��ͷ�����ϡ����ұ��������̵���ɫ���ս�չ������
��Դ�ڿ���ϡ�н���2019���11��
�������ߣ����� ��С�� ������ ��־�� ������ ������
����ҳ�룺1131 - 1141
�ؼ��ʣ���ͷ�����ϡ����;ұ������;��ɫ����;
ժ Ҫ����ͷ�����ϡ�����������ϴ������ĵ���ϡ����,������������ö�ȫ��ϡ����־��о������ص�Ӱ�졣�ҹ����������ĵ��������ᷨʵ���˰�ͷϡ����ͳɱ������ģ������������,��Ϊ��ҵ�������ղ�������������ϡ����ҵ�Ŀ��ٷ�չ,��Դ�˷��뻷����Ⱦ�����ѳ�Ϊ��Լϡ����ҵ�����ɳ�����չ��ƿ�������Ļع��˰�ͷϡ����ҵӦ�õľ���ұ�����빤�յķ�չ��ʷ,���ص�����˰�ͷϡ���������ɫұ�������¹��ռ�Ӧ�����,��Ҫ������������ȡ����ϡ���¹��ա�������ȡ����ϡ���¹��ա�̼����þ��ұ�������ͷϡ�����¹��ա�����-�������Ϸ�ұ��������ϡ�����¹��յ�,Ϊ��ͷϡ�������ࡢ��Ч���������ṩ�˼�ʵ�ļ���֧�š�ͬʱ���ͷ�����ϡ�����ۺ����ú���ɫ��չ�������ؽ���,�ӿ���ɫ�����ƹ�Ӧ�á�����������ɫ���¼���������ϡ����Դ��ɫ��ȡ���뼼����ϵ����һ���Ĺ����ص㡣
������ʱ��: 2019-10-22 10:10
ϡ�н��� 2019,43(11),1131-1141 DOI:10.13373/j.cnki.cjrm.xy19080028
���� ��С�� ������ ��־�� ������ ������
���пƼ���������˾ϡ�����Ϲ��ҹ����о���������ϡ���²��Ϲɷ�����˾������ɫ�����о���Ժ
�ӱ�ʡϡ�����ܲ�������ҵ��������
��ͷ�����ϡ�����������ϴ������ĵ���ϡ����,������������ö�ȫ��ϡ����־��о������ص�Ӱ�졣�ҹ����������ĵ��������ᷨʵ���˰�ͷϡ����ͳɱ������ģ������������,��Ϊ��ҵ�������ղ�������������ϡ����ҵ�Ŀ��ٷ�չ,��Դ�˷��뻷����Ⱦ�����ѳ�Ϊ��Լϡ����ҵ�����ɳ�����չ��ƿ�������Ļع��˰�ͷϡ����ҵӦ�õľ���ұ�����빤�յķ�չ��ʷ,���ص�����˰�ͷϡ���������ɫұ�������¹��ռ�Ӧ�����,��Ҫ������������ȡ����ϡ���¹��ա�������ȡ����ϡ���¹��ա�̼����þ��ұ�������ͷϡ�����¹��ա�����-�������Ϸ�ұ��������ϡ�����¹��յ�,Ϊ��ͷϡ�������ࡢ��Ч���������ṩ�˼�ʵ�ļ���֧�š�ͬʱ���ͷ�����ϡ�����ۺ����ú���ɫ��չ�������ؽ���,�ӿ���ɫ�����ƹ�Ӧ�á�����������ɫ���¼���������ϡ����Դ��ɫ��ȡ���뼼����ϵ����һ���Ĺ����ص㡣
��ͷ�����ϡ����;ұ������;��ɫ����;
��ͼ����ţ� TF845
����飺����(1986-),��,�ӱ�������,��ʿ�о���,������ʦ,�о�����:ϡ��ұ����,E-mail:warmmer69@163.com;*��С��,���ڼ�������ʦ;�绰:010-82241180;E-mail:hxw0129@126.com;
�ո����ڣ�2019-08-20
����������Ȼ��ѧ������Ŀ(51674037);��������������չר���ʽ���Ŀ(���AA18242022);���пƼ���������˾������л�����Ŀ����;
Wang Meng Huang Xiaowei Feng Zongyu Long Zhiqi Peng Xinlin Zhang Yongqi
Grirem Advanced Materials Co.,Ltd.,National Engineering Research Center for Rare Earth Materials,GRINM Group Corporation Limited;General Research Institute for Nonferrous Metals
Hebei Province Rare Earth Functional Materials Manufacturing Innovation Center
Abstract��
Baotou mixed rare earth ore is the largest rare earth reserve in the world, and the reasonable development and utilization of Baotou ore is critical for the global rare earth industry. The third-generation sulfuric acid process, which was independently developed by China, has achieved the low-cost, large-scale and continuous production of rare earth oxides from Baotou mixed concentrates, and has become the dominant technology in the rare earth industry. However, issues of resources and environment have become the bottlenecks to hinder the rapid and health sustainable development of rare earth industry. This paper provided an overview of the history of the classical hydrometallurgy and the separation processes for the Baotou mixed rare earth concentrate in industrial practice, especially, focused on the new green processes and their applications in industry. These processes included the new non-saponification extraction technology for the rare earths separation, the new linkage extraction technology for the rare earths separation, the new extraction and separation process of Baotou rare earth concentrate using magnesium bicarbonate and the novel hydrochloric acid-sulfuric acid combined method for the extraction and separation of mineralogical rare earth concentrate, and these processes provided a solid technical support for the efficient and cleaner production of Baotou mixed rare earth concentrate. Also, relevant suggestions were put forward for the comprehensive utilization and green development of Baotou mixed rare earth concentrate, including accelerating the promotion and application of green technologies, continuing to develop green innovative technologies, and establishing a green extraction and separation technology system for rare earth resources.
Keyword��
Baotou mixed rare earth concentrate; extraction and separation; green technologies;
Received�� 2019-08-20
ϡ��Ԫ�ؾ��ж��ص�4f�Dz���ӽṹ�� ���ԭ�Ӵžء� ǿ������-�����ϡ� ������λ���;���ṹ, ���ֳ�ʮ�ַḻ�Ĵš� �⡢ �硢 ���ȹ�������, ���С��ִ���ҵά���ء��͡�21�����²��ϱ��⡱�������� ϡ����Ϊȫ���ϵ���Ҫս����Դ, Ŀǰ�ѹ㷺Ӧ���ڹ��������� ���պ��졢 ������Ϣ�� ����װ���� ����Դ�� �ִ���ͨ�� ���ܻ����� �˹�ҵ��ս������, �Է�չ�ִ����¼���������˲�ҵ�� ����������ͳ��ҵ�ȶ������Ų�������Ĺؼ�����, ������ǿ��ս�Եĺ���֧�Ų���
ȫ��ϡ����ҵ������3����չʱ��, 20����40��60���, ����ϡ����Ӧ��ŷ������, ��������Ϊ�ռ��������ʯ; 20����60�����, ��������â͢��˹��ʵ�ֹ�ҵ����, ������ʼ����ȫ��ϡ����Ӧ, ��������Ϊ��̼�����������-�������; �ҹ���20����50�����ʼ��ϡ�������о���������, ��Ȼ����, �����������˵�Ŭ��, ʵ���˴����С� ��С����Ŀ�Խʽ��չ, ���Ű�ͷ��������ᷨ�Ŀ����ɹ��ʹ�����ȡ���۵Ľ�����Ӧ��, �ҹ���20����80������ڴ����˹�����ϡ����ȡ�� ���뼼���Ͳ�ҵ��¢��, ����ϡ������ҵ�����������й�ת��
��Ϊ�ҹ�����ϡ����Դ(��ͷ�����ϡ���� �Ĵ���̼��� �Ϸ�������ϡ����)�д���ռ�������Ƶ�ϡ�����, ��ͷ�����ϡ����Ҳ�������ϴ������ĵ���ϡ����, Ŀǰȫ��60%���ϵ�ϡ��ԭ���ϲ�Ʒ������Դ��ͷϡ���� ���ɷ�̼���Ͷ���ʯ����, ����ṹ����ɸ���, �����繫��Ϊ��ұ������
���Ľ���ͷϡ����ҵӦ�õľ���ұ�����빤�ս��лع˺ͽ���, �����������ص���л����� ϡ����ҵ���ͷϡ����ұ����������д��ڵ���Դ�뻷������, ��������ɫ���� ��Ч���Ľ��˼·�ͷ���, ����������ұ�������¼����� �¹��յȷ�����о���չ���ƹ�Ӧ��Ч����
1 ��ͷ�����ϡ����ҵӦ�õ�ұ�����빤��
1.1 ��ͷ�����ϡ���������ᷨұ������
���м����о�������ͷ�����ϡ������ұ������ʼ��20����70���, ½�������˵�һ���� �ڶ����� ���������ᷨұ������, ʵ�ֹ㷺Ӧ�ò���Ϊ������ͷϡ�������������ҵ����������
1972��, ���м��ųɹ������˻�תҤŨ���ᱺ��-���γ���-��ת��-�������ܹ���(��һ�����ᷨ), ұ����Ʒλ��ͷϡ������(REO����20%��30%)�����Ȼ�ϡ��, ����ͳ�ľ�̬���ձ��Ϊ��̬����, ʹϡ����������40%��ߵ�70%, ����˵�Ʒλϡ������Ĺ�������������
1980��, ���м����ڵ�һ�����ᷨ�����Ϸ�չΪŨ����ǿ������-�кͳ���-�������֬������ȡת���¹���(�ڶ������ᷨ, ��ͼ1��ʾ), ������ͷϡ�������ռ����ֻ��ͻ��, 1982���ڸ���ϡ����˾�������6000 t�Ȼ�ϡ��������, ��Ϊ��ʱ��������ϡ��ұ����, ʵ�ְ�ͷ�������� ��ģ����, ϡ����������ߵ�80%����

ͼ1 ��ͷ�����ϡ������ڶ����ᷨұ����������ͼ
Fig.1 Process flowchart on the second generation sulfuric acid technology for Baotou mixed rare earth concentrate
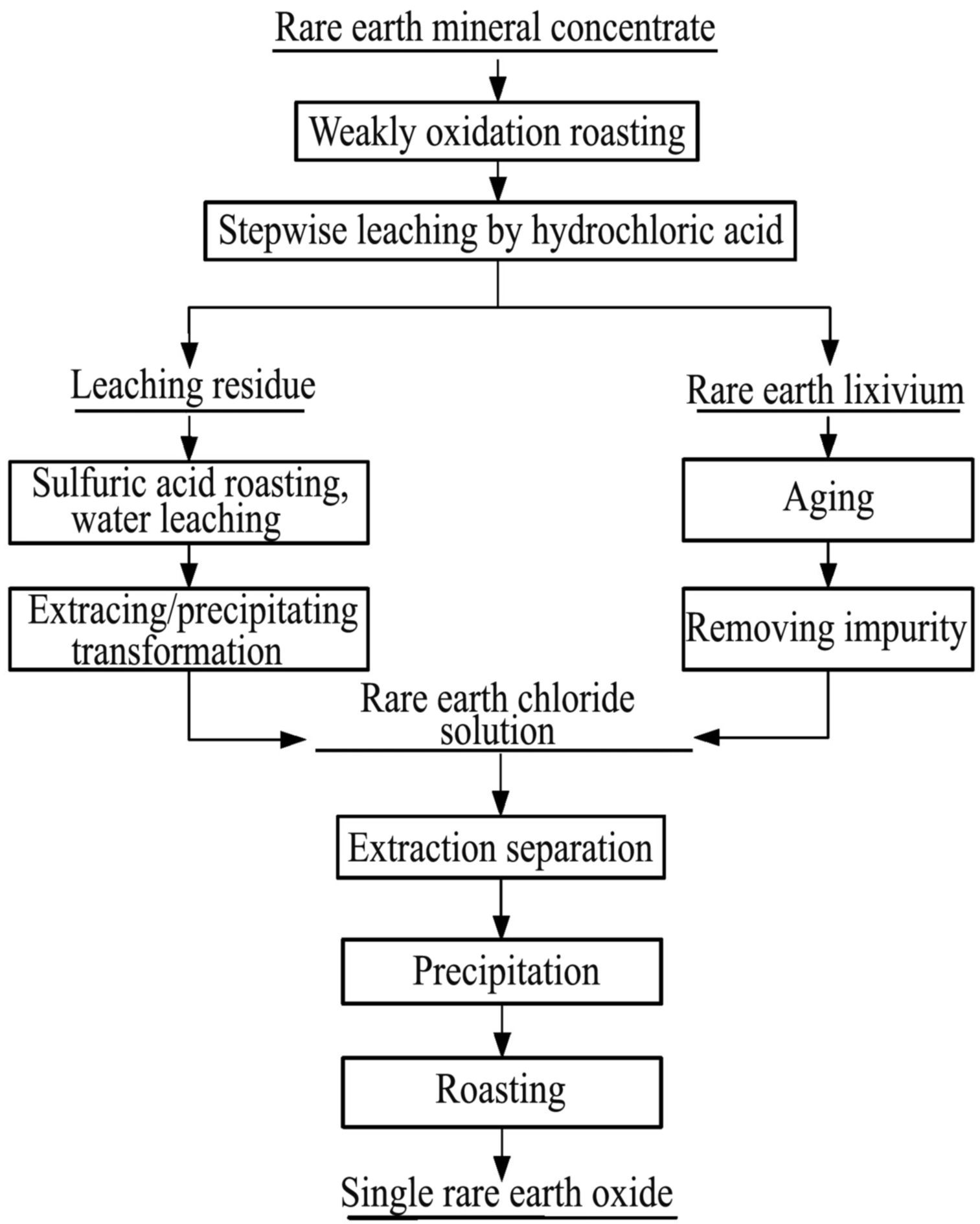
1985��, ���м����ֿ�����Ũ����ǿ������-ˮ��-����þ�кͳ���-P204��ȡת�ͷ����̼麟���-�����ܽ�ת��-��ȡ�����¹���(���������ᷨ)(ͼ2)�� ����ͷϡ��������Ũ�������ڻ�תҤ�н���ǿ�����շֽ�, �ʺ������������Խ������ν�������, ϡ������ת��Ϊ����������ϡ��, ��ˮ���� �кͳ��Ӻ�õ�����ϡ����Һ, �����������ֹ������̴�����ϡ����Һ����ȡϡ��: һ�ǽ�����ϡ����Һֱ�ӽ���̼����麟����� �����ܽ�ת�͵õ��Ȼ�ϡ����Һ, �÷���Ͷ��С, ̼��ϡ������ת��, ������1tϡ��������Ҫ����1.6��1.7 t��̼�����, ���гɱ��ϸ�, ���Ҳ���������þ�Ƶ�����立�ˮ, ���Ի��մ���; �����Ȳ���P204������ϵ��ȡ����, Ȼ�����ᷴ��ת��Ϊ�Ȼ�ϡ����Һ, �÷���ʵ���������ģ����, �ɱ���, ϡ�������ʸ�, ��Ʒ������, ������������ϵϡ��Ũ�ȵ�, ��ȡת���豸Ͷ�ʽϴ� �������ַ����õ��Ļ���Ȼ�ϡ����Һ����P507��ȡ����La, Ce, Pr, Nd��һϡ��
���������ᷨ�������̼� ������ ����,���ڴ��ģ����, �Ծ���ƷλҪ��, ���гɱ��ϵ�, ������þ�кͳ���ʹ��������, P204���֬������ȡ������黯�� �ܽ���ʧ�������, ϡ�����������, ʵ���˴�����ϡ����Һ����ȡ����ϡ���ļ���ͻ��, Ϊ�������״�, ����1986�������˰�ͷϡ�������ᷨұ�����빤�յ�������ר��
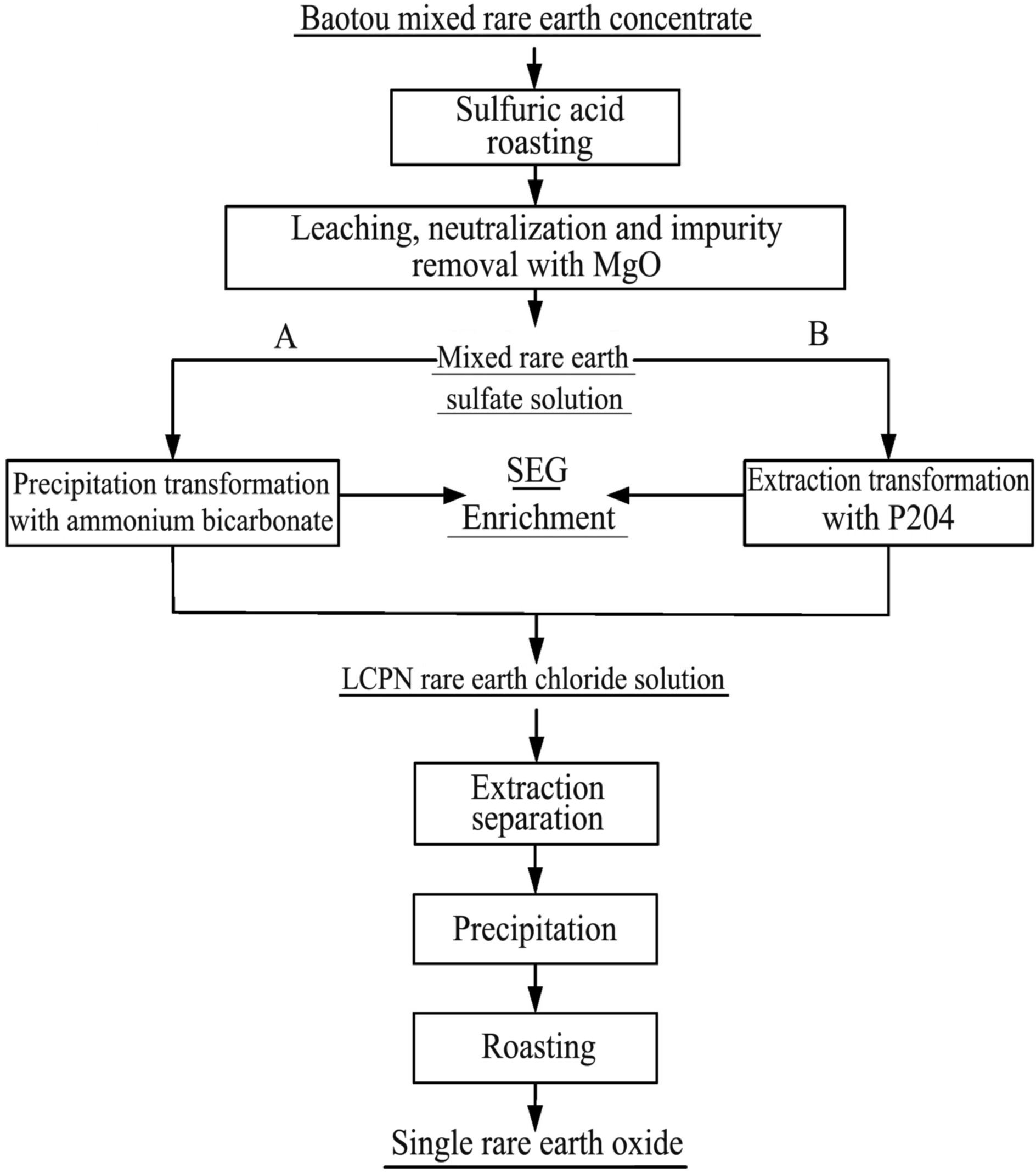
ͼ2 ��ͷ�����ϡ������������ᷨұ����������ͼ
Fig.2 Process flowchart on the third generation sulfuric acid technology for Baotou mixed rare earth concentrate
1.2 ��ͷ�����ϡ����ұ������
��20����70�������, ��ͷϡ��Ժ���Ϻ�Ծ�������������з����ռ�ֽ��ͷϡ�������ա� ����Һ�ѹ�ֽ����Ʒλ�Ļ����ϡ������(ͼ3)��
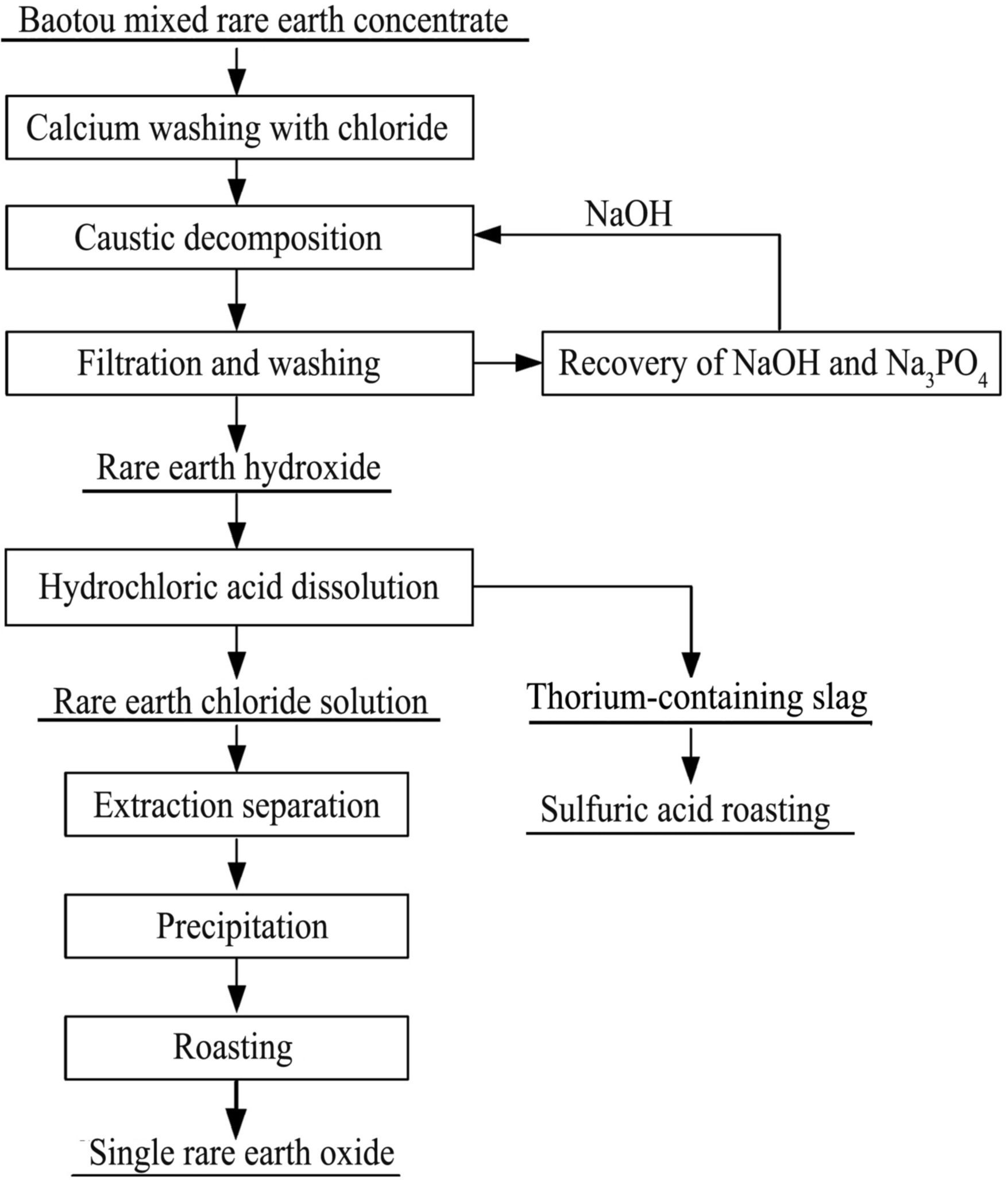
ͼ3 ��ͷ�����ϡ������ұ����������ͼ
Fig.3 Process flowchart on alkali technology for Baotou mixed rare earth concentrate
����ս���ͷ�����ϡ����������ϴ��, Һ��ֽ⡢ ϴ��, ��������ϡ���õ�����Һ��������, ����Һ��Ũ������ȡ����õ�����Ȼ�ϡ���� ����ϡ��������ͻ���Ȼ���ϡ��, �������������ữ���ս�һ������ϡ���̻���
2 ��ͷ�����ϡ������ɫұ�����빤�ս�չ
������, ��������о���������ҵ���ͷ�����ϡ����ұ��������̴��ڵĻ�����Ⱦ����, ��չ����ɫ���յ��з�, ��ȡ����һЩ�µĽ�չ��
2.1 Ũ������±��շ�
����20����70�����ͷ����ս�ڼ�, ���м��š� ����Ӧ�����ȵ�λ�Ϳ�չ��Ũ������±��ա� ������ȡ�����ʹ����о�, ����������������, �����¶ȵ�, ����������, ���²��������� ��תҤ���չ��̽�ڵ�����, һֱδʵ�ֹ�ҵӦ�á� �����ͳ�, Ϊ�˼��ٰ�ͷϡ������ֽ���̲����ķ�����Ⱦ����Ч���հ���������Դ, ��ͷϡ���о�Ժ�� �п�Ժ����Ӧ�����ȵ�λ������Ũ������±��չ���, ����չ��Ũ������¾�̬����-�������-P204������P507��ȡת����������Ȼ�ϡ����ҵ����
�й����ƹ��̼�������˾(ԭ�й���ɫ��������о���Ժ)���ϱ���ϡ�����ϳ��Ľ��˴�ͳ�������ᱺ�չ���
���м��š� ����ϡ���з���Ũ�������±����ۺϻ���ϡ�����ʵĹ���
������, Ũ������±��շ��ؼ��ǽ�����չ��̻�תҤ�������, �����ʵ��г�������δ�γ�, ���ᴿ����ʶԴ������˸��ߵ�Ҫ��, �����˸ù��յĽ�һ���з���ģ�ƹ�Ӧ�á�
2.2 ��������ȡ����ϡ���¹���
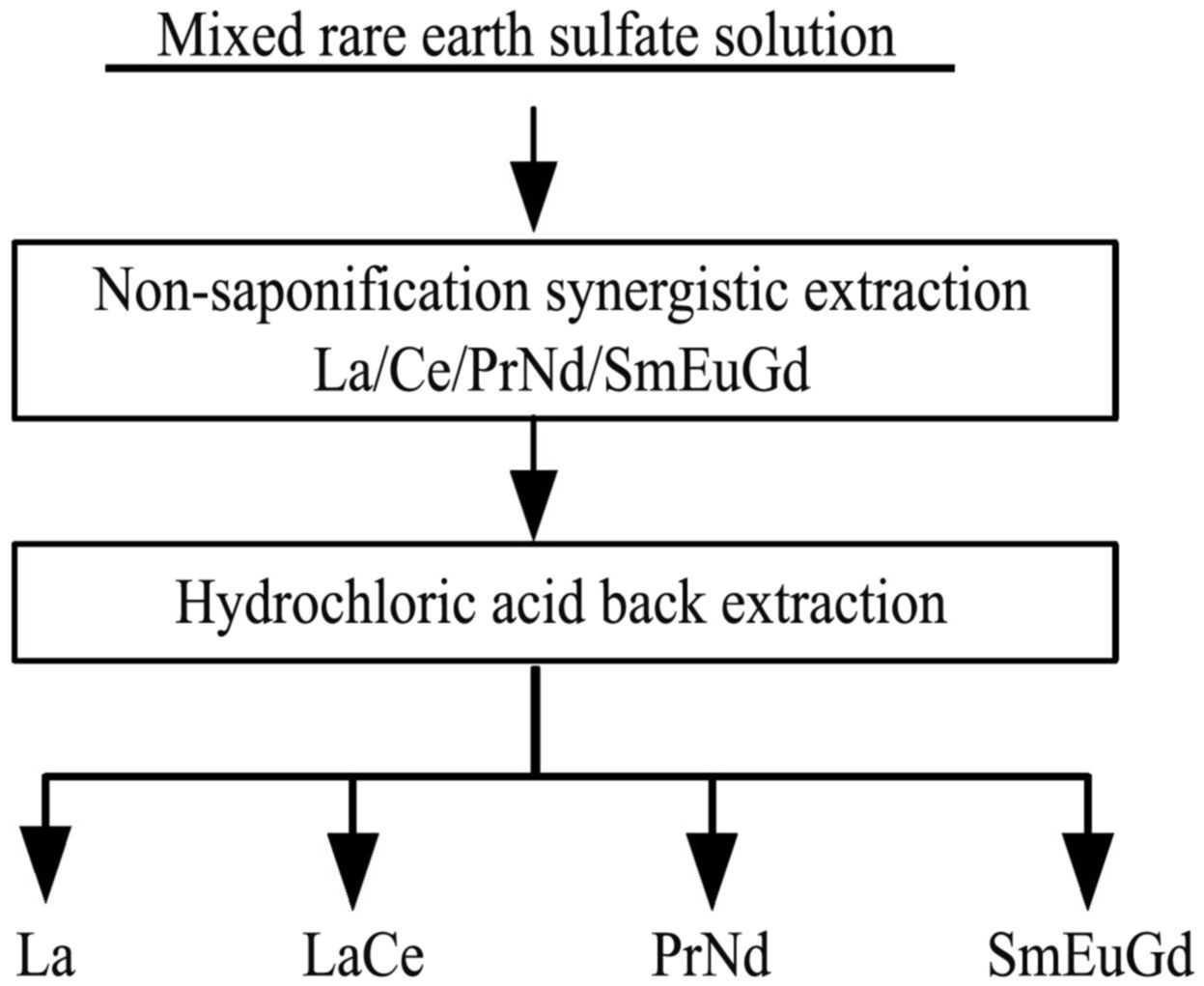
���ͷ�����ϡ���������ᱺ�ս���Һ��ϡ��Ũ�ȵ͡� ����ϡ��Ԫ�غ����ٵ��ص�, ���м��š� ����ϡ�������ɹ�������-������ϵ������������ȡ��ֱ�ӽ��з�������ȡ�����¼���
�ù���ֱ����ͷϡ���������ᱺ�յõ���ˮ��ҺΪԭ��, ���÷�����P204, P507��Эͬ��ȡ������Nd-Sm��ȡ����ת��, ��ֱ�ӽ���LaCe/PrNd/SmEuGd��La/LaCe/PrNd/SmEuGdһ����ȡ����õ��г���Ҫ��LaCe, PrNd, SmEuGd�����硢 ������ֲ�Ʒ
�¹�����2005��������ɽ������ϡ���ɷ�����˾�ɹ�Ӧ���ڸ����괦��4000 t��ͷϡ������̼麟���ת�������ߡ� �����ڸ���ϡ���²��Ϲɷ�����˾����ƹ�Ӧ��, �����з��ɹ�������P204, P507��H2SO4, HCl�����ϵ����ȡ����ϡ������ڹ��ա� 2010������, ����ϡ����˾�����м��š� ������ѧ�� ���(����)ϡ���о�Ժ����˾��������������ȡ���뼼����������ȡ���뼼�������л����, ����4000 t/���ģ������-������ȡ����ϡ��������(ͼ5), �Ӷ�ʵ�ְ�ͷ�����ϡ����ұ����������ް����ŷ�, �������������ɱ���
���(����)ϡ���о�Ժ����˾����ͨ��������ȡ���ۼ���, �ֿ����˰�ͷ��ת��-����һ�廯�����¹���
ͼ4 ����-��������ϵ��������ȡ�����¹���-����ͼ
Fig.4 Process flowchart on non-saponification extraction process in sulfuric acid-hydrochloric acid mixed system

ͼ5 ������-������ȡ�����¹���-ʵʩ�ֳ�
Fig.5 Field of non-saponification linkage extraction process
2.3 ̼����þ��ұ�������ͷϡ�����¹���
����ϡ��������������ϵ�������������ӡ� ����ӷ�Ӧ��������ϡ�����γ���, ������ϡ������Һ���ӡ� ��ȡת�ͷ���ȹ�����, ͨ��ʹ������þ�۵������, ��������������: �� ��-Һ��Ӧ��; �� �������� �������ʱ���ȡ����, ����Ӱ��ϡ����ȡ�����Ͳ�Ʒ����; �� ���������������Ƶ�����þ��ˮ, ���ײ�������ƽṸ������ȡ�豸�ܵ���, ��ˮ����ѭ�����á� Ϊ�˿˷���������, 2010������, ���м��š� ����ϡ������ҹ���ͷ����ص��ұ������ļ����ѵ�, �����ɹ���̼����þ��Һ�����������ȡ����Ϊ��������һ����ͷϡ������ɫұ�����빤��-̼����þ��ұ�������ͷϡ�����¹���
�״�������з���̼����þ��Һ��Ч��ȡ���ữ���տ���, ��������ˮ��-����þ�кͳ��ӹ���, ��֤ϡ�����ٸ�Ч������ͬʱ, ���� �����ȷ�Ӧ����, ���ͽ���ҺFe���ʺ���, �Ӷ�ʵ�ֽ��� �кͳ��ӡ�һ�ٶ�á���Ч���� ̼����þ��ҺӦ��������ϡ����ϵ������ȡת�ͺͷ���, ��ԭ����þ����pH��ȡ���, �ɾ�ȷ������ȡˮ��ƽ�����, �Ӷ����ϡ����ȡ������, ͬʱ��Ч���������þ����Fe, Al, Si�����ʸ��š� ��Ӧ��������; ��һ��, ͨ���Ը�Ԫ�ض���Ǩ�������������Һ������Ƹ�����ǿ��, �������յ��������ۿ���������ϡ����Һ����ѭ�����Ƽ���, �Ӷ���Ч���������ƽṸ�����⡣ �з��ɹ�����þ��ˮ��CO2ѭ���Ʊ�̼����þ��Һ����, ͨ��ǿ��̼����þת������, ͬʱ��������ƶ�̼���ĸ�����, ʵ���˸ƺ�þ����Ч����, ��ø�Ʒ�ʵ�þ�����ʯ���Ʒ�ʹ�����̼����þ��Һ; ̼����þ��Һѭ������ϡ��ұ�����������, ʵ����ˮ�� þ��CO2��Դѭ�����á�
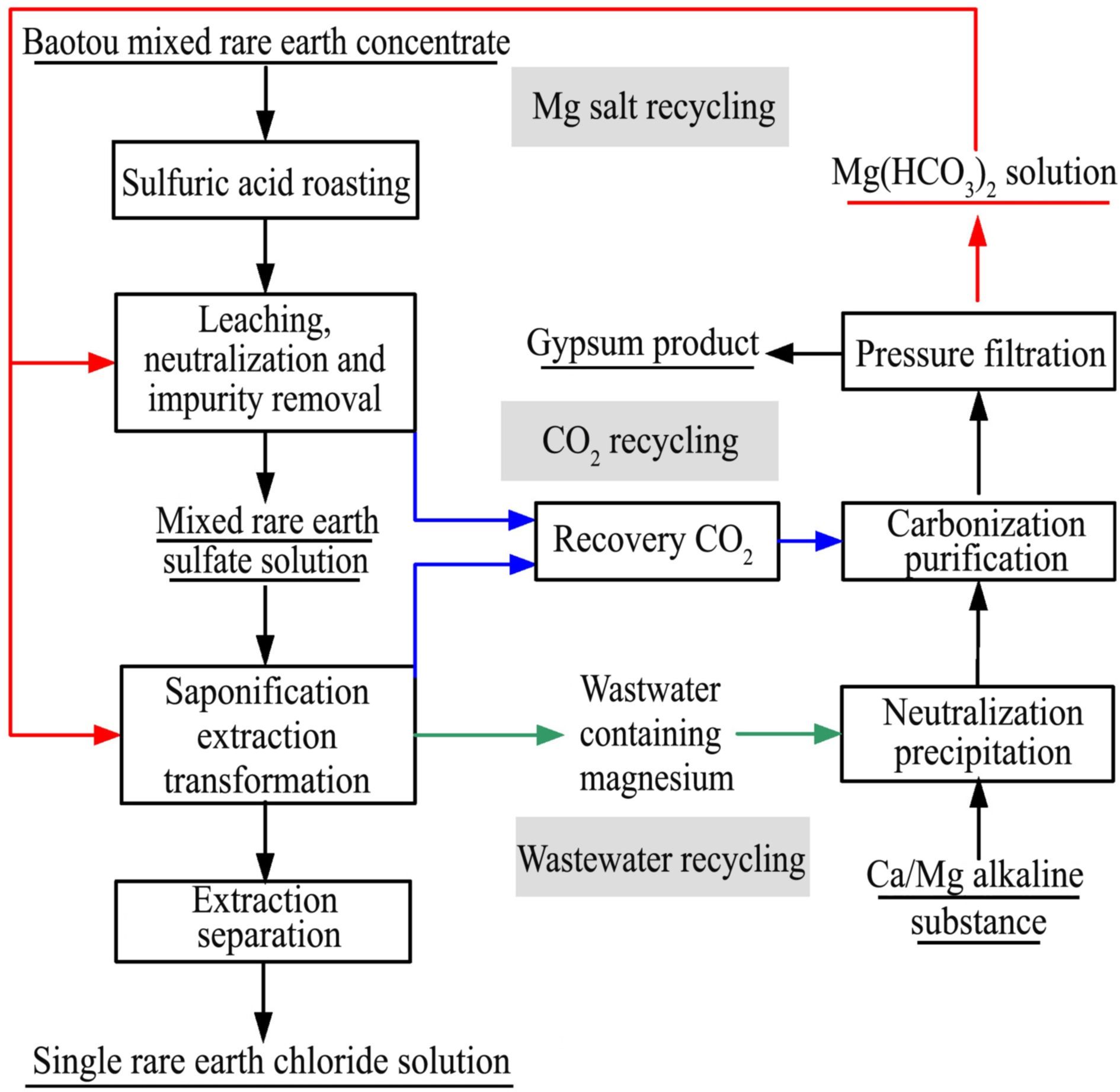
ͼ6 ̼����þ��ұ�������ͷϡ�����¹���-����ͼ
Fig.6 Process flowchart on new smelting and separation process of Baotou rare earth concentrate using magnesium bicarbonate
����ϡ���²��Ϲɷ�����˾���øü����Ľ�������ģΪ30000 t/���ͷϡ���������ɫұ������������, ʵ�������ȶ�����(ͼ7)�� ������ʵ��ˮ��Դ�Լ�þ�� CO2�Ȼ������ϵ�ѭ������, �ް����ŷ�; ������������ƽᾧ�� ���������ʶ���ȡ���̵�Ӱ��, �����ϡ����Դ�����ʺͲ�ƷƷ��; ϡ��ұ��������ϳɱ�����30%����, ���á� ������ ���Ч��������
2.4 ����-�������Ϸ�ұ��������ϡ�����¹���
Ŀǰ, ��ҵӦ��������ϡ����Ϊ������ϡ����, ������̼��� ����ʯ��������ϡ���� ����̼�����ó������������-���������, ���й��ռ� Ͷ��С���ŵ�, ������������̽�����̼���ֽ�������ϡ���ܽ�, �ļ��桢 �ʡ� ���Ƚ��������, �پ�����ת����-���ܻ�����, �����������Է����Ʒ�ˮ, ���������Ѷȴ� �����ɱ���
���ڴ�, ���м��š� ����ϡ�����������-�������Ϸ�ұ������̼��� ����ʯ�ȸ��ӿ�����ϡ�������¹���

ͼ7 ̼����þ��ұ�������ͷϡ�����¹���-ʵʩ�ֳ�
Fig.7 Field of smelting and separation process of Baotou rare earth concentrate using magnesium bicarbonate
(a) Preparation of magnesium bicarbonate; (b) Saponification extraction separation; (c) Recovery of carbon dioxide
ͼ8 ����-�������Ϸ�ұ��������ϡ�����¹���-����ͼ
Fig.8 Process flowchart on novel combined hydrochloric acid-sulfuric acid method for the smelting and separation of mineralogical rare earth concentrate
2.5 �����¹����о���չ
�п�Ժ����Ӧ�����о��˰�ͷϡ�����������Һ����ȡ�����桢 ���� ���ա� �����������չ��մ�����ͷ��Ӷ�����Ce(IV)��ϵ, �о��˸�����ϵ��Ce(IV)�� ���� ����ȡ����ѧ�ͽ��涯��ѧ, ������Ce(IV)�̶���������ȡ����, ����Cyanex923��������ʶ�ͷ�������Һ��Ce(IV), F, P���нϺõ���ȡ����, ͨ�������Ʊ���CePO4��CeF3��Ϸ���, ����Ч���հ�ͷ�����ϡ�����еķ��� ����Դ, ���÷ḻ���۵�����Դ�̶����� ����Դ, ��Դͷ����˷��� ������Ⱦ���⡣ ͬʱ��ռϡ�����50%�������ȷ������, ��Ϊ��������ϡ���ķ����Լ�ɱ�
��ͷ���ƶ�����������ϡ��������, Ŀǰ��������, �Ⱦ�����-ǿ�Ż�������Դ��, ����β����ѡ����ϡ��, ��������ϡ��β������β����ڶѻ�, β��Ĵ����ѻ������Դ�������˷ѡ� �����һ��״, ��ͷϡ���о�Ժ�о��˰�ͷ����β���ۺϻ���ϡ���� ���� ���� ��ѡұ���Ϲ��ա� ��չ�˰��ƶ��������ʯ����β��Ĺ��տ���ѧ�о�, ��ʾ�˿�����ɺͱ���״̬�Ը�ѡ���̵�Ӱ����ơ� ��ѡ���̻����REOƷλΪ51.13%��ϡ�������CaF2ƷλΪ83.85%��өʯ����; ��ѡ���̻����TFeƷλΪ46.26%��ǿ�������������(TFe 78.68%)�� ���øƻ�����ϡ������, ��Ч���Ʒ����ݳ�, ϡ���� ���� �����ʴﵽ90%���ϡ� ������ѧ����˸ƻ��̷���ԭ����-���ŷ�ѡ-���ȡ������ͷ����ϡ��β��Ĺ���
������ѧ���о��˲�����ǿ���ֽ�ת�͵������ȡϡ���¹��ա� ����ǿ���ֽ������, ��NaOH��Ϊ�������� �̷����ͷ�Ӧ����, ϡ������ֽ��ʴ���95%, ���еķ��� ��ת��Ϊ�����ƺ�����ƻ�������; ͨ��ˮϴ����80%���ϵķ�; ͨ����Ũ�������ºͽ���ˮϴ��, ϡ�������ʿɴ�93%���ϡ� �ù��մ���˼�����, ��Ϊϡ����������35%; ʵ���˷���Դ���ն��������� ͬʱ�����������������ϡ�������Ȼ��ֽ���ȡϡ���¹���, ��������������ϡ��������̼����Ȼ��ֽ�, �õ�ϡ���Ȼ�� �������Լ���������, ���ݸ����ʵķе������о���������ϡ���� ���Լ���
���ɹſƼ���ѧ���REOƷλΪ65%�İ�ͷ�����ϡ��������������ܹ���
����, �п�Ժ���̹����о�����
3 ��չ������
����ϡ����ҵ�ķ��ٷ�չ, ��Դ�˷��뻷����Ⱦ�����ѳ�Ϊ��Լϡ����ҵ�����ɳ�����չ���ش����⡣ Ϊ��˳Ӧ������ɫ��չ�����ߺͼ�������, ȫ����������ɫ����Ϊ�½���, ϡ����Դ��Ч������á� ����Ӧ���ܵ���ǰ����, �������ƶ�ϡ��������ʹ�÷�ʽ��ϸ���� ��ɫ���� ���⻯����չ�� ��Ϊ�ҹ���һ��ϡ����Դ, ��ͷ�����ϡ�����ұ�����빤�ս������������Դ�����ʡ� ����ѭ�����á� ��Ⱦȫ���̿��Ƶ���ɫ��ѧ����ΪĿ��, ��һ�������ҹ���ϡ��ұ�����������ȫ�����ȵ�λ��
��չ��������:
(1) �ӿ���ɫ�����ƹ�Ӧ�á� ��ʵ�ֹ�ҵ��Ӧ��Ϊ����, ��һ���Ż������ѿ����İ�ͷϡ������ɫ��Чұ�����빤�̻�������װ��ˮƽ, ��ǿ�¼�������Ӧ������Ӧ�÷�Χ, ͨ��Ӧ��ʾ�����̡� ����֧�������� ս�Ժ����ȶ��ַ�ʽ�Ӵ��¼����� ��װ����Ӧ���ƹ�����, �����¼�������Ϊ��ҵ�����ơ�
(2) ����������ɫ���¼����� ���ͷ�����ϡ����ұ��������̴��ڵ�������Ⱦ����, ��չ��ѧ����Эͬ����, �ص�ͻ�����ữ����β�������������ᡢ �����\��, ϡ�������ᴿ�����ᡢ � �λ������ü���, ��ͷ�����ϡ��������Դ�ʡ� ���� ���м�Ԫ�ظ�Ч��ɫ�ۺϻ������ü�����װ��, ����������ͷϡ�������ɫұ�����ۺ�����ˮƽ��
(3) ����ϡ����Դ��ɫ��ȡ���뼼����ϵ�� ����Դͷ��������Ⱦ����������ϵ, ϡ������Դȫ�������ڵ���ɫ��Ʒ���ۼ����淶, ��ɫ��Ӧ���� ��ɫ��������������ϵ, �Ӷ������γ�ͳһ�� �淶�� ȫ���ϡ����ɫ������ϵ, Ϊ���ϡ����Ⱦ����ս�� ����ϡ����ɫ������ϵ�ṩ����֧��, �ƶ�ϡ����ҵ��ɫת������, ʵ�ֽ����ɳ�����չ, ֧��ǿ��ս��Ŀ��ʵʩ��
�����
[4] Ye T,Lei J.Intrinsically robust hydrophobicity [J].Nature Materials,2013,(12):291.
[8] USGS.Mineral Commodity Summaries 2019 [M].U.S.Geological Survey,2019,132.

