
In-situ weld-alloying plasma arc welding of SiCp/Al MMC
LEI Yu-cheng(雷玉成), YUAN Wei-jin(袁为进),
CHEN Xi-zhang(陈希章), ZHU Fei(朱 飞), CHENG Xiao-nong(程晓农)
School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China
Received 13 November 2006; accepted 12 December 2006
Abstract: Plasma arc welding was used to join SiCp/Al composite with titanium as alloying filler material. Microstructure of the weld was characterized by an optical microscope. The results show that the harmful needle-like phase Al4C3 is completely eliminated in the weld of SiCp/Al metal matrix composite(MMC) by in-situ weld-alloying/plasma arc welding with titanium as the alloying element. The wetting property between reinforced phase and Al matrix is improved, a stable weld puddle is gotten and a novel composite-material welded joint reinforced by TiN, AlN and TiC is produced. And the tensile-strength and malleability of the welded joints are improved effectively because of the use of titanium.
Key words: SiCp/Al MMCs; plasma arc welding; in-situ weld-alloying; aluminum carbide; titanium nitrogen; aluminum nitrogen
1 Introduction
Aluminum metal matrix composites are advanced materials, and are widely applied in aerospace, spaceflight and auto manufacturing industry due to their excellent properties[1-2]. The welding methods such as brazing[3], diffusion bonding[4], transient liquid phase bonding[5], gas shielded arc welding[6], laser welding [7-8] have been used to weld these materials.
Among the above-mentioned welding technologies, the fusion welding is the most flexible and versatile one. The tungsten inert gas(TIG) and metal inert gas(MIG) arc welding techniques have been employed to weld SiCp/composites[9-12]. However, the high viscosity of the melt pool, the segregation and agglomeration of reinforcement particle, especially the seriously dissolutive SiC particle led to the formation of large amount of coarse and brittle needle-like phases (e.g. Al4C3, Al4SiC4, Al4Si2C5), and the occluded gases during welding, which prevented the achievement of acceptable welded joints and their industrial application[13-14]. Therefore, preventing the formation of the harmful needle-like Al4C3 phase during welding is crucially important for successful welding of SiC particle reinforced aluminum matrix composites.
In the present study, titanium was filled into the weld pool to form an “in-situ” alloying weld during N2 gas plasma arc welding of SiCp/Al composites to obtain a particle reinforced composite weld[15].
2 Experimental
SiCp/6061Al MMC containing 10% (volume fraction) SiC particle (particle size 6 ?m) was made by the method of extrusion and foundry, and was selected as the starting material (as shown in Fig.1). Its anti-drawing strength is 200 MPa in the state of anneal. From Fig.1, the distribution of reinforcement particles is not even because of the limitation of making. The chemical compositions of the matix for experimental materials are listed in Table 1.
Table 1 Chemical compositions of aluminum alloy matrix (mass fraction%)

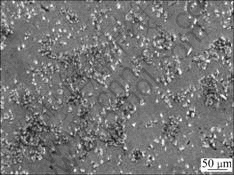
Fig.1 Microstructure of SiCp/Al MMCs
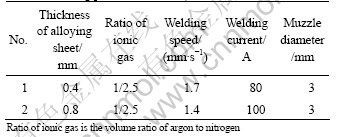
The rectangular specimens with 60 mm in length, 20 mm in width and 3 mm in thickness were cut by using wire spark machining, and burnished by using 150 type SiC sand paper before welding, and then were cleaned with acetone. The specimens were joined in ionic gas of argon and nitrogen by the plasma arc welding torch of Hpt-180 type. The commercial pure titanium sheet pre-sandwiched between the specimens was melted and dissolved into the welding pool under the radiation of high power plasma arc, leading to the ‘in-situ’ alloying of the welding pool with titanium during plasma arc welding. The content of titanium alloying element in the weld was adjusted by changing the thickness of the titanium sheet. In this experiment, 0.4 mm and 0.8 mm thick titanium sheets (60 mm long) were used. The welding parameters are listed in Table 2`.
Table 2 Welding parameters of SiCp/Al MMCs
Transverse metallographic sections of the welds perpendicular to the welding direction were prepared using standard metallographic procedures and etched in Keller’s reagent. Microstructure of the weld was characterized by an optical microscope, and phase analysis was carried out by X-ray diffraction and energy dispersive spectroscopy. The diffraction angles were changed from 20? to 120? (2θ) at an angular velocity of 5(?)/min.
The tensile-strength of the welded joints was tested by electronic universal testing machine (American Instron company). The cross-head velocity was 0.5 mm/min. The shape and size of tensile specimens is shown in Fig.2.
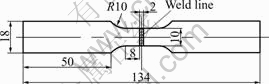
Fig.2 Shape and size of tensile test specimen (unite: mm)
3 Results and discussion
The typical microstructure of the plasma arc directly welded SiCp/6061Al MMC (not ‘in-situ’ alloyed) joint without using titanium alloying sheet is shown in Fig.3. The needle-like phases (Al4C3) (Fig.3(b)) are visible. Result of XRD (see Fig.4) indicates that the fine particles are aluminium nitride(see Fig.3(a)) and the black massive phases are silicon(see Fig.3(a)).
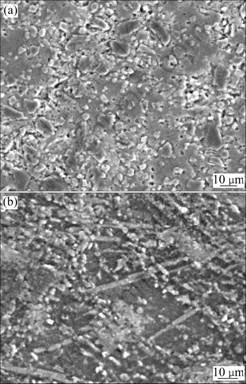
Fig.3 Weld microstructures of welded joint without titanium filler sheet
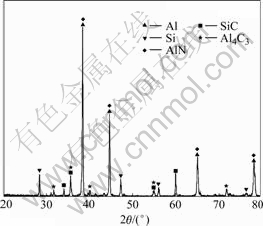
Fig.4 XRD pattern of welded joint without using titanium filler sheet
In-situ weld-alloying/plasma arc welding by using 0.4 mm thick titanium alloying sheet as filler materials
was utilized to join specimen of SiCp/Al MMCS, and the joint with dense inside structure, and clean shining surface on SiCp/6061Al MMCs was observed. The weld is free of any pores in optical microscope and few micropores in very small size can be found only in SEM.
Although a few pores are produced, the plasma arc welding of SiCp/6061Al MMC by in-situ weld-alloying is feasible according to the surface quality of the welded joint.
Fig.5 shows the microstructures (including the central fusion weld zone, the transition zone and the heat affected zone) of the SiCp/6061Al MMC joint welded with 0.4 mm thick titanium alloying sheet.
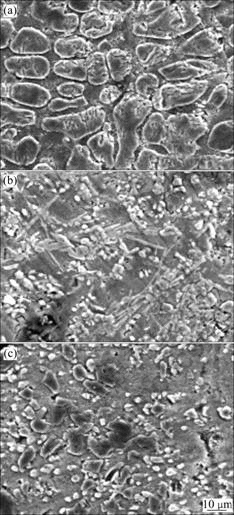
Fig.5 Microstructures of joint welded with 0.4 mm thick titanium filler sheet: (a) In weld center; (b) Near bottom of weld; (c) In heat affected zone
In the central fusion weld zone, no any needle-like phase is observed (see Fig.5(a)), and a large amount of fine particles with amorphous shapes are newly produced. The result of XRD (see Fig.6) indicates that the fine particles are titanium nitride, aluminum nitride and titanium carbide.
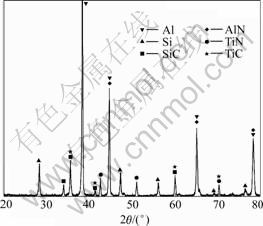
Fig.6 XRD pattern of welded joint with 0.4 mm thick titanium filler plate
In the transition zone between the fusion weld and the heat affected zone, the content of titanium alloying element is relatively low, and a few plate-like phases are newly produced, as shown in Fig.5(b). The chemical compositions (mole fraction, %) of the phase analysed by EDS are C 17.50, Al 70.14, Si 11.45, and Ti 0.91. According to the XRD results, the phase is identified as Al4SiC4.
In the heat affected zone, no any needle-like Al4C3 phase is observed (see Fig.5(c)), however the matrix aluminum reverts and recrystallizes again because of heating during the welding.
It is demonstrated by the above-mentioned results that the formation of the harmful needle-like aluminum carbide phase (Al4C3) in the fusion zone is completely suppressed during plasma arc welding of SiCp/6061Al MMC by in-situ weld-alloying with titanium as alloying element.
During the welding, some reactions in the weld pool (during the welding, the weld-pool temperature of liquid metal can reach 1 200-1 400 ℃ on the function of the arc heating and cathode spot), and the standard molar Gibbs functions of each reaction are described as follows:
SiC→Si+C (1)
4Al+3C→Al4C3, ?G=-184 000 J (2)
Ti+C→TiC, ?G=-186 600+13.22T (3)
Ti+N2→TiN, ?G=-676 600+190.2T (4)
Al+N2→AlN2, ?G=-618 600+209.2T (5)
Under the condition of the spontaneous processing for the above reactions, the numerical value of ?G is smaller, and the reaction will process much early.
Comparing reaction (2) with reaction (3), it can be seen clearly that the free energy of formation of titanium carbide (TiC) is much more negative than that of aluminum carbide (Al4C3), so the reaction (3) occurs more early than the reaction (2), namely, the titanium carbide is preferably formed because of the reaction processes firstly between the carbide from the reactive consumption of SiC and the remnant titanium in the weld, leading to the suppression of the reaction (2). In other words, the formation of the brittle needle-like phase is suppressed completely.
Comparing reaction (2) with reaction (5), we know the free energy of formation of aluminum nitrogen is much more negative than that of aluminum carbide (Al4C3). In this way the matrix aluminum reacts with nitrogen from the ion gas, taking precedence over carbide, which also suppresses the process of the reaction (2) to a certain extent.
By comparing reaction (3) with reaction (4), it can be seen that the free energy of formation of titanium nitrogen is much more negative than that of titanium carbide, so the reaction (4) processes more early than reaction (3), that is to say, the new reinforcement phase TiN is formed because the reaction processes much early between the alloying filler Ti and nitrogen from the ion gas. The content of alloying filler titanium is relatively high, which not only causes titanium to react fully with nitrogen, but also guarantees the reaction (3) to process successfully, thereby, leading to the suppression of the formation of the needle-like phase Al4C3.
The formation of the new reinforcement particles can well make up for lost partly reinforcement particles because of the dissolution at high temperature during the welding, which guarantees that the mechanical properties of the weld are close to those of the matrix materials after the welding.
The content of titanium alloying element has an important influence on the weld microstructure. Fig.7 shows XRD result of the welded joint ‘in-situ’ alloyed with 0.8 mm thick titanium alloying sheet. Compared with Fig.5, it can be seen that with the increasing of the content of titanium alloying element, other than TiN, AlN and TiC, new phases Al3Ti and Ti5Si3 appear in the fusion weld zone. The typical microstructure of weld in-situ alloyed with 0.8 mm thick titanium alloying sheet is shown in Fig.8. Other than the fine particles(see Fig.8(a)) with anomalous shape, lots of coarse sheet-like phases(see Fig.8(b)) as well as grey granular particles(see Fig.8(a)) are formed in the central fusion zone of weld. The chemical compositions (mole fraction, %) of these two phases analysed by EDS are N 0.81, Al 4.28, Si 25.51 and Ti 69.45 and N 6.25, Al 65.40, Si 2.81, Ti 25.49, respectively. According to XRD results, the two phases are identified as Ti5Si3 and Al3Ti, respectively. The content of titanium in the welding pool is very high when in-situ alloying with 0.8 mm thick titanium sheet, which leads to the formation of TiN, AlN, TiC, Ti5Si3 and Al3Ti during solidification of the ‘in-situ’ alloyed weld-pool.
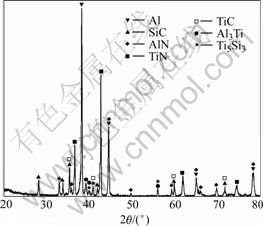
Fig.7 XRD pattern of welded joint with 0.8 mm thick titanium filler sheet

Fig.8 Microstructures of weld with 0.8 mm thick titanium filler sheet: (a) Fine particles; (b) Coarse phase
Fig.9 shows the relationship of tensile strength and the content of titanium alloying element at a constant traverse speed of 160 mm/min and welding current of 100 A. The tensile strength of weld increases initially with the increase of titanium sheet thickness. When the thickness is 0.6 mm, the value (258.6 MPa) is the maximum. And then with the increase of titanium sheet thickness, the tensile strength decreases. The reason is that, for plasma arc direct welding of SiCp/6061Al MMCs, the reaction products in the weld is mainly Al4C3 phase, and these needle-like phases lead to a loss of rupture ductile and make the strength of weld fall down. However, utilizing in-situ weld-alloying with titanium as alloying element, the harmful needle-like Al4C3 phases are completely eliminated and a welded joint reinforced by TiN, AlN and TiC phases are produced, and with the increment of titanium alloying sheet thickness, the amounts of these reinforced phases increase, and new Ti5Si3 and Al3Ti phases are produced. But with the further increment of the titanium alloying sheet thickness (welding parameters are constant), there is a clear incomplete fusion phenomena, leading to the significant falling of the tensile strength. In fact, in the progress of welding experiments, under the condition of different welding parameters, the thickness of titanium alloying sheet is variable when tensile strength gets the maximzum.
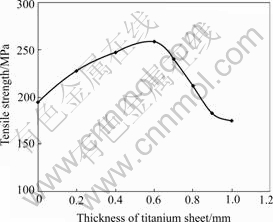
Fig.9 Tensile strength vs thickness of titanium sheet (Welding current and speed are 100 A and 160 mm/s, respectively)
The above mentioned experimental results demonstrate that the formation of Al4C3 is completely prevented in the weld and TiN, AlN, TiC, Ti5Si3 and Al3Ti are produced by in-situ weld-alloying/plasma arc welding of SiCp/6061Al MMC with titanium as the alloying element. Therefore, in-situ weld-alloying/ plasma arc welding is expected to be a promising method for joining of SiCp/6061Al MMCs and is well worth studying further.
4 Conclusions
1) The harmful needle-like Al4C3 phases are completely eliminated and a weld reinforced by TiN, AlN, TiC, Ti5Si3 and Al3Ti phases is produced by in-situ weld-alloying/plasma arc welding of SiCp/6061Al MMCs with titanium as the alloying element.
2) The tensile-strength and malleability of the welded joints are obviously increased.
3) In-situ weld-alloying/plasma arc welding is expected to be a promising method for joining of SiCp/6061Al MMCs.
References
[1] LEE C S. Vacuum-free diffusion bonding of aluminium metal matrix composite [J]. Journal of Materials Processing Technology, 1999, 89/90: 326-330.
[2] RYABOV V R. Diffusion bonding of dispersion strengthened composite materials [J]. International Journal for the Joining of Materials, 2002, 14(1/20): 6-11.
[3] ZOU Jia-sheng, CHEN Zheng, XU Ru-qiang, ZHAO Qi-zhang. Vacuum brazing of SiCp/LY12 metal matrix composites [J]. The Chinese Journal of Nonferrous Metal, 2004, 14(1): 74-78. (in Chinese)
[4] YAN J C, XU H B, MA L, YANG S Q. Modeling behavior of oxide film during vibration diffusion bonding of SiCp/A356 composites in air [J]. Mater Sci Technol, 2004, 20: 1489-1492.
[5] YAN Jiu-chun, XU Zhi-wu, WU Gao-hui, YANG Shi-qin. Interface structure and mechanical performance of TLP bonded joints of Al2O3p/6061Al composites using Cu/Ni composite interlayers [J]. Scripta Materialia, 2004, 51(2): 147-150.
[6] LU Shan-pin, FUJII H, NOGI K. Marangoni convection in weld pool in CO2-Ar-shielded gas thermal arc welding [J]. Metallurgical and Materials Transaction A, 2004, A35(9): 2861-2867.
[7] HAN Zong-jie, JU Jin-long, XUE Song-bai, FANG Dian-song, WANG Jian-xin, YAO Li-hua. Microstructures of Sn-Ag-Cu lead-free soldered joints with diode-laser soldering [J]. Journal of Central South University: Science and Technology, 2006, 37(2): 229-234. (in Chinese)
[8] WIVINEVA E I, WLSON D L, MATLOCK D K. Particulate-reinforced metal matrix composite as a weld deposite [J]. Welding Journal, 1995, 74(5): 83-92.
[9] URE?A A, ESCALERA M D, GIL L. Influence of interface reactions on fracture mechanisms in TIG arc-welded aluminium matrix composites [J]. Composites Science and Technology, 2000, 60: 613-622.
[10] URE?A A, RODRIGO P, GIL L. Interfacial reactions in an Al-Cu-Mg (2009)/SiCw composite during liquid processing (Part II ): Arc welding [J]. Journal of Materials Science, 2001(36): 429-439.
[11] LEAN P P, GIL L, URE?A A. Dissimilar welds between unreinforced AA6082 and AA6092/SiC/25p composite by pulsed-MIG arc welding using unreinforced filler alloys (Al-5Mg and Al-5Si) [J]. Journal of Materials Processing Technology, 2003(143/144): 846-850.
[12] NIU Ji-tai, ZHANG De-ku, JI Guo-juan. Effect of pulse parameters on microstructure of joint in laser beam welding for SiCp/6063 composite [J]. Trans Nonferrous Met Soc China, 2003, 13(2): 289-293.
[13] ELLS M B D. Joining of aluminum based metal matrix composites [J]. International Materials Reviews, 1996, 41(2): 41-58.
[14] AHEARN J S, COOKE C, FISHMAN S G. Fusion welding of SiC-reiforced Al composites [J]. Metal Construction, 1982, 14(4): 192-197.
[15] DU Sui-geng. FEA coupled with thermo-mechanical effect on friction welding [J]. Chinese Journal of Mechanical Engineering, 2002, 38(6): 77-82. (in Chinese)
Foundation item: Project(50475126) supported by the National Natural Science Foundation of China
Corresponding author: LEI Yu-cheng; Tel: +86-13951282282; E-mail: yclei@ujs.edu.cn
(Edited by YANG Hua)

