Trans. Nonferrous Met. Soc. China 22(2012) 2925-2929
Butt joining of Al-Cu bilayer sheet through friction stir welding
R. BEYGI, M. KAZEMINEZHAD, A. H. KOKABI
Department of Materials Science and Engineering, Sharif University of Technology, Azadi Avenue, Tehran, Iran
Received 24 February 2012; accepted 25 May 2012
Abstract: Butt joining of Al-Cu bilayer sheet produced by cold roll bonding was studied through friction stir welding (FSW). A defect free joint was obtained. Flow patterns and mixing of two layers during FSW were investigated. Microstructural investigations and hardness profile measurements were carried out. It is shown that material flow in stir zone leads to the formation of banding structure in Cu layer at advancing side. Traces of Al particles along with Al-Cu intermetallic compounds exist in the fined grain region of this banding structure which leads to higher hardness values.
Key words: bilayer sheet; Al-Cu sheet; friction stir welding; microstructure
1 Introduction
Friction stir welding (FSW) as a solid state process has many advantages over fusion welding processes in the welding of similar and dissimilar metals and alloys. This attributes to lower temperature, lower residual stresses and less capability in the formation of intermetallic compounds during welding of dissimilar metals. For these reasons it seems that FSW is appropriate for welding of bilayer sheets made from two layers with different mechanical, chemical and physical properties.
Bilayer sheets have unique features due to possessing simultaneous properties of two layers such as corrosion resistance and improved mechanical and physical properties. For example, Al-Cu bilayer offers a 50% reduction in mass due to Al with equivalent conductivity of copper [1].
Roll bonding is vastly used for production of Al-Cu bilayer sheets due to easy procedure. Roll bonding has a limitation on producing wide bilayer sheets. Also joining of these bilayer sheets using fusion welding encounters many problems since Al and Cu have different melting temperatures. Moreover, there is a strong tendency to form brittle intermetallic compounds. Considering these problems, it is essential to investigate the joining of these sheets by FSW process. There are many studies on the FSW of Cu [2-5], Al [6] and also Cu to Al [7,8]. According to the authors knowledge, there is no publication on butt joining of Al-Cu bilayer sheets. The objective of the present work is to investigate the butt joining of these bilayer sheets by friction stir welding. Microstructural studies and hardness measurement in transverse cross section of joints are carried out in order to realize flow pattern and joining quality.
2 Experimental
In this work, commercial pure copper and aluminium with the initial thicknesses of 3 mm and 1.5 mm were used to produce Al-Cu bilayer sheets. The as-received Cu sheets were annealed at 700 °C for 2 h to obtain desired formability for rolling. It is essential to remove the surface contaminants from both Al and Cu sheets before rolling. For this purpose two surfaces were cleaned with acetone and then brushed with steel wire brush to remove oxides and produce a brittle hard worked layer. Then two layers were stacked together such that their initial rolling directions were in the same direction. Al-Cu bilayer sheets having dimensions of 90 mm in length, 40 mm in width and 2.8 mm in thickness were produced by roll bonding. The direction of rolling for bonding was parallel to the initial rolling direction of the two layers.
Then, two bilayer sheets were clamped to a fixture to be welded by FSW process. Figure 1 shows the schematic of the process. The pin diameter, shoulder diameter and height of the pin were 2.8 mm, 12 mm and 2.6 mm, respectively. The rotation speed of 800 r/min and the travel speed of 50 mm/min resulted in a sound and defect free joint. The welding direction was parallel to the rolling direction of sheets.

Fig. 1 Schematic of FSW process for butt joining of bilayer sheet
In order to achieve the stable welding temperature field, the dwelling time was selected as 25 s. Through the temperature controlling, the same history was observed in different regions.
To investigate the microstructure and measure the hardness values, the metallographic specimens were prepared from the transverse direction of the joints. Whereas Cu layer was the major component in the studied bilayer sheets (the thicknesses of Cu and Al were 1.9 mm and 0.9 mm, respectively). Etchant solution was selected for Cu. It was made of 50 mL H2O, 50 mL NH4OH and 10 mL H2O2.
The Vickers hardness profile of the joint zone and its vicinity was measured using a Vickers indenter with 100 g load for 15 s.
3 Results and discussion
Figure 2 shows the stereographic image of transverse cross section of butt friction stir welded Al-Cu bilayer sheets. Mixing of Al and Cu in the stir zone is observed at the interface of two layers. Lines 1, 2 and 3 show the locations of Vickers microhardness profile measurements. Also, the circles marked as A, B and C show the regions for optical microstructure inspection.

Fig. 2 Stereographic image of transverse cross section of friction stir welded Al-Cu bilayer sheet
The microstructure of advancing side marked as A in Fig. 2 is shown in Fig. 3(a). A remarkable feature in this figure is onion ring patterns. Also, a distinct boundary exists between the stir zone and the base metal. Figure 3(b) shows the higher magnification of microstructure presented in Fig. 3(a).

Fig. 3 Optical microstructure of friction stir welded Al-Cu bilayer in advancing side (a) and banded structure with traces of Al (b)
Alternating fine and coarse grained microstructures in onion rings are observed as those reported by XIE et al [9] and XUE et al [3] in the stir zone of friction stir welded Cu. Another feature observed in these figures is the traces of aluminium in the stir zone of copper layer which are placed in fine grained bands of Cu lamella. The distribution amount of Al traces decreases toward upper part of stir zone. The Al traces will be studied in detail later by using scanning electron microscopy image. Inclusion of Al far away from the initial location of Al-Cu interface is attributed to the upward material flow in the advancing side. This behavior is in accordance with the flow model proposed by ARBEGAST [10] for FSW of a monolayer. In this model the material is extruded in advancing side from underneath the joint.
Figure 4(a) shows the microstructure of retreating side of the joint marked as C in Fig. 2. Unlike the advancing side, there is no banded microstructure in the retreating side. Also, Al traces are not seen in the upper part of the joint. Moreover, the interface of Al and Cu has been moved downward with respect to the initial interface. This is similar to the material flow pattern where metal in the retreating side is extruded downward to the root of joint in FSW of monolayer [10]. Moreover, a distinct boundary doesn’t exist between the stir zone and the base metal which has been reported before on the friction stir welding of pure copper [4]. Figure 4(b) shows the microstructure of middle part of the stir zone near the interface of Al and Cu marked as B in Fig. 2. Vortex like mixing of two layers due to mechanical stirring action of pin can be seen in this figure. Elongated grains near retreating side can be observed in Fig. 4(c). This region is the thermomechanical affected zone (TMAZ).
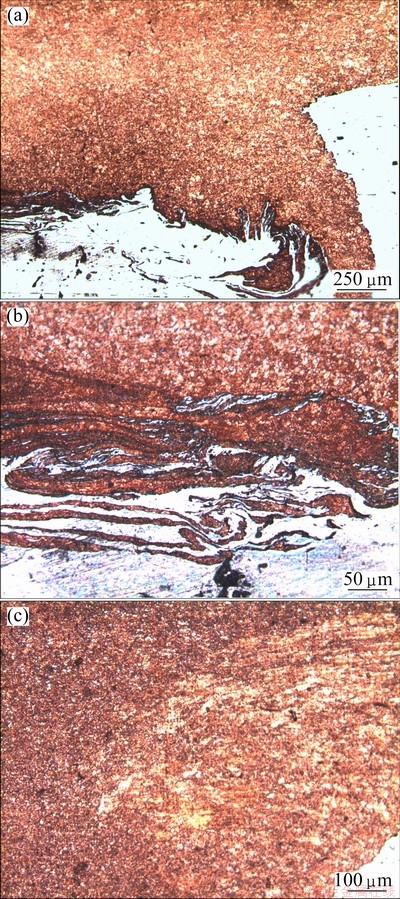
Fig. 4 Microstructure of retreating side (a), Mixing of two layers at the bottom of stir zone (b) and TMAZ near retreating side (c)
Figure 5 shows the Vickers microhardness profiles in lines marked as 1, 2 and 3 in Fig. 2. Comparing the hardness values in lines 1, 2 and 3, it can be seen that in the advancing side the hardness values are higher at the bottom of the stir zone with respect to ones at the top of the stir zone. For better understanding the reason, SEM BSE images were taken from the advancing side. Figure 6(a) shows this image taken from the advancing side. Cu and Al can be seen as white and dark regions, respectively. Figure 6(b) shows the higher magnification from the advancing side. As can be seen, the gray regions mainly located at the interfaces between Cu matrix and Al traces are observed. To characterize these regions, EDS analysis was carried out from location marked as square in Fig. 6(b) and the result is shown in Fig. 7. EDS analysis result shows the existence of intermetallic compounds of Al and Cu at the interfaces of Al traces and Cu in the advancing side. The formation of intermetallic compounds has been reported in the friction stir welding of Al to Cu [7,8,11,12].
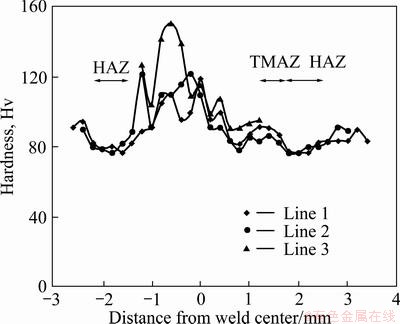
Fig. 5 Hardness profile in cross section of joint
Whereas Al traces exist at the lines 2 and 3 (see Fig. 2), the hardness values are higher with respect to line 1 due to the existence of hard intermetallic compounds. Moreover, the higher amount of Al traces at line 3 with respect to those at line 2 result in higher hardness value in line 3 due to the higher amount of intermetallic compounds.
Another feature seen in Fig. 5 is that the hardness values are higher in the advancing side than those in the retreating side. Moreover, fluctuation in hardness values is observed in advancing side. This can be attributed to the banded microstructure consisting of alternating fine and coarse grains containing Al traces in fine grained region in the advancing side.
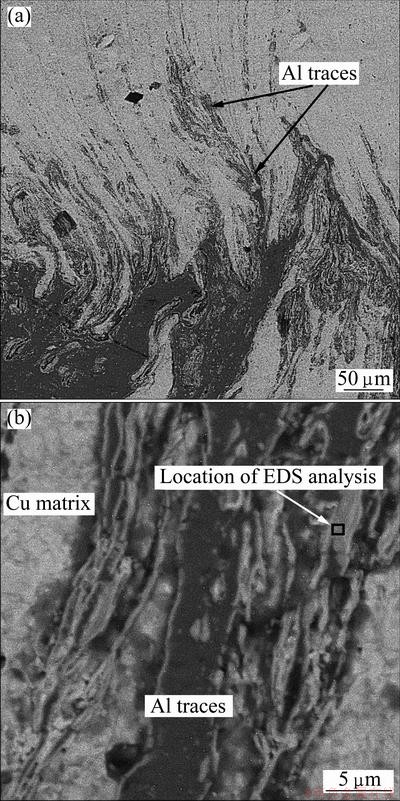
Fig. 6 SEM BSE image of advancing side (a) and higher magnification image from interface of Al traces and Cu matrix (b)
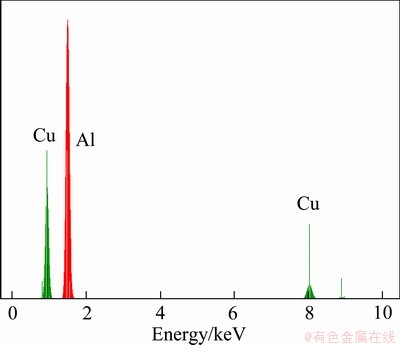
Fig. 7 EDS analysis from marked region as square in Fig. 6(b)
The hardness profile in the retreating side is different from that in the advancing side. In the retreating side, firstly, the hardness values are lower, secondly, by approaching to the bottom of stir zone, the hardness values are decreased and then increased. Lower hardness in this region relates to the absence of banded microstructure. Moreover, the downward material flow leads to the absence of Al traces in this region (see Fig. 4(a)). The lower hardness values of line 2 with respect to those of line 1 is due to the higher influence of shoulder at the upper part of the stir zone leading to higher plastic deformation and finer grains. The increased hardness near the bottom of the joint (line 3 with respect to line 2) is related to the mixing of two layers and the formation of intermetallic compounds. Totally, the hardness values are higher at the bottom of the joint in both advancing and retreating sides. As shown in Fig. 5, higher hardness values in TMAZ are achieved with respect to those in its neighbors. This is due to the fact that TMAZ region undergoes plastic deformation and recrystallization cannot occur, which leads to the elongated grains in this region. Also, TMAZ region is not observed in the advancing side.
4 Conclusions
1) Al and Cu mixing near the initial interface of two layers is observed. An upward metal flow near the bottom of sheet in the advancing side results in Al traces in Cu. While in the retreating side metal flow is downward.
2) A distinct boundary exists between the advancing side and the base metal. Banded microstructure exists in the advancing side with traces of Al in fine grain bands. There are no banded microstructure and traces of Al in the retreating side.
3) Hardness values in the advancing side are higher than those in the retreating side. This is due to the banded microstructure along with Al-Cu intermetallic compounds formed in the advancing side.
Acknowledgements
The authors wish to thank the research board of Sharif University of Technology for the financial support and the provision of the research facilities used in this work.
References
[1] LEE J E, BAE D H, CHUNG W S, KIM K H, LEE J H, CHO Y R. Effects of annealing on the mechanical and interface properties of stainless steel/aluminium/copper clad-metal sheets [J]. Journal of Materials Processing and Technology, 2007, 187-188: 546-549.
[2] LEE W B, JUNG S B. The joint properties of copper by friction stir welding [J]. Materials Letters, 2004, 58: 1041-1046.
[3] XUE P, XIE G M, XIAO B L, MA Z Y, GENG L. Effect of heat input conditions on microstructure and mechanical properties of friction-stir-welded pure copper [J]. Metallurgical and Materials Transactions A, 2010, 41: 2010-2021.
[4] SHEN J J, LIU H J, CUI F. Effect of welding speed on microstructure and mechanical properties of friction stir welded copper [J]. Materials Design, 2010, 31: 3937-3942.
[5] HWANG Y M, FAN P L, LIN C H. Experimental study on friction stir welding of copper metals [J]. Journal of Materials Processesing Technology, 2010, 210: 1667-1672.
[6] MURR L E, FLORES R D, FLORES O V, MCCLURE J C, LIU G. Friction-stir welding: Microstructural characterization [J]. Materials Research Innovation, 1998, 1: 211-223.
[7] XUE P, NI D R, WANG D, XIAO B L, MA Z Y. Effect of friction stir welding parameters on the microstructure and mechanical properties of the dissimilar Al-Cu joints [J]. Materials Science and Engineering A, 2011, 528: 4683-4689.
[8] XUE P, XIAO B L, NI D R, MA Z Y. Enhanced mechanical properties of friction stir welded dissimilar Al-Cu joint by intermetallic compounds [J]. Materials Science and Engineering A, 2010, 527: 5723-5727.
[9] XIE G M, MA Z Y, GENG L. Development of a fine-grained microstructure and the properties of a nugget zone in friction stir welded pure copper [J]. Scripta Materialia, 2007, 57: 73-76.
[10] ARBEGAST W J. A flow-partitioned deformation zone model for defect formation during friction stir welding [J]. Scripta Materialia, 2008, 58: 372-376.
[11] GENEVOIS C, GIARD M, HUNEAU B, SAUVAGE X, RACINEUX G. Interfacial reaction during friction stir welding of Al and Cu [J]. Metallurgical and Materials Transactions A, 2011, 42: 2290-2295.
[12] GALVAO L, LEAL R M, LOUREIRO A, RODRIGUES D M. Material flow in heterogeneous friction stir welding of aluminium and copper thin sheets [J]. Science and Technology of Welding and Joining, 2010, 15: 654-660.
搅拌摩擦焊接Al-Cu双层复合板
R. BEYGI, M. KAZEMINEZHAD, A. H. KOKABI
Department of Materials Science and Engineering, Sharif University of Technology, Azadi Avenue, Tehran, Iran
摘 要:对冷轧Al-Cu双层复合板进行搅拌摩擦焊接,获得了无缺陷的焊接接头。对搅拌摩擦焊过程中的金属流动行为和两层之间的混合进行了研究,考察了显微组织和硬度的变化。结果表明,在搅拌区的金属流动导致了在Cu层中前进侧生成条带状结构,在这些条带状结构中的细晶区域中,存在微量的Al颗粒和Al-Cu金属间化合物,这导致了其硬度的增加。
关键词:双层板;Al-Cu双层板;搅拌摩擦焊;显微组织
(Edited by YUAN Sai-qian)
Corresponding author: M. KAZEMINEZHAD; Tel: +98-21-66165227; Fax: +98-21-66005717; E-mail: mkazemi@sharif.edu
DOI: 10.1016/S1003-6326(11)61555-0

