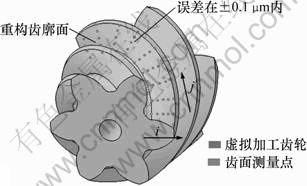
ВЭРэЧ¶іЭВЦHFT·ЁјУ№¤µД·ґµчРЮХэ·Ѕ·Ё
МЖЅшФЄЈ¬ДфЅр°ІЈ¬НхЦЗИЄ
(ЦРДПґуС§ »ъµз№¤іМС§ФєЈ¬ёЯРФДЬёґФУЦЖФм№ъјТЦШµгКµСйКТЈ¬єюДП і¤ЙіЈ¬410083)
ХЄТЄЈєХл¶ФёЯѕ«¶ИВЭРэЧ¶іЭВЦЦЖФмµД»ъґІµчХыІОКэ·ґµчРЮХэјЖЛгОКМвЈ¬»щУЪ»ъґІЎўµ¶ѕЯЅб№№УлВЭРэЧ¶іЭВЦµ¶Зг·ЁјУ№¤ФАнЈ¬ЅЁБўµ¶Зг·ЁјУ№¤µДВЭРэЧ¶іЭВЦАнВЫіЭГж·ЅіМЎўОуІоіЭГж·ЅіМєНіЭГж·ЁПтОуІоµДКэС§ДЈРНЈ¬ёшіцИ«іЭГж·ЁПтОуІоЗъГж±нґпКЅЎЈСРѕї»ъґІµчХыІОКэУлИ«іЭГж·ЁПтОуІоµД±д»Ї№жВЙЈ¬ЅЁБў»ъґІµчХыІОКэУліЭГжОуІо№ШБЄ№жВЙЈ¬ёшіцИ«іЭГжГфёРПµКэѕШХуєНАнВЫіЭГж·ЁПтОуІоµДјЖЛ㹫ʽЈ¬К№УГРтБР¶юґО№ж»®·ЁЗуµГ»ъґІµчХыІОКэРЮХэБїЧоУЕЅвЈ¬ТФТ»МЧHFTЦЖФ칤ТХІОКэСйЦ¤БЛМбіцµДіЭГж·ґµчРЮХэ·Ѕ·ЁµДХэИ·УРР§РФЎЈ
№ШјьґКЈєВЭРэЧ¶іЭВЦЈ»µ¶Зг·ЁЈ»»ъґІµчХыІОКэЈ»·ЁПтОуІоЈ»іЭГжРЮХэ
ЦРНј·ЦАаєЕЈєTH132 ОДПЧ±кЦѕВлЈєA ОДХВ±аєЕЈє1672-7207(2012)06-2142-08
Reverse correction of spiral bevel gear HFT method
TANG Jin-yuan, NIE Jin-an, WANG Zhi-quan
(State Key Laboratory of High Performance Complex Manufacturing, School of Mechanical and Electrical Engineering,
Central South University, Changsha 410083, China)
Abstract: To calculate the machine setting parameters correction for high precision HFT spiral bevel gear manufacturing, based on the machine tool and tool structure and the spiral bevel gear tilt method manufacturing principle, HFT spiral bevel gear theoretical tooth surface equation and error tooth surface equationsЈ¬tooth surface normal error model were derived, and the whole tooth surface error surface expression was given. The relationship between machine setting parameters and the spiral bevel tooth surface normal error variation was set up. The entire tooth surface sensitivity coefficient matrix and the theoretical tooth surface normal error formula were established. The optimal solution of the machine setting parameters correction values was obtained by using the sequential quadratic programming method, and a set of the HFT manufacturing process parameters were used to verify the correct validity of the tooth surface correction method.
Key words: spiral bevel gears; tilt method; machine setting parameters; normal errors; flank correction
ВЭРэЧ¶іЭВЦКЗТ»ЦЦЦШТЄµД¶ЇБ¦ґ«КдІїјюЈ¬ЖдіЭГжЅб№№ј«ЖдёґФУЎЈТЄКµПЦёЯЛЩЎўµНФлТфЎўµНХс¶ЇµИ№¤ЧчРФДЬЈ¬¶ФЖдѕ«¶ИТЄЗу·ЗіЈёЯЎЈФЪКµјКјУ№¤№эіМЦРЈ¬УЙ»ъґІёчЦбµДФЛ¶ЇОуІоЎў»ъґІµЇРФ±дРОЎўКЬИИ±дРОµИТтЛШТэЖрµДіЭГжОуІоІ»їЙ±ЬГв[1-2]ЎЈОЄјхЙЩіЭГжОуІоЈ¬К№ЦЖФміЭГжЅУЅьАнВЫЙијЖіЭГжЈ¬НЁ№э»ъґІµДЗРіЭµчХыІОКэОўБї·ґµч¶ФіЭГжОуІоЅшРРІ№іҐКЗМбёЯВЭРэЧ¶іЭВЦЦЖФмѕ«¶ИµДЦШТЄНѕѕ¶ЎЈLitvinµИ[3-5]·ЦОцБЛ»ъґІµчХыІОКэОуІо¶ФіЭГжЅУґҐЗшО»ЦГЎўіЭВЦґ«¶ЇРФДЬµДУ°ПмЈ¬МбіцБЛЧоУЕ»ъґІµчХыІОКэµДСЎФсЈ»НхРЎґ»µИ[6]»щУЪИэЧш±кІвБї»ъМбіцБЛАыУГІоЗъГжМШХчІОКэРЮХэіЭГжµД·Ѕ·ЁЈ¬µ«Г»УР·ЦОцёчПо»ъґІµчХыІОКэ¶ФіЭГжµДУ°ПмЈ»АоАцПјµИ[7]УГКэЦµ·Ё·ЦОцБЛ»ъґІµчХыОуІо¶Ф»ЎіЭЧ¶іЭВЦґуВЦіЭГжРОЧґµДУ°Пм№жВЙЈ¬µ«Г»УР·ЦОцјУ№¤ёьјУёґФУµДРЎВЦЎЈІЙУГµ¶Зг·ЁјУ№¤ВЭРэЧ¶іЭВЦРЎВЦК±Ј¬»ъґІµчХыјЖЛгЧоёґФУЈ¬µчХыІОКэ¶аґп10¶аПоЈ¬ВЭРэЧ¶іЭВЦµДіЭГжРЮХэУлёЯѕ«¶ИЦЖФмКЗВЭРэЧ¶іЭВЦЦЖФмЦРµДЖїѕ±Ј¬№ШУЪµ¶Зг·ЁјУ№¤ВЭРэЧ¶іЭВЦНЁ№э·ґµчРЮХэМбёЯЦЖФмѕ«¶ИµДОКМвЦБЅсГ»УеõЅЅвѕцЎЈФЪґЛЈ¬±ѕОДЧчХЯ»щУЪіЭВЦДцєПФАнУ뵶Зг·ЁјУ№¤ФАнЈ¬ёщѕЭ»ъґІЅб№№ДЈРНЈ¬ЅЁБўВЭРэЧ¶іЭВЦАнВЫіЭГжєНОуІоіЭГж·ЅіМЈ¬НЖµјіЭГж·ЁПтОуІоµД±нґпКЅЎЈНЁ№эЅЁБўИ«іЭГж·ЁПтОуІоЗъГжЈ¬СРѕїёчПо»ъґІµчХыІОКэ¶ФіЭГжОуІоµД±д»Ї№жВЙЈ¬И·¶ЁіЭВЦјУ№¤№эіМЦР¶ФіЭГжУ°ПмЅПґуµДµчХыІОКэЎЈНЁ№эЅЁБўіЭГжГфёРПµКэѕШХуЈ¬ІЙУГРтБР¶юґО№ж»®·ЁЈ¬ЗуµГ»ъґІµчХыІОКэРЮХэБїЧоУЕЅвЈ¬ТФ±гКµПЦµ¶Зг·ЁјУ№¤РЎВЦµДёЯѕ«¶ИіЭГжОуІоРЮХэЎЈ
1 HFTјУ№¤·Ѕ·ЁПВµДВЭРэЧ¶іЭВЦіЭГж·ЅіМ
ТФ»ъґІµчХыІОКэЙиЦГЧоОЄёґФУµДHFT(Hgpoid fomate tilt)јУ№¤·Ѕ·ЁОЄ¶ФП󣬻щУЪ°ьВзЦЖФмФАнЈ¬НЖµјУлЅЁБўВЭРэЧ¶іЭВЦіЭГж·ЅіМЎЈ
1.1 µ¶ѕЯ·ЅіМµДЅЁБў
GLEASONіЭЦЖµ¶ЕМРОЧґјтµҐЈ¬ОЄФІЧ¶ЧґЈ¬µ¶ѕЯЗРПчГжИзНј1ЛщКѕЈ¬ФІ»ЎєН¶ҐИРєНІаИРµДБ¬ЅУґ¦КЗЖЅ»¬ПаЗРµД[8]ЎЈµ¶јвФІ»Ў·ЅіМОЄЈє
 (1)
(1)
µ¶јвФІ»ЎµД·ЁКёОЄЈє
 (2)
(2)
ІаИР·ЅіМОЄЈє
 (3)
(3)
ІаИРµД·ЁКёОЄЈє
 (4)
(4)
ЖдЦРЈє Ј»spОЄµ¶ИРµЅµ¶јвµДі¤¶ИЈ»¦ЛfОЄµ¶јвФІЅЗЈ»RpЈ¬¦СfєН¦Бp·Ц±рОЄµ¶јв°лѕ¶Ўўµ¶јвФІ»Ў°лѕ¶єНµ¶ѕЯіЭРОЅЗЈ¬ЖдЦµУЙЛщСЎµДµ¶ѕЯѕц¶ЁЎЈЗР°јГжК±УГН⵶ИРЈ¬XfµДјЖЛ㹫ʽȡЙПГжµД·ыєЕЈ»ЗРН№ГжУГДЪµ¶ИРЈ¬XfµДјЖЛ㹫ʽȡПВГжµД·ыєЕЎЈ
Ј»spОЄµ¶ИРµЅµ¶јвµДі¤¶ИЈ»¦ЛfОЄµ¶јвФІЅЗЈ»RpЈ¬¦СfєН¦Бp·Ц±рОЄµ¶јв°лѕ¶Ўўµ¶јвФІ»Ў°лѕ¶єНµ¶ѕЯіЭРОЅЗЈ¬ЖдЦµУЙЛщСЎµДµ¶ѕЯѕц¶ЁЎЈЗР°јГжК±УГН⵶ИРЈ¬XfµДјЖЛ㹫ʽȡЙПГжµД·ыєЕЈ»ЗРН№ГжУГДЪµ¶ИРЈ¬XfµДјЖЛ㹫ʽȡПВГжµД·ыєЕЎЈ

Нј1 µ¶ИРјёєОНјРО
Fig.1 Geometric figures of blade
1.2 »ъРµРН»ъґІЅб№№ПВµДВЭРэЧ¶іЭВЦіЭГжДЈРН
ёщѕЭ»ъґІЙиЦГєНјУ№¤ЧґїцЈ¬ЅЁБўИзНј2ЛщКѕµДТ»ЧйЧш±кПµ[9]ЎЈЖдЦРЈєso(xoЈ¬yoЈ¬zo)ОЄУлґІЙн№М¶ЁБ¬ЅУµДЧш±кПµЈ»sc(xcЈ¬ycЈ¬zc)ОЄУлТЎМЁ№М¶ЁБ¬ЅУµДЧш±кПµЈ¬ЗТФµгФЪТЎМЁЦРРДЈ»sb(xbЈ¬ybЈ¬zb)ОЄУ뵶ЕМ№М¶ЁБ¬ЅУµДЧш±кПµЈ»sp(xpЈ¬ypЈ¬zp)ОЄУ빤јю№М¶ЁБ¬ЅУµДЧш±кПµЈ»se(xeЈ¬yeЈ¬ze)ОЄУ빤јюПд№М¶ЁБ¬ЅУµДЧш±кПµЈ»sn(xnЈ¬ynЈ¬zn)ОЄУлґІ°°№М¶ЁБ¬ЅУµДЧш±кПµЈ¬ЖдФµгOnФЪsoЦРУГЧш±к(0Ј¬-EmЈ¬Xb)Аґ±нКѕЈ»sq(xqЈ¬yqЈ¬zq)КЗ№э¶ЙЧш±кПµЈ¬ёчЦбУлSnµДёчЦбЖЅРРЈ¬ЖдФµгOqФЪsnЦРµДЧш±кОЄ(X1Ј¬0Ј¬0)Ј»јУ№¤К±Ј¬scИЖzcЦбЧЄЅЗ¶ИqЈ¬spИЖxpЦбЧЄЅЗ¶ИfpЈ¬seИЖyeЦбЧЄЅЗ¶ИrmЎЈ
ёщѕЭЖлґОЧш±к±д»»їЙЗуµГ єН
єН ЎЈЖдЦРЈєОЄ±кјЬStµЅSpµДРэЧЄ±д»»ѕШХуЈ»
ЎЈЖдЦРЈєОЄ±кјЬStµЅSpµДРэЧЄ±д»»ѕШХуЈ» ОЄВЦЕчЦбЅ»ґнµгµЅµ¶ЕМЦРРДФЪВЦЕчЧш±кПµПВµДКёБїі¤¶ИЈ»ПВ±кpєНt·Ц±рґъ±нВЦЕчєНµ¶ѕЯЧш±кПµЈ»ЙП±кGґъ±нґ«Ні»ъґІЈ»¦ЖkОЄґ«Ні»ъґІёчµчХыІОКэЈ¬јы±н1ЎЈ±н1ЦРЈєqОЄТЎМЁРэЧЄЅЗЈ»iОЄЧЬµ¶ЗгЅЗЈ»jОЄ»щ±ѕµ¶ЧЄЅЗЈ»EmОЄґ№Ц±ВЦО»Ј»SdОЄѕ¶Птµ¶О»Ј»rmОЄ°ІЧ°ёщЧ¶ЅЗЈ»X1ОЄЛ®ЖЅВЦО»Ј»XbОЄґІО»Ј»RpОЄµ¶ѕЯ°лѕ¶Ј»¦БpОЄµ¶ѕЯіЭРОЅЗЎЈ
ОЄВЦЕчЦбЅ»ґнµгµЅµ¶ЕМЦРРДФЪВЦЕчЧш±кПµПВµДКёБїі¤¶ИЈ»ПВ±кpєНt·Ц±рґъ±нВЦЕчєНµ¶ѕЯЧш±кПµЈ»ЙП±кGґъ±нґ«Ні»ъґІЈ»¦ЖkОЄґ«Ні»ъґІёчµчХыІОКэЈ¬јы±н1ЎЈ±н1ЦРЈєqОЄТЎМЁРэЧЄЅЗЈ»iОЄЧЬµ¶ЗгЅЗЈ»jОЄ»щ±ѕµ¶ЧЄЅЗЈ»EmОЄґ№Ц±ВЦО»Ј»SdОЄѕ¶Птµ¶О»Ј»rmОЄ°ІЧ°ёщЧ¶ЅЗЈ»X1ОЄЛ®ЖЅВЦО»Ј»XbОЄґІО»Ј»RpОЄµ¶ѕЯ°лѕ¶Ј»¦БpОЄµ¶ѕЯіЭРОЅЗЎЈ

Нј2 ВЭРэЧ¶іЭВЦ»ъґІјУ№¤Чш±кПµ
Fig.2 Coordinate of traditional spiral bevel gear machine tool
ґ«Ні»ъРµКЅ»ъґІУЙµ¶ѕЯµЅВЦЕчЧш±кПµµДЧЄ»»ѕШХуИзПВЈє
 (5)
(5)
ЖдЦРЈєОЄЈ±ёц3ЅЧРэЧЄ±д»»ѕШХуЈ¬ѕШХуµДёчёцФЄЛШµД±нґпКЅИзКЅ(6)ЛщКѕЈ»ОЄ1ёці¤¶ИКёБїЈ¬КёБїµД±нґпКЅИзКЅ(7)ЛщКѕЈ¬ЛьГЗµДФЄЛШ¶ј°ьє¬»ъґІµчХыІОКэЈ¬ЖдЦРЈєcos=cЈ»sin=sЈ»q=¦И0+wcЎ¤tЈ»fp=i01Ў¤wcЎ¤tЈ»¦И0ОЄіхКјТЎМЁЅЗЈ»wcОЄТЎМЁЅЗЛЩ¶ИЈ»i01ОЄ№ц±ИЎЈ
 (6)
(6)
 (7)
(7)
1.3 іЭГж·ЅіМЅЁБў
»ъґІЧш±кПµИзНј2ЛщКѕЎЈЗРПч№эіМµДјЖЛгїЙТФЧЄ±дОЄЗуІъРОВЦ·ЅіМј°И·¶Ёµ¶ѕЯУлВЦЕчµДПа¶ФО»ЦГєНПа¶ФФЛ¶Ї[10]ЎЈїЙТФНЖµјµГµ¶ѕЯЗРПчГжФЪВЦЕчФЛРРЧш±кПµПВµД·ЅіМОЄЈє
 (8)
(8)
ФЪВЦЕчЧш±кПµПВЈ¬2ёцФЛ¶ЇЧш±кПµФЪPµгµДПа¶ФЛЩ¶ИОЄЈє
 (9)
(9)
ЗРПчµгµД·ЁКёФЪВЦЕчЧш±кПµПВ±нКѕОЄЈє
 (10)
(10)
ЖдЦРЈєiОЄ1єН2Ј¬·Ц±р±нКѕІаИРєНµ¶јвµД·ЁКёЎЈФтіЭГжјУ№¤№эіМЦРёчµгДцєП·ЅіМОЄЈє
 (11)
(11)
ЗуЅвЙПКЅїЙµГЈє
 (12)
(12)
Ѕ«КЅ(12)ґъИлКЅ(8)µГЈє
 (13)
(13)
КЅ(13)ОЄ2ёцІО±дБї±нКѕµДАнВЫіЭГж±нґпКЅЈ¬НЁ№эАлЙў¦ИєНtµДИЎЦµ±гїЙјЖЛгіціЭГжµДµгКёБїЎЈ
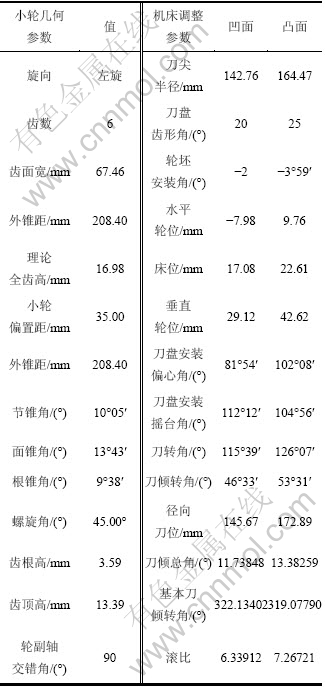
ТФ±н1ЛщКѕµДіЭВЦУл»ъґІІОКэЈ¬ЗуµГРЎВЦіЭГж·ЅіМЎЈФЪMATLABЦР±аЦЖіМРт[11]Ј¬јЖЛгіЭГжЙПµДАлЙўµгЈ¬µјИлИэО¬ИнјюЦРЈ¬ДвєПіціЭГж[12]Ј¬ІўЅЁБўИэО¬јёєОДЈРНЈ¬Ѕб№ыИзНј3ЛщКѕЎЈ°ґХХёсАпЙІвБїИ«іЭГжОуІо·Ѕ·Ё[13]Ј¬СЎИЎИзНј3ЛщКѕµД45ёцµгЈ¬УлGLEASON№«ЛѕјЖЛгµДАнВЫіЭГжФЪіЭГж·ЁКё·ЅПтµДЖ«ІоФЪЎА1ЎБ10-4 mmТФДЪЈ¬Ѕб№ы±нГчІЙУГ±ѕОД·Ѕ·ЁЛщµГіЭГжУлGLEASON№«ЛѕАнВЫіЭГжПаОЗєПЎЈ
±н1 ВЦЕчЙијЖУл»ъґІµчХыІОКэ(HFTµчХыїЁ)
Table 1 Wheel blank design and machine setting parameters (a set of HFT)
Нј3 РЎВЦјёєОДЈРН
Fig.3 Geometric model of pinion
2 іЭГж·ЁПтОуІоЗуЅв
іЭГжОуІоµДКµјКАґФґКЗјУ№¤№эіМЦРµ¶ЕМµДРОО»ОуІоТФј°»ъґІёчёцЦбµДїХјдОуІо[14]ЎЈУЙТФЙПіЭГж·ЅіМµДЅЁБў№эіМїЙЦЄЈєіЭГжЙПµДµгКёБїКЗ№ШУЪ»ъґІµчХыІОКэµДєЇКэЈ¬іЭГжЙПИОТ»µгµДОуІоїЙТФїґЧчКЗёГµгКёБїєЇКэµДОў·ЦФцБїФЪёГАнВЫµг·ЁКё·ЅПтµДН¶У°ЎЈ
2.1 ОуІоіЭГж·ЅіМµДЅЁБў
µ±»ъґІµчХыІОКэґжФЪОуІоК±Ј¬ЛьЖ«АлБЛАнВЫЙијЖЦµЈ¬ЙиОЄ Ј¬УРОуІоµДёч»ъґІµчХыІОКэїЙУГПВГж·ЅіМ±нКѕЈє
Ј¬УРОуІоµДёч»ъґІµчХыІОКэїЙУГПВГж·ЅіМ±нКѕЈє
 (14)
(14)
ЖдЦРЈє¦¤RpЈ¬¦¤EmЈ¬¦¤IxЈ¬¦¤JЈ¬¦¤XbЈ¬¦¤X1Ј¬¦¤i01Ј¬¦¤rmЈ¬¦¤¦БpЈ¬¦¤btєН¦¤QОЄЖ«АлАнВЫЙијЖЦµµДёч»ъґІµчХыІОКэОуІоБїЈ¬УГ·ыєЕЎЖi±нКѕЈ»i01ОЄ№ц±ИЈ»btОЄ°ІЧ°Ж«ЅЗЈ»QОЄ°ІЧ°ТЎМЁЅЗЈ»IxОЄµ¶ЗгЧЄЅЗЈ»JОЄµ¶ЧЄЅЗЎЈФтФЪ°ьє¬ОуІоµДЗйїцПВЈ¬ЧЄ»»ѕШХуОЄMЎдptЈ¬ЖдЦРІОКэОЄ°ьє¬УРОуІоµД»ъґІµчХыІОКэЈ¬ФтРЎВЦОуІоіЭГж·ЅіМОЄЈє
 (15)
(15)
2.2 ІоЗъГжµДЅЁБў
іЭГжОуІо·ЦЅвКѕТвНјИзНј4ЛщКѕЎЈЖдЦРЈєS1±нКѕАнВЫіЭГжЈ»S2±нКѕёчПо»ъґІОуІоЧЫєПУ°ПмµГµЅµДКµјКіЭГжЈ»іЭГжS1УліЭГжS2јдµДЖ«ІоОЄіЭГжХыМеОуІоЎЈФЪіЭГжОуІо·ЦЅв№эіМЦРЈ¬Ѕ«іЭГжS2ИЖЖдЦбПЯРэЧЄККµ±ЅЗ¶И¦¤¦ХµГµЅіЭГжS2ЎдЎЈЙиS2ЎдЅЪµгУлАнВЫіЭГжS1ЅЪµгP1ЦШєПЈ¬ФтіЭГжS2УліЭГжS2ЎдјдµДОуІоїЙТФАнЅвОЄУЙіЭВЦјУ№¤ЦР·Ц¶ИОуІоТэЖрµДіЭѕаОуІо¦¤¦ХЈ¬іЭГжS2ЎдУлАнВЫіЭГжS1јдµДОуІоОЄіЭРООуІоЈ¬УГ¦ДR±нКѕ[14]ЎЈ
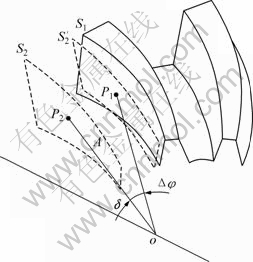
Нј4 іЭГжОуІо·ЦЅвКѕТвНј
Fig.4 Decomposition of tooth-surface error
ФЪКµјКјУ№¤№эіМЦР¶ФіЭГжОуІоКµК©РЮХэК±Ј¬ИэЧш±кІвБї»ъЛщІвµГµДѕНКЗіЭРООуІо¦ДRЎЈТтґЛЈ¬ФЪјЖЛг·ЁПтОуІо№эіМЦРЈ¬±ШРл¶ФЛщЙиАнВЫіЭГжЅшРРККµ±µчХыК№µГКµјКіЭГжЅЪµгУлАнВЫіЭГжЅЪµгО»ЦГЦШєПЈ¬К№ЛщЗу·ЁПтОуІоОЄіЭРООуІоЎЈ
ЙиіЭВЦЦбПтОЄXЦбЈ¬OP1·ЅПтОЄYЦбЈ¬ZЦб·ыєПУТКЦ·ЁФтЎЈТФЅЪµгP1ОЄіЭГжІвБїµДЦРµгЈ¬¶ФХыёціЭГжЅшРРІвБї№ж»®Ј¬И·¶ЁІвБї·¶О§єНІвБїІЅі¤Ј¬їЙјЖЛгіц¶ФУ¦ІвБїµгµДЧ¶ѕаAєНЧ¶ЅЗ¦ДЎЈНЁ№эКЅ(16)ЗуіцУлЦ®¶ФУ¦µДАнВЫіЭГжµгP1(TPxЈ¬TPyЈ¬TPz)ј°ЖдЛщ¶ФУ¦µДІОКэSp1Ј¬¦И1єНt1ЎЈ
 (16)
(16)
Ѕ«Sp1Ј¬¦И1єНt1ґъИлКЅ(15)Ј¬їЙµГµЅОуІоіЭГжS2¶ФУ¦µгP2Ј¬ЖдµгКёБїОЄЈє
 (17)
(17)
ЙиАнВЫіЭГжУлКµјКіЭГжµДіЭѕаОуІоОЄ¦¤¦ХЈ¬Ѕ«КµјКіЭГжИЖЦбПЯxЦбРэЧЄ¦¤¦ХЈ¬КµјКіЭГжЙПЅЪµгУлАнВЫіЭГжЅЪµгЦШєПЈ¬ТтґЛЈ¬УРЈє
 (18)
(18)
ЗуЅвКЅ(18)Ј¬јЖЛгіцКµјКОуІоіЭГжУлАнВЫіЭГжµДіЭѕаОуІо¦¤¦ХЎЈКµјКіЭГжИЖЖдЦбПЯРэЧЄЅЗ¶И¦¤¦ХєуµГµЅОуІоіЭГжS2ЎдЈ¬ЖдіЭГж·ЅіМОЄЈє
 (19)
(19)
іЭГжОуІо·ЦЅвєуµДіЭРООуІоОЄS2ЎдУлАнВЫіЭГжS1јдµД·ЁПтОуІоЎЈЙиАнВЫіЭГжЙПЈ±µгµД·ЁКёОЄNЈ¬СШЖд·ЁПтµЅКµјКІ№іҐіЭГжS2ЎдѕаАлОЄ¦ДRЈ¬ФтПВКЅіЙБўЈє
 (20)
(20)
ТАґОґъИлАнВЫіЭГжЙП№ж»®ІвБїµгґ¦¶ФУ¦ІОКэSpЈ¬¦ИєНtЈ¬јґїЙЗуЅвіціЭГжІвБїµгµДіЭРООуІо¦ДRЎЈ
Ѕ«АнВЫіЭГжПт№эіЭВЦЦбПЯµДДіТ»ЖЅГжРэЧЄН¶У°Ј¬РОіЙ1ёцНШЖЛЖЅГжЎЈФЪёГНШЖЛЖЅГжЙПИЎіЭїнєНіЭёЯ·ЅПт·Ц±рОЄXЦбєНYЦбЈ¬ЖдЙПИОТ»µг¶ФУ¦іЭГжµгµД·ЁПтОуІоЦµОЄёГµгµДZЧш±кЦµЈ¬ФтРОіЙ1ёцРВµДЗъГжЈ¬іЖОЄАнВЫіЭГжУлКµјКіЭГжЦ®јдµДІоЗъГжЎЈёщѕЭ№¤іМКµјКІвБї№жФтТ»°гСШіЭїн·ЅПтИЎ9ЕЕіЭГжµгЈ¬ГїЕЕИЎ5ёцКэѕЭµгЈ¬ФЪіЭГжЙПѕщФИИЎ45ёцµгЈ¬·Ц±рЗуµГ¶ФУ¦µгµД·ЁПтОуІо¦ДRЈ¬ЅЁБўИ«іЭГжµДІоЗъГж[15]ЎЈ
3 µчХыІОКэ¶ФіЭГжОуІоµДУ°Пм
СРѕїИПОЄіЭГжОуІоїЙТФУГ»ъґІµчХыІОКэµДОў±дБїАґ±нКѕЈ¬ІўЅЁБў¶ФУ¦µДєЇКэ№ШПµЎЈСРѕї№эіМЦРТАґО¶ФёчПо»ъґІµчХыІОКэЅшРРОўµч[15]Ј¬ЙиЖдЦРО»ТЖµчХыІОКэµДИЕ¶ЇОЄ+0.01 mmЈ¬ЅЗ¶ИµчХыІОКэИЕ¶ЇОЄ+1 sЈ¬ОЮБїёЩµчХыІОКэИЕ¶ЇОЄ+0.01ЎЈ№ЫІмёчПоіЭГжОуІоµД±д»ЇЗйїцЈ¬ґУ¶шХТµЅ¶ФіЭРООуІоУ°ПмЅПГчПФµД»ъґІµчХыІОКэЎЈ
±ѕОДТФ±н2ЛщКѕµчХыІОКэОЄАэЈ¬·ЦОцёчёцµчХыІОКэµД±д»Ї¶ФіЭГжОуІоµДУ°ПмЈ¬ТФ±гОЄіЭГжёЯѕ«¶И·ґµчРЮХэМṩІОїјіхЦµЎЈµчХыІОКэОуІо¶ФіЭГжОуІоµДУ°Пм№жВЙИзНј5ЛщКѕЎЈ
Нј5±нГчЈєІ»Н¬µчХыІОКэОуІо¶ФіЭГжОуІоµДУ°ПмІ»Н¬Ј¬¶ФіЭГжІ»Н¬ІїО»µДОуІоµД№±ПЧУРґуРЎєНХэёєЦ®·ЦЎЈФЪіЭВЦµДКµјКјУ№¤№эіМЦРЈ¬їЙТФНЁ№э·ЦОцКµјКіЭГжУлАнВЫіЭГжµД·ЁПтОуІоµД±д»ЇЗчКЖЈ¬ЅбєПНј5ЛщКѕУ°Пм№жВЙєН·щЦµЈ¬µГµЅ¶ФіЭВЦјУ№¤ІОКэЅшРР·ґµчРЮХэµДіхЦµХыЎЈ
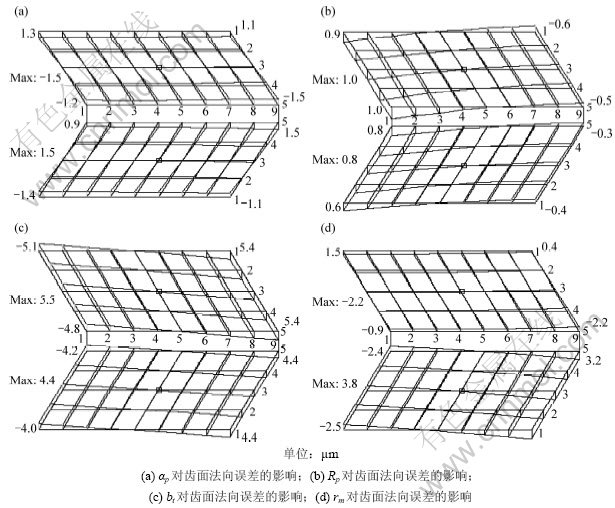
Нј5 µчХыІОКэОуІо¶ФіЭГж·ЁПтОуІоµДУ°Пм№жВЙ
Fig.5 Sensitivity of tooth flank to change of machine settings coefficients
4 »щУЪРтБР¶юґО№ж»®·ЁµДіЭГжОуІо·ґµчРЮХэ·Ѕ·Ё
УЙУЪёчПоµчХыІОКэ¶ФіЭГжОуІоµДУ°ПмП໥№ШБЄЈ¬ЖдЦРсоєП№ШПµёґФУЈ¬ЛщТФЈ¬±ѕОДЛщІЙУГіЭГжРЮХэ·Ѕ·ЁІўІ»їјВЗёчПоµчХыІОКэЦ®јдµД№ШПµЈ¬¶шКЗЦ±ЅУёщѕЭіЭГжІвБїµгґ¦µД·ЁПтОуІоЈ¬ёщѕЭТСЅЁБўµД»ъґІµчХыІОКэ±д»ЇБїУліЭГж·ЁПтОуІоµД№ШПµДЈРНЈ¬Зуіц¶ФУ¦µДіЭГжОуІоГфёРПµКэѕШХуЈ¬ІЙУГРтБР¶юґО№ж»®·ЁЗуіцµчХыІОКэРЮХэБїЧоУЕЅвЎЈ
4.1 ГфёРПµКэѕШХујЖЛг
АнВЫіЭГжЙПИОТвЈ±µгµДіЭГжОуІоїЙТФИПОЄКЗёчПо»ъґІµчХыІОКэОўРЎ±д»ЇТэЖрµДіЭГжОуІоµДµюјУЎЈ
 (21)
(21)
ЖдФЪАнВЫіЭГж·ЁПт·ЅПтµДН¶У°јґ·ЁПтОуІоОЄЈє
 (22)
(22)
ФтИ«іЭГжІвБїµгґ¦µД·ЁПтОуІоУГѕШХуРОКЅ±нКѕОЄЈє
 (23)
(23)
ЖдЦРЈєTiОЄАнВЫіЭГжФЪµЪiµгµД±нґпКЅЈ»¦ДRiОЄАнВЫіЭГжµЪiµгµД·ЁПтОуІоЈ»¦Д¦ЖjОЄµЪjПо»ъґІµчХыІОКэµДОўРЎ±д»ЇЈ»[Sij]ОЄіЭГжµЪiµг·ЁПтОуІоЛжµЪjПо»ъґІµчХыІОКэ±д»ЇµДГфёРПµКэѕШХуЎЈ
4.2¶юґО№ж»®ЗуЅвµчХыІОКэРЮХэБї
ФЪКµјКіЭГжРЮХэ№эіМЦРУЙУЪіЭГжИЎµгКэДї±И»ъґІµчХыІОКэКэДї¶аЈ¬јґpЈѕЈѕqЈ¬ФтКЅ(23)·ЅіМЧйОЄі¬¶Ё·ЅіМЧйЈ¬НЁ№эіЈ№ж·ЅіМЗуЅвКЗОЮ·ЁЗуµГХэИ·ЅвµДЎЈ±ѕОДСРѕї№эіМІЙУГРтБР¶юґО№ж»®·Ѕ·Ё(SQP)ЗуµГТ»ЧйЧоУЕЅв[16]Ј¬µГµЅµчХыІОКэРЮХэБїЎЈУЙКЅ(24)И·¶ЁУЕ»ЇєЇКэИзПВЈє
 (24)
(24)
јґНЁ№эјЖЛгСЎФсЧоУЕ¦¤¦ЖjЈ¬К№µГґъИліЭГж45ёцјЖЛгµгІОКэєуЈ¬КЅ(24)јЖЛгЅб№ыµДЧоґуЦµЧоРЎ»ЇЎЈФЪјЖЛгЦ®З°Ј¬»№РиТЄМнјУТФПВФјКшМхјюЈє
 (25)
(25)
 (26)
(26)
ѕЭКЅ(25)їЙИ·¶Ё¦¤¦ЖkµДЛСЛч·¶О§Ј¬ѕЭКЅ(26)їЙИ·¶ЁµьґъјЖЛг№эіМЦРёчµчХыІОКэОў±дБїµДіхЦµЎЈ
Ѕ«НЁ№эИЛОЄЙи¶ЁµчХыІОКэОуІојЖЛгіцµДіЭГж45µгґ¦µД·ЁПтОуІо»тХЯНЁ№эИэЧш±кІвБї»ъІвБїµД45µгµД·ЁПтОуІоґъИлКЅ(24)Ј¬µГµЅ»ъґІµчХыІОКэРЮХэБїЧоУЕЅвК№µГіЭГжЙПёчµгЧоґу·ЁПтОуІоЧоРЎЎЈ
5 КµАэ·ЦОц
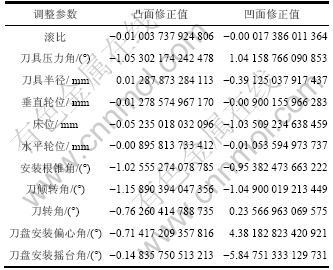
ТФ±н1ЛщКѕВЦЕчЙијЖІОКэєНµчХыІОКэОЄАэЈ¬ЙиО»ТЖµчХыІОКэµДИЕ¶ЇОЄ+0.01 mmЈ¬ЅЗ¶ИµчХыІОКэИЕ¶ЇОЄ+1 sЈ¬ОЮБїёЩµчХыІОКэИЕ¶ЇОЄ0.01Ј¬µГµЅ°ьє¬И«Ії»ъґІµчХыІОКэОуІоµДІоЗъГжИзНј6ЛщКѕЎЈЖдН№ГжЧоґу·ЁПтОуІоОЄ30 ¦МmЈ¬°јГжЧоґу·ЁПтОуІоОЄ-40 ¦МmЎЈІЙУГТФЙПКц·Ѕ·Ё¶ФёГіЭВЦЅшРР»ъґІјУ№¤ІОКэ·ґµчЈ¬µГµЅµчХыІОКэµД±д»ЇБїИз±н2ЛщКѕЎЈ
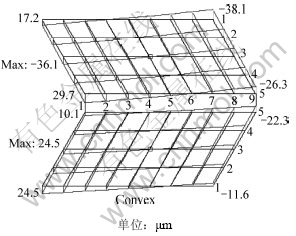
Нј6 Чоґу·ЁПтОуІоРЮХэЗ°µДІоЗъГж
Fig.6 Flank form errors before correction
ёщѕЭ»ъґІµчХыІОКэРЮХэєуµДІоЗъГжИзНј7ЛщКѕЎЈґУНј7їЙјыЈєН№ГжЧоґу·ЁПтОуІоОЄ0.02 ¦МmЈ¬°јГжЧоґу·ЁПтОуІоОЄ0.05 ¦МmЈ¬±нГчРЮХэР§№ыєЬєГЎЈ
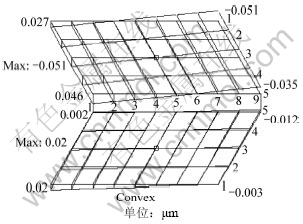
Нј7 »ъґІµчХыІОКэРЮХэєуµДІоЗъГж
Fig.7 Flank form errors after correction
±н2 µчХыІОКэµДРЮХэЦµ
Table 2 Correction of machine setting parameters
6 ЅбВЫ
(1) НЁ№эЅЁБўЧоОЄёґФУµДµ¶Зг·ЁјУ№¤ВЭРэЧ¶іЭВЦµДіЭГжКэС§ДЈРНЈ¬СРѕїµГµЅёчПо»ъґІµчХыІОКэОуІо¶ФіЭГжОуІоµДУ°Пм№жВЙЎЈёГ№жВЙОЄВЭРэЧ¶іЭВЦјУ№¤ІОКэ·ґµчРЮХэМṩБЛХэИ·µДіхЦµЎЈ
(2) НЁ№эРтБР¶юґО№ж»®·ЁЈ¬їЙЗуіцВъЧгёЯѕ«¶ИјУ№¤ТЄЗуµДµчХыІОКэ·ґµчБїµДЧоУЕЅвЎЈУЙЛщМбіцµДВЭРэЧ¶іЭВЦіЭГжёЯѕ«¶ИЦЖФмµД·ґµчРЮХэ·Ѕ·ЁХэИ·їЙРРЈ¬їЙУГУЪВЭРэЧ¶іЭВЦёЯѕ«¶ИЦЖФмЎЈ
(3) ІЙУГЛщМбіцµДіЭГж·ґµчРЮХэ·Ѕ·ЁКµПЦИОТвВЭРэЧ¶іЭВЦёЯѕ«¶ИјУ№¤Ј¬ОЄВЭРэЧ¶іЭВЦµДЦЖФмМṩБЛїЖС§·Ѕ·ЁЎЈ
ІОїјОДПЧЈє
[1] ВЮугУў, МЖЅшФЄ. Ѕб№№ІОКэ¶ФЙ°ВЦЦчЦбПµНі¶ЇМ¬РФДЬµДУ°Пм [J]. »ъРµ№¤іМС§±Ё, 2007, 43(3): 128-134.
LUO Xiao-ying TANG Jin-yuan. Effect of structure parameters on dynamic properties of spindle system[J]. Chinese Journal of Mechanical Engineering, 2007, 43(3): 128-134.
[2] Фшиє. ВЭРэЧ¶іЭВЦЙијЖУлјУ№¤[M]. №ю¶ы±х: №ю¶ы±х№¤ТµґуС§іц°жЙз, 1989: 91-94.
ZENG Tao. Design and processing of the spiral bevel gear[M]. Harbin: Press of Harbin Institute of Technology, 1989: 91-94.
[3] LitvinЎЎF L, TsungЎЎW, CoyЎЎJ, et al. Generated spiral bevel gears: Optimal machine-tool settings and tooth contact analysis[J]. SAE Transactions, 1985, 94(5): 877-884.
[4] МЖЅшФЄ, В¬СУ·е, ЦЬі¬. УРОуІоµДВЭРэЧ¶іЭВЦґ«¶ЇЅУґҐ·ЦОц [J]. »ъРµ№¤іМС§±Ё, 2008, 44(7): 16-23.
TANG Jin-yuan, LU Yan-feng, ZHOU Chao. Error tooth contact of analysis of spiral bevel gears transmission[J]. Chinese Journal of Mechanical Engineering, 2008, 44(7): 16-23.
[5] МЖЅшФЄ, В¬СУ·е, ЦЬі¬. µчХыІОКэОуІо¶ФіЭГжЅУґҐЦКБїµДУ°Пм[J]. єЅїХ¶ЇБ¦С§±Ё, 2008, 23(9): 1718-1723.
TANG Jin-yuan, LU Yan-feng, ZHOU Chao. Effect of machine tool adjustment parameter errors on spiral bevel gears tooth contact quality[J]. Journal of Aerospace Power, 2008, 23(9): 1718-1723.
[6] НхРЎґ», Нхѕь, ЅЄєз, µИ. ВЭРэЧ¶іЭВЦµДіЭГжІвБїј°»ъґІјУ№¤ІОКэРЮХэ[J]. »ъРµ№¤іМС§±Ё, 2003, 39(8): 125-128.
WANG Xiao-chun, WANG Jun, JIANG Hong, et al. Tooth surface measurement and machine-settings correction of spiral bevel gear[J]. Chinese Journal of Mechanical Engineering, 2003, 39(8): 125-128.
[7] АоАцПј, АоЕаѕь, БхРВЧґ. »ъґІµчХыОуІо¶Ф»ЎіЭЧ¶іЭВЦґуВЦіЭГжРОЧґУ°Пм№жВЙµДСРѕї[J]. »ъРµґ«¶Ї, 2006, 30(4): 13-15.
LI Li-xia, LI Pei-jun, LIU Xin-zhuang. Research on the influence of the gear tooth surface shape of spiral bevel gear by adjustment error of machine tool[J]. Journal of Mechanical Transmission, 2006, 30(4): 13-15.
[8] Litvin F L, Fuentes A. Gear geometry and applied theory[M]. London: Cambridge University Press, 2004: 83-150.
[9] Kawasaki K. Effect of cutting edge profile on meshing and contact of spiral bevel gears in cyclo-palloid system[J]. Mechanics Based Design of Structures and Machines, 2005, 33(3/4): 343-357.
[10] Lin C, Tsay C, Fong Z. Computer-aided manufacturing of spiral bevel and hypoid gears by applying optimization techniques[J]. Journal of Materials Processing Tech, 2001, 114(1): 22-35.
[11] МЖЅшФЄ, ІЬїµ, ¶ЕЅъ, µИ. є¬№э¶ЙЗъГжµД»ЎіЭЧ¶іЭВЦіЭГжѕ«И·ЅЁДЈ[J]. »ъРµїЖС§УлјјКх, 2009, 28(3): 317-321.
TANG Jin-yuan, CAO Kang, DU Jin, et al. Method of accurate modeling of hypoid gear with fillet[J]. Mechanical Science and Technology, 2009, 28(3): 317-321.
[12] ЖСМ«ЖЅ, МЖЅшФЄ. »щУЪ CATIA V5 µДФІЦщіЭВЦРйДвјУ№¤СРѕї[J]. ПµНі·ВХжС§±Ё, 2008, 20(16): 4339-4343.
PU Tai-ping, TANG Jin-yuan. Virtual machining process research of spur-gear based on CATIA V5[J]. Journal of System Simulation, 2008, 20(16): 4339-4343.
[13] Simon V. Computer simulation of tooth contact analysis of mismatched spiral bevel gears[J]. Mechanism and Machine Theory, 2007, 42(3): 365-381.
[14] ЦЬі¬, МЖЅшФЄ, Фшиє, µИ. ВЭРэЧ¶іЭВЦДҐіЭ»ъЙ°ВЦО»ЦГОуІоУліЭВЦіЭГжОуІоµД№ШПµ[J]. »ъРµ№¤іМС§±Ё, 2008, 44(2): 94-101.
ZHOU Chao, TANG Jin-Yuan, ZENG Tao, et al. Relationship between grinding wheel and tooth surface error[J]. Chinese Journal of Mechanical Engineering, 2008, 44(2): 94-101.
[15] МЖЅшФЄ, ІЬїµ, ЦЬі¬, µИ. РЎВЦіЭГжОуІоУлµчХыІОКэОуІоГфёРРФСРѕї[J]. єЅїХ¶ЇБ¦С§±Ё, 2009, 24(9): 20-30.
TANG Jin-yuan, CAO Kang, ZHOU Chao, et al. Research on the sensitivity between the machine setting parameter errors and the spiral bevel gears surface errors[J]. Journal of Aerospace Power, 2009, 24(9): 20-30.
[16] WANG Yong-li, CHEN Li-feng, HE Guo-ping. Sequential systems of linear equations method for general constrained optimization without strict complementarity[J]. Journal of Computational and Applied Mathematics, 2005, 182(2): 447-471.
(±ај іВІУ»Є)
КХёеИХЖЪЈє2011-07-10Ј»РЮ»ШИХЖЪЈє2011-09-27
»щЅрПоДїЈє№ъјТЦШµг»щґЎСРѕї·ўХ№№ж»®(Ў°973Ў±јЖ»®)ПоДї(2005CB724100)Ј»№ъјТЧФИ»їЖС§»щЅрЧКЦъПоДї(50875263)
НЁРЕЧчХЯЈєМЖЅшФЄ(1962-)Ј¬ДРЈ¬єюДПУАЦЭИЛЈ¬І©КїСРѕїЙъЈ¬ЅМКЪЈ¬ґУКВКэЧЦ»ЇЦЖФмЎўіЭВЦ¶ЇБ¦С§µДСРѕїЈ»µз»°Јє0731-88876350Ј»E-mailЈєjytangcsu@163.com

