���±�ţ�1004-0609(2010)S1-s0365-04
TC11�ѺϽ�ת��ҶƬ���ѷ���
�������������� ��
(�������ղ����о�Ժ������ 100095)
ժ Ҫ��ij�ͷ�������ʹ�ù�����һƬ�ѺϽ�ת��ҶƬ��Ҷ�����������ѹ��ϡ���Ըù���ҶƬ����չ�������ò�۲졢�Ͽں��۹۲졢������֯��顢��ѧ�ɷּ�Ӳ�ȼ����о���������Ϸ����������ص㣬ȷ����ҶƬ�������ʺ�ԭ���������ѹ����ת��ҶƬ��������Ϊ����ƣ�Ͷ��ѣ�ƣ�����Ƶ��γ���ҶƬ�ֲ�Ӧ��״̬�йأ�����ĥ��ٽ���ƣ�����Ƶ�������
�ؼ��ʣ�ת��ҶƬ��ƣ�ͣ���ĥ�𣻶��ѣ�ʧЧ����
��ͼ����ţ�TG 407���� ���ױ�־�룺A
Fracture analysis of rotor blade of titanium alloy TC11
HE Yu-huai, LIU Chang-kui, ZHANG Bing
(Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: A rotor blade of titanium alloy TC11 in an aero-engine fractured at the root segment during service. Appearance observation, fracture surface observation, metallurgical structure examination, chemical composition analysis and hardness testing were carried out to find out the failure mode and cause of the fractured blade. The results show that the fracture mode of the rotor blade is high-cycle fatigue fracture. The initiation of the fatigue crack is related to local stress state of the blade, and inching wear promotes the initiation of fatigue crack.
Key words: rotor blade; fatigue; inching wear; fracture; failure analysis
ѹ����ת��ҶƬ�Ǻ��շ������ṹ���еĹؼ��㲿��֮һ�������������ࡢ���嵥�����غ�״���Ͽᡢ�����������ӣ������Ϊ������ʹ�ú�ʵ���й�������ߵ��㲿��֮һ[1]��ѹ������ѹת��ҶƬ�������Ͻ𡢽ṹ�ֺ��ѺϽ����������ɣ������Ƚ��ĸ����رȷ�������ѹ������ѹת��ҶƬ����������ѺϽ��Ƴ�[2]������ת��ҶƬ���ѵ��µ����ط����¹ʲ����ڹ�ȥ�����ڣ������ڽ�������������ȫ���⣬���ͺź��շ�������������ת��ҶƬ����[3-4]����˶Է������ϵķ�����ת��ҶƬ���з������ҳ���ʧЧ�ص���ɣ����ڽ���������⼰Ԥ��ͬ����ϵķ���������Ҫ�����塣ij�ͺŷ�������ѹ����ת��ҶƬ����TC11�ѺϽ�����Ƴɡ�����һ̨�������ڽ��е��濪������з���һҶƬ��Ҷ�����ѣ�����ҶƬ�����ش��ˡ��������߶Զ���ҶƬ��������۹۲졢�Ͽں��۷������ͷ����Ӵ��ۼ��۲졢ҶƬ����֯�۲����Ӳ�ȼ�⣬ȷ����ҶƬ�������ʣ�������ԭ������˷�����
1 ʵ��
1.1 ��ۼ��Ͽں�۹۲�
����ҶƬ�����ͼ1��ʾ���Ͽ���Ҫ��A��B��C��������ɡ�A��B�Ͽ�֮����������ѷ졣���ͷ��龲۽Ӵ��ۼ���Ե�ɼ����Ե����˴������˴�����������A�Ͽ�������
A��B�Ͽں���Ͽɼ�������ƣ�ͻ��ߣ���ƣ�����߷�����ж�A�Ͽ�ƣ��������ʼ��Ҷ������Ҷ��������߷�����չ��B�Ͽ�ƣ��Դλ��Ҷ����棬��Ҷ���ͽ����߷�����չ��C�Ͽ�λ��ҶƬ������һ�࣬��Ҷ����45?���ң�ΪҶƬ������������������A�Ͽ�������
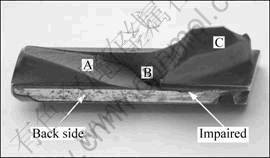
ͼ1 ����ҶƬ�����ò
Fig.1 Appearance of fractured blade
��A��B�Ͽ�֮����ѷ죬����A�Ͽ�ƣ��Դλ���ѷ��������˴���Ӧ�������ж�Դ��������ԴΪ��Դ��������3.5 mm������ƣ��ԴΪ���ĵ�ƣ�ͻ������ԣ���ͼ2��ʾ��
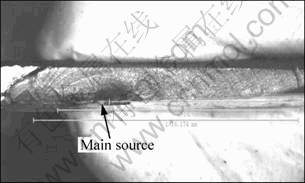
ͼ2 A�Ͽ�ƣ��Դλ�ü���ò
Fig.2 Appearance and location of fatigue source of fracture A
1.2 �Ͽ��۹۲�
����JSM5600ɨ��羵�ԶϿڽ����۹۲졣A�Ͽ���Դ���ͱ���ò��ͼ3��ʾ����ƣ��ԴΪ���ĵ�ƣ�ͻ���������������չ����Ҳ��ƣ��ԴΪ���ijʷ���״����ƣ��Դ��ĥ�����ء�A�Ͽ���չ���Ŵ�۲�ɼ�ϸ��ƣ��������������ͼ4��ʾ��B�Ͽ�ƣ��Դλ��Ҷ����棬�������ߺ�ƣ�ͻ�����������չ��Ҳ��ƣ��������C�Ͽ�������Ϊ������ò��
1.3 ҶƬ�ͷ�ۼ��۲�
�ۼ��۲�Ҳ����ɨ��羵��Ҷ���ͷ�������˴�λ��ҶƬ�ͷ��龲۽Ӵ��ۼ���Ե�����˴��ڴ��ڶ������ƣ��ɼ����Ե�Ħ�����ۣ���ͼ5��ʾ�����⣬Ҷ����ͷ����Ҳ�����ƵĽӴ����˺ۼ���������ɼ���ѹ��ĥ����ͼ6��ʾ��
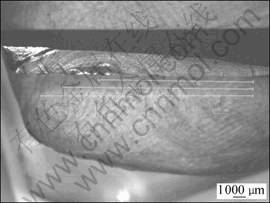
ͼ3 A�Ͽ���Դ���ͱ���ò
Fig.3 Low-magnification appearance of main source region of fracture A
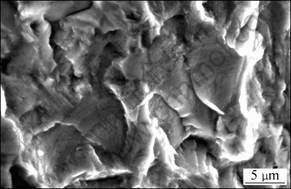
ͼ4 A�Ͽ���չ��ƣ����������
Fig.4 Fatigue strips characteristic of extension region of fracture A

ͼ5 ҶƬҶ�����ͷA�Ͽ�Դ���������˴�
Fig.5 Damage band at counterpart of source region of fracture A
1.4 ����֯�۲�
�ڶ���ҶƬ�ͷ�����ȡ����������ĥ��ʴ�����OLYMPUS GX51��ѧ�������й۲졣ҶƬ����֯��ͼ7��ʾ����ͼ7�ɼ���ҶƬ����֯Ϊ˫̬��֯�����»����Ϸֲ�������࣬����֯δ���쳣��
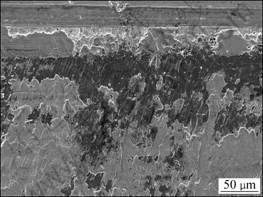
ͼ6 ҶƬ�ͷ�Ӵ��ۼ���Ե���ڵ�����Ħ������
Fig.6 Longitudinal friction streaks at counterpart of source region of fracture A
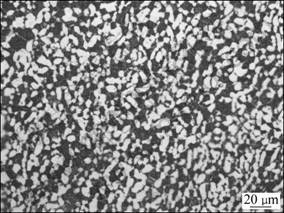
ͼ7 ����ҶƬ��������֯
Fig.7 Longitudinal microstructure of fractured blade
2 ����������
2.1 �������ʡ���Դ�����ѹ��̷���
ͨ���ԶϿڵĺ��۹۲��֪���Ͽں���Ͽɼ�������ƣ�ͻ��ߣ����Ͽɼ�ϸ��ƣ���������Ͽ���ƣ����չ��֣�ƣ����չ�����ռ�����Ͽ������90%���ϣ�����ƣ��ԴΪ��Դ����ˣ�ҶƬ��������Ϊ����ƣ�Ͷ��ѡ�
����ҶƬA��B�Ͽھ�Ϊƣ�ͶϿڣ������Ͽ�Դ���ֱ�λ��Ҷ����Ҷ�裬����жϸ�ҶƬ������ƣ��Դʮ����Ҫ��A�Ͽ���ʼ��ҶƬҶ�����ͷ��ѹ������龲۽Ӵ��ۼ���Ե���������ߺ�Ҷ�跽����չ����B�Ͽ���ʼ��Ҷ���в���������ߺ�Ҷ��������չ����ͼ1��ʾ������A�Ͽ���������ƣ�Ͷ�����������˲����λ�ڽ����ߣ��ɴ˿ɳ����ж�A�Ͽ�Դ��ΪҶƬ������ƣ��Դ�����⣬���ݡ�T���ͷ�[5]�� A�Ͽ���B�Ͽ�֮�������Ե��ѷ죬�����㡰T���ͷ��ж��������ɼ���ҶƬƣ�Ͷ�����Դ��Ҷ��A�Ͽ�ƣ��Դ��B�Ͽ�ƣ��ԴΪ��Դ��
������Դ���ж����ɵõ�ҶƬ�Ķ��ѹ��̣�������ҶƬҶ�����ͷ��ѹ������龲۽Ӵ��ۼ���Ե����ƣ�����ƣ���Ӧ���������£�������ҶƬ������Ҷ�跽����չ�γ�A�Ͽڣ���ƣ��������չ�ӽ�Ҷ�����ʱ��Ҷ���ƣ��������������ҶƬ������Ҷ��������չ�γ�B�Ͽڣ������շ���˲ʱ�����γ�C�Ͽڡ�
2.2 ����ԭ�����
ҶƬ������ʼ��ҶƬҶ�����ͷ��ѹ������龲۽Ӵ��ۼ���Ե���ҶϿ�ƣ��Դ�����ͷ�����������������1) �Ͽ�����һ����ƣ��Դ�������ڴ�ƣ��Դ�����ڶ�Դƣ�Ͷ��ѣ�2) ��Դ�ʹ�Դ����Դ��ҶƬҶ�����ͷ��ѹ������龲۽Ӵ��ۼ���Ե�����˴��ڣ�3) ���˴��������ԵĽӴ����˺ۼ�����Ҷ��������һ�µ�Ħ�����ۣ�4) ���˴����ж���ƽ���ڶϿڱ���Ķ������ƣ�5) ����������������˴��ڶ����������䣬��ҪΪ�ѺϽ���弰��������(ĥ����ʺ�ɫ)������������Ϊ�ѺϽ���ĥ�����Ҫ����[6]��ҶƬ���Ѿ�����ĥ����ҶƬƣ��������������������ѹ����ҶƬ��˵���ܹ�����ĥ��IJ�λֻ������龲۽Ӵ����ͷ��λ�����ڰ�װ������ҶƬ��һ�������������ڹ��������У��������Ŷ�����ʹҶƬ����龲�֮�����С����Ի�������ˣ�����֮�䲻�ɱ���ز�����ĥ�𣬴Ӷ�����ƣ�����Ƶ����������Ǹ�ת��ҶƬ��ƣ��ԴΪ��Դ���ѣ����Ҵ��ڴ�ƣ��Դ������ƣ��������ʼӦ���ϴ���������˵����ҶƬƣ�����Ƶ��γ���Ҫ����ֲ��ܵ���Ӧ��״̬�йء����ֲ�Ӧ��״̬����Ҫ�ܵ�����Ӧ����龲����ͷ��װ�����״̬��Ӱ�졣
3 ����
1) ҶƬ������Դ��Ҷ�����ͷ��ѹ������龲۽Ӵ��ۼ���Ե����������Ϊ����ƣ�Ͷ��ѡ�
2) ҶƬƣ�����Ƶ��γ���Ҫ����ֲ��ܵ���Ӧ��״̬�йأ���ĥ��ٽ���ƣ�����Ƶ�������
REFERENCES
[1] ������. �����������ȷ�������Ҫ�㲿������ָ��[M]. ����: ���չ�ҵ������, 2004.
SU Qing-you. Life prediction guide for main components in WP&WS aero-engines[M]. Beijing: Aeronautical Industry Publishing Company, 2004.
[2] �մ���, �����, ������, ������. ���շ�����ת��������ʧЧ��Ԥ��[M]. ����: ������ҵ������, 2000.
TAO Chun-hu, ZHONG Pei-dao, WANG Ren-zhi, NIE Jing-xu. Failure analysis and prevention for rotor in aero-engine[M]. Beijing: National Defence Industry Publishing Company, 2002.
[3] ������, ������. ij�ͺ��շ�����ѹ�����ļ�ת��ҶƬ�����Է���[J]. ʧЧ������Ԥ��, 2006, 1(4): 10-12.
HU An-hui, MA Kang-min. Investigation on vibration characteristics of 4th compressor blades in an aero-engine[J]. Failure Analysis and Prevention, 2006, 1(4): 10-12.
[4] ������, ������, ����ΰ. �������緢����ѹ����ת��ҶƬ����ʧЧģʽ���ص������[J]. ʧЧ������Ԥ��, 2006, 1(1): 18-24.
FU Guo-ru, YU Ze-ming, WANG Hong-wei. Main failure kinds attributes and rule of compressor-blades in aero-engines[J]. Failure Analysis and Prevention, 2006, 1(1): 18-24.
[5] �� ��, �����, �մ���, ����ʥ. ʧЧ����[M]. ����: ������ҵ������, 2008.
ZHANG Dong, ZHONG Pei-dao, TAO Chun-hu, LEI Zu-sheng. Failure analysis[M]. Beijing: National Defence Industry Publishing Company, 2008.
[6] �մ���, ���쬆, �ܴ���, ������. �������ѺϽ��ʧЧ����Ԥ��[M]. ����: ������ҵ������, 2002.
TAO Chun-hu, LIU Qing-quan, CHAO Chun-xiao, ZHANG Wei-fang. Failure and prevention of aeronautical titanium alloy[M]. Beijing: National Defence Industry Publishing Company, 2002.
(�༭ ����Ⱥ)
ͨ�����ߣ�����������ʦ���绰��010-62496234��E-mail��heyuhuai@163.com

