DOI:10.19476/j.ysxb.1004.0609.2019.10.04
增强纤维对连续纤维增强铝基复合材料界面和力学性能的影响
胡银生,余 欢,徐志锋,聂明明,徐燕杰,姚 菁
(南昌航空大学 轻合金加工科学与技术国防重点学科实验室,南昌 330063)
摘 要:选用M40J碳纤维、KD-Ⅱ型碳化硅纤维和Nextel610型氧化铝纤维为增强体材料,采用真空压力浸渗法制备纤维单向排布,基体合金为ZL301的连续纤维增强铝基复合材料,研究增强纤维对复合材料致密度、界面及力学性能的影响。结果表明:增强纤维对复合材料的致密度有着明显影响,Cf/Al复合材料的致密度最大,达到99.9%,密度最小,仅为2.248 g/cm3,且其纤维排布均匀,组织缺陷最少;不同增强纤维与基体会发生不同程度的界面反应,最后表现为不同的纤维损伤程度,界面层厚度和界面相的大小,Al2O3f/Al复合材料未发现明显界面层,SiCf/Al复合材料和Cf/Al复合材料的界面层厚度分别为275.3 nm 和327.4 nm,界面上都发现有短棒状的Al4C3相;SiCf/Al,Cf/Al和Al2O3f/Al复合材料的拉伸强度分别为780.3 MPa,670.2 MPa和587 MPa,组织缺陷、纤维损伤和界面结合强度是影响复合材料强度的主要因素。
关键词:增强纤维;连续纤维增强;铝基复合材料;真空压力浸渗;界面;力学性能
文章编号:1004-0609(2019)-10-2245-10 中图分类号:TB331 文献标志码:A
近年来,伴随高性能纤维如碳纤维、碳化硅纤维和氧化铝纤维的不断出现,对纤维增强金属基复合材料的研究得到国内外研究学者的高度重视,尤其受到航空航天部门的青睐[1-3]。碳纤维较陶瓷纤维具有最高的比模量、比强度和特殊的热膨胀系数[4];碳化硅纤维又有优于碳纤维的耐热性、耐氧化性和尺寸稳定性等性能[5];氧化铝纤维是当今超轻质高温绝热材料之一,其长期使用温度高于碳化硅纤维,可以达到1300~1400 ℃,具有极高的化学稳定性和热稳定性[6]。连续纤维增强金属基复合材料除具有高的比强度、比模量和优异的耐高温性能外,还具备优良的可设计性和尺寸稳定性等优点,显示出树脂基复合材料不可比拟的特点,是航空航天等对构件质量要求苛刻的高科技领域理想的结构材料[7-8]。目前,连续纤维增强金属基复合材料常用的制备方法有挤压铸造法、熔融浸渗法、扩散粘结法和真空压力浸渗法等,其中真空压力浸渗法由于浸渗效果好,能够保证复合材料的致密度,减少孔隙与缩孔等常规的铸造缺陷,提高复合材料综合力学性能,具有制备工艺操作简单和各项工艺参数容易控制等优点,成为实现高性能复合材料复杂制件近净成形最有效的制备方法[9-10]。
界面是复合材料极为重要的微结构,不仅在基体和纤维间起着传递载荷的作用,又可以阻断裂纹扩展、延缓应力集中和保护纤维,在一定程度上对复合材料的整体性能起至关重要的作用[11-13]。国内外研究学者对复合材料界面性能的研究给予了高度关注,研究成果层出不穷。陈以心等[14]研究了Mg对SiCp/Al 复合材料界面和性能的影响,结果表明,Mg元素会促进SiC/Al界面反应的发生,当Mg含量大于8%时,SiC/Al界面会发生反应生成Mg2Si和Al4C3界面相;罗贤等[15]研究了C/Mo双涂层改性SiC纤维增强γ-TiAl复合材料的界面改性效果,其结果表明C/Mo双涂层比C单涂层能更好地阻碍界面反应,界面反应程度较未改性的SiC/γ-TiAl复合材料小;HOMENY等[16]运用透射电镜对α-Al2O3f/Al-Mg复合材料的界面进行表征得出α-Al2O3f/Al-Mg复合材料的界面反应区产物为立方尖晶石,即MgAl2O4,界面的显微结构是多晶和不均匀的,另一个界面反应区的产物是由于原子在不同原子半径的周期性排列而产生的调制结构。目前国内外研究学者对复合材料的界面研究主要集中在控制增强纤维,通过纤维表面涂层技术和调整复合材料制备工艺参数来达到调整界面反应的效果,而对不同增强纤维在相同制备条件下对复合材料界面和力学性能影响的研究还鲜有报道。
因此,本文以Al-Mg系铸造铝合金为基体,选用碳纤维、碳化硅纤维和氧化铝纤维为增强体材料,采用真空压力浸渗法制备纤维体积分数为40%的连续纤维增强铝基复合材料,研究了不同增强纤维对连续纤维增强铝基复合材料界面和力学性能的影响,为制备界面稳定,力学性能优良的连续纤维增强铝基复合材料提供理论参考。
1 实验
1.1 实验材料
实验选用东丽公司M40J碳纤维、KD-Ⅱ型碳化硅纤维和3M公司Nextel610型Al2O3纤维为增强体材料,其性能参数如表1所列。选用基体合金为铝镁系ZL301,元素成分含量如表2中所列,其中所含主要的合金元素是含量为9.5%~11.0%的Mg,可以有效降低铝液的表面能和界面能,改善铝液与纤维之间的润湿性,同时在一定程度上抑制Al4C3相的生成,阻挡界面反应,对纤维起到一定的保护作用。
1.2 实验方法
将增强纤维束用2层纯铝箔包裹后,放入到预先准备好的内径为8 mm,长度为100 mm的陶瓷管内并固定,制成纤维单向排布预制体,采用真空压力浸渗法制备连续纤维增强铝基复合材料,将熔炼好的铝液在纯氩气保护气氛中加热至720 ℃并保温30 min,纤维预热温度为560 ℃,浸渗过程中使用氮气进行加压,压力为7 MPa,保压时间为5 min,连续纤维增强铝基复合材料中纤维所占的体积分数为40%。
本文采用的ZYQ250/400 I型真空压力浸渗炉是适应纤维增强和颗粒增强复合材料的生产而研制的专用设备,用于金属基复合材料的研究和生产,如图1所示。设备结构紧凑、操作方便、安全可靠、温度、压力等参数可以根据实验要求设定,并可实现数字显示,记录;设备可以一次性完成真空熔化,真空冶炼,压力浸渗,热等静压等实验步骤,是生产金属基复合材料的先进设备,设备的技术指标为最高工作压力为12 MPa,最高工作温度为1000 ℃,极限真空度<10 Pa,工作介质为纯度≥99.99%的氮气(氩气)对整个装置提供气体保护,防止基体合金及纤维织物氧化,设备内温度采用双热电偶分别对金属液和炉膛进行实时温度控制,控温精度为±5 ℃,升温时间≤2 h。
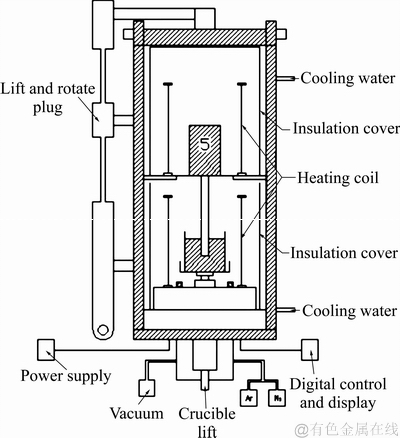
图1 真空压力浸渗装置与模具示意图
Fig. 1 Schematic diagram of vacuum pressure impregnation
表1 纤维的性能指标
Table 1 Property index of fiber

表2 基体铝合金的化学成分
Table 2 Chemical composition of aluminum

1.3 性能测试
根据GB/T 228-2010金属拉伸试验国家标准,将所制备的连续纤维增强铝基复合材料加工成标准拉伸试样,拉伸试样如图2所示;采用排水法测定试样的实际密度,并根据复合材料的理论密度计算材料的致密度;采用D8ADVANCE型X射线衍射分析仪(XRD)分析材料的物相组成;采用Quanta2000型扫描电子显微镜(SEM)对复合材料组织和断口形貌进行观察和分析;采用JEM-2001F型透射电镜(TEM)观察复合材料的界面结构和界面相。
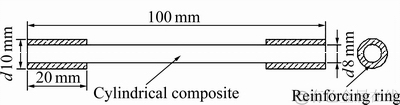
图2 复合材料拉伸试样示意图
Fig. 2 Tensile specimens schematic diagram of composite
2 结果与分析
2.1 增强纤维对连续纤维增强铝基复合材料致密度的影响
复合材料的致密度是反映真空压力浸渗法制备复合材料完整性的重要指标,是决定复合材料性能的重要参数,根据阿基米德原理,采用阿基米德排水法测定复合材料的实际密度,并根据该材料的理论密度计算不同纤维增强铝基复合材料的致密度。图3所示为基体和不同纤维增强铝基复合材料的密度,如图3所示,Cf/Al复合材料密度最小,仅为2.248 g/cm3;Al2O3f/Al复合材料的密度最大,达到3.006 g/cm3;SiCf/Al复合材料密度为2.59 g/cm3。这是由于碳纤维密度仅为1.81 g/cm3,远小于基体铝的密度2.55 g/cm3,在相同纤维体积分数和相同体积的条件下,Cf/Al复合材料所制备零件的质量最小,在实际应用中其减重效果最明显,比强度、比模量较高。
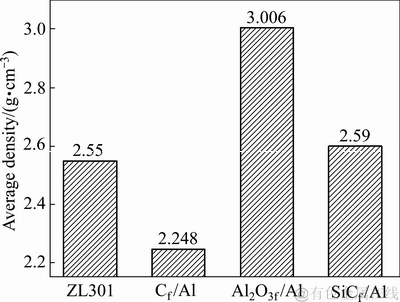
图3 基体和不同纤维增强铝基复合材料的密度
Fig. 3 Density of matrix and different fiber reinforced aluminum matrix composites
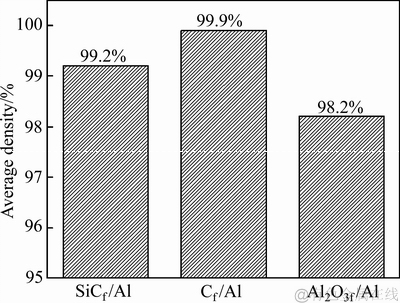
图4 增强纤维与平均致密度的关系
Fig. 4 Relationship between reinforced fiber and average relative density
图4所示为不同纤维增强铝基复合材料的平均致密度。由图4可以看出,3种纤维增强铝基复合材料的平均致密度均达到98%以上,说明真空压力浸渗效果较好,复合材料组织完整性良好,在相同的制备条件下,Cf/Al复合材料的致密度最高,达到99.9%,最低的Al2O3f/A复合材料致密度为98.2%。从微观组织缺陷角度也可从侧面反映增强纤维对复合材料致密度的影响,图5所示为不同纤维增强铝基复合材料的微观组织图,图5(a)、(b)中Al2O3f/Al复合材料内部纤维分布不均匀,存在较多的纤维偏聚现象,基体上有大量的浸渗微孔和孔洞,复合材料浸渗效果较差;图5(c)、(d)为SiCf/Al复合材料的微观组织图,可以看出SiCf/Al复合材料基体金属均匀填充纤维间隙,有一定的纤维团聚现象,在纤维偏聚处存在有少量的浸渗缺陷;由图5(e)、(f)可以发现,Cf/Al复合材料纤维排布较均匀,束与束之间浸渗完好,基体铝合金充满了纤维束之间的间隙,浸渗效果较好。值得注意的是,如图5(e)、(f)所示,与陶瓷纤维增强铝基复合材料不同,Cf/Al复合材料中的碳纤维丝浸渗前后圆度发生明显畸变,其截面由浸渗前的圆形变成“豌豆”状,这主要是因为碳纤维的热膨胀系数与陶瓷纤维和基体铝合金完全不同,表现为热缩冷涨,高温下制备的复合材料降至常温的冷却过程中碳纤维体积膨胀而铝合金体积收缩,使得复合材料内部产生较大的应力,在该应力作用下使得碳纤维结构形貌发生了变化,由浸渗前的圆形变成“豌豆”状。
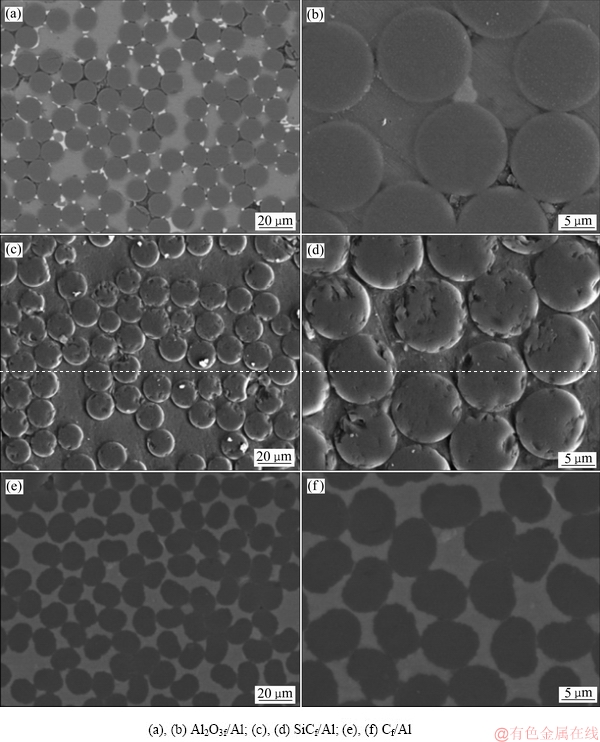
图5 不同纤维增强铝基复合材料的微观组织
Fig. 5 Microstructures of continuous fiber reinforced composites with different reinforced fibers
在相同制备工艺条件下,不同增强纤维对复合材料致密度影响的主要原因在于铝液对增强纤维的润湿性不同,在720 ℃浸渗条件下,增强纤维与铝液的润湿角从大到小依次是Al2O3、C、SiC,分别为152°~155°、130°~135°和80°~90°。液态铝合金与增强纤维Al2O3、C和SiC在正常浸渗温度下的润湿性极差或者完全不润湿,当液态金属不润湿纤维时,其毛细作用力会变为浸渗阻力,金属液必须在外界压力作用下克服浸渗阻力才能完成浸渗,纤维与铝液的润湿角越大,纤维与铝液的润湿性就越差,毛细阻力也就越大,如式(1)所示,浸渗时所需要克服的临界附加压力也就越大。
 (1)
(1)
式中:pc为外界所需克服的临界附加压力;D为预制体的孔隙直径;σ1g为液态金属表面张力;θ为液体在固体表面的润湿角。
值得注意的是,尽管SiC纤维与铝液的润湿性比C纤维好,但SiCf/Al复合材料的致密度更低,组织缺陷更多,原因是因为根据纤维/金属界面的结合情况,熔融金属对纤维的润湿过程可以分为非反应润湿和反应润湿,SiC/Al和C/Al都属于反应体系,但C/Al体系的反应程度较SiC/Al严重,反应润湿可以大大减小界面润湿角,改善润湿性,而且基体中合金元素 Mg 的存在,可以大大改善铝液与碳纤维的润湿性,降低了铝液的表面能,因此,C/Al体系的浸渗阻力要小于SiC/Al体系。而Al2O3/Al体系中唯一的界面反应是Al2O3向Al基体中的溶解,再加上720 ℃的高温条件增大了Al2O3的表面能[17],这二者的综合作用促使了Al2O3纤维与熔融铝合金基体之间的界面润湿。在相同的浸渗工艺条件下,基体与增强纤维的润湿性越差,毛细阻力越大,铝合金在浸渗过程中需要克服更大的浸渗阻力,加大了浸渗难度,有些细小区域难以完全浸渗,使得复合材料存在一定的浸渗缺陷从而影响致密度。
2.2 增强纤维对纤维增强铝基复合材料界面的影响
图6所示为不同纤维增强铝基复合材料的XRD衍射图谱,由图6可以发现,Al2O3、SiC和C纤维与ZL301基体都有界面反应产生,Al2O3纤维会与ZL301发生界面反应生成MgAl2O4(尖晶石);SiC纤维和ZL301反应生成Al4C3相;C纤维与ZL301反应有Al4C3相生成。
在Al2O3f/ZL301复合材料的制备过程中,基体中的Mg元素化学活性很高,会发生如下反应,最终产物为MgAl2O4(镁铝尖晶石),这是一种稳定的化合物,其密度为3.6 g/cm3,熔点高达2135 ℃。
3Mg+Al2O3=3MgO+2Al (1000 K) (2)
 -120 (kJ/mol)
-120 (kJ/mol)
Mg+Al2O3=MgAl2O4 (1000 K) (3)
-37 (kJ/mol)
在SiCf/ZL301复合材料的制备过程中,由于先驱法制备的束丝SiC纤维表面沉积有游离碳,在高温浸渗过程中界面处SiC纤维与铝液会发生如下反应,最终产物为 Al4C3界面相。
4Al(l)+3C(s)=Al4C3(s) (4)
 -265000+95.06T (kJ/mol)
-265000+95.06T (kJ/mol)
4Al(l)+3SiC(s)=Al4C3(s)+3Si(s) (5)
103900-16.5T (kJ/mol)
在Cf/ZL301复合材料的制备过程中,界面处碳纤维与铝液会发生如下反应,其反应如式(6)所示,生成脆性相 Al4C3且铝合金从高温冷却凝固的过程中会析出β相Al3Mg2(见式(7))。
4Al(l)+3C(s)=Al4C3(s) (6)
-265000+95.06T (kJ/mol)
3Al(l)+2Mg(l)=Al3Mg2(s) (7)
式中: 为标准生成吉布斯自由能;T为温度,K。
为标准生成吉布斯自由能;T为温度,K。
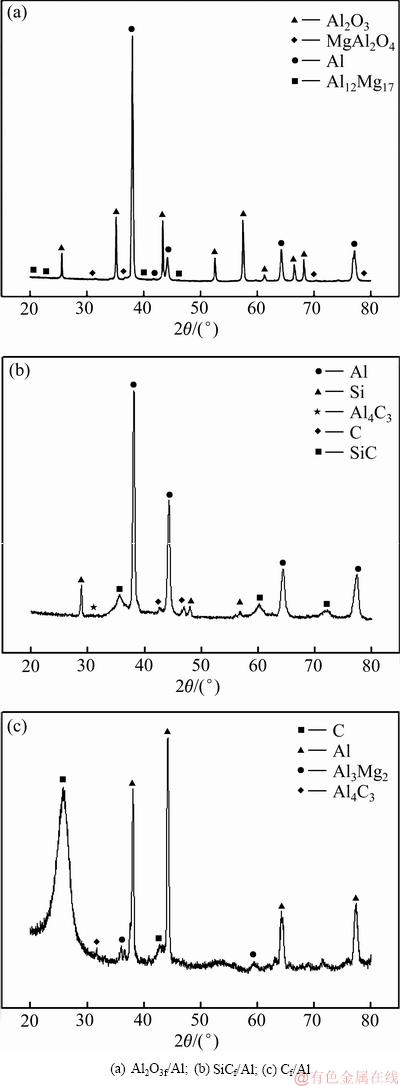
图6 不同增强纤维的复合材料的XRD谱
Fig. 6 XRD patterns of continuous fiber reinforced composites with different reinforced fibers
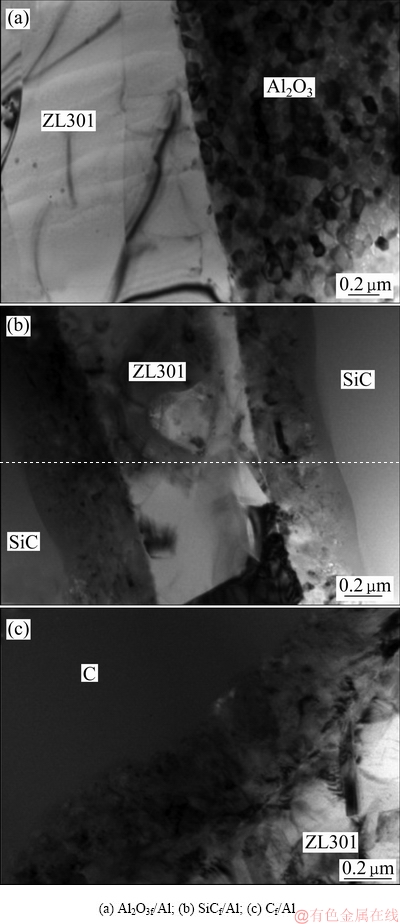
图7 不同纤维增强复合材料界面层的形貌
Fig. 7 Morphologies of interface layer of composites with different reinforced fibers
运用JEM 2100F型场发射高分辨透射电镜观察不同纤维增强铝基复合材料的界面形貌,如图7所示,使用Image-Pro Plus软件测量界面层厚度。图7(a)所示为Al2O3f/Al复合材料的界面形貌,未发现明显界面层,Al2O3纤维边缘光滑,纤维保存较完整,同时可以看到多晶Al2O3纤维的晶粒大小较均匀,呈无序排列;图7(b)所示为SiCf/Al复合材料的界面形貌,发现有明显界面层,界面层厚度约为275.3 nm,界面平整,界面上大多数区域较为干净,界面结合良好;由图7(c)可以发现,Cf/Al复合材料具有明显的界面层,界面层厚度约为327.4 nm,界面参差不齐,碳纤维损伤较严重,有明显的棒状界面相,界面层物相复杂,界面反应充分。复合材料的界面层厚度可以在一定程度反映界面反应的剧烈程度。在Al2O3f/Al复合材料的XRD谱中可以发现,Al2O3与ZL301有界面相MgAl2O4生成,但在TEM像中没有发现明显的界面层,在纤维和基体界面也没有发现MgAl2O4界面相,原因是由于Al2O3和ZL301基体的界面反应较弱,界面反应产物MgAl2O4相的含量较少,TEM未找到有界面相的界面区域;SiCf/ZL301和Cf/ZL301复合材料均有一定厚度的界面层产生,充分说明在浸渗过程中纤维与基体金属发生复杂且剧烈的化学反应。图8所示为不同纤维增强铝基复合材料界面产物的TEM像。由图8可以看出,SiCf/ZL301和Cf/ZL301复合材料的界面相Al4C3呈短棒状在界面零星分布,由界面向基体内生长,图8(a)中SiCf/ZL301复合材料界面上有细小短棒状的Al4C3相,运用Image-Pro Plus测得其长约327.6 nm、宽约35.3 nm,图8(b)所示为Cf/Al复合材料的界面反应相Al4C3,其长度约为713.2 nm,宽约为54.6 nm,其尺寸相对SiCf/ZL301的界面反应物相更大,这是因为在SiCf/ZL301复合材料中SiC纤维表面仅存在少量游离的C与Al发生界面反应生成Al4C3相,而且SiC纤维与熔融铝合金发生界面反应有Si和Al4C3相生成,但少量的Si又会在一定程度上抑制界面反应,抑制Al4C3相的生成和长大[18],因此,Cf/ZL301复合材料比SiCf/ZL301的界面反应程度强,其纤维损伤更严重。图 9所示为Al4C3相的衍射花样。
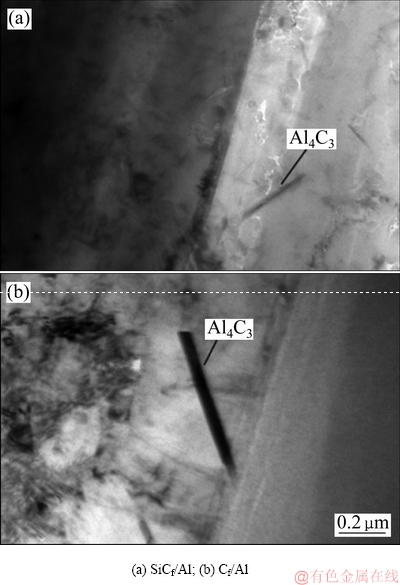
图8 不同纤维增强铝基复合材料界面反应物的TEM像
Fig. 8 TEM images of interfacial reactants of composites with different reinforced fibers
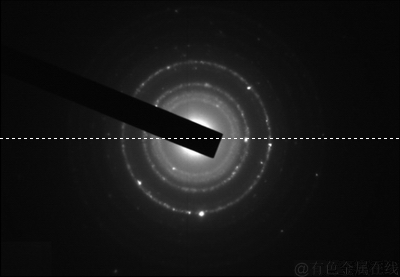
图9 Al4C3相的衍射花样
Fig. 9 Diffraction pattern of Al4C3 phase
2.3 增强纤维对复合材料力学性能的影响
用质量分数为10%的NaOH溶液萃取不同纤维增强复合材料中的增强纤维,为确认NaOH溶液对纤维的影响,将不同纤维原丝用NaOH溶液处理相同时间,并进行拉伸试验,进行对比验证。图10所示为不同状态增强纤维的拉伸强度,由图10可以发现,NaOH溶液处理后的C纤维、SiC纤维和Al2O3纤维强度分别保持在原丝纤维强度的95.4%、95.5%和97.7%,NaOH溶液处理前后对纤维强度的影响不大;从Al2O3f/Al复合材料中萃取出来的纤维强度达到纤维原丝强度的78.02%,从SiCf/Al复合材料中萃取出来的纤维为SiC原丝强度的66.8%,而从Cf/Al复合材料中萃取出来的碳纤维强度仅为原丝强度的42.7%。从不同复合材料中萃取出增强纤维的强度可以从侧面反应出复合材料界面反应程度的大小,界面反应越严重,纤维表面被反应侵蚀就越严重,纤维的损伤程度也就越严重,纤维拉伸强度较纤维原丝强度也就越小。
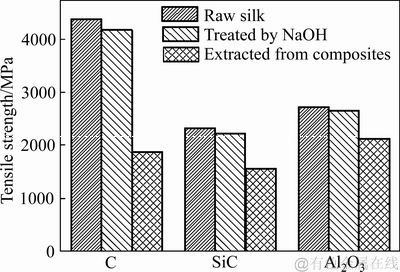
图10 不同状态纤维的拉伸强度
Fig. 10 Tensile strength of fibers in different states
拉伸强度是反应复合材料性能的最直观体现,拉伸试验方向沿着纤维排布方向,每种纤维增强取5个试样,拉伸强度取平均值。图11所示为基体和不同纤维增强复合材料的拉伸强度。由图11可以看出,随炉制备的ZL301拉伸强度仅为167 MPa,连续SiCf/Al复合材料的拉伸强度为780.3 MPa,比基体合金的提高了467%;Cf/Al复合材料的拉伸强度为670.2 MPa,比基体合金的提高了401%;Al2O3f/Al复合材料的拉伸强度为587 MPa,比基体合金的提高了351%,充分说明纤维增强铝基复合材料的增强效果明显,纤维是主要的承载相。由前面的致密度分析可以知道,在相同的制备条件下,Cf/Al复合材料的致密度最高达到99.9%,SiCf/Al复合材料的致密度也达到99.2%,复合材料的致密度越高,材料内部组织缺陷也就越少,纤维偏聚,浸渗微孔等组织缺陷在复合材料的拉伸过程中会产生应力集中现象,成为材料破坏的裂纹源,影响着材料的力学性能。另外,在复合材料的浸渗过程中,不同增强纤维代表着不同的浸渗效果、纤维损伤程度和界面结合强度,在Cf/Al复合材料的拉伸过程中,尽管其致密度较高,材料的内部缺陷较少,但由于C纤维与熔融铝合金发生较严重的界面反应,界面结合强度强,纤维损伤严重且生成Al4C3相数量较多,尺寸较大,这些大尺寸的Al4C3相往往在界面处呈针状或片状,会降低界面对载荷的传递作用。同时,脆性的Al4C3相在受力条件下容易成为裂纹源,进一步降低纤维的承载能力,降低复合材料的强度;在连续SiCf/Al复合材料的浸渗过程中,也有界面反应和界面相的产生,但在纤维增强复合材料中,纤维是主要的承载体,这就要求界面能够起到有效传递载荷和调节复合材料内应力分布的作用。当裂纹在基体缺陷处产生,并且在外加载荷的作用下沿着纤维径向扩展,当裂纹扩展到纤维与基体界面时,由于纤维的阻碍使得裂纹无法直线前进,并且在界面处产生应力集中。此时,由于SiC/Al复合材料界面适中的结合强度,纤维与基体之间会发生脱粘,使得裂纹产生分叉或者改变方向,沿着纤维表面纵向扩展,会使界面处的应力集中得以松驰。适中的界面反应可以提高增强纤维与基体金属的结合强度,能够有效发挥纤维的承载作用,所以其拉伸强度较高。在Al2O3f/Al复合材料中,尽管其纤维损伤程度较低,纤维强度较高,但由于其界面反应程度弱,纤维与基体的结合强度不高,界面极易发生脱粘,弱结合界面的界面脱粘无法起到缓解界面应力集中的作用,在拉伸过程中界面不能有效的传递载荷,使得纤维不能充分发挥增强作用,表现为纤维的大量拔出现象,复合材料强度较低。
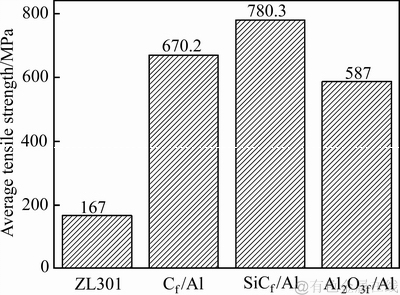
图11 基体和不同纤维增强复合材料的拉伸强度
Fig. 11 Tensile strength of matrix and different reinforced fiber composites
图12所示为不同纤维增强铝基复合材料的拉伸断口形貌,图12(a)、(b)所示为Al2O3f/Al复合材料的拉伸断口形貌,可以看出复合材料断口起伏较大,纤维大量拔出,拔出长度较长,断口上纤维拔出高度与基体的高度差甚至可达0.5 mm,基体有部分撕裂,充分说明纤维与基体的结合较弱,没有有效地发挥传递载荷和阻止裂纹扩展的作用,导致材料局部的应力集中,使得纤维与基体脱粘,纤维的增强作用没有发挥,复合材料的性能也就不好。图12(c)和(d)中,SiCf/Al复合材料断口参差不齐,有一定数量的纤维拔出,纤维拔出长度较短,断口出现韧窝现象,呈现出韧性断裂特征,表现出良好的界面结合强度,纤维与基体在拉伸过程中出现脱粘现象,使得裂纹尖端沿纤维纵向扩展,充分发挥纤维的增强作用,材料性能较好。图12(e)和(f)所示为Cf/Al复合材料的断口形貌,可以发现Cf/Al复合材料的断口平齐,呈现出脆性断裂特征,裂纹扩展到界面处不发生脱粘现象,裂纹沿纤维径向快速扩展穿过纤维,造成低应力下的脆断现象,纤维不能发挥增强作用,复合材料的拉伸强度较低。
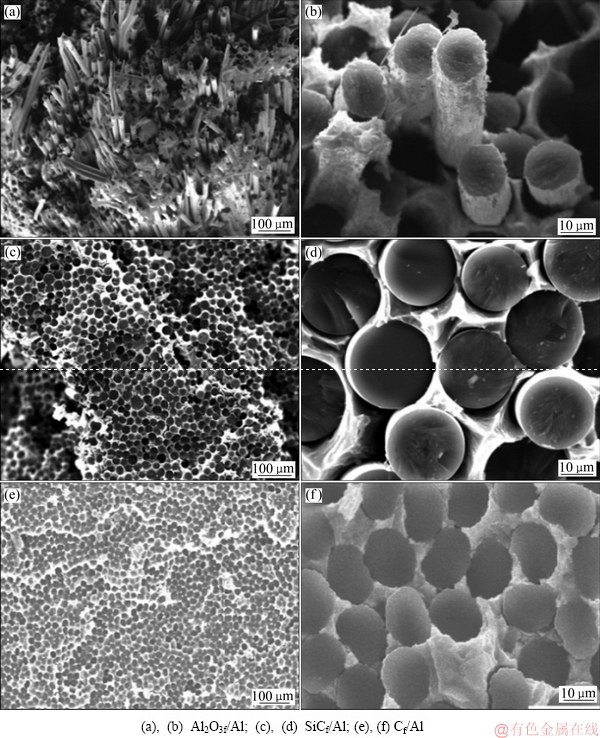
图12 不同纤维增强铝基复合材料拉伸断口形貌
Fig. 12 Tensile fracture surface morphologies of different reinforced fiber composites
3 结论
1) 纤维预热温度560 ℃,浸渗温度720 ℃和保压5 min条件下,采用真空压力浸渗法制备不同纤维增强铝基复合材料致密度最大的是Cf/Al复合材料,达到99.9%,碳纤维均匀分布,没有明显的浸渗缺陷,最低的为Al2O3f/Al复合材料,只有98.2%,其纤维大量偏聚,基体上存在浸渗微孔和孔洞。纤维与基体的润湿性大小是影响复合材料致密度的主要因素。
2) 增强纤维对连续纤维增强铝基复合材料的界面层厚度和界面相的大小有着明显影响,Al2O3f/Al复合材料未发现明显界面层,SiCf/Al复合材料和Cf/Al复合材料的界面层厚度分别为275.3 nm 和327.4 nm,两种复合材料的界面上都发现有短棒状的Al4C3相。
3) 不同纤维增强铝基复合材料中,SiCf/Al复合材料的拉伸强度最大,达到780.3 MPa,其断口呈现韧性断裂特征,组织缺陷较少,纤维损伤较轻,表现为适中的界面结合强度;Al2O3f/Al复合材料的拉伸强度最小为587 MPa,其断口纤维拔出较多,拔出长度较长,微观组织上有大量浸渗缺陷,纤维轻微损伤,界面结合较弱。
REFERENCES
[1] 马立敏, 张嘉振, 岳广全, 刘建光, 薛 佳. 复合材料在新一代大型民用飞机中的应用[J]. 复合材料学报, 2015, 32(2): 317-322.
MA Li-min, ZHANG Jia-zhen, YUE Guang-quan, LIU Jian-guang, XUE Jia. Application of composite materials in the new generation of large civil aircraft[J]. Acta Materiae Compositae Sinica, 2015, 32(2): 317-322.
[2] 刘玫潭, 蔡旭升, 李国强. 高性能SiC增强Al基复合材料的显微组织和热性能[J]. 中国有色金属学报, 2013, 23(4): 1040-1046.
LIU Mei-tan, CAI Xu-sheng, LI Guo-qiang. Microstructure and thermal properties of high performance reinforced matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 1040-1046.
[3] 刘 兵, 彭超群, 王日初, 王小锋, 李婷婷. 大飞机用铝合金的研究现状及展望[J]. 中国有色金属学报, 2010, 20(9): 1705-1715.
LIU Bing, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LI Ting-ting. Recent development and prospects for giant plane aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(9): 1705-1715.
[4] 聂明明, 徐志锋, 徐 鹏, 余 欢, 王振军. 纤维预热温度对3D-Cf/Al复合材料显微组织及力学性能的影响[J]. 中国有色金属学报, 2016, 26(5): 1001-1009.
NIE Ming-ming, XU Zhi-feng, XU Peng, YU Huan, WANG Zhen-jun. Effect of fiber preheating temperature on Microstructure and mechanical properties of 3D-Cf/Al composites[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(5): 1001-1009.
[5] ZHOU Yang, ZHOU Wan-cheng, LUO Fa, ZHU Dong-mei. Effects of dip-coated BN interphase on mechanical properties of SiCf/SiC composites prepared by CVI process[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(5): 1400-1406.
[6] 张文龙, 陈嘉颐, 吴桢干, 张 帆, 顾明元. (Al2O3)f/Al复合材料在强界面结合下的疲劳损伤模式[J]. 复合材料学报, 2003, 20(1): 106-110.
ZHANG Wen-long, CHEN Jia-yi, WU Zhen-gan, ZHANG Fan, GU Ming-yuan. Fatigue damage mode of (Al2O3)f/Al composite under strong interfacial bonding[J]. Acta Materiae Compositae Sinica, 2003, 20(1): 106-110.
[7] 武高辉. 金属基复合材料发展的挑战与机遇[J]. 复合材料学报, 2014, 31(5): 1227-1237.
WU Gao-hui. Challenges and opportunities for the development of metal matrix composites[J]. Acta Materiae Compositae Sinica, 2014, 31(5): 1227-1237.
[8] PEI Ri-sheng, CHEN Guo-qin, WANG Ya-ping, ZHAO Ming, WU Gao-hui. Effect of interfacial microstructure on the thermal-mechanical properties of mesophase pitch-based carbon fiber reinforced aluminum composites[J]. Journal of Alloys and Compounds, 2018, 756: 8-18.
[9] BAUMLI P, SYCHEV J, BUDAI I, SZABO J T, KAPTAY G. Fabrication of carbon fiber reinforced aluminum matrix composites via a titanium-ion containing flux[J]. Compos Appl Sci Manuf, 2013, 44: 47-50.
[10] 张广安, 罗守靖, 田文彤. 短碳纤维增强铝基复合材料的挤压浸渗工艺[J]. 中国有色金属学报, 2002, 12(3): 525-528.
ZHANG Guang-an, LUO Shuo-jing, TIAN Wen-tong. Squeezing infiltration process for short carbon fiberb reinforced aluminum alloy matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 525-528.
[11] 贺毅强, 王 娜, 乔 斌, 冯立超, 陈志钢, 陈振华. SiC颗粒增强Al-Fe-V-Si复合材料的SiC/Al界面形貌[J]. 中国有色金属学报, 2013, 20(7): 1302-1308.
HE Yi-qiang, WANG Na, QIAO Bin, FENG Li-chao, CHEN Zhi-gang, CHEN Zhen-hua. SiC/Al interface feature of Al-Fe-V-Si alloy reinforced with SiC particles[J]. The Chinese Journal of Nonferrous Metals, 2013, 20(7): 1302-1308.
[12] 袁 曼, 于家康, 陈代刚, 于 威, 李华伦, 曹禄华. SiCp/ZL101基复合材料的界面与性能[J]. 中国有色金属学报, 2013, 23(3): 779-785.
YUAN Man, YU Jia-kang, CHEN Dai-gang, YU Wei, LI Hua-lun, CAO Lu-hua. Interface and properties of SiCp/ZL101 matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(3): 779-785.
[13] LIU Pei, WANG Ai-qin, XIE Jing-pei, HAO Shi-ming. Characterization and evaluation of interface in SiCp/2024Al composite[J]. Transactions of Nonferrous Metals Society of China, 2015, 25(5): 1410-1418.
[14] 陈以心, 王日初, 王小锋, 彭超群, 彭 健, 孙月花. Mg对真空压力浸渗SiCp/Al复合材料组织和性能的影响[J]. 中国有色金属学报, 2016, 26(6): 1228-1234.
CHEN Yi-xin, WANG Ri-chu, WANG Xiao-feng, PENG Chao-qun, PENG Jian, SUN Yue-hua. Mg effect on microstructure and properties of vacuum pressure impregnated SiCp/Al composites[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(6): 1228-1234.
[15] LUO Xian, LI Chao, YANG Yan-qing, XU Hai-man, LI Xiao-yu, LIU Shuai, LI Peng-tao. Microstructure and interface thermal stability of C/Mo double-coated SiC fiber reinforced γ-TiAl matrix composites[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(5): 1317-1325.
[16] HOMENY J, BUCKLEY M M. Transmission electron microscopy study of an aluminum oxide fiber/aluminum- magnesium alloy metal matrix composite interface[J]. Materials Letters, 1991, 10(9): 421-424.
[17] 武高辉, 姜龙涛, 陈国钦, 张 强. 金属基复合材料界面反应控制研究进展[J]. 中国材料进展, 2012, 31(7): 51-58.
WU Gao-hui, JIANG Long-tao, CHEN Guo-qin, ZHANG Qiang. Research progress on the control of interfacial reactions in metal matrix composites[J]. Materials China, 2012, 31(7): 51-58.
[18] 聂明明, 徐志锋, 徐燕杰, 余 欢, 王振军. 基体合金对连续SiCf/Al复合材料界面及拉伸强度的影响[J]. 中国有色金属学报, 2016, 26(3): 593-601.
NIE Ming-ming, XU Zhi-feng, XU Yan-jie, YU Huan, WANG Zhen-jun. Effect of matrix alloy on interface and tensile strength of continuous SiCf/Al composite[J]. The Chinese Journal of Nonferrous Metals,2016, 26(3): 593-601.
Effect of reinforcing fiber on interface and mechanical properties of fiber reinforced aluminum matrix composites
HU Yin-sheng, YU Huan, XU Zhi-feng, NIE Ming-ming, XU Yan-jie, YAO Jing
(National Defence Key Discipline Laboratory of Light Alloy Processing Science and Technology, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The vacuum gas pressure infiltration was used to compose the continuous fiber reinforced aluminum matrix composites with unidirectional fiber arrangement using M40 carbon fiber, KD-II SiC fiber and Nextel610 Al2O3 fiber as reinforced materials, the matrix alloy was ZL301, the effects of reinforced fiber on interface and mechanical properties of composites were studied. The results show that the reinforcement fiber has a significant effect on the density of the composites, the density of composites which the reinforced fiber is M40 carbon fiber is highest as 99.9%, it has the smallest density, only 2.55 g/cm3, and the fiber arrangement is uniform and the tissue defects are the least. The interfacial reactions of different reinforcing fibers and matrix can occur in varying degrees, showing different degree of fiber damage, the thickness of interface layer and the size of interface phase. The interface layer of Al2O3f/Al composite is not found, and the interface layer thicknesses of SiCf/Al composites and Cf/Al composites are 275.3 nm and 327.4 nm respectively, and short rod like Al4C3 phases are found at the interface. The tensile strengths of SiCf/Al, Cf/Al and Al2O3f/Al composites are 780.3 MPa, 670.2 MPa and 587 MPa, respectively. The defect, interfacial reaction degree and fiber damage are the main factors to determine the tensile strength of the composites.
Key words: reinforced fiber; continuous fiber reinforced; aluminum matrix composites; vacuum pressure infiltration; interface; mechanical properties
Foundation item: Projects(51765045, 51365043) supported by National Natural Science Foundation of China; Project (20151BAB206004) supported by Jiangxi Natural Science Foundation, China
Received date: 2018-09-03; Accepted date: 2018-11-29
Corresponding author: YU Huan; Tel: +86-791-86453167; E-mail: yuhwan@163.com
(编辑 王 超)
基金项目:国家自然科学基金资助项目(51765045,51365043);江西省自然科学基金资助项目(20151BAB206004)
收稿日期:2018-09-03;修订日期:2018-11-29
通信作者:余 欢,教授,博士;电话:0791-86453167;E-mail:yuhwan@163.com

