���±�ţ�1004-0609(2011)08-1887-06
Ni3Al���Ͻ�IC6����κϽ�GH3030��
���ǥ����ͷ����֯����ѧ����
����Ҷ1��������1���ھ���1�����ŷ�1, 2
(1. �������պ����ѧ ���Ͽ�ѧ�빤��ѧԺ������ 100191��
2. �������ղ����о�Ժ������ 100095)
ժ Ҫ��������Ni��ǥ�ϧ�����24��GHL-6-2����IC6�Ͻ�����θ��ºϽ�GH3030֮������ǥ����������ͷǥ��ͽ�����ĸ�ĵ�����֯�����Խ�ͷ��900 ����³־����������ԶϿ�����������֯���з��������������������24�Խ�����ĸ����֯û�����Ե�Ӱ�죻GHL-6-2�н���Ԫ��B�����ϸߣ�����ǥ�����������ĸ������������״�����࣬����Ӱ���˽�ͷ��֯�����ܣ���900 �桢22 MPa�־�������73 h����ʹ�ç�����24�Ľ�ͷ��900 �桢22 MPa�־�����Ϊ361 h�������ն���ĸ��GH3030���ɼ���ʹ�ç�����24�Ľ�ͷǥ�촦�ij־����ܱ�GH3030����Ͻ�ĸ��á�
�ؼ��ʣ�IC6�Ͻ�GH3030�����ǥ������ͷ����֯���־�����
��ͼ����ţ�TG457.19���� ���ױ�־�룺A
Microstructure and mechanical properties of vacuum brazing joint between Ni3Al-based alloy IC6 and wrought superalloys GH3030
WANG Yu-ye1, LI Shu-suo1, YU Jing-jing1, HAN Ya-fang1, 2
(1. School of Materials Science and Engineering, Beihang University, Beijing 100191, China;
2. Beijing Institute of Aeronautical Materials, Beijing 100095, China)
Abstract: Two Ni-based filler metals ������24 and GHL-6-2 used to produce Ni-based superalloys blades and vanes were used on vacuum barzing between alloy IC6 and wrought superalloys GH3030. The microstructures of bonding seam and base metal nearby were observed, and endurance life at 900 �� was tested. The results show that ������24 has no significant effect on the microstructure of the base metal near the bonding seam. Due to a high borocic content in GHL-6-2, much acerose borides bring a bad effect on the properties of the joint precipitate in the base metal next to the bonding seam. The 900 ��, 22 MPa stress rupture life of joint using GHL-6-2 is 73 h while that of the joint using ������24 is 361 h. The joint using ������24 finally breaks in the base metal GH3030. This indicates that the endurance of the joint is better than that of the base metal GH3030.
Key words: alloy IC6; GH3030; vacuum brazing; joints; microstructure; endurance life
Ni3Al���Ͻ�IC6�ɷּ��ɱ��������ۺ����ܺã���һ������ĺ��շ�����ҶƬ���ϣ����������������¶�1 100 �����ҵĸ��½ṹ�����������������շ���������ҶƬ[1-2]���ں��շ���������ҶƬ����������У����ǥ������ͳɱ��͡���Ⱦ�ߡ���Ʒ�ʵ��ŵ㣬�ѳ�Ϊ����ȱ�ٵĹؼ�����[3-4]�����ں��ӳ��͵�ҶƬ��˵��������֯�������ܶ�����ҶƬ�����ܺ�ʹ���������dz���Ҫ[5]��Ŀǰ���Ը��ºϽӽ�ͷ��֯���о��϶࣬��Ҫ�����ں����ԭʼ��֯��������[6-11]��Ҳ���о�רע��ǥ��������ǥ����֯��Ӱ ��[12-13]�������IC6�Ͻ����ǥ�����о��������٣� IC6�Ͻ������ֲ���֮���ǥ����ͷ��֯�����ܵ��о���Ҫ���и�������о�[14]�����������о���ʹ�ò�ͬǥ��ǥ��ʱIC6�Ͻ�����θ��ºϽ�GH3030���ͷ����֯����ѧ���ܣ���һ��̽��IC6�Ͻ��ǥ�����ա�
1 ʵ��
ʵ����ĸ��ΪIC6ĸ�Ͻ��GH3030�Ͻ�����IC6�ɷ�(����������%)ΪNi-7.61Al-14.175Mo-0.024B- 0.01C��GH3030�ɷַ�ΧΪNi-(��0.15)Al-(19-22)Cr- (0.15-0.35)Ti-(��1.5)Fe-(��0.12)C�����ö������̷��Ʊ�IC6�Ͻ���̬��ë����Ȼ��1 260 �桢10 h����ȴ��������䣬�ٽ�����ɰ�������õ����������������θ��ºϽ�Ϊֱ��20 mm�İ��ġ�ѡ���ڸ��ºϽ�ǥ����ʹ����Ϊ�㷺������Ni��ǥ�ϧ�����24��GHL-6-2���仯ѧ�ɷ����1��2���С�
��1 Ni��ǥ�ϧ�����24�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of filler metals used in experiments (mass fraction, %)
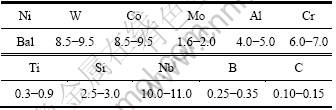
��2 GHL-6-2ǥ�ϵĻ�ѧ�ɷ�
Table 2 Chemical compositions of GHL-6-2 filler (mass fraction, %)

���ǥ����ͷ���öԽӽ�ͷ�����������ӱߴ�������ʩ����45���¿ڣ��Ա����������ǥ�ϣ�ǥ��ѡȡ0.1 mm���ڴ�����������֮�����Ϊ0.1 mm�ĸְ��Ա�֤��϶������벻��㺸��λ��ȡ���ְ壬��ǥ�������¿ڴ���Ϊ��ֹǥ���ۻ�����ʧ����ǥ������Ϳ��Al2O3��������
ʹ���ձ�JEOL��JSM-5600HV/LV��ɨ��羵��JXA-8100�͵���̽��(EPMA)��������(EDS)������(WDS)��ǥ����ͷ��֯���з�����ʹ��GWT304���³־���������Խ�ͷ�ij־�������
2 ǥ����ͷ��֯
2.1 ʹ��ǥ�ϧ�����24��ǥ����֯
ʹ��ǥ�ϧ�����24ʱIC6��GH3030���ͷ��֯��ͼ1��ʾ����ͼ1��֪��ǥ����֯��ǥ�������ĸ�ĵĻ�ɫǥ�����(��ͼ1��A)����ǥ�����벻�����ֲ��İ�ɫ�Ǽ�״��(��ͼ1��B)�������ֲ��Ļ�ɫ�Ǽ�״��(��ͼ1��C)���Լ�һЩ��״�İ�����(��ͼ1��D)��ɣ������EDS�ɷַ���������3���С������ж���ɫ��ǥ�����ΪNi�������壻M3B2��������̬���ʹǼ�״����ë״����ɫ�Ǽ�״�������������x(Ni)/x(Mo)=1:2�����EDS�������(��ͼ2)��Ϊ����Ϊ�����ࣻ��ɫ�Ǽ���Ϊ����Nb��Ni3Si�ࣻ��ɫ��״��Ϊ����W��Ni �ĸ��³����࣬�ж�Ϊ����������̼����(MC��M6C) �������̼�����ࡣ
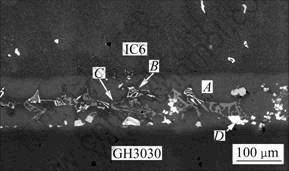
ͼ1 ʹ�ç�����24���ǥ��ʱIC6�Ͻ���GH3030��Խ�ͷ������֯��ò
Fig.1 Back scattered electron (BSE) image of vacuum brazed joint between IC6 and GH3030 with ������24 filler
��3 ͼ1��ʾǥ���и���ɷֵ�EDS�������
Table 3 EDS analysis results of phases component in bonding seam shown in Fig.1

2.2 ʹ��ǥ��GHL-6-2��ǥ����֯
ʹ��GHL-6-2ǥ����ʱIC6�Ͻ���GH3030���ͷ������֯��ͼ3��ʾ����ͼ3��֪��ǥ����GH3030���治���ԣ���ͼ3(b)�е���A��B��C��D��E��EDS�ɷַ������4���У����EDS����(��ͼ4)��֪��ǥ������ΪNi��������(��ͼ3(b)�е�A��)��ǥ��������ִ�����״Ni3B-Ni3Si����(��ͼ3(b)�е�B��)������Ni3Si��˿״��Ni3B�ָ�ɴ��״�������ڵijɷֲַ������ȣ���Ni3B-Ni3Si������Ե���ֳ�����(��ͼ3(b)�е�C��)������Ni3B-Ni3Si������Ե���ֵĺ�ɫ��D��E������Ni��Mo������ͬ�ĸ�Cr�ࡣ
2.3 ������ĸ����֯
ʹ�ò�ͬǥ����ʱ����ǥ�������������ĸ����֯��ͼ5��ʾ����ͼ5(a)��(b)���Կ�����ʹ�ç�����24ǥ���ϵ�GH3030/IC6�����У�IC6һ���������֯��IC6ĸ��ԭʼ��֯�����Բ��죬û�г������ԵĹ�������GH3030һ�������Ҳû�г������ԵĹ���������ͼ5(c)���Կ�����ʹ��GHL-6-2ǥ���ϵ�GH3030/IC6�����У�IC6һ����������ڿ���Լ30 ��m��Ӱ��������ǥ����ĸ�ĵķ�������Ϊ����Լ10 ��m����������״�������Լ20 ��m����״�Ͱ�״��������㣬��Щ�ܼ��ֲ�����״���������������һ����ȡ���ԣ��ش�ֱ��ǥ�췽��ļн�ԼΪ30�㡣Ԫ����ɨ������ʾ��״���︻�����Al����������״���︻������ģ����������������¶��£�GHL-6-2��AlԪ�غ����ܵͣ����ӹ����У�ĸ���е�AlԪ����ǥ���ܽ���ɢ������ǥ���ĸ�ij���ƶAl��������ǥ���γɵij�ϸ��״��С��״�����������е�������ҪΪ(Ni21Mo2)(B,C)6������ĸ�ĵ��ܽ���ɢ�������ӽ����ϵ�ϸ���С��״���������ܽ���ʧ���γ���״������GHL-6-2��B�����ϸߣ���������λ��֦����B�����ѳ������ܽ�ȣ���ˣ���֦�����֦���ɲ�λ���������γɡ�ͼ5(d)��ʾGH3030һ����������ڿ���Ϊ15~20 ��m��Ӱ������Ӱ�����к�ɫ������ʲ�������

ͼ2 ʹ�ç�����24ǥ��ʱIC6��GH3030���ͷ��֯��EDSԪ���߷ֲ�
Fig.2 EDS elements line distribution of joint between IC6 and GH3030 with ������24 filler
��4 ͼ3(b)ǥ���и���ɷֵ�EDS�������
Table 4 EDS analysis results of phases component in bonding seam shown in Fig.3(b)


ͼ3 ʹ��GHL-6-2���ǥ��ʱIC6�Ͻ���GH3030�Խӽ�ͷ������֯��ò
Fig.3 BSE images of vacuum brazed joint between IC6 and GH3030 with GHL-6-2: (a) Whole zone; (b) Magnified image of Fig.3(a)
3 ǥ����ͷ�ĸ��³־�����
����IC6 �Ͻ����ĸ��³־�����Զ����GH3030��[15]��ѡ��IC6ϵ�кϽ������ܽϲ�ĵ��ᾧIC6E��GH3030����900 ��ϵ�Ӧ�������µĸ��³־����飬GH3030/IC6E������ͷ��֯��GH3030/IC6������һ�£�IC6�Ͻ�ľ��ı䲢û�ж�ǥ����֯����Ӱ�졣����GH3030�����ְ���ȴ���״̬�ij־�Ӧ������������[1]��ѡ��900 ����50 h�־�������Ӧ��Ӧ��22 MPa��Ϊ����Ӧ�����־����������5���У���900 �桢22 MPa�����£�������24ǥ����ͷ�ij־�ǿ���Ѿ�Զ����GH3030ĸ�ĵģ�����������GH3030ĸ���ϣ��־���������361 h����GHL-6-2ǥ����ͷ����ǥ�촦����ͷ�־�����ֻ��73 h��ʹ��GHL-6-2ǥ���ϵ�GH3030/IC6E��ͷ�������ڸ��³־����������Ʋ�������ǥ�������Ni3B-Ni3Si����������չ���ѣ�IC6Eһ��ǥ�����ͽ�����ĸ����֯û�����Ա仯������GH3030һ��ǥ�������ֶ������Ʋ���չ��������GH3030ĸ�ķ������Ե����Ա��Σ����ָ�����ۼ�����ƫ���ھ����ĸ����ǥ��Ľ����ϡ�

ͼ4 ʹ��GHL-6-2ǥ��ʱIC6��GH3030���ͷ��֯EDSԪ���߷ֲ�
Fig.4 EDS elements line distribution of joint between IC6 and GH3030 with GHL-6-2 filler

ͼ5 ʹ�ò�ͬǥ��ʱ������ĸ�ĵ�����֯��ò
Fig.5 BES image of base metal next to bonding seam with different filler metals: (a), (b)������24; (c), (d) GHL-6-2
��5 ��ͷ900 �桢22 MPa���³־���������
Table 5 Stress rupture properties data of joint under 900 �� and 22 MPa

4 ����
1) IC6E/GH3030ʹ��ǥ�ϧ�����24��ǥ����ͷǥ����Ҫ��Ni�������塢M3B2����Mo2NiB2������Nb��Ni3Si�ࡢ��ɫ��״����W ��Ni �Һ�Si�������̼���������̼��������ɡ�
2) IC6E/GH3030ʹ��ǥ��GHL-6-2��ǥ����ͷǥ����Ҫ��Ni�������塢Ni3B-Ni3Si������Ni3B-Ni3Si������Ե�ij������Լ�һЩ��������������ɡ�
3) ������24�Խ�����ĸ����֯û�����Ե�Ӱ�죻GHL-6-2���ڽ���Ԫ��B�����ϸߣ�����ǥ�����������ĸ������������״�����࣬����Ӱ���˽�ͷ��֯�����ܡ�
4) GHL-6-2��ͷ900 �桢22 MPa�־�������Ϊ73 h�����ҽ�ͷ������ǥ�죻������24��ͷ900 �桢22 MPa�־�������361 h�����Ҷ��ڱ��θ��ºϽ�ĸ�ģ��ɼ���������24��ͷ�����㹻��ǿ�ȣ��������й����ѿ�������IC6�Ͻ�ǥ��Ӧ��Ҫ��
REFERENCES
[1] ABDELFATAH M M, OJO O A. On the extension of processing time with increase in temperature during transient-liquid phase bonding[J]. Metallurgical and Materials Transaction A, 2009, 40: 377-380.
[2] ����, ���ŷ�, ������. ���½ṹ����[M]. ����: ������ҵ������, 2006: 165-168.
ZHOU Rui-fa, HAN Ya-fang, LI Shu-suo. High temperature structure materials[M]. Beijing: National Defense Industry Press, 2006: 165-168.
[3] ZHANG Qiu-ming, HE Xiao-dong. Microstructural evolution and mechanical properties of a nickel-based honeycomb sandwich[J]. Materials Characterization, 2009, 60(3): 178-182.
[4] �� ��. ���ǥ������Ӧ�����о�[J]. �Ƽ����µ���, 2008, 27: 72.
GAO Lei. Application and research of vacuum brazing process[J]. Science and Technology Innovation Herald, 2008, 27: 72.
[5] GHONEIM A, OJO O A. On the influence of boron-addition on TLP bonding time in a Ni3Al-based intermetallic[J]. Intermetallics, 2010, 18: 582-586.
[6] �� ��, ë Ψ, �����. K465������ºϽ����ǥ����ͷ������֯[J]. ���Ϲ���, 2005, 9: 7-10.
LIANG Hai, MAO Wei, SUN Ji-sheng. Microstructures of high temperature brazed joints of cast superalloy K465[J]. Materials Engineering, 2005, 9: 7-10.
[7] ���㲨, �� ��, �� ��, �����, ����ΰ. K418���ºϽ��42CrMo�Ͻ�ֵļ��⺸��[J]. �й���ɫ����ѧ��, 2008, 18(3): 444-448.
LIU Xiu-bo, YU Gang, PANG Ming, ZHANG Zhen-guo, FAN Ji-wei. Laser welding of superalloy K418 to 42CrMo steel[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(3): 444-448.
[8] ë Ψ, �� ��, Ҷ ��, �� ��. ��ͬǥ��ǥ��K465���ºϽ��ͷ����֯������[J]. �纸��, 2008, 38(9): 65-68.
MAO Wei, ZHOU Yuan, YE Lei, LIANG Hai. Microstructures and properties of K465 superalloy joints brazed with different filler metals[J]. Electric Welding Machine, 2008, 38(9): 65-68.
[9] ë Ψ, ������, Ҷ ��. ��������Ni3Al�����ºϽ�IC6A�����ǥ��[J]. ���ղ���ѧ��, 2006, 26(3): 103-106.
MAO Wei, LI Xiao-hong, YE Lei. Vacuum brazing of a directionally solidified Ni3Al-based high-temperature alloys IC6A[J]. Journal of Aeronautical Materials, 2006, 26(3): 103-106.
[10] ����ϼ, �뼪��. GH3044�����Ͻ�ǥ����ͷ�Ľ�����֯��ǿ�ȷ���[J]. ���Ͽ�ѧ�빤��, 2009, 17(6): 770-773.
ZHANG Li-xia, FENG Ji-cai. Interface structure and strength analysis of brazed GH3044 nickel-based alloy joint[J]. Materials Science and Technology, 2009, 17(6): 770-773.
[11] POURANVARI M, EKRAMI A, KOKABI A H. Microstructure development during transient liquid phase bonding of GTD-111 nickel-based superalloy[J]. Journal of Alloys and Compounds, 2008, 461(1/2): 641-647.
[12] ����ˮ, ʯ ��, �����. ǥ���¶ȶ������Ͻ����ǥ����ͷ��֯��Ӳ�ȵ�Ӱ��[J]. �������ͺ�����, 2009, 17(6): 116-119.
YU Zhi-shui, SHI Kun, LI Rui-feng. Effects of brazing temperature on vacuum joint microstructure and microhardness of inconel superalloy[J]. Casting?Forging?Welding, 2009, 17(6): 116-119.
[13] ʯ ��, ����ˮ, �� ��, �����. ǥ������ʱ���GH738��GH4169�����Ͻ����ǥ����ͷ��֯���ܵ�Ӱ��[J].�������ͺ�����, 2010, 18(1): 112-115.
SHI Kun, YU Zhi-shui, LI Jun, LI Rui-feng. Effect of brazing holding time on microstructure and property of GH738/GH4169 vacuum brazing joint[J]. Casting?Forging?Welding, 2010, 18(1): 112-115.
[14] ���쬆. Ni3Al��IC6���ºϽ�Ӧ���о�[J]. ���ղ���ѧ��, 2003, 23(����): 209-214.
LIU Qing-quan. Engineering application research of Ni3Al-based high temperature alloy IC6[J]. Journal of Aeronautical Materials, 2003, 23(Supplement): 209-214.
[15] �� ��. GH3030�Ͻ�ɷ���֯�����ܵ��о�[D]. �人: �人��ѧ, 2001: 31-38.
LIU Yan. Research of composition, microstructure and properties of alloy GH3030[D]. Wuhan: Wuhan University, 2001: 31-38.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(50971005)
�ո����ڣ�2010-09-03�������ڣ�2010-11-24
ͨ�����ߣ��������������ڣ���ʿ���绰��010-82314488��E-mail: lishs@buaa.edu.cn

