组织图
Fig. 7 Optical microstructures of gradient sample C in middle part(a), top part(b) and bottom part(d) and details of middle part(c)
对比梯度结构上下致密层的显微组织可以发现,上部的初生β相柱状晶相较于下层较细小且不连续,取向偏离成形方向较大。这主要是成形时的散热速度和散热方向不同造成的,与基板直接接触的下致密层成形时的热量主要以热传导的形式散失,因为成形部分与基板的温差较大,热量沿着与成形方向相反的方向传导,从而初生β相柱状晶沿着成形方向外延生长,而柱状晶内部由于冷却较快形成取向各异的针状亚稳相α’马氏体。而上部的致密层由于在散热性较差的多孔结构上成形,其散热速度降低,但相较于周围的粉末,连接的多孔结构散热性又相对较好,所以形成了上部较小的不连续初生β相柱状晶。C型结构的成形致密度较高,界面无明显缺陷,上下层的初生β柱状晶尺寸相当,中间层因为在成形过程中过大的能量输入对已成形部分有热影响,形成较为均匀的组织。
采用扫描电镜对A型和C型结构的上下致密层和中间多孔层的组织进一步分析,图8所示为两种结构试样不同部位的SEM像。A型结构的上下致密层针状组织存在一定差别,下致密层在较快的冷却速度下形成较细的马氏体组织,而上致密层因多孔层的存在冷却速度比下致密层慢,初生马氏体的长度和厚度均较大。中间层因为粉末熔化不充分,不连续部分的显微组织和粉末截面组织类似,为取向各异的针状组织。C型结构致密层和多孔层的显微组织没有明显差别,针状马氏体与成形方向成近似45°夹角。通过EDS能谱对上下致密层和中间多孔层的成分进行半定量分析,发现三种结构不同位置的成分均无明显差别,和粉末的成分一致。
图9所示为A型和C型结构上下致密层的XRD谱。由图9可见,上下层的显微组织均为α/α’马氏体,但峰强比发生变化,这可能是由于上下致密层中内应力不同造成的。采用Jade分别对两种结构试样的上下层的XRD谱进行分析,发现A型结构的下致密层相较于上致密层向高角度偏移,说明过快的冷却速度使更多的Al、V原子以固溶体的形式存在,而C型结构的上下致密层无明显差异;通过对XRD衍射峰半高宽的统计发现,A型结构下致密层衍射峰的半高宽大于上致密层,说明下致密层具有较细的晶粒,C型结构也有类似的现象,但没有A型结构明显。
上下致密层的维氏硬度测试结果如图10所示,可以看出A、B型梯度结构的上部致密层硬度稍低于与基板直接接触的下致密层。因为α’马氏体的硬度比α和β相的硬度高[12, 16],并且下层的针状组织比上层的小,所以导致下层的硬度稍高。C型结构具有较为均匀的组织,上下层的显微硬度无明显差别。

图8 A型和C型结构试样不同部位的扫描电镜显微组织图
Fig. 8 SEM images of gradient samples A and C

图9 A、C型结构上下致密层的XRD谱
Fig. 9 XRD patterns of gradient samples A and C in top part and bottom part

图10 梯度结构上下致密层的维氏硬度
Fig. 10 Vickers hardness of gradient structure samples in upper and lower dense layers
2.2 界面结合性能分析
图11所示为A型结构不同成形次序时致密层和多孔层的剪切强度,其中致密层在下多孔层在上的成形方式得到试样的剪切强度最小,仅为72.3 MPa,两层的结合效果最差,当多孔层在下致密层在上时,剪切强度为180.0 MPa,得到大幅提升;当对试样竖直摆放成形时,剪切强度为147.8 MPa。因此,水平布置成形时即便上致密层和多孔层结合效果很好,但下致密层和多孔层的剪切强度下降明显,会成为明显的弱面,降低材料的性能,而竖直布置成形的界面结合效果一致且结合效果较好,所以此种“三明治”结构成形时应采用合理的布置以避免开裂现象。

图11 不同成形次序A型结构的剪切强度
Fig. 11 Shear strength of A-type structures with different forming sequences
2.3 拉伸性能分析
水平布置成形时,A型结构在成形过程中从多孔层和下致密层界面处发生翘曲开裂,无法成形出拉伸样,故只对B、C型梯度结构和致密试样进行拉伸性能试验,性能测试结果如图12所示,B型结构抗拉强度可以达到979.1 MPa,与铸造钛合金相当,伸长率为4.54%,低于打印态的致密Ti-6Al-4V合金性能。结构C的拉伸性能和致密Ti-6Al-4V合金性能相当,抗拉强度为1121.7 MPa,伸长率为7.05%,与致密态相当。

图12 致密样及B、C型梯度结构试样的拉伸性能
Fig. 12 Tensile properties of dense sample and gradient samples with structure B and C
图13所示为B型梯度结构试样的拉伸断口形貌。由图13(a)可以看出,致密层和多孔层断口形貌存在明显差别,对界面处放大(见图13(c))可以看到致密层和多孔层的焊合效果很好。进一步对致密层和多孔层断口区分别进行观察,二者均存在大量较浅韧窝,但在致密层部分除了大量等轴韧窝外,还存在较长的准解理撕裂棱,在撕裂棱旁边是由于剪切应力导致的伸长韧窝(见图13(d))。由图6(b)和(d)可以看出,在致密层部分存在一些垂直于成形方向的细长微孔,其主要是层与层之间熔融效果不好导致的。这种形状的微孔在拉伸试验时会产生较大的应力集中,裂纹迅速扩展形成撕裂棱,从图13(d)中的撕裂棱位置可以看到导致裂纹萌生的微孔。随着裂纹的扩展应力集中消失,材料开始以微孔聚集型方式断裂,形成大量的等轴韧窝。图13(e)所示为多孔层的断口放大图,其结构导致断口由连续和孤立的小岛组成,其断裂形式以脆性断裂为主,存在较浅韧窝。这与成形时的能量输入有关,激光输入能量不足以完全熔化粉末,在图13(e)中可见存在未熔化的粉末,形成表面粗糙的的无序支架结构。这种表面粗糙的结构易使裂纹从表面向内扩展[17],大量的无序结构会增加裂纹萌生的几率,从而对成形件的塑形造成不利影响。

图13 B型梯度结构试样的拉伸断口形貌
Fig. 13 Tensile fracture morphologies of gradient structure sample B
图14所示为C型梯度结构试样的拉伸断口形貌图。由图14(c)可以看出,断口处存在明显的分界线,高能量密度的成形参数M3成形部分存在大量孔洞,并且断口相对于参数S成形部分更加粗糙。从图14(b)可以看出,在孔洞边缘有少量向外生长的裂纹,表明该孔洞会成为裂纹源,并且裂纹的扩展方向基本垂直于成形方向。孔洞内表面为波纹状,并且截面轮廓为近圆形,但球形孔在拉应力载荷下不会产生应力集中而成为裂纹源,其中部分不规则孔洞会成为裂纹源。图14(d)所示为能量密度为83.3 J/mm3参数成形部分的断口,以看到大量的等轴韧窝,同时存在部分撕裂棱和准解理面,说明该结构试样为混合型的断裂形式。
2.4 压缩性能分析
图15所示为梯度结构试样的压缩应力应变曲线。由图15可以看出,随着多孔层成形激光能量密度的增加,试样的抗压强度和压缩应变都显著增加。能量密度最大的C型结构试样极限压缩强度接近1600 MPa,应变为26.9%;能量密度不到20 J/mm3的A型结构试样仍有近1200 MPa的抗压强度,并且压缩比也接近20%。通过对三组压缩样的线弹性变形阶段曲线拟合,得到结构A、B、C的压缩弹性模量分别为19.7、31.5和43.7 GPa。从压缩曲线直线段的斜率可以看出,能量密度越低,试样孔隙率越大,从而其弹性模量下降越明显,A型结构试样的斜率最小,相对于C型结构弹性模量大幅降低。
A、B型结构试样压缩过程中首先在中间多孔层出现鼓形,A型结构的鼓形比B型结构稍明显,而C型结构未出现鼓形。采用扫描电镜对试样的压缩断口进行观察,三种试样断口形貌如图16~18所示。图16所示为梯度结构试样A的断口形貌图,其中图16(a)所示为致密层处断口,图16(c)所示为其局部放大图。可以看出致密层部分为等轴韧窝和拉长韧窝混合断裂形式,而多孔层是孤岛状的实体,断口不连续,主要为剪切断裂形式,并伴随少量韧窝,由于实体的不连续性导致受力方向不断变化,导致在致密层两种韧窝交替出现。图17所示为B型梯度结构的压缩断口形貌,因其多孔层成形能量密度高于A型结构,未熔粉末数量明显减少。致密层部分的断裂形式也有较大差异,在图17(c)中等轴韧窝为主,拉长韧窝减少。多孔层部分的断裂以解理断裂为主,从图17(d)可以看到明显的解理面。结合应力应变曲线和断口可以发现不同能量密度成形的多孔层存在较大差别,结构的差异对其性能影响很大。

图14 C型梯度结构试样的拉伸断口形貌图
Fig. 14 Tensile fracture morphologies of gradient structure sample C

图15 梯度结构试样的压缩应力-应变曲线
Fig. 15 Compressive stress-strain curves of gradient structure samples
图18所示为C型结构试样的压缩断口形貌图,试样宏观断裂沿着45°最大切应力面产生的。M3参数激光能量输入足以完全熔化金属粉末,所以断口处观察不到未熔化的粉末。通过图18(a)和(b)上下层断口可以看到剪切断裂形貌,且在剪切方向存在犁沟。在中间高能量密度成形层存在部分等轴韧窝,这主要是因为成形过程中的组织差异造成的。当能量密度过大时,可以减缓成形层的冷却速度,从而在成形方向不会出现明显的初生柱状晶,并且冷却速度较慢导致针状亚稳相α’减少,可能会形成α+β双相区,提高其塑形。从C型结构(见图7)的侧面显微组织可以看出,高能量密度参数成形层组织明显不同于上下层,其成形组织较大且更加均匀,与其压缩断口的形貌相吻合。

图16 A型梯度结构试样的压缩断口形貌图
Fig. 16 Compression fracture morphologies of gradient sample A

图17 B型梯度结构试样的压缩断口形貌图
Fig. 17 Compression fracture morphologies of gradient sample B

图18 C型梯度结构试样的压缩断口形貌图
Fig. 18 Compression fracture morphologies of gradient sample C
3 结论
1) A、B型结构上下致密层的组织存在相同规律,下层初生β柱状晶粗大,而上层β柱状晶较小且不连续,主要受到成形过程中的散热方式的影响,靠近基板的下层冷却速度快,形成较多的α’相,其硬度较高;C型结构孔隙率较低且为不连续的近球形孔,对成形过程中热量散失影响较小,上下致密层组织接近,硬度也无明显差别。
2) 水平布置成形梯度结构试样时,下致密层和多孔层的结合强度仅为72.3 MPa,而上致密层与多孔层的结合强度为180 MPa,强度的悬殊会出现弱面提前破坏,竖直布置成形试样的界面结合强度为147.9 MPa,且性能均匀。
3) A型结构的多孔层和底部致密层结合强度较差,在成形过程中会因为内部热应力累积出现开裂;只对B、C型结构试样进行拉伸试验,B型结构试样的抗拉强度为979.1 MPa,伸长率为4.54%,内部无序的多孔结构会增加裂纹源,但表面致密层可以保证其具有较高的断裂强度。C型结构试样的抗拉强度为1121.7 MPa,伸长率为7.05%。
4) 能量密度最大的C型结构试样极限压缩强度为1579.9 MPa,应变为26.9%;能量密度最低的A型结构试样仍有1174.8 MPa的抗压强度,并且压缩应变也接近20%。压缩过程中结构A、B存在明显鼓形,致密层断口等轴韧窝和拉长韧窝交替出现;而结构C为45°最大切应力面发生断裂,断口含极少量较小韧窝,在剪切方向出现犁沟。
5) 梯度结构的压缩弹性模量随孔隙率的增加而降低,A、B、C型结构的压缩弹性模量分别为19.7、31.5和43.7 GPa。
REFERENCES
[1] BANDYOPADHYAY A, ESPANA F, BALLA V K, BOSE S, OHGAMI Y, DAVIES N M. Influence of porosity on mechanical properties and in vivo response of Ti6Al4V implants[J]. Acta Biomaterialia, 2010, 6(4): 1640-1648.
[2] YAN C, HAO L, HUSSEIN A, YOUNG P. Ti-6Al-4V triply periodic minimal surface structures for bone implants fabricated via selective laser melting[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2015, 51: 61-73.
[3] WITHEY E, JIN M, MINOR A, KURAMOTO S, CHRZAN D S, MORRIS J W. The deformation of “Gum Metal” in nanoindentation[J]. Materials Science and Engineering A, 2008, 493(1/2): 26-32.
[4] ZHANG L C, KLEMM D, ECKERT J, HAO Y L, SERCOMBE T B. Manufacture by selective laser melting and mechanical behavior of a biomedical Ti-24Nb-4Zr-8Sn alloy[J]. Scripta Materialia, 2011, 65(1): 21-24.
[5] SALLICA-LEVA E, JARDINI A L, FOGAGNOLO J B. Microstructure and mechanical behavior of porous Ti-6Al-4V parts obtained by selective laser melting[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2013, 26: 98-108.
[6] ALI H, GHADBEIGI H, MUMTAZ K. Effect of scanning strategies on residual stress and mechanical properties of selective laser melted Ti6Al4V[J]. Materials Science and Engineering A, 2018, 712: 175-187.
[7] XU W, BRANDT M, SUN S, ELAMBASSERIL J, LIU Q, LATHAM K, XIA K, QIAN M. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition[J]. Acta Materialia, 2015, 85: 74-84.
[8] DALLAGO M, FONTANARI V, TORRESANI E, LEONI M, PEDERZOLLI C, POTRICH C, BENEDETTI M. Fatigue and biological properties of Ti-6Al-4V ELI cellular structures with variously arranged cubic cells made by selective laser melting[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2018,78: 381-394.
[9] 刘 畅, 王辰宇, 刘 贺, 王中汉, 林高用. 3D打印Ti6Al4V钛合金支架的力学性能及生物相容性[J]. 中国有色金属学报, 2018, 28(4): 758-765.
LIU Chang, WANG Chen-yu, LIU He, WANG Zhong-han, LIN Gao-yong. Mechanical properties and biocompatibility of 3D printing Ti6Al4V titanium alloy scaffolds[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(4): 758-765.
[10] ZHAO S, LI S J, WANG S G, HOU W T, LI Y, ZHANG L C, HAO Y L, YANG R, MISRA R D K, MURR L E. Compressive and fatigue behavior of functionally graded Ti-6Al-4V meshes fabricated by electron beam melting[J]. Acta Materialia, 2018, 150: 1-15.
[11] FOUSOVA M, VOJTECH D, KUBASEK J, JABLONSKA E, FOJT J. Promising characteristics of gradient porosity Ti-6Al-4V alloy prepared by SLM process[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2017, 69: 368-376.
[12] ZHAO X, LI S, ZHANG M, LIU Y D, SERCOMBE T B, WANG S G, HAO Y L, YANG R, MURR L E. Comparison of the microstructures and mechanical properties of Ti-6Al-4V fabricated by selective laser melting and electron beam melting[J]. Materials & Design, 2016, 95: 21-31.
[13] 张 弥, 王晓东, 苏亚东, 关志东. 钛合金点阵夹芯结构弯曲性能[J]. 中国有色金属学报, 2018, 28(3): 457-464.
ZHANG Mi, WANG Xiao-dong, SU Ya-dong, GUAN Zhi-dong. Bending behavior of titanium truss core sandwich structure[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(3): 457-464.
[14] THIJS L, VERHAEGHE F, CRAEGHS T, HUMBEECK J V, KRUTH J P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[15] SHIPLEY H, MCDONNELL D, CULLETON M, COULL R, LUPOI R, O'DONNELL G, TRIMBLE D. Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: A review[J]. International Journal of Machine Tools and Manufacture, 2018, 128: 1-20.
[16] BENEDETTI M, FONTANARI V, BANDINI M, ZANINI F, CARMIGNATO S. Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting: Mean stress and defect sensitivity[J]. International Journal of Fatigue, 2018, 107: 96-109.
[17] PEGUES J, ROACH M, SCOTT WILLIAMSON R, SHAMSAEI N. Surface roughness effects on the fatigue strength of additively manufactured Ti-6Al-4V[J]. International Journal of Fatigue, 2018, 116: 543-552.
Microstructures and mechanical properties of Ti-6Al-4V graded structures manufactured by selective laser melting
HUANG Chuan-shou1, XIAO Zhi-yu1, WANG Zhen1, HUANG Jia-hao2, ZHU Quan-li1
(1. National Engineering Research Center of Near-Net-Shape Forming for Metallic Material, School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China;
2. Guangzhou Zoltrix HIP Material Limited, Guangzhou 511470, China)
Abstract: A sandwich model of gradient structure was designed in this paper. The upper and lower dense layers were formed using optimal processing parameters. Three kinds of structure A, B, C with different porosity of middle layer were produced at different laser energy density of 19.6, 23.0 and 333.3 J/mm3. The microstructures and mechanical properties of gradient structures were investigated. The results show that the pore in structure A is interconnecting pores without obvious orientation. Many small isolated pores and a small amount of interconnecting pores exist in structure B. All pores in structure C with nearly circular cross-section are isolated holes. As a result, structure A has unobvious columnar grains due to the high porosity, while structure B contains some discontinuous prior β columnar grains. Structure C is consisted of coarsened equiaxed grains rather than columnar grains. The shear strength between lower dense layer and porous layer of samples with structure A is only 72.3 MPa. And it appears cracking in the forming process. Tensile strength of samples with structure B still reaches 979.1 MPa combined with elongation of 4.54%. Tensile strength of samples with structure C is 1121.7 MPa, and the elongation is as high as 7.05%. The modulus of structure A, B and C are 19.7, 31.5 and 43.7 GPa, respectively.
Key words: selective laser melting; Ti-6Al-4V; gradient structure; microstructures; mechanical properties
Foundation item: Major instrument project(516227805) supported by the National Natural Science Foundation of China; Team project(2015A030312003) supported by the Natural Science Foundation of Guangdong Province, China; Projects(2014B010129003, 2016B090931006, 2017B090901025) supported by the Department of Science and Technology of Guangdong Province, China
Received date: 2018-12-11; Accepted date: 2019-04-04
Corresponding author: XIAO Zhi-yu; Tel: +86-13922266121; E-mail: zhyxiao@scut.edu.cn
(编辑 何学锋)
基金项目:国家自然科学基金重大仪器专项(516227805);广东省自然科学基金团队项目(2015A030312003);广东省科技攻关项目(2014B010129003,2016B090931006,2017B090901025)
收稿日期:2018-12-11;修订日期:2019-04-04
通信作者:肖志瑜,教授,博士;电话:13922266121;E-mail:zhyxiao@scut.edu.cn

