文章编号:1004-0609(2010)S1-s0877-04
工业化冷床熔炼技术的引进与应用
秦桂红,王万波,计 波,吴英彦
(宝山钢铁股份有限公司,上海 200940)
摘 要:冷床炉熔炼技术是一种先进的钛合金熔炼技术,经一次熔炼可生产出无偏析、无夹杂的优质钛合金。介绍冷床炉的发展概况,对比工业化冷床炉和真空自耗炉的特点和工作原理,指出冷床炉在操作控制和夹杂物去除方面的优势。同时,介绍宝钢特钢的等离子冷床炉和电子束冷床炉。
关键词:冷床炉;钛合金;熔炼技术
中图分类号:TF 804.3 文献标志码:A
Introduction and application of industrial cooling hearth
melting technology
QIN Gui-hong, WANG Wan-bo, JI Bo, WU Ying-yan
(Baoshan Iron & Steel Co., Ltd., Shanghai 200940, China)
Abstract: The cooling hearth melting technology is advanced melting technology. The high quality titanium alloy ingot can be produced by single melting. The development survey of cooling hearth melting was introduced. The character and working principle were contrasted. The advantage on manipulation control and removal of inclusion was pointed out. At the same time, plasma cooling hearth melting (PACHM) and electric beam cooling hearth melting (EBCHM) were introduced in detail.
Keywords: cooling hearth melting; titanium alloy; melting technology
钛合金具有优异的性能,是目前最重要的航空材料之一,如在军用飞机中,越来越多的钛合金材料被采用,美国第4代战斗机F-22上的钛合金用量占总质量的41%,F119发动机中的钛合金占总质量的39%[1]。自20世纪中期以来,真空自耗电弧熔炼(Vacuum arc remelting, VAR)一直是熔炼钛合金的主要方法。这种熔炼一般需熔炼2次以上。航空用一般的钛合金结构件通常采用2次VAR,发动机转子零件等重要件用钛合金一般采用3次VAR。钛合金中最严重的冶金缺陷是低密度夹杂物和高密度夹杂物[2],而它们的熔点高于或远高于钛合金熔化时熔体的温度,即使采用3次VAR也不能完全消除夹杂物。RUDINGER的研究结果表明,尺寸为0.6 mm的WC颗粒,2次VAR可溶解掉约90%,3次VAR可全部消除,但0.8 mm或者更大尺寸的WC颗粒经过3次VAR也无法充分溶解。多起灾难性航空事故的发生与钛合金的冶金缺陷有直接的关系,这促使航空发动机制造商和钛制造商极力寻求其他的熔炼技术来解决这一问题。其中一个重要的途径是引入先进的钛合金熔炼技术――冷床炉熔炼(Cold hearth melting, CHM)技术。
1 工业化冷床炉熔炼工艺特点
冷床炉根据热源的不同,可分为等离子(Plasam arc, PA)冷床炉和电子束(Electron beam, EB)冷床炉。电
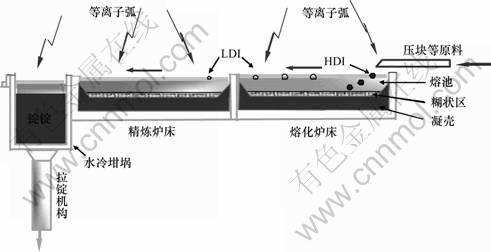
图1 等离子冷床炉工作示意图
Fig.1 Working schematic diagram of CHM
子束冷床炉熔炼起源于1963年,用电子束冷床炉加真空自耗熔炼(EBCHM+VAR)生产转动部件则始于1988年。随后,用等离子冷床炉加真空自耗熔炼(PACHM+VAR)也取得了较好的提纯效果。小型冷床炉只有1~2个冷床和2~3只电子束枪或等离子枪。对于工业化生产用的大型冷床炉,具有2个或更多的冷床――熔化炉床和精炼炉床,等离子枪或电子枪则有4~6只。经过长期的实践,冷床炉熔炼已成为优质钛及钛合金的理想冶炼技术,并因其具有独特的优势而受到广泛的关注。图1所示为等离子冷床炉熔炼的工作原理图。电子束冷床炉与其结构上的区别就是热源不同,二者具有以下特点:
1) 用电子束或等离子束加热熔化的钛锭,热源集中,可达到远远高于VAR熔炼时的温度,并可使熔池保留足够长的时间,能有效去除高低密度夹杂。
2) 将熔化、精炼和凝固过程分离,操作灵活,可根据工艺要求自由控制熔化速度、精炼时间和凝固速度。
3) 可以方便地得到圆形、长方形及其他形状的钛铸锭,还可以得到空心锭和实现多锭同时浇铸。
4) 海绵钛和合金元素的成本占钛锭成本的40%~ 60%,但冷床炉熔炼技术可以大量“吃废料”,将各种形状的钛合金加工余料等作为原料加入炉中熔化,从而降低钛材成本。
5) 单一EBM和单一PAM技术可以减少后加工工序,达到提高生产效率、有效降低钛坯锭成本的目的。
6) 如果具有2个以上的送料器和拉锭器,就可以连续送料、熔炼、拉锭,从而实现工业化的连续熔炼。
等离子熔炼法是利用等离子枪作为热源来熔化、精炼、重熔钛合金原料的一种方法,电子束则是利用高能电子束进行熔化、精炼。冷床炉熔炼技术的应用会大大提高钛及钛合金铸锭的质量,而且能降低成本。如果采用单一的冷床炉技术熔炼钛合金,并且直接生产出扁锭,仅加工成本就可节约20%~40%[3-4]。
1.1 冷床炉工艺的独立控制优势
采用传统的真空自耗熔炼,当电极熔化后,在其下方有一定深度的熔池,如图2所示。当熔化速度很快时,必然形成一个深熔池;反之,形成浅熔池。在不同的熔化速度下,固液界面前沿形成不同的温度梯度,从而使凝固速度有差异。在这样的结构中,熔化速度、精炼时间和凝固速度密切相关,互相影响,无法对某一参数进独立控制。
高温等离子体由高压电弧产生,然后用惰性气体将等离子体的弧柱吹入熔炼室以熔化或加热炉料,如图1所示,原料从喂料器进入熔炼室,被第一只等离子枪所熔化,流入熔炼床,在这个水冷铜炉床中被另一只等离子枪加热、均匀,再流入精炼床,同时被第三只等离子加热、精炼。由于等离子束的加热温度最高可达6 000 ℃以上,可使冷床中的熔池可被加热到足够高的温度(熔炼时一般液体可达到2 000 ℃)。
冷床炉具有多个热源,并且可以分为多个区域,熔炼时在不同的区域可以分别进行独立控制,操作和

图2 真空自耗重熔示意图
Fig.2 Working schematic diagram of VAR
控制更加灵活。在熔化区,提高熔化枪的功率,可提高熔化速度;改变精炼枪的功率和扫描花纹,可达到不同的精炼效果;在水冷坩埚中,等离子枪采用不同的功率,可调节熔池的深度和温度梯度,等离子枪采用最佳的扫描花纹,可以获得最优的表面质量。因此,工业化冷床炉既可以进行大批量的钛合金生产,又可以根据产品特点对工艺进行灵活地调节控制,从而生产出满足不同客户要求的优质钛及钛合金产品。
1.2 冷床炉工艺的夹杂去除效果
VAR熔炼时,电极中的物质除了能挥发外,其他所有物质(包括高低密度夹杂)熔炼后又留在铸锭中,经过多次熔炼都易将这些夹杂去除,所以,VAR熔炼对原料的要求非常严格。
与VAR相比,CHM工艺可看作是一个开放的系统(见图3),如果原料中混入了高密度夹杂物,如W、WC和Mo等颗粒,在熔炼过程流经冷床时,被等离子枪熔化的同时也被熔池全部或大部分的溶解,而密度较大的颗粒这些夹杂物通过沉淀残留在凝壳中,从而与铸锭分离。而对于低密度夹杂物,如TiO2(熔点 1 825 ℃)和TiN(熔点2 950 ℃),由于熔池保持时间长,也可得到完全熔化。因此,在去除高低密度夹杂物方面,工业化冷床炉有着明显的优势,可为航空航天等领域提供无夹杂、高质量的钛及钛钛合金产品。

图3 真空自耗熔炼与冷床炉工艺的比较
Fig.3 Comparison of technologies of CHM and VAR
2 国内工业化冷床炉发展概况
我国的冷床炉熔炼设备目前不多,西北有色金属研究院从德国购置了功率为500 kW的电子束冷床熔炼炉[5], 北京航空材料研究院引进了美国Retech公司制造的600 kW PAM525等离子冷床炉[6],这两台都是小型熔炼炼炉,可作为科研和试验用。对于工业化的大型冷床炉,只有陕西宝钛集团和宝钢特钢拥有相关设备。宝钛集团的电子束冷床熔炼炉功率为2 400 kW[5],可熔炼圆锭和扁锭。宝钢股份有限公司特殊事业部(以下简称宝钢特钢)也已引进大型生产用电子束和等离子冷床炉(见图4)。

图4 宝钢特钢的电子束冷床炉和等离子冷床炉
Fig.4 EBCHM(a) and PACHM (a)of Baosteel special steel
宝钢特钢的等离子冷床炉是国内第一台工业用PA炉,功率为3 300 kW,具有4支等离子枪,年产能为1 500 t。该炉采用块状料进料,块料经压制好后,无需焊接,可直接放入进料室,进料室共有2个,可以轮换向熔炼室送料,从而可达到连续熔炼的目的。块料被等离子枪熔化后,流经熔化冷床、初级精炼冷床、次级精炼冷床,流入坩埚,最后凝固成圆锭或扁锭。圆锭直径可达660 mm,最大质量为7 t;扁锭截面尺寸为330 mm×750 mm,最大质量为5 t。为了节约熔炼用原料成本、回收使用等离子气体―氦气,该设备还配备了一套氦气回收系统,回收率设计值为95%。宝钢特钢的电子束冷床炉是国内第二台工业用EB炉,功率达到3 200 kW,具有4支电子束枪,年产能为3 000 t。进料系统除了块料进料系统外,还有散料进料系统。钛及钛合金的块料回收料,处理后 (<120 mm)可作为原料进行熔化,2个散料进料室同样可以进行轮换装料、进料。具有熔化冷床和精炼冷床,可熔炼圆锭和扁锭。圆锭直径可达860 mm,最大质量为12 t;扁锭截面尺寸为400 mm×1 200 mm,最大质量为10 t。
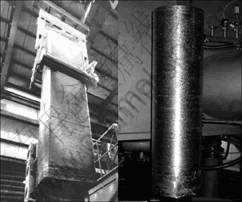
图5 宝钢特钢冷床炉生产的扁锭和圆锭
Fig.5 Flat ingot and round ingot produced by CHM of Baosteel special steel
冷床炉熔炼是一个复杂的过程,需要选择合适的料块尺寸、送料速度、熔池深度、搅拌电流和拉锭速度,等离子枪在不同的熔炼阶段也要选择适当的功率、扫描速度和扫描路线。如果冷床炉熔炼工艺参数控制得当,经过一次熔炼完全可以生产出无偏析、低成本、近终形、无夹杂的优质钛及钛合金产品。作为一种新型的钛合金熔炼技术,冷床炉熔炼工艺及其过程控制还在不断的摸索和研究之中。但是如果未来这种熔炼技术能够发展成熟、部分或全部取代目前占主导地位的真空自耗熔炼,这将是钛合金冶炼史上一项重要的变革。
3 结论
1) 工业化冷床炉在独立控制、消除高低密度夹杂方面具有明显的优势。
2) 工业化冷床炉熔炼将为航空航天等领域提供无偏析、无夹杂的优质钛及钛合金铸锭。
3) 宝钢特钢引进了大型电子束和等离子冷床炉,在冷床炉的工业化应用方面迈出了重要的一步。
REFERENCES
[1] 蔡建明, 李臻熙, 等. 航空发动机用600 ℃高温钛合金的研究与发展[J]. 材料导报, 2006, 19(1): 50-54.
CAI Jian-ming, LI Zhen-xi, et al. Research and development of 600 ℃ high temperature titanium alloy served in aviation engine[J]. Material Guide, 2006, 19(1): 50-54.
[2] MITCHELL A. The electron beam melting and refining of titanium alloys[J]. Materials Science and Engineering A, 1999, 263: 217-223.
[3] 邓炬, 王克光. 冷床炉熔炼技术[J]. 金属学报, 2002, 38(增刊): 315-317.
DENG Ju, WANG Ke-guang. The cold hearth melting[J]. Acta Metallurgica Sinica, 2002, 38(Suppl): 315-317.
[4] 张英明, 周廉, 等. 钛合金冷床炉熔炼技术的发展[J]. 钛工业进展, 2007, 24(4): 27-31.
ZHANG Ying-ming, ZHOU Lian. Development of cooling hearth melting technology of titanium alloys[J]. Evolvement of Titanium Industry, 2007, 24(4): 27-31.
[5] 马济民, 蔡建明, 郝孟一, 李臻熙. 宋晋钛合金等离子冷床炉熔炼技术的发展[J]. 稀有金属材料与工程, 2005, 34(增刊3): 7-12.
MA Ji-min, CAI Jian-ming, HAO Meng-yi, LI ZHEN-xi. Development of plasma cooling hearth melting technology[J]. Rare Metal Material and Engineering, 2005, 34(Suppl 3): 7-12.
(编辑 陈爱华)
通信作者:秦桂红;电话:021-26032944;E-mail: qinguihong@baosteel.com

