DOI: 10.11817/j.ysxb.1004.0609.2021-39796
��������Cu-Ag�Ͻ����ι�������֯�������ݱ�
��ѧ��1��Ф ��1, 2���ο���3��ʢ����1���� ��1�������S4������ǿ5
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083��
3. ���ϿƼ���ѧ ���Ͽ�ѧ�빤��ѧԺ������ 471023��
4. �㽭�����Ͻ��������˾���� 321002��
5. �������н�������ɫ�����ɷ�����˾������ 518040)
ժ Ҫ�������������������Ʊ���d 11 mm Cu-4%Ag�Ͻ�������������и�����ȡ����״����֯�������������ã��Ϻ��쳤�ʴﵽ35.0%����ֱ�ӽ������μӹ���d 0.04 mmϸ˿�����м��˻���ۻ����������99.998%�����ι����У���һ����νΣ����ı��λ���Ϊλ�����ƣ��γ��˽϶��λ���������ڷ���������ת������Ӧ���������б��γ̶ȼӾ磬�����γ��˽϶���б�����ڴ���νΣ�ͨ�����ֶ�̬�ظ������������Ͼ���λ��ǽ���Ǿ�������״���棬ʵ�ִ����Ա��Ρ����ű����������ӣ����ĵĿ���ǿ�Ⱥ�Ӳ�ȷֱ�����̬��245 MPa��63.4 HV������������99.7%ʱ��655 MPa��187 HV������������90.3% IACS����82.2% IACS��������������-�������μӹ���ʽ�Ʊ�Cu-Ag�Ͻ�ϸ˿�ľ��ж����̡���Ч�ʵ����ƣ��ṩ���µ�˼·��
�ؼ��ʣ�Cu-Ag�Ͻ������������������̣����Σ���ѧ����
���±�ţ�1004-0609(2021)-05-1176-12���� ��ͼ����ţ�TG27���� ���ױ�־�룺A
���ĸ�ʽ����ѧ��, Ф ��, �ο���, ��. ��������Cu-Ag�Ͻ����ι�������֯�������ݱ�[J]. �й���ɫ����ѧ��, 2021, 31(5): 1176-1187. DOI: 10.11817/j.ysxb.1004.0609.2021-39796
ZHU Xue-feng, XIAO Zhu, SONG Ke-xing, et al. Microstructure and properties evolution of Cu-Ag alloy prepared by downward continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(5): 1176-1187. DOI: 10.11817/j.ysxb.1004.0609.2021-39796
ǿ����ų����о��˾۱估����ɢ�������ѧ��������ı�Ҫʵ����������ǿ�ų��ķ�չ�Ѿ��ܵ���������ۺ����ܵ�����[1]��SAKAI��[2]�о�����Cu-Nb�Ͻ����ܸ������Cu-Ag�Ͻ�������ָ��Ϊ������80% IACS��ǿ��1 GPa������ձ����������о���[3]��������ͭ����ͺܶ೬ϸ����ά��ɵ��۸��ϲ��ϣ�������ָ��Ϊ������75%IACS~83%IACS����������ǿ��0.7~1.1 GPa��Cu-Ag�Ͻ���и�ǿ�ȡ��ߵ絼�ʵ��ۺ����ܣ��Ǻ���ǰ����ǿ�ų����߲��ϡ����ɵ�·���߿�ܼ�δ�������г��ýӴ��߲ġ�
Ag����������Ͻ�Ԫ�ض�ͭ�Ͻ�ĵ�����Ӱ���С�����ܺܺõ������ǿ��[4]��ǰ���о�[5]���������ڲ�ͬAg����(��������)��Cu-Ag�Ͻ�����֯��̬���ڲ��죬��ʹǿ�Ⱥ͵�����Ҳ������ͬ������Ag��Ϊ�Ͻ�Ԫ�أ�����̬������AgӦ�Թ�����֯���������̬������Cu֦�������С���w(Ag)��6% ʱ���Ͻ���ֻ�е�һ��Cu������(����)���ڡ�����Ag�������ӣ��Ͻ�����֦��Cu�����֦���ۼ����������״�����壬��ʱ���������������������������������������С�����������������ĵڶ���ǿ��������ǿ��ʹ��ǿ��Ѹ����������Ag����Cu����֮��Ľ���Ե��ӵ�ɢ�����õ����Ӵ�ʹ������Ѹ���½�������Ҳͬʱ�����˳ɱ���
��w(Ag)��30%������Cu���屻Խ��Խ��Ĺ�������뿪���������ֳ������Ե���֦״��̬�������ʺ�ǿ�ȵı仯���������ֲ��䡣����о�w(Ag)��6%��Cu-Ag�Ͻ�dz������塣
Ŀǰͨ�õ��Ʊ�ͭ���Ͻ�˿�ġ��߲ĵ��������̽�Ϊ����[6]����ͨ�������Ʊ��ĵ��ᾧͭ���Ͻ������ι�������Ҫ����һϵ�е��м��˻�����������������л��۵IJ���Ӧ��[7-8]����һ����������ķѽ϶���������������봫ͳ��������ȣ����������Ʊ��ĺϽ�����Ч�������磬�õ�������״����֯���ڰ����������ϻ�ýϸߵĵ絼�ʼ��ӹ�����[9-11]����ʡ�Լӹ������е��м��˻ڣ��Ӷ��������ܺģ����������Ʊ����̡��������һ�ֶ����̡���Ч�ʡ����ܺĵ��Ʊ��������÷���ͨ�����������õ�Cu-Ag�Ͻ���״�����������ְ�������ƽ�������̷���ĸ�ǿ ������ȡ��[12]�����辭���м��˻�ͨ�����������ε�ͭ��ϸ˿�ġ�
������ȡ��[12]�����辭���м��˻�ͨ�����������ε�ͭ��ϸ˿�ġ�
���о�ͨ�������������̼����Ʊ�Cu-4%Ag�Ͻ�������ڲ������ȴ����������£�ֱ�ӽ���̬Cu-Ag�Ͻ�������������������ζ���Σ����������Ʊ���ֱ��Ϊd 50 ��m��Cu-Ag�Ͻ�˿�ġ����о����ι�������֯�����ܵ��ݱ䡣
1 ʵ��
1.1 �����Ʊ�
��Cu����������Ag������Ч���ͭ�Ͻ��ۺ����ܣ�Ag����������Ͻ�Ԫ�ض�ͭ�Ͻ�ĵ�����Ӱ���С�����Ŀ���Cu-Ag�Ͻ����Ag����(��������)Ϊ4%�������������������Ʊ���d 11 mm��Cu-4%Ag�Ͻ�������仯ѧ�ɷ�(��������)Ϊ��Ag��3.96%��Cu��96.04%���ο������������յ�ǰ���о����[13]�����IJ��õ������Ʊ��������£��Ͻ������¶�Ϊ1180 �棬��ͣ��Ϊ2:1���ᾧ����ȴˮ����Ϊ300 L/h�������ٶ�Ϊ18 mm/min��ͼ1��ʾΪ��������װ�õ�ʾ��ͼ��
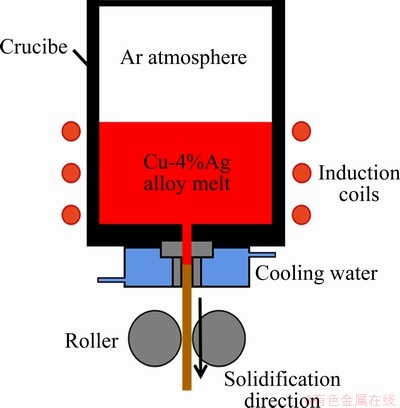
ͼ1 ��������װ�õ�ʾ��ͼ
Fig. 1 Schematic diagram of directional solidification device
1.2 �߲ĵ����μӹ�
�������η�ʽ�����������Ʊ���Cu-4%Ag�Ͻ����ֱ�ӽ��мӹ�����������d 11 mm�����d 0.04 mm�����ι����в������м��˻��߲����α�����������ǰ��������仯��(���������� )������Ӧ��
)������Ӧ�� ��ʾ������˫�ݼ���ָ�����β�������ѡȡ������������Ӧ�����Ʒ��������֯�۲죬���1��ʾ��
��ʾ������˫�ݼ���ָ�����β�������ѡȡ������������Ӧ�����Ʒ��������֯�۲죬���1��ʾ��
��1 ѡȡ���Ե���������
Table 1 Selected as-drawn samples for testing
1.3 �߲ĵ����μӹ�
Ϊ�˷��������߲����ι�������֯�仯���ɣ����Ĵ��������������ΰ����߲�����ȡ�����ݽ�������������ĥ��ϸĥ����е�����30 g FeCl3+50 mL HCL +40 mL H2O �����Һ���и�ʴ��������EC3��ѧ���������¹۲����������ݽ���Ľ�����֯������ZEISS EVO-18 Special Edition��ɨ����������Բ�ͬ�����������߲���������Ͽ���ò���з������������⣬���䱸���ӱ�ɢ������(EBSD)̽ͷ��SUPRA55��ɨ��羵�Ϸ�����ͬ�����������߲������ݽ����ϵ�����֯���ذ����߲��ݽ�����ȡ0.5 mm�ı�Ƭ�������ĥ��ϸĥ��30~50 ��m������MTP-1A�ʹ�������˫����������Ʊ���羵(TEM)���������˫��ҺΪ����״���Һ(�����1:2)��ʵ���¶�-30 �棬����45 mA������G20��������羵������ͬ����������������֯��
���� GB/T 228��2010���������������������鷽�����Ʊ���������������MTS���ܲ���������������������Ͳ�ͬ������������������ѧ���ܣ�����Ӧ������ԼΪ1��10-3 s-1��ÿ������������3�������Խ��ȡ��ƽ��ֵ������HXD-1000T��ά����Ӳ�ȼƲ��Բ�ͬ������������������Ӳ�ȣ��غɴ�СΪ9.8 N������ʱ��Ϊ15 s��ÿ����������5���㣬���Խ��ȡ��ƽ��ֵ������˫�۵���װ����20 ���²����絼�ʡ�
2 ��������
2.1 ��������֯����ѧ����
2.1.1 ������֯
�������������Ʊ���d 11 mm��Cu-4%Ag�Ͻ�������������ò��ͼ2��ʾ�������ݽ�������֯��ͼ3��ʾ�����̷�����SD��ɫ��ͷ��ʾ��
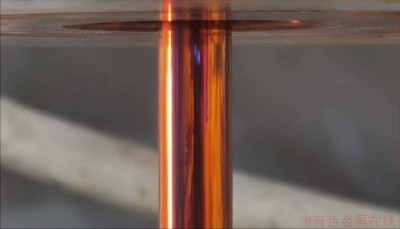
ͼ2 ��������Cu-4%Ag�Ͻ����������ò
Fig. 2 Surface morphology of as-cast Cu-4%Ag alloy bar
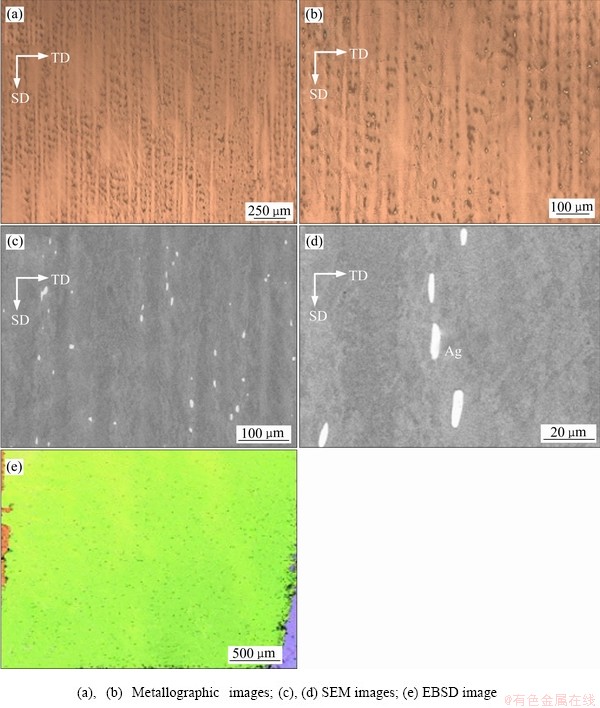
ͼ3 Cu-4%Ag�Ͻ��������֯
Fig. 3 Microstructures of as-cast Cu-4%Ag alloy bar
Cu-4%Ag�Ͻ��������⻬�����дִ���������������״������״��������ƽ���Ų�����֦���ṹ�����缫�٣���״������ƽֱ����ͼ3(a)��(b)��(e)��ʾ��EDS������ʾ��ͼ3(c)��(d)�а�ɫ����ΪAg���ӣ����Կ���Ag���Ϊ���ȵطֲ�����״��֦����϶��
Ϊ��һ���۲쾧��ȡ�������XRD�ⶨ�������ͼ4��ʾ����ͼ4���Կ�����������Ҫ��ȡ������ ȡ�������١��������Cu-4%Ag�Ͻ�Ϊ����������������ȡ���������ٶ���죬
ȡ�������١��������Cu-4%Ag�Ͻ�Ϊ����������������ȡ���������ٶ���죬 ȡ���֮��ȡ����������ˣ��ڸ������¶��ݶ��£�ȡ��������ռ�����ƣ���������ֻ��ȡ��ľ���[14]��
ȡ���֮��ȡ����������ˣ��ڸ������¶��ݶ��£�ȡ��������ռ�����ƣ���������ֻ��ȡ��ľ���[14]��
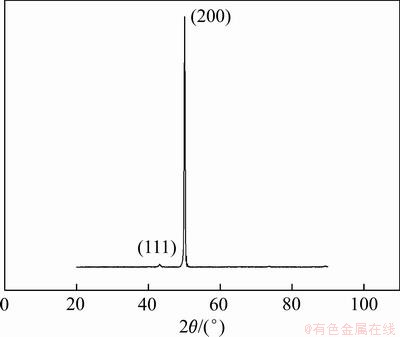
ͼ4 Cu-4%Ag�Ͻ������XRD��
Fig. 4 XRD pattern of as-cast Cu-4%Ag alloy bar
2.1.2 ������ѧ����
��������ѧ�������������������ԣ�ͼ5��ʾΪ�����������칤��Ӧ��-����Ӧ�����ߡ���ͼ5���Կ�����Cu-4%Ag������֯����Ӧ���ͣ��쳤�ʸߣ�����ǿ��Ϊ245.4 MPa������ǿ��Ϊ79.8 MPa���Ϻ��쳤�ʿɴﵽ35.0%��������������������ָ��Ƚ����죬�����ں�����ӹ����Ρ�
����ɨ���������(SEM)��������Ͽ���ò���й۲죬��ͼ6��ʾ����ͼ6���Կ������Ͽ��ϴ������ԵĴ��������ѣ����ѳߴ�ɴﵽ50 ��m������Ӻ�۶Ͽ���ò�Ͽ����Ͽڼ��д���ռ�˺ܴ�ı����������������������ڡ��ɴ˿��Եó�����������Cu-4%Ag�Ͻ���������ԡ��������ã����������������ļӹ����ܡ�
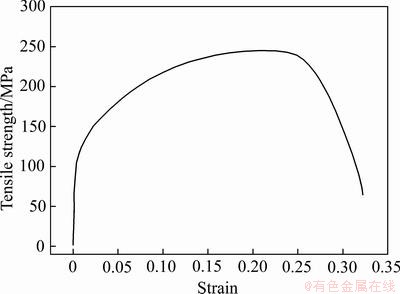
ͼ5 Cu-4%Ag�Ͻ������������Ӧ��-Ӧ������
Fig. 5 Tensile stress-strain curve of as-cast Cu-4%Ag alloy bar at room temperature
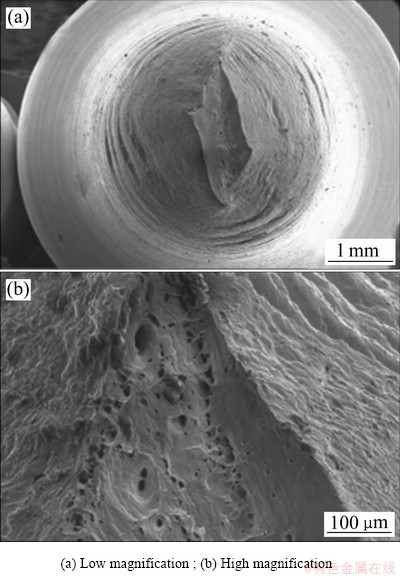
ͼ6 Cu-4%Ag�Ͻ��������Ͽ���ò
Fig. 6 Tensile fracture morphologies of as-cast Cu-4%Ag bar
�ۺ�����ʵ������֪���������������Ʊ���d 11 mm Cu-4%Ag�Ͻ�����������õı�������������ȡ����״����֯��������ѧ���ܾ����ԽϺã��Ϻ��쳤�ʴﵽ35.0%��������洦�����м��˻𣬿�ֱ�ӽ��к������μӹ���
2.2 Cu-4%Ag�������μӹ����е���֯������
2.2.1 ������ò
�����λ��϶����������Ʊ���d 11 mm�ĺϽ�������������Σ��������м��˻𣬿��������μӹ���d 0.04 mm��Cu-4%Ag�Ͻ�˿�ģ����м��˻���ۼ����������99.998%��ͼ7��ʾΪd 0.04 mm Cu-4%Ag�Ͻ�˿�ĵı�����ò����ͼ7�п��Կ���������μӹ���˿�ı�������������Ƶ����Ե�ȱ�ݣ���������Cu-4%Ag�Ͻ�����������������μӹ����ܡ�
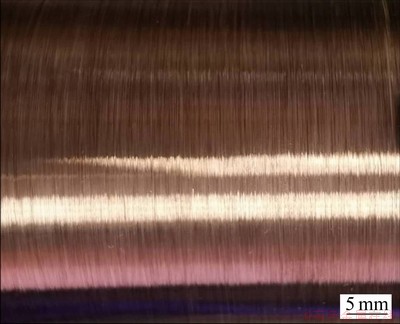
ͼ7 0.04 mm Cu-4%Ag�Ͻ�˿�ı�����ò
Fig. 7 Surface morphology of Cu-4%Ag alloy wire of 0.04mm
2.2.2 ������֯���ݱ�
ͼ8��ʾΪ��ͬ�����������߲��ݽ���Ľ�����֯��ͼ��DD (Drawing direction)��ɫ��ͷ�������η�������������ǿ���Ա����£������֯�ݱ���Ҫ�Ǵִ���״������ά����չ���Լ���ά��ϸ���Ĺ��̡�������������Ϊ33%ʱ����״�������������飬�γ����������η���ƽ�е���״����(��ͼ8(a))�����ű��γ̶ȼ��������������Ϊ47%ʱ�����ı��沿��������ֱ��δ������δ������η���н�Լ��45��(��ͼ8(b))�������������ʴﵽ70%�����α��ǽṹ��Ӱ���£�ԭ������ģ������չ����ǶȾ��磬���δ��������࣬�ұ��δ������η���нDZ�С�����³�30��(��ͼ8(c))�������������ʴﵽ90%����ʱ���߲ij����Ե���ά��֯������ά��֯���ϱ����顢ϸ�����������䷽����������η���ƽ��(��ͼ8(d))��
ͼ8 ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ��߲Ľ���ͼ
Fig. 8 Metallographic diagrams of Cu-4%Ag alloy with different reduction ratio in area
ͼ9 ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ��߲�EBSDͼ
Fig. 9 EBSD images of Cu-4%Ag alloy with different reduction ratios in area
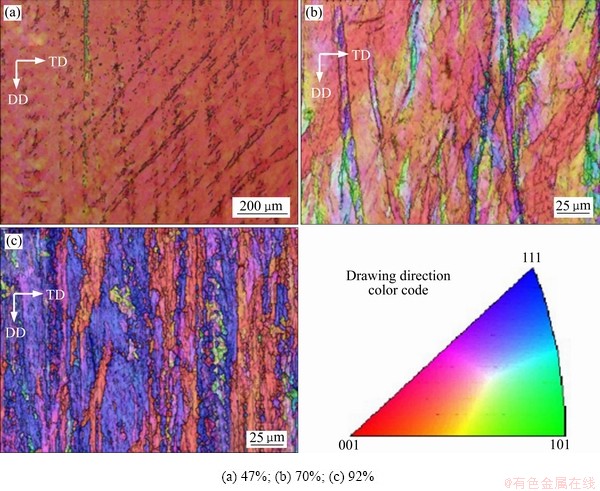
Ϊ�˽�һ���������ι�����Cu-4%Ag�Ͻ��߲���֯�仯���ɣ����õ��ӱ�ɢ�����������(EBSD)��47%��70%��92%��ͬ���������ʵ�������֯������ȡ���������ͼ9��ʾ��ͼ�к�ɫ��ʵ�ߴ�����ǶȾ���(ȡ��15��)����ɫϸʵ�ߴ���С�ǶȾ���(5�㣼ȡ��15��)�����η������ɫ��ͷ��ʾ��������������Ϊ47%ʱ����ʱ���γ̶Ƚ�С����֯����Ҫ��ȡ��ͬʱ���ھ����ڲ������˲�ͬ����ϵ��λ�����ھ��ڳ����������ֲ��Ͼ��ȵ�С�ǶȾ��磬�ҳ����������η����Լ45��ı��δ�(��ͼ9(a))�����ű������������������ﵽ70%ʱ�������߲��ܵ�����ģ�߾��������ѹӦ����������Ӧ�������ã������������顢ϸ���Ҿֲ�����ת���Ӿ磬�����ڱ��δ���������ȡ���������Եı仯�����������δ�ʹ���δ�����������������Ťת��������Щ����ȡ�����ϴ�(��ͼ9(b))�������������ʴﵽ92%�����δ������η���нǽ�һ����С��ԭ������ģ�������������������η���ƽ�У���������ά��֯������������δ�����ת���Ӿ磬���ھ���ȡ�����������Ҫ����ȡ���⣬�ھֲ������������ϸС����(��ͼ9(c))��
ͼ10��ʾΪ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ�ͳ��ͼ����ͼ10���Կ����������γ���(����������Ϊ47%������״�����������η�����������ģ�߾�����������ѹӦ����������Ӧ���������£������ڲ����ֽ϶�С�ǶȾ���(2�㣼ȡ��15��)��ռ��Ϊ99.95%����ʱ���γ̶ȵͣ�����ȡ��仯��С����ǶȾ���(ȡ��15�� )���٣�ռ�Ƚ�Ϊ0.05%�������α��γ̶�����(����������Ϊ70%��ʱ������ȡ��仯����ǶȾ�������Ѹ�����ӣ���ռ���ɶ���������70%ʱ��9.5%Ѹ������������������92%ʱ��28%��С�ǶȾ���ռ�����ͣ���ռ���ɶ���������70%ʱ��90.5%Ѹ�ٽ�������������92%ʱ��72%�����⣬�����������ʴﵽ70%~92%ʱ��ȡ���Ϊ55��~65�� �ľ���(�����������������Ͼ���)����һ���ķֲ���
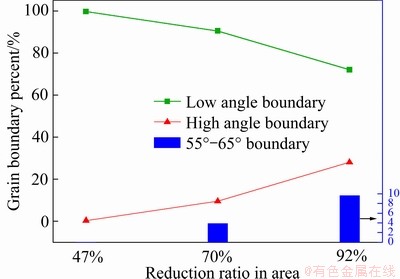
ͼ10 ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ�ͳ��ͼ
Fig. 10 Grain boundaries diagram of Cu-4%Ag alloy with different reduction ratios in area
ͼ11��ʾΪ��ͬ���ζ��������ʵ�Cu-4%Ag�߲ķ���ͼ(IPFͼ)��������ͼ�������η������������ʽ�Сʱ��Cu��ľ���ȡ�����������������ε������ӣ�����������������ȡ���Ϊ������������
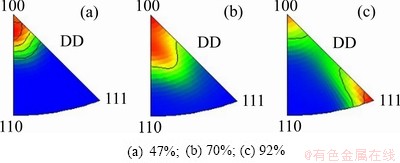
ͼ11 ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ��߲ķ���ͼ(IPFͼ)
Fig. 11 Inverse pole diagrams of Cu-4%Ag alloy with different reduction ratios in area (IPF diagram)
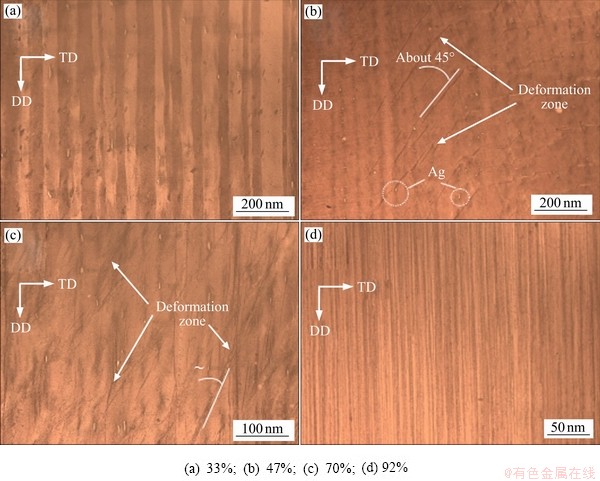
ͼ12��ʾΪ��ͬ���������ʵ�Cu-4%Ag�Ͻ���߲���֯��TEM��������Ϊ47%ʱ���Ͻ�����ڲ������˴���λ����λ����ֳ������ᣬ�����γ��˳���״��λ������λ��������Ҫ�ɳ���λ��ǽ��ɣ�����λ���ܶȽϵͣ���ͼ12(a)��ʾ����������������70%ʱ��λ���������¾ֲ�����������ص�Ӧ�����У�����������ֲ�����ļ��б��Σ����߲ľֲ������γɿ���ԼΪ200 nm�ı��δ���֯����ͼ12(b)��ʾ�����⣬�ýλ��γ����ɾֲ����б��κͱ��δ����µ�Ag�α������Ͼ�����ͼ12(c)��ʾ���Լ��ɽ����Ʋ������Ǿ��磬��ͼ12(d)��ʾ�����������ﵽΪ99.7%ʱ���ڴ����Ա����£�λ���������ò�ɳ���λ��ǽתΪƽֱ�IJ�״�ṹ������������ƽֱ������������ά��֯����ͼ12(e)��ʾ�����⣬ͼ12(f)��(g)��(h)��ʾ�ֱ�ΪHADDFͼ��Ag��Cu���Mappingͼ�����Կ����ߴ�ԼΪ2 nm��������ϸС����Ag��ά�ֲ��ڲ�״���档
2.2.3 ���ι����е������ݱ�
ͼ13��ʾΪ���ι����� Cu-4%Ag�Ͻ��Ӳ�ȡ��絼��������Ӧ��仯�����ߡ���ͼ13���Կ�������һ����νΣ��Ͻ��Ӳ������̬��63.4 HV����������������Ϊ47%ʱ(��Ӧ����Ӧ���=6.18)��138.7 HV������������Ϊ70%ʱ(��Ӧ����Ӧ���=6.18)��146.2 HV�������Եļӹ�Ӳ�������ڴ���νΣ��Ͻ�Ӳ���Ե�Ӳ�����ʻ������ӣ����������ﵽ99.7%(��Ӧ����Ӧ�� ��=6.18)ʱ���Ͻ�Ӳ��Ϊ187.0 HV����Ӳ�ȱ仯�����෴����һ����νΣ��Ͻ�ĵ����������γ̶������������ͣ�������������Ϊ92%(��Ӧ����Ӧ���=2.60)���Ͻ����½���84.2 %IACS���ڴ���νΣ��������½����Ʊ仺��������������Ϊ99.7%�����������ܱ�����82.2 %IACS��
ͼ14��ʾΪ���ι�����Cu-4%Ag�Ͻ���ǿ�ȡ��Ϻ��쳤��������Ӧ��仯�����ߡ���ͼ14���Կ�������Ӳ�ȱ仯�����������һ����νΣ��Ͻ���ǿ������̬�� 245 MPa ���ߵ����������� 70% ʱ��405 MPa �����Ϻ��쳤���� 35.0%�����½��� 6.1%���ڴ���νΣ�����ǿ�Ȼ������ӣ��Ϻ��쳤�ʼ������ֲ��䣬��������Ϊ99.7%ʱ������ǿ������ 655 MPa �����Ϻ��쳤����������Լ 4.1%��
3 ����
Cu-4%Ag�Ͻ�������и�����ȡ����״����֯�ͽ��ٵĺ��磬��״������ȡ����ҪΪ(��ͼ4)��������Ϊ������ϵ�в�ͬ��ȡ��������ٶ��������IJ��죬���������������������죬�����֮����������[14-15]����˵��¶��ݶ�ƽ��������ʱȡ������ռ�����ƣ��������ɼ���ֻ��ȡ�����״����֯��
���е��о�����[16-17]���������������в�ͬ����ѧȡ��ľ�������ģʽ����λ����̬�ݱ�����������졣�ڲ�ͬ����ģʽ�£�������ϵ��ϼ���������ô����������죬������ͬһ���γ̶��� ȡ�����ڵ�λ���ܶ����(������֯)����ȡ�����ڵ�λ���ܶ����(������֯)��
ȡ�����ڵ�λ���ܶ����(������֯)����ȡ�����ڵ�λ���ܶ����(������֯)��
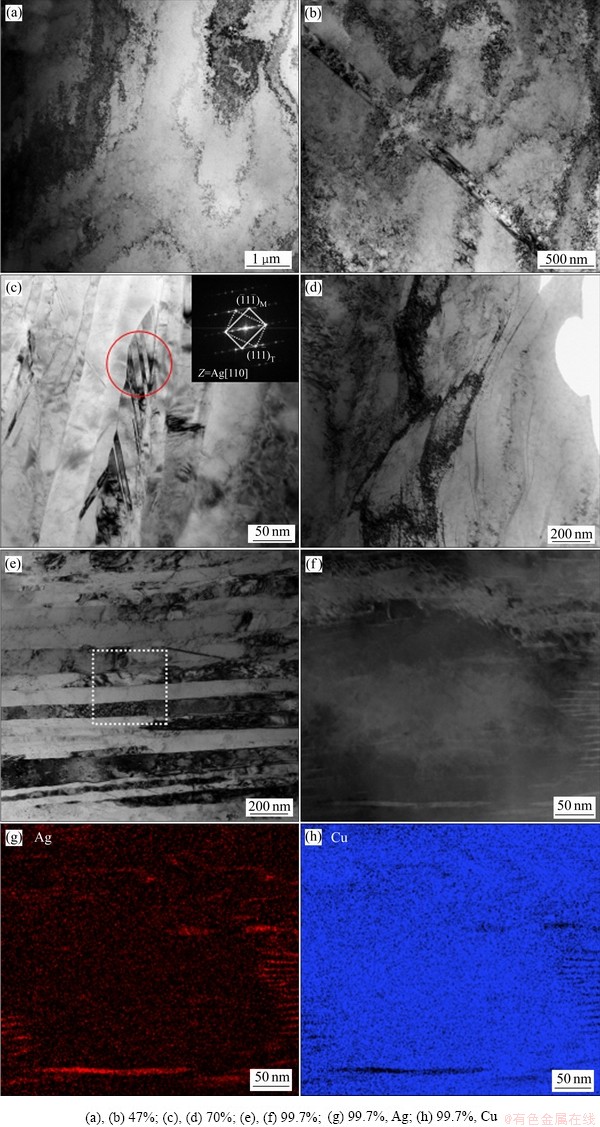
ͼ12 ��ͬ���ζ��������ʵ�Cu-4%Ag�Ͻ��߲���ͼ
Fig. 12 TEM images of Cu-4%Ag alloy wire with different reduction ratios in area
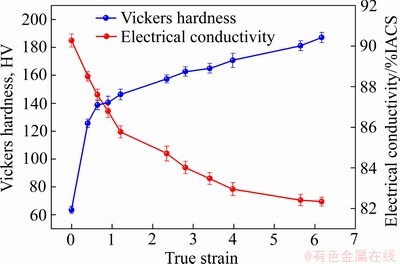
ͼ13 ���ι�����Cu-4%Ag�Ͻ��Ӳ�ȡ��絼-����Ӧ������
Fig. 13 Hardness, electrical conductivity-drawing strain curves of Cu-4%Ag alloy during drawing process
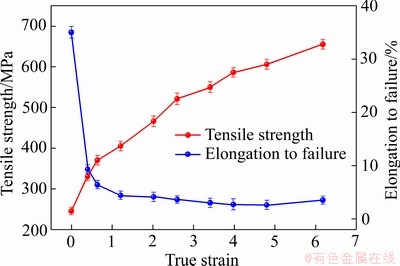
ͼ14 ���ι�����Cu-4%Ag�Ͻ�Ŀ���ǿ�ȡ��Ϻ��쳤��-����Ӧ������
Fig. 14 Tensile strength, elongation after fracture-drawing strain curves of Cu-4%Ag alloy during drawing process
�����Ͻ�����ڱ��ι����У�λ���ھ������������Ƶ�ƽ�����ɳ̽ϴ���λ��������ɵ�λ���ܶȽϵ�[18]�����������ȡ���������״����֯Cu-4%Ag�Ͻ��������ͨ�ྦྷ���Ͼ��и�
�͵�����Ӧ��(245 MPa)�����쳤��(35.0%)���ӹ�Ӳ���ʣ������ڻ�ø�����ʵ�ֳ���չ���Ρ�
���ι��������ܵı仯����֯�ݱ�������أ����ι���������֯���۽ṹ���ݱ�����Ա��λ��ƣ����Է�Ϊһ����ν�[19](��������0�ܦš�92%������Ӧ�䣺0�ܦǡ�2.6)�ʹ���ν�(��������92%�ܦţ�����Ӧ�䣺2.6�ܦ�)��
��һ����νΣ��Ͻ����ڲ�����������ɢ�ֲ���λ�����ṹ���ִ��λ����(��ͼ12(a))�ԺϽ�����������ι������γɵ�λ���˶����нϴ���谭���ã������Ա��γ̶ȵļӴ�����֯�����ݻ����γɵ��͵ı��δ���֯[20]�����δ�������н���С(��ͼ8(b)��ͼ9(b)��ͼ12(b))����Щ���δ������ɸ��ܶ�λ����ɣ���λ���˶��谭���������ºϽ���ĵ�Ӳ�ȺͿ���ǿ�ȳ����� ��[21]��ͬʱȱ�ݵ��������ཱུ�͵���ƽ�����ɳ̵��µ����ʵ��½�[22](��ͼ12��13)��
�ڴ���νΣ�������������ͼ��б����շ������Ͼ�������(��ͼ12(c))������ڻ���ϵ�ڶ���и߲���ܵ�Cu�Ͻ�Cu-4%Ag�Ͻ����ܽ�Ϊ66.34 mJ/m2[23]������������ٽ���Ӧ����С�����ڲ��������Ͼ�[24]��ʹCu-Ag�Ͻ�ǿ�ȡ�����ͬ����ߡ����⣬Ϊ��һ�����Ա��Σ������˲��ֶ�̬�ظ����ٽᾧ�Խ���λ���ܶ�[25-26](��ͼ12(d))����λ��������һ���̶ȣ����ܵ�λ��ǽתΪ��״����[27](��ͼ12(e))�������˶������Ƽ�����Ҳ�������ո��ܶ�λ����Ag�ڶ��ྭ��������γɳߴ�ϸС����ά�࣬����Ϊ��άǿ�����ͬʱ���Ե����ʵ�Ӱ���С[28]�����¿���ǿ���Եͼӹ�Ӳ�����ʳ��������������ʵ��½�����ƽ�ȡ�
������������ͷ������Եó����������������Ʊ���Cu-4%Ag�Ͻ�����������õı������������⣬�����������и�����ȡ����״����֯��������ѧ���ܾ����ԽϺã�������������εĶϺ��쳤�ʴﵽ35.0%�����м��˻���ۻ���������ɴ�99.998%��������Щ���ƣ�������������������������Ʊ�Cu-4%Ag�Ͻ������ֱ�ӽ������������εļӹ����գ���ʡ�Դ�ͳ���������е����ơ����洦�����м��˻�ȹ����й������̶̡��ܺĵ͡������ɱ��͵��ŵ㡣
4 ����
1) �������������Ʊ���d 11 mm Cu-4%Ag�Ͻ�����������õı�������������ȡ����״����֯���Ϻ��쳤�ʴﵽ35.0%����ֱ�ӽ������μӹ������м��˻���ۻ���������ɴ�99.998%��������������Cu-4%Ag�Ͻ�����������������μӹ����ܡ�
2) �����ι����У���һ����νΣ����ı��λ���Ϊλ�����ƣ��γ��˽϶��λ���������ڷ���������ת������Ӧ���������б��γ̶ȼӾ磬�����γ��˽϶���б�����ڴ���νΣ�ͨ�����ֶ�̬�ظ������������Ͼ���λ��ǽ���Ǿ�������״���棬ʵ�ִ����Ա��Ρ�
3) �����ι����У���һ����νΣ���������Ϊ47%ʱ����λ��������ֳ����ǿ�Ⱥ�Ӳ������̬��245 MPa��63.4 HV�ֱ����ߵ�370 MPa��138.7 HV���絼������̬��90.3%IACS����������92%��84.2% IACS���ڴ���νΣ�����ǿ���Խϵͼӹ�Ӳ�����ʳ��������������ʵ��½�����ƽ�ȣ���������Ϊ99.87%������ǿ�Ⱥ�Ӳ�ȴﵽ655 MPa��187.0 HV�������ʱ�����82.2% IACS��
REFERENCES
[1] ��ҵ��, ¦����, ��Ʒ�, ��. �Ƚ�ͭ�Ͻ���Ϸ�չ��״��չ��[J]. �й����̿�ѧ, 2020, 22(5): 84-92.
JIANG Ye-xin, LUO Hua-fen, XIE Hao-feng, et al. Development status and prospects of advanced copper alloy[J]. Engineering Science, 2020, 22(5): 84-92.
[2] SAKAI Y, INOUE K, MAEDA H. New high-strength, high-conductivity Cu-Ag alloy sheets[J]. Acta Metallurgica Et Materialia, 1995, 43(4): 1517-1522.
[3] �ƽ��. ��ǿ�Ⱥߵ����ͭ���Ͻ�˿�ĺ�Ƭ�ļ���Ӧ��[J]. ϡ�н����챨, 1997(5): 1-2.
HUANG Jin-chang. High-strength and high-conductivity Cu-Ag alloy wire and sheet and applications[J]. Rare Metals Letters, 1997(5): 1-2.
[4] ZUO Xiao-wei, GUO Rui, ZHAO Cong-cong, et al. Microstructure and properties of Cu-6wt%Ag composite thermomechanical-processed after directionally solidifying with magnetic field[J]. Journal of Alloys and Compounds, 2016, 676: 46-53.
[5] HE J, JI V, MENG L. Effects of strain and annealing on the intensity and distribution of crystal texture in Cu-12wt.% Ag[J]. Materials Science and Engineering A, 2007, 478(1/2): 305-313.
[6] HU Jin-lin, ZHANG Jin-dong, MENG Liang. Morphology evolution of two-phase Cu-Ag alloys under different conditions[J]. Journal of Zhejiang University (Science A), 2009, 10(3): 458-463.
[7] ASTA M, BECKERMANN C, KARMA A, et al. Solidification microstructures and solid-state parallels: Recent developments, future directions[J]. Acta Materialia, 2009, 57(4): 941-971.
[8] EFTNK B P, MARA N A, KINGSTEDT O T, et al. Deformation response of cube-on-cube and non-coherent twin interfaces in AgCu eutectic under dynamic plastic compression[J]. Materials Science and Engineering A, 2018, 712: 313-324.
[9] TAKAAKI H, KIYOSHI M, AKIRA M, et al. Development of high strength-high conductivity Cu-6wt%Ag alloy for high field magnet[J]. MRS Advances, 2016, 1(17): 1137-1148.
[10] �� ��, ������, �Ź�ȫ, ��. ��ǿ�ߵ�ͭ���Ͻ���о���״����չ����[J]. ���ϵ���, 2012, 26(13): 109-113.
SHEN Yue, FU Zuo-xin, ZHANG Guo-quan, et al. Researching prospect and developing tendency on high-strength and high-conductivity copper-silver alloys[J]. Materials Reports, 2012, 26(13): 109-113.
[11] ZHANG Hong-tao, JIANG Yan-bin, XIE Jian-xin, et al. Precipitation behavior, microstructure and properties of aged Cu-1.7wt%Be alloy[J]. Journal of Alloys and Compounds, 2019, 773: 1121-1130.
[12] ��Ӣ��, ë����. �α���ά��ǿ��ǿ�ȸߵ絼�ʵ�Cu-Ag�Ͻ�[J]. ϡ�н��������빤��, 2001, 30(4): 295-298.
WANG Ying-min, MAO Da-li. Deformed fiber strengthened high-strength and high-conductivity alloy[J]. Rare Metal Materials and Engineering, 2001, 30(4): 295-298.
[13] JIANG Yan-bin, XU Jun, LIU Xin-hua, et al. Effects of Fe content on the microstructure and properties of CuNi10FeMn1 alloy tubes fabricated by HCCM horizontal continuous casting[J]. International Journal of Minerals, Metallurgy, and Materials, 2016, 23(4): 449-457.
[14] ZHAO Hui-min, FU Hua-dong, XIE Ming, et al. Effect of Ag content and drawing strain on microstructure and properties of directionally solidified Cu-Ag alloy[J]. Vacuum, 2018, 154: 238-251.
[15] JIA N, RAABE D, ZHAO X. Texture and microstructure evolution during non-crystallographic shear banding in a plane strain compressed Cu-Ag metal matrix composite[J]. Acta Materialia, 2014, 76: 238-251.
[16] HUANG X. Grain orientation effect on microstructure in tensile strained copper[J]. Scripta Materialia, 1998, 38(11): 1697-1703.
[17] HANSEN N, HUANG X. Microstructure and flow stress of polycrystals and single crystals[J]. Acta Materialia, 1998, 46(5): 1827-1836.
[18] л����, �� ��, �ƺ���. ������״����֯ͭ��ͭ�Ͻ�ij���չ������Ϊ�����������[J]. �й���ɫ����ѧ��, 2011, 21(10): 2324-2336.
XIE Jian-xin, WANG Yu, HUANG Hai-you. Extreme plastic extensibility and ductility improvement mechanisms of continuous columnar-grained copper and copper alloys[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2324-2336.
[19] �� ��, �� ��, ���ѷ�, ��. ������״����֯��ͭ���³���չ���λ���[J]. �й���ɫ����ѧ��, 2017, 27(12): 2426-2433.
WU Heng, ZHANG Hong, L�� Jia-feng, et al. Extreme plastic extensibility mechanism of continuous columnar- grained copper at ambient temperature[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(12): 2426-2433.
[20] WANG Ren-ke, ZHANG Hui, TANG Lin, et al. Adiabatic shear deformation behaviors of cold-rolled copper under different impact loading directions[J]. Materials Science and Engineering A, 2019, 754(29): 330-338.
[21] PAUL H, DRIVER J H, MAURICE C, et al. Shear band microtexure formation in twinned face centred cubic single crystals[J]. Materials Science and Engineering A, 2003, 359(1): 178-191.
[22] WULFF F, BREACH C D, DITTMER K. Crystallographic texure of drawn gold bonding wires using electron backscattered diffraction(EBSD)[J]. Journal of Materials Science Letters, 2003, 22(19): 1373-1376.
[23] CAI T, LI K Q, ZHANG Z J, et al. Predicting the variation of stacking fault energy for binary Cu alloys by first-principles calculations[J]. Journal of Materials Science & Technology, 2020, 53: 61-65.
[24] �� �t, ���鿭, �ο˼�, ��. ����ܶ�ͭ�Ͻ����±��μ��˻�����о���ϸ����Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(1): 66-76.
LI Yi, ZHANG Xiang-kai, HE Ke-jian, et al. Effect of stack fault energy on grain refinement of Cu alloy during room temperature deformation and subsequent annealing[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(1): 66-76.
[25] SAKAI T, BELYAKOV A, KAIBYSHEV R, et al. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation condition[J]. Progress in Materials Science, 2014, 60: 130-207.
[26] LIU J B, MENG L, ZENG Y W. Microstructure evolution and properties of Cu-Ag microcomposites with different Ag content[J]. Materials Science and Engineering A, 2006, 435: 237-244.
[27] HANAZAKI K, SHIGEIRI N, TSUJI N. Change in microstructure and mechanical properties during deep wire drawing of copper[J]. Materials Science and Engineering A, 2010, 527(21): 5699-5707.
[28] ������, ������, �� ��, ��. Cu-Ag�Ͻ�ԭλ��ά���ϲ����о���״[J]. ���ϵ���, 2018, 32(15): 2684�C2692, 2700.
HE Qin-sheng, ZOU Xing-zheng, LI Fang, et al. Research status of Cu-Ag alloy in-situ filamentary composites[J]. Materials Review, 2018, 32(15): 2684�C2692, 2700.
Microstructure and properties evolution of Cu-Ag alloy prepared by downward continuous casting
ZHU Xue-feng1, XIAO Zhu1, 2, SONG Ke-xing3, SHENG Xiao-fei1, DAI Jie1, JIANG Hong-yun4, ZHOU Shao-qiang5
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metal Materials Science and Engineering, Ministry of Education, Central South University, Changsha 410083, China;
3. School of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471023
4. Zhejiang Tianning Alloy Material Co., Ltd., Jinhua 321002, China��
5. Shenzhen Zhongjin Lingnan Nonfemet Co., Ltd., Shenzhen 518040, China)
Abstract: A d 40 ��m Cu-4%Ag alloy wire with high strength and high electrical conductivity was prepared by continuously directional solidification and cold drawing. The evolutions of microstructure and properties were investigated by means of optical microscope observation, electron microscopes observation, hardness test, tensile test, and electrical conductivity measurement. The results show that the continuous columnar grain structure uniformly distributes along the solidification direction in the as-cast alloy. The drawing process is divided into different stages, corresponding to the main deformation mechanism of the dislocation slip and twinning, the microcrystalline rotation, the dynamic recovery, the evolution of layered interface, and partial dynamic recrystallization. After the deformation with the area reduction ratio of 99.7%, the tensile strength, hardness and electrical conductivity of the alloys are 655 MPa, 187 HV and 82.2%IACS, respectively.
Key words: Cu-Ag alloy; downward continuous casting; directional solidification; drawing; mechanical properties
Foundation item: Projects(51974375, U1637210) supported by the National Natural Science Foundation of China; Project(JSGG20170824162647398) supported by the Technology Research Program, Shenzhen, China
Received date: 2020-07-10; Accepted date: 2020-11-06
Corresponding author: XIAO Zhu; Tel: +86-13187054506; E-mail: xiaozhumse@163.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51974375��U1637210)�������пƼ��ƻ�������Ŀ(JSGG20170824162647398)
�ո����ڣ�2020-07-10�������ڣ�2020-11-06
ͨ�����ߣ�Ф �������ڣ���ʿ���绰��13974910804��E-mail��xiaozhumse@163.com

