文章编号: 1004-0609(2006)09-1510-07
粉末多孔材料等径角挤压热力耦合有限元数值分析
周明智, 薛克敏, 李 萍
(合肥工业大学 材料科学与工程学院, 合肥 230009 )
摘 要: 等径角挤压是获得块体超细晶材料的一种重要工艺方法。 针对粉末多孔材料, 采用体积可压缩刚粘塑性热力耦合有限元法对其等径角挤压过程进行模拟分析。 结果显示, 等径角挤压工艺对粉末多孔材料具有强烈的致密效果, 变形温度和接触摩擦状况对变形及致密存在明显的影响。 研究表明, 材料所处的静水压力状态对多孔材料的挤压效果影响显著, 高的静水压力状态有利于提高粉末材料的变形能力及致密效果, 改进的带背压工艺有利于提高变形的均匀性, 扩大工艺的应用范围。
关键词: 粉末多孔材料; 等径角挤压; 热力耦合; 有限元分析; 静水压力 中图分类号: TG376
文献标识码: A
Coupled thermo-mechanical finite element analysis of metal with porosities during equal channel angular pressing process
ZHOU Ming-zhi, XUE Ke-min, LI Ping
(School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, China)
Abstract: The purpose of equal channel angular pressing (ECAP) is to obtain ultra-fine grained (UFG) materials. The densification and deformation behavior of porous materials during the ECAP process were investigated by thermo-mechanical coupling finite element method. The distributions of temperature, strain, relative density and stress of specimen were obtained. The results show that the ECAP process is a useful tool to eliminate the porosities and more effective in high temperature and friction conditions. The finite element analysis shows that the hydrostatic stress state has important effect on the result. It is beneficial to improve the ductility and density of material with porosities in high hydrostatic stress state. And the back pressure applied to the ECAP can greatly increase the strain level, while can not reduce the uniformity of the strain distribution.
Key words: porous materials; equal channel angular pressing; thermo-mechanical coupling; finite element analysis; hydrostatic stress
等径角挤压工艺[1](Equal channel angular pressing, ECAP)作为一种独特的超细晶(纳米晶和亚微晶)材料制备工艺, 引起材料科学领域内研究者日益广泛的兴趣。 近年来, 针对ECAP方法展开了大量的实验和理论研究, 并取得了令人瞩目的成果[2-13]。 近些年来, 利用ECAP法获取高性能粉末材料的研究引起关注。 Chang等[6]将经过预压的Al6061粉坯进行挤压, 获得了超细晶结构的材料, 并研究了温度对挤压效果的影响。 Xia等[7]则利用提高变形体内部静水压力的方法, 在较低的变形温度下成功地将纯铝粉末合成为完全致密的材料。 利用ECAP法制备高性能粉末材料无疑具有广阔的应用前景, 但该方面的研究尚处于起步阶段, 这主要是由于粉末材料塑性变形能力相对较弱, 在连续挤压过程中易破坏, 不易获得大塑性变形。 因此, 如何针对此类材料的特点采用合理的工艺参数及模具结构获得理想细化效果成为需要解决的关键问题。
通过实验方法研究各种参数对变形效果的影响工作量大, 而借助有限元模拟可直观深入地了解材料在成形过程中的各种相关信息。 为此, 针对不同条件下的ECAP过程已进行了一些有益分析[9-13], 但这些研究都是针对忽略温度效应的致密体为对象而进行的。 对于粉末类多孔材料, 目前对其在ECAP过程中的变形和致密行为还很不清楚, 而定量地了解和掌握其在挤压过程中的变形规律和致密行为, 对有效地设计模具、 制订工艺和获得合理的应变量及其分布, 进而获得所要求的致密度和晶粒细化效果是十分重要的。 为此, 本文作者采用可压缩刚粘塑性热力耦合有限元方法, 对纯铝粉末多孔材料的等径角挤压过程进行数值模拟, 全面获得了材料在变形过程中温度、 应变、 应力及相对密度的分布, 了解粉末多孔体在ECAP过程中的变形及致密行为, 并找出了影响挤压效果的主要工艺因素, 从而为实际中获取高性能的粉末材料提供了理论依据和参考。
1热力耦合理论
1.1粉末材料的屈服准则及可压缩刚粘塑性有限元列式的建立
对于相对密度较高的粉末材料(R>0.7), 本文作者采用Doraivelu等[14]提出的理论, 其屈服准则表示如下:
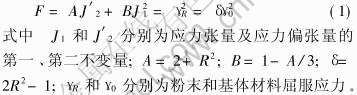
忽略弹性变形, 采用有限单元将粉末体离散后, 利用虚功率原理可建立其可压缩性刚粘塑性有限元列式为

上式是关于单元节点速度的非线性方程组, 将单元组装成整体后, 可采用Netown_Raphson迭代法求解。
1.2 温度场的有限元列式
粉末材料在实际塑性成形过程中, 伴随着塑性变形, 变形体不断向空气和模具散热, 塑性变形能和接触摩擦功也会转变成热量, 这是一个有内热源的不稳定热传导过程, 其方程式如下:

根据加权余量的Galerkin法, 并采用中心差分公式在时间域离散后, 得到了以时间为独立变量用以确定节点温度的矩阵方程:

对于给定条件的粉末材料塑性成形过程, 联立求解上述变形和温度两个系统的过程就是其热力耦合模拟过程。
2 数值分析及讨论
2.1 有限元模型
利用有限元程序DEFORMTM, 对初始相对密度为0.8的纯铝(Al1100)粉末材料在不同条件下的ECAP过程(表1)进行热力耦合有限元模拟。 试件尺寸为9mm×9mm×40mm, 采用四节点平面四边形等参单元进行离散, 共得到1024个单元。 为获得最大的变形量及最佳细化效果[8], 模具的内外交角分别为φ=90°和ψ=0°。 模具视为恒温刚体, 与毛坯初始变形温度相同; 接触摩擦采用常剪切摩擦模型; 环境温度为20℃; 热功转换系数β取0.9; 冲头速度1mm/s。 基体材料本构关系考虑了温度、 应变率及变形程度的影响, 即 , 材料有关性能参数可由程序的材料库中获得。 有限元分析模型如图1所示。
, 材料有关性能参数可由程序的材料库中获得。 有限元分析模型如图1所示。

图1 有限元分析模型
Fig.1 FEM modeling
表1 模拟条件
Table 1 Simulation conditions

2.2 等效应力及应变的分布规律
图2所示为A条件下试件在变形过程中的等效应力分布。 由图2可看出, 随着冲头下压, 试件被逐步挤入水平通道, 当材料在通过转角处时其等效应力值最大, 并存在明显的应力梯度, 说明挤压时材料的塑性变形主要发生在该部。 当材料被挤入水平通道后, 应力值急剧下降, 此时挤出材料处于刚性平移阶段, 不再发生塑性变形。

图2 试件A的等效应力分布
Fig.2 Effective stress distribution of work piece A
挤压结束时试件所获得的变形大小及分布状况与试件能否获得均匀细密的内部组织密切相关。 图3所示为A条件下试件在不同阶段的等效应变分布。 由图3可看出, 试件在开始挤压时, 变形是不均匀的, 随着材料被逐步挤入水平通道, 其变形越来越均匀。 挤压结束后试件按变形量大小大致可分为3个区。 由于挤压过程中存在的端部效应, 头部和尾部为未经过剪切带的呈三角形形状的小变形区, 内部为呈四边形形状分布的主要剪切变形区, 小变形区和主要变形区之间的还存在2个应变分布梯度较大的过渡区。 试件经一次挤压后主要变形区获得了较大的塑性变形量, 平均塑性变形量为1.18, 这同Iwahashi等[8]的理论计算值(1.155)十分接近。 主要变形区的应变分布沿通道水平方向比较均匀, 但与通道垂直方向的不均匀, 特别是位于模具底部材料所获得的变形量明显较上端的小, 这不利于该区获得均匀细化的组织, 需采用相应的工艺方法加以改善。

图3 试件A的等效应变布
Fig.3 Effective strain distribution of work piece A
2.3 材料的致密行为
所获密度的高低是衡量粉末材料塑性变形工艺效果的一个重要方面。 图4和5所示分别为A条件下ECAP过程中变形体内部相对密度的分布状况及不同条件下挤压过程中试件平均密度和行程的关系。 由图4可以看出, 在挤压开始阶段, 当材料在通过模具交角处时其密度显著提高; 随着挤压的进一步深入, 进入剪切区的材料不断增加, 最终形成一个分布均匀的主要高密度区。 与图3的结果对比可发现, 试件密度分布状况和应变分布基本一致,这说明塑性变形是引起致密的重要原因。 结合图4和5可以看出, 在无摩擦的状况下, 一次挤压后试件的平均相对密度接近0.97, 主要变形区除底部外几乎完全达到理论密度, 说明ECAP工艺具有强烈的致密效果, 可有效地焊合材料内部的孔隙。

图4 试件A的相对密度分布
Fig.4 Relative density distribution of work piece A

图5 不同条件下试件总体密度与行程的关系
Fig.5 Relationship between total relative density of specimen and punch stroke
由图5可以了解试件挤压过程中试件总体平均相对密度变化状况。 试件的密度随冲头行程的增大而升高, 其过程按致密速度可分成两个阶段: 开始阶段是初步压实阶段, 变形开始时材料的密度低, 随着冲头的下压, 试件整体密度快速提高; 被压实至一定密度后, 材料开始被挤入水平通道, 此时进入稳定挤压阶段, 进入剪切区的材料体积基本保持不变, 因此致密速度呈缓慢上升趋势。
2.4 温度分布及影响
挤压温度对挤压效果的影响表现在两个方面: 一方面, 金属塑性变形中如果温度越高, 从热力学的角度来看, 变形后处于不稳定的高自由能状态的金属向变形前低能状态回复的趋势就越大, 不利用晶粒细化及大角度晶界形成; 另一方面, 温度升高利于增加材料的变形能力, 特别是对常温下变形能力差的材料有明显的积极作用。 因此, 获得变形过程中温度的变化及分布状况具有重要意义。 图6所示为A条件下试件的温度场分布。 由于模具和变形体的初始温度相同, 变形体和模具的热交换较少, 在给定的速度条件下, 变形过程中由塑性变形功转化而成的热能大于工件向环境中传递的热量, 因此随着压下量的增加, 试件总体温度有所上升。 此外, 试件的内热源由剧烈塑性变形区热耗散产生, 因此变形过程中模具交角处温度最高。

图6 试件A的温度分布
Fig.6 Distribution of temperature of work piece A
图7所示为跟踪点(图1)挤压过程中的温度变化情况。 由图7可看出, 在等温条件下, 处于同一横截面上各点的温度几乎相同, 只是在经过剪切带时温度略有差异, 这有利于获得均匀的组织结构。 温度对挤压致密效果存在一定的影响, 较高的温度利于材料的致密(图5)。 此外, 从模拟得到的压力行程曲线(图8)表明, 高温条件下材料流动应力降低、 易屈服变形, 因此, 在较高温度下成形时所需挤压力明显降低。

图7 试件A跟踪点的温度和时间关系
Fig.7 Relationship between temperature and time of tracking points of work piece A
2.5 摩擦的影响
摩擦对ECAP过程具有重要影响, 分析不同摩擦条件对挤压过程的影响, 获得试件的变形分布规律, 对于确定工艺, 进而为提高模具寿命提供理论指导都具有重要作用。 图9所示为100℃挤压结束时, 不同摩擦条件下试件主要变形区横截面等效应变的分布规律。 由图9可看出, 当m=0时, 靠近下表面部分的应变值明显较上端面部分的小; 随着摩擦的增加, 上下表面部分的应变值均增加, 下表面增加明显, 变形的均匀程度有所提高, 但当m=0.2时, 下表面的值急剧上升, 同时上表面的值下降, 造成试件主要变形区的变形不均匀性急剧加大。 因此, 从变形均匀性的角度看, 端面摩擦存在着一个最优状况。 模拟结果表明, 当m=0.1时, 应变分布较均匀。

图8 不同变形条件下挤压力与行程的关系
Fig.8 Relationship between load and stoke in different conditions

图9 摩擦因子对试件截面等效应变分布的影响
Fig.9 Effect of friction condition on effective strain distribution of work piece
由图5可以看出, 粉末材料在ECAP过程中的致密行为对摩擦条件敏感, 摩擦的存在不仅可以提高成形过程中的致密速度, 而且对试件最终的平均致密度也有较大幅度的提高。 当摩擦因数为0.1时, 试件经一次挤压后平均相对密度高达0.98以上, 主要变形区基本达到理论密度(图10)。 摩擦因数的大小对挤压载荷的影响也十分明显, 摩擦的存在可导致挤压载荷显著增加(图8), 以至于对设备的吨位和模具的强度提出更高的要求。

图10 试件B挤压结束时内部的相对密度分布
Fig.10 Relative density distribution of work piece B
2.6 静水压力的影响
Valiev等[2]指出决定大塑性变形法细化效果的3个要素为: 较低变形温度、 变形体内部承受高压及试件获得大塑性变形量。 实验表明, 与ECAP法相比, 高压扭转法(High pressure torsion, HPT)能在较低的变形温度条件下对粉末等低塑性材料进行大的塑性变形, 其细化晶粒的能力更强, 这同HPT法所能提供高的静水压力密切相关[3, 15]。 受HPT法的启迪, 如采用相应的方法增加ECAP过程中的静水压力, 势必能使其适用范围及细化能力得以扩展。 设想在挤出端施加一个反向的顶杆(图11), 挤压时可根据需要增加反向的压力, 从而达到增加变形体内部静水压力的目的。

图11 带背压力的ECAP工艺
Fig.11 ECAP process of back pressure
Cockroft-Latham破坏准则描述了不同变形条件对材料产生破坏的影响:

上式表明当不等式左端值大于给定的C值时, 材料将产生破坏。
图12所示为根据Cockroft-Latham准则计算得到的不同状况下的挤压结束时试件内部的损伤状况。 结果表明, 常规的ECAP法在挤压过程中, 通过一次挤压后粉末材料内部产生较大的损伤, 易产生破坏(图12(a))。 而在D条件下试件内部的最大损伤值仅为常规方法的1/4(图12(b))。 这表明通过施加背压力, 提高变形体内部静水压力的方法可有效地降低挤压过程中拉应力对材料产生的不利影响, 降低材料产生破坏的可能性。

图12 挤压后的损伤分布
Fig.12 Distribution of damage after extrusion
另外从粉末材料的屈服准则(1)可以看出, 静水压力的增加有利于其屈服变形, 图13得到的模拟结果也证实了这一点。 D条件下材料的塑性变形量增加, 特别是处于模具底部材料变形量的明显增加大大提高了变形的均匀性, 这无疑对获得均匀细密的内部组织结构是极为有利的。

图13 跟踪点的应变和行程关系
Fig.13 Relationship between effective strain and stroke of tracking points
此外, 静水压力的增大还有利于消除粉末体内部的孔隙。 由图5可看出, 在施加一定大小的背压力后, 挤压过程中的致密速度明显上升, 一次挤压结束后, 试件整体的平均相对密度高达0.99以上, 试件几乎完全致密。 但通过背压的方式增大静水压力也会使得变形所需的挤压力增大(图8), 在模具设计时应充分考虑这一因素的影响。
3 实验验证
实验采用纯铝粉末[7], 试件尺寸为9mm×9mm×40mm, 挤压前90%以上粉末粒度小于60μm, 最大粒度不超过100μm。 模具采用ψ=0°及φ=90°结构, 变形前将模具预热, 并使挤压过程中模具的温度保持在(100±1)℃范围。 在施加50MPa的背压力后成功地进行了一次挤压, 实验后经测定, 试件完全致密, 说明ECAP具有强烈的致密效果, 这与有限元分析结果一致。 此外, 在致密的同时试件主要变形区内部组织的尺寸还被明显细化, 挤压后该区平均粒度小于7.2μm(图14)。

图14 挤压前后的主要变形区粉末颗粒形貌
Fig.14 Morphologies of initial particles(a) and particles aftere ECAP(b) in extrusion area
4 结论
1) ECAP过程对粉末多孔材料内部的孔隙具有极强的焊合功能, 这与其提供大剪切变形密切相关。
2) 接触摩擦状况对粉末多孔材料的ECAP过程存在明显的影响, 增大摩擦利于材料致密, 适当的摩擦条件可增加变形的均匀性, 但摩擦的存在也会使得挤压力增加。
3) 温度的变化对挤压过程中的变形及致密行为都有一定的影响, 材料在高温条件下易于变形以及内部孔隙焊合。
4) 静水压力状态对粉末材料的ECAP过程及结果影响显著。 高的静水应力状态下不仅可以提高材料的塑性变形能力, 而且利于材料在挤压过程中的致密。 改进的带背压的ECAP工艺有利于变形的均匀性, 提高工艺细化晶粒的能力及扩大工艺的使用范围。
REFERENCES
[1]Segal V M, Reznnikov V I, Drobyshevkiy A E, et al. Plastic working of metals by simple shear[J]. Russia Metal, 1981, 1: 99-105.
[2]Valiev R Z, Islmgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Material Science, 2000, 45: 103-189.
[3]Stolyarov V V, Zhu Y T, Lowe T C, et al. Two step SPD processing of ultra fine-grained titanium[J]. Nanostructured Materials, 1999, 11(7): 947-954.
[4]Stolyarov V V, Lapovok R. Effect of backpressure on structure and properties of AA5083 alloy processed by ECAP[J]. Journal of Alloys and Compounds, 2004, 378: 233-236.
[5]Raab G I, Soshnikova E P, Valiev R Z. Influence of temperature and hydrostatic pressure during ECAP on the microstructure of commercial-purity Ti[J]. Mater Sci Eng A, 2004, 387-389: 674-677.
[6]Chang S Y, Lee K S, Choi S H, et al. effect of ECAP on microstructure and mechanical properties of a commercial 6061 Al alloy produced by powder metallurgy[J] . Journal of Alloys and Compounds, 2003, 354: 216-220.
[7]Xia K, Wu X. Back pressure equal channel angular consolidation of pure Al particles[J]. Scripta Materialia, 2005, 53: 1225-1229.
[8]Iwahashi Y, Wang J, Hortia Z, et al. Principle of equal channel angular pressing for the processing of ultra fine grained materials[J]. Scripta Materialia, 1996, 35(2): 143-146.
[9]Oh S J, Kang S B. Analysis of the billet deformation during equal channel angular pressing[J]. Mater Sci Eng A, 2003, 343: 107-115.
[10]Kim H S, Seo M H, Hong S I. Finite element analysis of equal channel angular pressing of strain rate sensitive metals[J]. Journal of Materials Processing Technology, 2002, 130-131: 497-503.
[11]Liu Z Y, Liu G, Wang Z R. Finite element simulation of a new deformation type occurring in changing channel extrusion[J]. Journal of Materials Processing Technology, 2000, 12(1): 30-32.
[12]刘咏, 唐志宏, 周科朝, 等. 纯铝等径角技术(Ⅱ)——变形行为的模拟[J]. 中国有色金属学报, 2003, 13(2): 294-299.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, et al. Equal channel angular pressing process of pure aluminum (Ⅱ)—Simulation of deformation behavior[J]. The Chinese Journal of Nonferrous Metal, 2003, 13(2): 294-299.
[13]Son I H, Lee J H, Im Y T. Finite element investigation of equal channel angular extrusion with back pressure[J]. Journal of Materials Processing Technology, 2006, 171: 480-487.
[14]Doraivelu S M, Gegel H L, Gunasekera J S, et al. A new yield function for compressible P/M material[J]. Int J Mech Sci, 1984, 26(9/10): 527-535.
[15]Botta-Filho W J, Fogagnolo J B, Rodrigus C A D, et al. Consolidation of partially amorphous aluminum-alloy powders by severe plastic deformation[J]. Mater Sci Eng A, 2004, 357-377: 936-941.
基金项目: 高等学校博士学科点专项基金资助项目(040310B2); 安徽省优秀青年科技基金资助项目(04044058)
收稿日期: 2006-02-28; 修订日期: 2006-07-18
通讯作者: 周明智; 电话: 0551-2904758; E-mail: zhoumingzhi215@etang.com
(编辑 李艳红)

