���±�ţ�1004-0609(2007)01-0111-07
������ѹMg-4Al-2Siþ�Ͻ����֯ϸ������ѧ����
����ά1, 2��������1����ѧ��1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ, ����710048;
2. ��������ѧԺ ��е����ѧԺ, ����723003)
ժ Ҫ���о�������ѹ���ζ�Mg-4Al-2Si�Ͻ���֯�����ܵ�Ӱ�����ܣ�̽�ֻ�����֯��Mg2Si�������ϸ��Ч����ϸ�����ƣ�����Mg2Si�������ٽᾧ��Ӱ����ɡ������������ѹ�����з�����λ�����ƿ��ƵĶ�̬�ٽᡡ��������ͨ������Ǩ�ơ��Ǿ��ϲ���ת�������γ�ϸС�Ħ�(Mg)�ٽᾧ���ᾧ������������ѹ���ε����ӣ���̬�ٽᾧ�ٶȼӿ죬�����ߴ�Ѹ�ټ�С����(Mg)��Mg2Si�ľ����ߴ�����̬�·ֱ�Ϊ45��60 ?m��������ѹ6���κ����ߴ��С��3��1 ?m���γ���ϸС�����ȵĦ�(Mg)���ᾧ��֯��Mg2Si������ϸС����ɢ�ֲ����Ͻ����ѧ������������ѹ���ε����Ӷ�������ߡ�
�ؼ��ʣ�Mg-4Al-2Siþ�Ͻ�������ѹ����̬�ٽᾧ����ѧ����
��ͼ����ţ�TG 376.2���� ���ױ�ʶ�룺A
Structure refinement and mechanical properties of Mg-4Al-2Si Mg alloy by reciprocating extrusion
SONG Pei-wei1, 2, JING Xiao-tian1, GUO Xue-feng1
(1. School of Materials Science and Engineering, Xi��an University of Technology, Xi��an 710048, China;
2. School of Mechanical Engineering, Shanxi University of Technology, Hanzhong 723003, China)
Abstract: The effects of reciprocating extrusion deformation on microstructures and properties of Mg-4Al-2Si alloys were studied, and the mechanisms of grain refinement of ��(Mg) and Mg2Si particles, as well as the effect of Mg2Si particles on the recrystallization were investigated. The results show that dynamic recrystallization controlled by dislocation climbing takes place during the reciprocating extrusion process. The equiaxed grains are formed by crystal boundary migration, subgrain merge and twist rotation by recrystallization. The grain size decreases and the rate of dynamic recrystallization increases with increasing passes of reciprocating extrusion. The grain sizes of as-cast ��(Mg) and Mg2Si particles decrease from 45 and 60 ?m to 3 and 1 ?m after 6 passes of reciprocating extrusion, respectively. Tthe microstructures are characterized by the fine equiaxed ��(Mg) grain with homogeneous distribution of fine Mg2Si particles. The mechanical properties of alloys are improved obviously with increasing reciprocating extrusion passes.
Key words: Mg-4Al-2Si Mg alloy; reciprocating extrusion; dynamic recrystallization; mechanical properties
þ�Ͻ���нϸߵı�ǿ�ȡ��ȸնȺͳߴ��ȶ� �ԣ����õļ����Ժ����յ��ŵ㣬����Ϊ��21������ɫ���̽����ṹ���ϡ��������������պ�����������Ź�����Ӧ��ǰ��[1-2]��Mg-Alϵ�ǵ�ǰӦ����㷺��þ�Ͻ���AZ91D(Mg-9Al-0. 8Zn)�Ͻ�����������������ܡ��ϸߵ�����ǿ�Ⱥ����õĿ���ʴ���ܼ��ɱ��ϵ͵��ŵ㣬���������ѧ���ܲ����ʹ���¶Ȳ��ܳ���120 �档�������ǿ����Mg17Al12�����ȶ��Խϵ�(�۵�437 ��)���ڴ����¼��ȵ�200 ��ʱ, Mg17Al12���Ӳ�ȱ����50%~60%[3]��
Mg-Al-Si�Ͻ���20����70����¹�����������˾������ѹ��þ�Ͻ�170 ��ʱ��AS41�����ǿ�ȱ�AZ91��AM60�ã����������õ��쳤�ʡ�����ǿ�ȺͿ���ǿ�ȣ�Ӧ���������������ı����䡢�綯���ܵȡ����ֺϽ�������ø������ܵ���Ҫԭ���������ھ��紦�γ�ϸС��ɢ�ֲ����ȶ�������Mg2Si[4]�������и��۵�(1 085 ��)�����������ĵ��ܶ�(1.9 g/cm3)���ߵ���ģ��[5]���ص㡣Ȼ�������ֺϽ�ֻ��ѹ�������ܽ���ɰ�ͻ���������졣��Ϊ�ڽ�������ȴ�ٶ��£�����Mg2Si��ʴִ�ĺ���״������ؽ����˲��ϵ��쳤�ʺͿ���ǿ�ȣ�������ѧ����[6]��
�ɼ���ϸ����֯�������ѧ���ܾ���ʮ����Ҫ�����塣�����Ͻ�������̼���ϸ����֯��������ϸ��Mg2Si����Ŀǰ�о��϶��һ�����档��ɰ������ʱ��Ԭ������[6-8]ͨ����Mg-Al-Zn-Si�Ͻ��м���0.5%Sb��0.2%Ca���γ�Mg3Sb2��CaSi2����Ϊ�Ǿ����κ˺��ģ�ϸ���˻�����֯�ʹִ��Mg2Si ��������������ѧ���ܡ���Carbonneau��[5]���֣��ں���Ϊ0.18% Ca����֯�г�������һ��״��������ṹ��MgCaSi��, ���˺Ͻ��ǿ�Ⱥ����ԡ��������[9]��Mg-5Al-1Si ��������Nd���γ��˰���״Al11Nd3�࣬ϸ����Mg2Si��ͻ�����֯���������˺Ͻ��������������ܡ����ÿ������̷��Ʊ�Mg-Al-Zn-Si�Ͻ�[10]��Ҳʹ������֯�õ�ϸ����Mg2Si�������ϸС��ɢ״�ֲ�������˺Ͻ����ѧ���ܡ����⣬���в��û�е�Ͻ��ȼ�ѹ�ȷ���ϸ����Siþ�Ͻ𡣾�������������ϸ����֯��������ܷ���ȡ����Ч������Ҳ���ڲ��㡣��Ͻ�ʹ���ϵĿ���ʴ�����½��������������Ʊ��������ķ����кܴ�����ѵȡ�������ѹ��һ���µľ���ϸ�������������ڽ�������ѹ��ͬʱ���ܵ���ֱ��Ρ���ѹǰ����������״���ֲ��䣬��������μ�ѹ���Σ���������ۻ�Ӧ�䣬ͬʱ������̬�ٽᾧ����ó�ϸ�ĵ��ᾧ��֯��ʹ���Ͼ����������ѧ����[11-12]������������ѹ���գ�Yeh��[11]��Al�C20%Si(��������)�Ͻ�Chu��[13-14]�Ժ�Al4C3�ĸ��ϲ����Լ�½���ֵ�[12]��Zn-Al�Ͻ�����о���ȡ���˽Ϻõ�Ч������δ����֯ϸ�����ƽ��������о���
����������ѹ���ն�Mg-Al-Si�Ͻ����֯����ϸ����������ϸ���ִ�Ĵ���Mg2Si��������ⷽ����о�Ŀǰ��δ�����������������о���Mg-4Al-2Si�Ͻ���ͬ����������ѹ����֯�����ܵı仯���ɣ��ص�̽����������ѹ���ն���֯ϸ����Ӱ����ɡ�
1 ʵ��
1.1 ��̬�����Ʊ�
�о�����Mg-4Al-2Si�Ͻ������ɷ�ΪAl 4.0��Si 2.0������Mg���úϽ���Si�������Ƶ�Al-Si�м�Ͻ���ʽ���롣�Ͻ���SG2-5-10�;�ʽ����¯�в��ù�ҵר�ñ����������������������¶ȴﵽ740 ��ʱ�����м�Ͻ���ʯī����������Լ3 min��Ȼ����10 minʹ�м�Ͻ����ܽ⣬ʹAl��Si �ĺ����ﵽ���Ҫ���پ�����������720 ���±���20 min��ע��ʯīģ�У�����d50 mm��120 mm������������������420 �汣��12 h�ľ��Ȼ�������
1.2 ������ѹ��̬����
��3 150 kNҺѹ���ϣ�ʹ��ר��ģ�߶���̬��������������ѹ��ͼ1��ʾΪ������ѹ����ʾ��ͼ��������3 װ�뼷ѹͰ�ڣ���350 �桢4 MPa�½���Ԥ��ѹ��ʹ����������ǻ��Ȼ�������½�����ʽ��ѹ����ѹ�¶�Ϊ380 �棬ѹ��Ϊ8 MPa, ��ѹ��Ϊ12.7?1����ѹ�ٶ�Ϊ1.2 mm /min��ʩ��ѹ��ʹ������A��B����ͬ�ٶ���ͬһ�����˶�����ѹͰ��ֹ���������Լ�3����ȫѹ��Ͱ5��ʱ��ѹֹͣ����ʱ�������һ�μ�ѹ���ڴ˼�ѹ�����У�������Ͱ2���ܵ�������ѹ���Σ�����Ͱ5���ܵ�����ֱ���[12]��
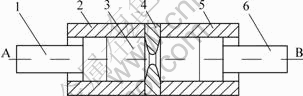
ͼ1 ������ѹ�ṹʾ��ͼ
Fig.1 Schematic diagram of reciprocating extrusion apparatus: 1 Ram A; 2 Container A; 3 Billet; 4 Neck die; 5 Container B;6 Ram B
Ȼ���A��B������ͬ�ٶ�ͬʱ�����˶�����ɵڶ��μ�ѹ����˷������м�ѹ��ʹ���ϵ���֯�õ�ϸ�������ȥ��һ�˵Ķ���(���A)�������Լ���
1.3 ��֯�����ܼ���
������ʴ��Ϊ60 mL�Ҵ�+20 mL����+19mL H2O+1 mL HNO3������֯�۲���Olympus ��ѧ�����Ͻ��У�Ӳ�ȼ�����HV-120ά��Ӳ�ȼ��Ͻ��У�����ʵ�����d6 mm��30 mm����������WDW3100��������������Ͻ��У���JSM-6700F��ɨ��羵�۲�Ͽ���ò��
2 ���������
2.1 ����֯ϸ��
2.1.1 Mg2Si�����ϸ��
ͼ2��ʾΪMg-4Al-2Si�Ͻ���Mg2Si����������ѹ��������֯ϸ����������ɼ�����̬�º���״����Mg2Si���������ο�״Mg2Si�����Ƚϴִ����ߴ�Լ60 ?m�� ��ͼ2(a)���漷ѹ���ε����ӣ��ִ��Mg2Si�������ϸС����ͼ2(b)~(d)������ѹ����Ϊ2ʱ������״����Mg2Si�ѱ�ϸ����ͬʱ�ִ�ij�������ο�״Mg2Si�����õ��������飬���ֲ������ȣ���ͼ2(b)������ѹ����Ϊ4ʱ���ѱ�ϸ���Ĺ���Mg2Si��������ϸС������ο�״Mg2Si����Ҳ�õ�����ϸ�����ֲ����ھ��ȣ���ͼ2(c)����ѹ����Ϊ6ʱ������Mg2Si�����ѷdz�ϸС���ֲ�ʮ�־��ȣ�����ο�״Mg2Si����Ҳ��ϸС����ɢ�ֲ�������ƽ���ߴ�ԼΪ1 ?m����ͼ2(d)��ʾ��

ͼ2 ������ѹ������Mg-4Al-2Si�Ͻ���Mg2Si�������֯�仯
Fig.2 Variation of microstructures of Mg2Si in Mg-4Al-2Si alloys during reciprocating extrusion: (a) As-cast; (b) 2 passes; (c) 4 passes; (d) 6 passes
2.1.2 ������֯ϸ��
ͼ3ʾ���˦�(Mg) ������֯��������ѹ�����еı仯�����Ȼ���������̬�ľ����Ƚϴִ�����ƽ���ߴ���45 ?m���ң���ͼ3(a)��ʾ������������ѹ���ε����ӣ���̬�ٽᾧ�����ߴ���С����ͼ3(b)~(d)��ʾ��������ѹ2���κ�����֯��ϸ����10 ?m���ң���ͼ3(b)��ʾ������֯�ľ����Ժ͵����Խϲ������ѹ4���κ��ᾧ�ijߴ��ø�С��ԼΪ6 ?m����֯�ľ����Ժ͵����Դ����ߣ���ͼ3(c)��ʾ��������ѹ6���κõ��˷dz�ϸС�����ȷֲ��ĵ��ᾧ��֯�������ߴ�ԼΪ3 ?m����ͼ3(d)��ʾ��
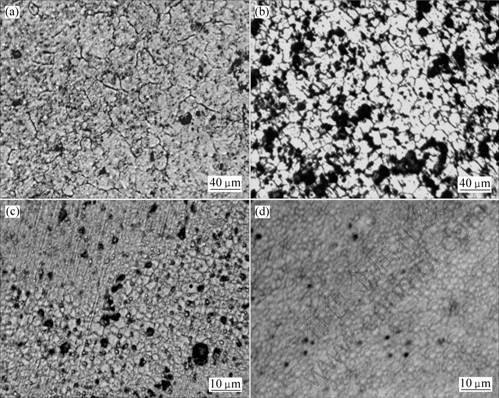
ͼ3 ��(Mg)������֯��������ѹ�����еı仯
Fig.3 Variation of microstructures of ��(Mg) phase during reciprocating extrusion: (a) As-cast; (b) 2 passes; (c) 4 passes;(d) 6 passes
2.1.3 ��֯�ݱ���ϸ������
������ѹ��ʵ���Ƕ�εİγ�����ֱ��Ρ��ڲ��ϵİ�������У���״Mg2Si�ͺ���״Mg2Si���ϵر��Ρ����顢ϸ�����������ھ��ȡ���ɢ�ֲ���ͬʱ������֯Ҳ���ۻ�Ӧ�����ij������ӣ��������˶�εĶ�̬�ٽᾧ����ת��Ϊ���ȡ�ϸС�ĵ��ᾧ�����ȡ���ɢ�ֲ��ĵڶ���ȴٽ��˻����ٽᾧ���κˣ�����Ч�������ٽᾧ�������쳣����
�Ӷ���ѧ����������Mg�IJ���ܽϵ�, ����չλ���ܿ���λ�����Դ�λ�����н��ѳ�����Ҳ����ͨ�������ƺ����ƶ����������ʱ�����ο�ʼ���γɵ�����֯��λ���ܶȺܸߣ����Ǿ��ߴ��С���������н϶�λ�����ᣬ��һ����Ӧ���ͱ����¶��£��������ڱ����д����ܻ��۵��㹻��ʱ���ͻᵼ�¶�̬�ٽᾧ�ķ�����
�����ٽᾧ���̷�Ϊ�κ˺ͳ��������Ρ��ڸ���ʱ(300~450 ��)��þ�Ͻ�����Ա��μ������뾧������ɢ�������൱����ʱλ�����Ƴ�Ϊ���Ա��εĿ��ƻ��ơ��¾�����Ҫͨ��ԭʼ���������Ǩ�����κˡ���������Ǩ��ʱ��������ɨ��������λ��ʵ�����Ų��γ�С�ǶȾ��磬��ЩС�ǶȾ����ͨ�����������µ�λ����ת��ɴ�ǶȾ���[15]�����ڼ�ѹӦ����������, �����ؾ����γ��Ǿ��ṹ�� ����ͨ���Ǿ��ϲ������γɽϴ�ߴ�Ĵ�Ƕ��Ǿ������ͨ������Ǩ�ơ��Ǿ���һ���ϲ���ת��, ������̬�ٽᾧ�������γ�ϸС�Ĵ�ǶȾ�����
��������ѹMg-4Al-2Si�Ͻ�����У��漷ѹ���ε����ӣ��ۻ�Ӧ����������λ���ܶȽ�һ�����ӡ��������Ӿ磬�ٽᾧ�ٶȼӿ죬�Ӷ�ʹ�¾����κ���Ŀ���࣬�¾�����ռ�����������ʹ�����õ�����ϸ�����γɸ���ϸС���ٽᾧ���ᾧ��ͬʱ��Mg2Si�ڶ������Ҳ�õ����ϸ���;��������ң�Mg2Si�ڶ�������Զ�̬�ٽᾧҲ�����˺ܴ��Ӱ�졣���ڵڶ�������Զ�̬�ٽᾧ��Ӱ�죬ZHANG��[16]��Mg-Zn-Y-Zr�Ͻ��о��з��֣���300 �� ��ѹʱ���Ͻ��в�δ������̬�ٽᾧ��ԭ���ǵڶ�������ܼ��ֲ�������DZ�ڶ�̬�ٽᾧ�����ľ��磬����˶�̬�ٽᾧ���¶ȡ��ִ�Ĵ��Եڶ���(W��)��300 ��͡�350 �漷ѹʱ�������飬��400 ��ʱ�������ϸ��������ʱ��̬�ٽᾧ���Գ�ֽ��У����ද̬�ٽᾧ�����ڵڶ�����Χ�γɣ�������Ť���ľ��硢�Ͼ��缰λ�����������γ���ϸС��ƽ���ߴ�Ϊ2 ?m���������Ķ�̬�ٽᾧ������ͬʱ������ϸС�ڶ�������Ķ������ã�ʹ��̬�ٽᾧ�����������ܵ����ƣ���400 �������Ҳ����δ�з����ľ���������
�����������֪����������ѹMg-4Al-2Si�Ͻ�����У���̬�´ִ��ܼ���Mg2Si�����(�ߴ�Լ60 ?m����ͼ2(a))�����Ա��ι��������ڶ�DZ�ڶ�̬�ٽᾧ��������Ķ�����ʹ�Ͻ�����̬�ٽᾧ���¶����ߣ��谭��̬�ٽᾧ���̵Ľ��С���������ѹ�����ε����ӣ�Mg2Si �����ɲ���ϸ����Ϊȫ��ϸ�������ȷֲ�(���ճߴ�Լ1 ?m����ͼ2(d))��ͬʱ��������֯Ҳ������ζ�̬�ٽᾧ�����ϸ������ͼ3(b)~(d)�����в��ֶ�̬�ٽᾧ�ľ���������ϸС��Mg2Si ������Χ����ʱ��Mg2Si �����ٽ��˶�̬�ٽᾧ���̵Ľ��У�ͬʱϸС��Mg2Si ����������Ч�����ٽᾧ�������쳣����
�봫ͳ������ѹ��ȣ�������ѹ���������֮����������ѹ����ѹ�������һ�壬��ѹǰ����������״�������仯��ͨ������ε�������ѹ���ۻ����Ӧ����Ӧ�䣬ʹ�Ͻ����֯�õ�ϸ�����Ӷ����������ݡ�������Ͼ��ɻ��ϸС���ٽᾧ���ᾧ��֯����ѧ���ܱ��ֳ�����ͬ��[12]��������ѹ���εĻ����������γ��˼�ѹƽ�����ߺ��ؼ�ѹ������ٽᾧ���ᾧ��֯[17]���������Գ��������ԡ���Ȼ��������ѹ��ϸ����֯��������ܷ���������ơ�
2.2 ��ѧ����
ͼ4��ʾΪ�Ͻ�Ӳ���뼷ѹ���εĹ�ϵ���ߣ�ͼ5��ʾΪ�Ͻ���ѧ�����뼷ѹ���εĹ�ϵ���ߡ�
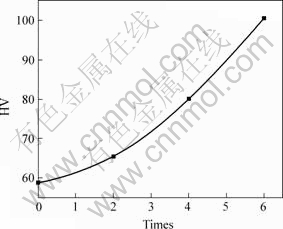
ͼ4 Mg-4Al-2Si�Ͻ�Ӳ���뼷ѹ���εĹ�ϵ
Fig.4 Relationship between hardness of Mg-4Al-2Si alloy and reciprocating extrusion times

ͼ5 Mg-4Al-2Si�Ͻ���ѧ�����뼷ѹ���εĹ�ϵ
Fig.5 Relationship between mechanical properties of Mg- 4Al-2Si alloy and reciprocating extrusion times
��ͼ4�ɼ����漷ѹ���ε����ӣ��Ͻ�Ӳ�Ȳ�����ߡ�ԭ�����ڻ��徧���͵ڶ������Խ��ԽϸС��λ���ܶ�Խ��Խ�Ӷ����ºϽ�Ӳ�ȵ����ߡ���ͼ5�ɼ����漷ѹ���ε����ӣ��Ͻ�Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʲ�����ߡ�����̬����ѹ2����ʱ���Ͻ�Ŀ���ǿ�Ȧ�b����̬��113 MPa��ߵ���ѹ̬��210 MPa������ǿ�Ȧ�0. 2����̬��86 MPa��ߵ���ѹ̬��171 MPa������ѹ���δ�2���ӵ�4ʱ����b ���������ڼ�С����0. 2 ��������С������ѹ�������ӵ�6ʱ����b�ﵽ271 MPa����0. 2 �ﵽ264 MPa����ʱ���쳤�ʦ�5����̬��4.1% ��ߵ���ѹ̬��14.6%������̬��ȣ���b����0. 2�ͦ�5�ֱ������140%��207%��256%������AS41����ѧ����(��b=240 MPa����0. 2=140 MPa����5=8%)��
������ѹ��Ͻ�Ŀ���ǿ�ȡ�����ǿ�Ⱥ��쳤�ʵĴ������ߣ������ڻ�����֯�͵ڶ����˫��ϸ����������ϸ��ǿ������ɢǿ�����á�����Hall-Petch��ϵʽ����s=��b+kd-1/2��֪������Խϸ������ǿ�Ⱦ�Խ�ߣ�ϸС�ľ���Ҳ����ߺϽ�����ԡ����뱾ʵ����һ�¡�
�ڶ�������Բ�����ѧ���ܵ�Ӱ��Ҳ�����ء�Ҫ����Mg-4Al-2Si�Ͻ��У�Mg2Si������ʡ���״����С�������ͷֲ��ԺϽ����ѧ����������Ҫ��������[6]����̬�Ͻ��У��ִ�Ĵ���Mg2Si�������Ա��ι������ײ���Ӧ�����У���Ӧ�������£�������Mg2Si�������Ľ��洦��չ���Ӷ����ºϽ����ѧ������Ȼ����[6]����������ε�������ѹ��Mg2Si���ϸ��С����ɢ��ʽ���ȷֲ��ڻ�����֯�У���������ɢǿ�����á�
2.3 �Ͽ���ò
ͼ6��ʾΪMg-4Al-2Si�Ͻ��ڲ�ͬ״̬�µ���������Ͽ�SEM��ò���ɼ�����̬ʱMg2Si������dz��ִ��ͼ3(a)��֪������֯�ľ���Ҳ�ִܴϿ����к��������ͽ���̨�ף���ͼ6(a)��ʾ����ѧ���ܺܲ����2���ε�������ѹ����ο�״Mg2Si������õ��˳���ϸ��������״Mg2SiҲ�Ѿ���ϸ��С��������֯Ѹ��ϸ������ͼ2(b)��3(b)��ʾ����ʱ�ĶϿ���òΪ�������Զ��ѣ���ͼ6(b)��ʾ������4���ε�������ѹ������֯ϸ���̶Ƚ�һ����ߣ�Mg2Si�������ϸС����ɢ�ֲ����Ͽ����ѱȽ�С���ܶȴ�Mg2Si�������������ѵײ���Ϊ���Զ��ѣ���ͼ6(c)��ʾ������6���ε�������ѹ������֯����ϸ�ܣ�Mg2Si������ʷdz�ϸС����ɢ״�ֲ��ڻ�����֯�У��Ͽ�����Ҳ����ϸС���ܶȷdz���ϸС��Mg2Si�������������ѵײ���Ϊ���Զϡ��ѣ���ͼ6(d)��ʾ����ʱ����ѧ����Ҳ�õ���һ������ߣ���ͼ4��5��ʾ��
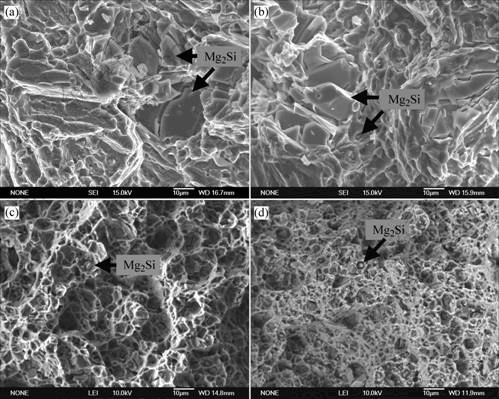
ͼ6 ��ͬ״̬Mg-4Al-2Si�Ͻ�����������Ͽ�SEM��ò
Fig.6 SEM images of Mg-4Al-2Si alloys at different states: (a) As-cast; (b) 2 passes; (c) 4 passes; (d) 6 passes
3 ����
1) ��������ѹ�����з�������λ�����ƿ��ƵĶ�̬�ٽᾧ���γ���ϸС�Ħ�(Mg)�ٽᾧ���ᾧ�͡�ϸС������Mg2Si�����ࡣ����������ѹ���ε����ӣ���̬�ٽᾧ�ٶȼӿ죬�����ߴ�Ѹ�ټ�С��
2) ������ѹ������ϸ��Mg-4Al-2Si�Ͻ����֯���漷ѹ���ε����ӣ���(Mg)������֯��Mg2Si����֯����ϸ������(Mg)�����ٽᾧ�����ľ�����������Բ�����ߡ���(Mg)��Mg2Si�ľ����ߴ�����̬�·ֱ�Ϊ45��60 ?m��������ѹ6���κ����ߴ�ֱ��С��3��1 ?m���γ��˷dz�ϸС�����ȵ��ٽᾧ���ᾧ��֯��Mg2Si���ϸС����ɢ��ʽ�ֲ��ڻ�����֯�С�
3) ������ѹ��ʹMg-4Al-2Si�Ͻ��Ӳ�ȡ�����ǿ�ȡ�����ǿ�Ⱥ��쳤��Ѹ����ߡ��Ͻ���ѧ������ߵ���Ҫԭ�����ڻ�����֯��ϸ��ǿ����Mg2Si�����ɢǿ�����á�
4) �Ͻ���������Ķ�����ʽ��������ѹ���ε����Ӷ������仯����̬��������ѹ2����ʱ�Ͻ�����������ʽΪ�������������Զ��ѣ�������ѹ4���κ�6����ʱ���Ͻ����������ʽΪ�ۺ������Զ��ѡ�
REFERENCES
[1] Friedrich H, Schumann S. Research for a ��new age of Magnesium�� in the automotive industry[J]. J Mater Process Tech, 2001, 117: 276-281.
[2] Aghion E, Bronfin B, Eliezer D. The role of the magnesium industry in protecting the environment[J]. J Mater Process Tech, 2001, 117: 381-385.
[3] Ԭ����, ������. Bi ������þ�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. ����, 1998(5): 5-7.
YUAN Guang-yin, SUN Yang-shan. Effect of bismuth on microstructure and machanical properties of cast magnesium alloy[J]. Foundry, 1998(5): 5-7.
[4] Humble P. Towards a cheap resistant magnesium alloy[J]. Materaials Forum, 1997, 21: 4556-4562.
[5] Carbonneau Y, Couture A, Van Neste A. Communications the observation of a new ternary MgSiCa phase in Mg2Si alloys[J]. Metall Mater Trans A, 1998, A29(6): 1759-1763.
[6] Ԭ����, ����ƽ, ������, ����Ƽ, ���Ľ�. Mg-Al-Zn-Si�Ͻ������֯ϸ��[J]. ����ѧ��, 2002, 38(10): 1105-1108.
YUAN Guang-yin, LIU Man-ping, WANG Qu-dong, ZHU Yan-ping, DING Wen-jiang. Microstructure refinement of Mg-Al-Zn-Si alloys[J]. Acta Metallurgica Sinica, 2002, 38(10): 1105-1108.
[7] YUAN G Y, LIU Z, WANG Q D, ZHU Y P, DING W J. Microstructure refinement of Mg-Al-Zn-Si alloy[J]. Materials Letters, 2002, 56: 53-58.
[8] YUAN Guang-yin, LIU Man-ping, DING Wen-jiang, Akihisa I. Microstructure and mechanical properties of Mg-Zn- Si-based alloys[J]. Mater Sci Eng A, 2003, A357: 314-320.
[9] ������, ������, ��С��, ����Ƽ, ¬ ��, ���Ľ�. �϶�Mg-5Al-1Si������估��֯���ܵ�Ӱ��[J]. �й�ϡ��ѧ��, 2004, 22(3): 361-364.
HUANG Xiao-feng, WANG Qu-dong, ZENG Xiao-qin, ZHU Yan-ping, LU Chen, DING Wen-jiang. Effect of neodymium on microstructure and high temperature creep properties of Mg-5Al-1Si magnesium alloy[J]. Journal of the Rare Earth Society, 2004, 22(3): 361-364.
[10] Mabuchi M, Higashj K. Strengthening mechanisms of Mg-Si alloys[J]. Acta Mater, 1996, 44(11): 4611-4618.
[11] Yeh J W, Yuan S Y, Peng C H. A reciprocating extrusion process for producing hypereutectic Al�C20wt.% Si wrought alloys[J]. Mater Sci Eng A, 1998, A252: 212-221.
[12] ½����, �� ��, ������, ������. ����ɳ©��ѹ�����Ʊ���ϸ������[J]. �ȼӹ�����, 2001, 2: 10-12.
LU Wen-lin, WANG Yong, FENG Ze-zhou, HAI Jing-tao. Production of the ultrafine-grained materials by sand glass extrusion process[J]. Hot Working Technology, 2001, 2: 10-12.
[13] Chu H S, Liu K S, Yeh J W. An in situ composite of Al (graphite, Al4C3) produced by reciprocating extrusion[J]. Mater Sci Eng A, 2000, A277: 25-32.
[14] Chu H S, Liu K S, Yeh J W. Aging behavior and tensile properties of 6061Al-0.3 ��m Al2O3p particle composites produced by reciprocating extrusion[J]. Scripta Material, 2001, 45: 541-546.
[15] Galiyv A, Kaiby R, Gottstein G. Correlation of plastic deformation and dynamic recrystallization in magnesium alloy ZK60[J]. Acta Materialia, 2001, 49(7): 1199-1207.
[16] ZHANG Ya, ZENG Xiao-qin, LIU Liu-fa, CHEN Lu, ZHOU Han-tao, LI Qiang, ZHU Yan-ping. Effects of yttrium on microstructure and mechanical properties of hot-extrusion Mg-Zn-Y-Zr alloys[J]. Mater Sci Eng A, 2004, A373: 320-327.
[17] �� ��, �����, �� ��, ��. ��ѹ���ζ�MB15 þ�Ͻ���֯���ܵ�Ӱ��[J]. �������ι���, 2004, 22(1): 41-45.
YU Xiang, DING Pei-dao, PENG Jian, YANG Chun-mei. Research on the extrusion and properties of MB15 magnesium alloy[J]. Metal Forming Technology, 2004, 22(l): 41-45.
������Ŀ��������Ȼ��ѧ����������Ŀ(50271054); ����ʡ��Ȼ��ѧ����������Ŀ(2002E110); ���̼��������ص�ʵ���һ���������Ŀ(200301)
�ո����ڣ�2006-03-16�������ڣ�2006-11-28
ͨѶ���ߣ�����ά, ������ʦ, ��ʿ�о���; �绰: 13891825600; E-mail: spwsyh@yahoo.com.cn
(�༭��������)

