����עģ���ͼ������о����չ
��Դ�ڿ����й���ɫ����ѧ��2010���3��
�������ߣ���С�� ���ճ� ����Ⱥ ������ ������ ���� ����
����ҳ�룺496 - 509
�ؼ��ʣ�����עģ�����ͼ�����������ϵ��Ӧ��,gelcasting; forming technique; gel system; application
Key words��gelcasting; forming technique; gel system; application
ժ Ҫ��������עģ���ͼ������о����չ���������������������ԭ�����չ��̣��ܽ�������ϵ��������������ϵ����Դ�����Ϊ�ϳ�������ϵ����Ȼ������ϵ���ࣻ���ܸü����ڴֿ���������ϡ����ϲ��ϡ���ײ��ϡ����ܲ��Ϻͷ�ĩұ��������Ӧ���о������̽������עģ���ͼ������ڵ�������о���չ����
Abstract: The research and development of gelcasting techniques are reviewed. The principles and processes of this forming technology are discussed. Gel systems are summed up and divided into synthetic and natural gel systems according to the source of gel systems. Applications are commented. Finally, the problems and development of gelcasting technology are also pointed out and analyzed.
���±�ţ�1004-0609(2010)03-0496-14
��С�棬���ճ�������Ⱥ�������ã������֣��� ������ ��
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��������עģ���ͼ������о����չ���������������������ԭ�����չ��̣��ܽ�������ϵ��������������ϵ����Դ�����Ϊ�ϳ�������ϵ����Ȼ������ϵ���ࣻ���ܸü����ڴֿ���������ϡ����ϲ��ϡ���ײ��ϡ����ܲ��Ϻͷ�ĩұ��������Ӧ���о������̽������עģ���ͼ������ڵ�������о���չ����
�ؼ��ʣ�����עģ�����ͼ�����������ϵ��Ӧ��
��ͼ����ţ�TG 174.443���� ���ױ�ʶ�룺A
WANG Xiao-feng, WANG Ri-chu, PENG Chao-qun, LI Ting- ting, LUO Yu-lin, WANG Chao, LIU Bing
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The research and development of gelcasting techniques are reviewed. The principles and processes of this forming technology are discussed. Gel systems are summed up and divided into synthetic and natural gel systems according to the source of gel systems. Applications are commented. Finally, the problems and development of gelcasting technology are also pointed out and analyzed.
Key words: gelcasting; forming technique; gel system; application
20����90������ڣ���������������ص�ʵ����(Oak Ridge National Laboratory��ORNL)��JANNEY��OMATETE������һ���µ��մɳ��ͼ���������עģ���ͼ���[1?3]���ü�������ͳ���մɹ�����ۺ��ﻯѧ����ؽ����������һ�����͵��Ʊ���Ʒ�ʸ�����״�մɼ��Ľ������ͼ���[4?7]��
���������ͼ�����Ƚϣ�����עģ���ͼ�������һϵ�е��ŵ�[4?7]��1) ���÷�Χ�㣬�Է���������Ҫ��2) ��ʵ�ֽ����ߴ���ͣ��Ʊ���������״�IJ�����3) ����ǿ�ȸߣ��������ڴ�ͳ���������Ƶ����壬�ɽ��л�е�ӹ���4) �����л��ﺬ���ͣ�5) ������ս������ܾ����Ժã�6) ���չ������ƣ�7) �ɱ���������ˣ��ó��ͼ���һ������ͳ�Ϊ�������о����ȵ㣬��Ӧ�����Ʊ������մɲ������ر����Ʊ���״���ӵ��մ��㲿��[4, 6?7]����������עģ���ͼ����IJ��ϸĽ������ƣ�һϵ��������ϵҲ����������ȿ���������ϵ��[8]����Ӧ�������γɻ���Ҳ������Ļ�ѧ��Ӧ������չΪ������Ӧ���̡����⣬���Ѳ�������Ϊһ����Ҫ���Ƚ��մɳ��ͷ���������Ӧ�õ��˷�ĩұ�������������Ʊ������Ͻ��[9]����ˣ��б�Ҫ������עģ���ͼ������о��뷢չ����ϵͳ�Ĺ��ɡ��������ܽᡣ
�������ߴӷ�����ͼ����ĽǶȣ���������עģ���ͼ����ij���ԭ�����չ��̣�������������ϵ����Դ���з��ࣻ����������עģ���ͼ�����Ӧ���о������������˷�չ�д��ڵ����⡣
1 ����עģ���ͼ����Ļ���ԭ���빤������
����עģ���ͼ�������ͳ�ķ�����������л��ۺ��ﻯѧ��ϣ����߷��ӵ���ۺϵķ����������뵽������������У�ͨ���Ʊ����ȡ��߹����������������Һ��ʵ�־��ߴ����ǿ�ȡ����ܶȾ������塣�����˼���Dz��þ�����ά����ṹ�ĸ߷������ʽ���ɢ���ȵķ�������Һ�еĿ�������ʹ֮ԭλ�̶����Ӷ��õ����з�����߷������ʸ��Ͻṹ�����塣ʵ���ϣ�����עģ���������һ�ַ�����߷����л���ĸ��ϲ��ϡ��÷����Ļ���ԭ�����ڵ��ȡ��߹�����������ķ���?�ܼ��������У������л����壬Ȼ��ͨ��ij���ֶ����ڴ����������������� ��[6]��ͨ�����Ȼ���ȴ[8]�ȷ�ʽʹŨ�������е��л����廯ѧ�����ۺϻ�������������ά��״�ṹ���Ӷ�ʹ������ԭλ�̻����͡�
�ù��հ������¼������̣����ȣ������Ϻͷ�ɢ�����뵽�ܼ�(ˮ��Һ���ˮ��Һ)�У�ͨ����ĥ�ͳ����ȷ�ʽ��ɷ����������ϣ���Σ����л�����ͽ������������������У����������ĥ�����ų������е����ݣ���������Һ�ȣ����ӽ��ϵ������ԣ��Ʊ������ȸ߹������������Ũ����Һ��עģǰ���μ���������(�����������������̻�����ʹ�л����巢��������Ӧ������)����ֽ�����Ⱥ�����ע��ģ���У�Ȼ����һ�����¶������������л����巢��������Ӧ���������淴Ӧ�Ľ��м������ӣ��Ӷ����½����еķ��屻ԭλ�������̻����ͣ������γɾ���һ��ǿ�Ⱥ������Ե���ά��״�ṹ���õ���һ���ܼ������壻��ģ����һ�����¶Ⱥ�ʪ�������¸���õ��ϸ�ǿ�ȵ�����(����Ҫ���ɽ����ʵ��Ļ��ӹ�����)��������Ž�(ʹ�����ڵ��������л����ʷֽ⡢�ӷ�)���սᣬ�õ����ܲ��������幤��������ͼ1��ʾ[4]��
2 ����עģ���ͼ������о���չ
���������õ��ܼ��Ƿ�Ϊˮ��Һ��������עģ��Ϊˮϵ����עģ�ͷ�ˮϵ����עģ[6]��ǰ�����ں��ߵĻ����Ϸ�չ�����ģ���һ�ֿ����ձ��ƹ�ij��� ��ʽ������������Ҫ��������Щ��ˮ������ѧ��Ӧ��ϵͳ��
2.1 ��ˮϵ����עģ���ͼ���
����1985��JANNEY��[1, 6]�Ϳ�ʼ�˷�ˮϵ����עģ���յ��о������õ��ܼ�Ϊ����ͪ���Ѻ������л��ܼ�����1��ʾΪ�Ϻ��ʵķ�ˮϵ������ϵ��ʹ�õ��ܼ������弰��Ӧ�������������ܼ�(Ϊ����������Զ�����)��
2.2 ˮϵ����עģ���ͼ���
���ˮϵ����עģ���ͼ�����ȣ�ˮϵ���������ŵ㣺1) ��ˮ��Ϊ�ܼ���ʹ����עģ���ͼ����봫ͳ���ͷ������ӽ���2) ʹ������̸���3) �ɽ�������ǰ������ȣ�4) �ɱ���ʹ���л����������Ļ�����Ⱦ���⡣��ˣ�ˮϵ����עģ���ͼ������ֻ����Ѻ����ո����ױ���ҵ�������ܡ�
JANNEY��OMATETE[7]��1987�꿪ʼ����ˮϵ����עģ���յ��о����ڳ����˶���ˮ���Ե��л� ��������ȷ�����ñ�ϩ������Ϊ�ۺϵ��壬������øõ���ɹ��Ʊ���������ʯӢ���衢̼���衢�����衢��¡(sailon)��������Լ��մɻ����ϲ��ϵ� һϵ���մɲ���[4, 6?7]����Si3N4����ת�Ӻ�Al2O3������[4]��
����עģ���ͼ����ij���������������о���Ա�ļ����ע���ܵ���˵����Ҫ�о����������������棺����עģ�ڸ��ֲ����������е������о�����������ϵ�Ŀ�������ع����������о���
2.3 ������ϵ
������ϵ������עģ�ĺ��ļ���֮һ����Ϊ���ںܴ�̶��Ͼ���������ľ����ԡ�ǿ�ȺͿɼӹ��Ե����ܣ���ˣ��������о�һֱ������עģ���ͼ����е��о��ȵ㡣������������Դ�ɽ�������ϵ��Ϊ��Ȼ������ϵ�ͺϳ�������ϵ��

ͼ1 ����עģ���ͼ����Ĺ�������ͼ[4]
Fig.1 Process flowchart of general gelcasting
��1 ��ˮϵ������ϵ����Ӧ�������������ܼ�[6, 10]
Table 1 Gel systems, initiations and plastics in nonaqueous solvent

2.3.1 �ϳ�������ϵ
�ϳ�������ϵ���ص���Ũ����Һ�е��л������ܹ������������������ȵȵ����������£�ͨ���߷��ӻ�ѧ��Ӧ(�����ɻ��ۺϷ�Ӧ)�ϳ������������л������������һ���������ŵ���(��������)��һ������ŵ���(�������ã�����������)[1?3]���л�����Ӧ������������[4, 6]��1) �����뽻�����������ܼ��п���(ǰ��������������Ϊ20%������������Ϊ2%)���ر��ǵ��ܼ�Ϊˮʱ������������ܼ��е��ܽ�ȹ��ͣ��л�����Ͳ�����Һ�ۺϣ�������Һ�����ۺϣ������Ͳ��ܳ��ͳ��ܶȾ��ȵ����壬���һ���Ӱ�������ǿ�ȣ�2) �л�����ļ��벻Ӱ��Ũ����Һ�������ԣ�������ͽ������ή�ͽ��ϵ������ԣ���ô�������Ʊ��߹��ࡢ���ȵ�Ũ����Һ��3) �л�����ϡ��Һ�γɵ�����Ӧ����һ����ǿ�ȡ�������Ӳ�Ⱥ����ԣ�����������ԭλ�������ã��Ӷ��Ʊ���������ʪ̬(ʪ��)��̬(����)�����нϺõ���ѧ���ܣ���֤�ܹ�˳������ģ�����к�����Ҫ�Ļ��ӹ���4) �л�����Ӧ�������Ի�Ͷ��Եģ�5) �л�����ļ۸�Ҫ��������������ܴ��ģ��Ӧ���ڹ�ҵ��������
����ʮ���������о���ѧ���ǿ�����һϵ���ʺ�����עģ���ͼ������յ�������ϵ��������ʵĵ������ŵ������£���ϩ����(AM)������ϩ����(MAM)���Ǽ���ϩ����(HMAM)�������ϩ����(�����ϩ�������һ���ϩ������������ϩ����)����ϩ��(AA)������ϩ��(MAA)��������?��(��ϩ���Ҷ���)����ϩ��(MPEGMA)����ϩ�������(���ϩ���������ϩ����������ϩ�ᶡ��)������ϩ�������(�����ϩ�����������ϩ������������ϩ�ᶡ��)����������ϩ�������������������ϩ�������������ϩ���������һ���ϩ�����( HEMA)���DZ�����ϩ�����( HPMA)������ϩ��������ϩ��N-��ϩ��������ͪ(NVP)��������ϩ����(DMMA)�ȡ����ʵĶ���ŵ������£���ϩ����ϩ�������N,N'-�Ǽ�˫��ϩ����(MBAM)����(��ϩ���Ҷ���)˫����ϩ��((PEGDMA)�ȡ�
Ϊʹ����(����Ԫ������ϵ)�����뽻����(����Ԫ������ϵ)����������Ӧ���������������Ŀǰ���õ���������Ҫ���£��������(APS)���������ơ�������ء�˫��ˮ�������������ᡢż�����춡��(AIBN)��ż��˫��������ơ�ż��(2-(2-������)����)������(AZIP)��ż��( 2-������)������(AZAP)�ȡ�Ϊ�˼��ٵ���ۺϣ����Բ��ü��ȼ�����⡢����⡢�ɼ��⡢���������ռ�ѹӦ���ȷ�����Ҳ����ʹ�ô�����N,N,N��,N��-�ļ��Ҷ���(TEMED)�ȡ����⣬Ϊ�˸�������Ŀɼӹ��ԣ�ͨ���������ܼ������ڲ�ͬ �ĵ�����ϵ��Ӧʹ�ò�ͬ������������2����Ϊ����עģ���տɹ�ѡ��ĵ�����ϵ����Ӧ�������������ܼ���
��2 ˮϵ�ϳ�������ϵ���õĵ��弰��Ӧ�������������ܼ�[10?21]
Table 2 Gel systems, initiations, and plasticisers in aqueous solvent

JANNEY��[4, 6]��������ϵ���о������˴�����������2���ڿ�����150����������ϵ��õ���������ϵ���������Ȳ��õ�������ϵΪAM-MBAM��ϵ������ϵ���з�Ӧ�ɿ���ǿ����Ӧ��ǿ�����ɵ�����ǿ�ȸߺ�ԭ�ϼ۸�͡���Դ����ŵ㣬��ʹ����㷺��������ϵ��Ŀǰ������ϵ�ѱ����ڹ�ҵ������[11]������ΪAM��MBAM���������Զ��ԣ��Ӵ����ױ�Ƥ�����գ������ֿ����˵Ͷ���ˮϵ������ϵ��
�Ͷ���ϵ�����õ���Ϊ�㷺����MAM-MBAM��MAM-PEG(1000)DMA[4]������MAM-MBAMˮ��Һ������(��MAM��MBAM)����������Ϊ12%~20%������MAM��MBAM��������Ϊ2?1~6?1������MAM-PEG(1000)DMAˮ��Һ������(��MAM��PEG(1000)DMA)��������ͨ��Ϊ1?1��3?1����MAM��PEG(1000)DMA��������ͨ��Ϊ1?1��3?1����ΪPEG(1000)DMA����Է�������MBAM�ĸߺܶ࣬���Ե������Ҫ��һЩ��
CAI��[22?23]����HEMA-MBAM��ϵ�Ʊ���ǿ��Ϊ17 MPa��Al2O3��������ڸ���ϵ�м���PVP������PVP�ļ��벻���������Ʊ�����Ƥ������ʹ��������Ժ�ǿ�ȵȶ��������ߡ�������Ϊ����HEMA��PVP֮���γɽ����������Ӷ��������Ӽ�������ã�ʹ������ǿ����ߡ����Ƶ����Ҳ������MAM-MBAM��ϵ�С�MA��[24]�ڲ��ø���ϵ�Ʊ�Al2O3ʱ���֣�PVP�ļ����ܹ�ʹ�����ǿ����߽�30%�����⣬���ǻ��о���PVP�Խ����ȡ�����ʱ����������ս�������֯�ṹ��Ӱ�졣
CHEN��[14]���ö�����ϩ����(DMMA)��N,N'-�Ǽ�˫��ϩ����(MBAM)��ɵ�������ϵ�� ��ż��(2-(2-������)����)������(AZIP)�������£��Ʊ����ǻ���ʯ�����ᆳ�����ս��������ܶȴﵽ96.7%������ǿ�ȡ�Ӳ�Ⱥ͵���ģ���ֱ�Ϊ(84.6��12.6)MPa��(138��7)GPa��(4.44��0.35)GPa�����ø� ��ϵ�Ʊ����ǻ���ʯ���������ڲ���AM-MBAM�Ʊ��ġ�
MAO��[15?16]�����һ�ֻ�����֬������ϵ��ɽ�洼�۸�����(Sorbitol polyglycidyl ether, SPEG)?����ϩ����(Dipropylenetriamine, DPTA)�����У�DPTA��Ϊ�̻���������ϵ�ľۺϻ���Ϊ�˼ӳɷ�Ӧ����ˣ������ܹ�����������۲���������Ƥ�������� ����ĥ�߲��ϲ�������ۡ����Dz��ø���ϵ�Ʊ���Al2O3��SiC���塣�о�����������������Ϊ15%��SPEG�м���3.4%�Ĺ̻���DPTAʱ����������ĵ���ģ����ߡ�
PRABHAKARAN��[17?18]�������غͼ�ȩ��ΪԤ��Һ�����غͼ�ȩ���������Ǽ�����������·����ۺϣ��Ӷ�ʹAl2O3���ϳ��ͣ�������ˮ�����������ܶ�Ϊ65%~71%�����⣬���ɽ���ϩ��������غͼ�ȩԤ��Һ��ʹ��ϩ����Ǽ���ͬʱ�����ۺϷ�Ӧ��2�־ۺϲ���ͨ�����������ᣬ�γ���ά��״�߷��ӽṹ�����յõ�������������Ӧ���ɵľ۱�ϩ�ỹ������ֹ�Ǽ������۲���ij�������ϩ�������Ʊ���Al2O3����ǿ�����ϩ��ĺ������߶����ӣ�����ϩ�Ậ������50%ʱ������ѹ��ǿ�ȴ���7 MPa���ô�ͳ�Ĺ��ߺ��豸�ӹ���������ֳ����õ�����(�糵��ĥ�����)���ս��ɴﵽ�����ܶȵ�97%[25]��
������(Alginate)��һ�����ľۺ�������۽����������Ϸ������������о����֣��ڲ�����۽������ӵ������£���pH��3ʱҲ�ɷ�����������SANTACRUZ��[26]���������������ӷ��Ʊ��մɱ�Ƭ�����մɱ�ƬԤ���ͺ�ͨ������Һ�н��ݽ�����������Ӧ��XIE��[19]�������ƺ͵�����Ʊ����մ����壬JIA��[20]��WANG��[21]����������Al2O3��SiC�մɵij��͡����Dz��õĻ������չ������£���עģǰ������ϵ�м���Ca2+�����ϼ�(NaPO3)6���������������ķ�����ͬʱ�����ϼ���Ca2+�Ļ��������γ���ά��״�ṹ���Ӷ����ֽ��ϵ��ȶ��ԣ�����뼺�������ͷų�Ca2+��ʹ��������Ӧ���Խ��С����������У��л����������еĺ����൱�٣�����ʡȥ��֬���̣����õ�ԭ����������ã��������̾�ʹ��ˮ���ܼ������Ըù��վ��зdz��㷺��Ӧ��ǰ����
2.3.2 ��Ȼ������ϵ
��Ȼ������ϵ���ص���Ũ����Һ�е��л���������ȴ���������÷�ʽ�£�ͨ�����������γ��������о�������Ȼ������ϵ���£���֬��[27?30]������[31?32]������[33]��������̨��[34]���Ǿ���[35]�͵�����[36?38]�ȡ�
��֬�ǡ������������ȴӶ�ֲ������ȡ����Ȼ����Ӷ��������õ��������ԣ�������ʱ�ܽ⣬��ȴʱ�γ���������������ʳƷ��ҽҩ����ϸ����������õ��㷺Ӧ�á�����������֬�ǡ������������������仯����Ҳ���ɹ���������עģ�����̡�ѡ����Ȼ��������������������մ�ԭλ���̽�̬���ͼ�����һ�����������еķ�չ����
OLHERO��[27]�о�����֬�Ͱ����¶��������������Эͬ���ã����������ܹ��γɺ�ǿ�����������Եõ��ܶȽϸߵ����塣л־����[28?29]������֬�Ǵ���ӿ�չ�˸�����״�����մɲ����ij�����������˱����ࡢ�ڲ���϶�ߴ�С���ܶȷֲ����ȵ��մ����壬���ɴ��ս�����ȡ����ܡ�������ȱ�ݵ�����ת�ӵ������մɲ�����ADOLFSSON��[30]�о���35%(�������)Zr2O3��0.7%(��������)��֬����ɵ������壬�������¶ȷ�Χ�ڱ�����С��1 Pa��s���ɳ�������״���ӵ��մɲ��������������ڲ���϶�ߴ���ȣ�����ǿ�ȿɴ�3.2 MPa����֬��������ϵ���������ŵ㣺1) ��֬���������������Ȼˮ���Դ���ӣ������������У�2) �л��ﺬ�����ٺͷֽ��¶ȵͣ��ս�ǰ���赥��������֬��3) ����ǿ�ȸߡ�������ϵҲ����ȱ�㣺עģǰ������Ҫ������һ���¶�(40~80 ��)��������ɲ���ˮ�����������ԣ������մ������㡣
����(Gelatine)������ϵ[31?32]�Ļ���ԭ��������������Ϊ�����ϼ�����ֹ��������Һ��ȴ������ʱ������ת��������ĥ����ճ��ݵȹ��ղ�����ɺ��ټ�����øʹ���طֽ⣬ʹ������������»���γ���������������������ת�䣬�γ�����ṹ��ʵ��ԭλ���̳��͡�ø������ԭλ���̳��͵��ŵ��� �£�1) ���ݺ���ͣ�����������о������ṹ�����棻2) ��������Ӽ�������(ԼΪ�մɷ�������������0.5%)����ˣ������������֬���ֱ�ӽ����սᡣ
������Ȼ������ϵ������עģ������������������ϵһ�������ɳ����Ʊ��������������ṹ�� ����������塣����ǿ�ȿ�����һ���е�ӹ���Ҫ����ˮ��[33]������������ӹ������Ʊ���������������ߴ�58%����Ϊ397.3 mPa��s��Ũ�����塣
BENGISU��[34]����˿Ǿ���(chitosan, DHF)������ϵ�����Ƚ��Ǿ����ܽ������ᣬ�Ǿ����ϵİ���
![]() �����ȩ�ϵ��ʻ�
�����ȩ�ϵ��ʻ�![]() ������Ӧ��
������Ӧ��
���ǰ���![]() ����Ϊ������״�ṹ���õ�������
����Ϊ������״�ṹ���õ�������
���Dz��ø���ϵֻ�����½��������Ʊ�������״��Al2O3��ZrO2���壬����������ɼ�ȱ�ݡ�JOHNSON��[35]���ø���ϵ�Ʊ���Al2O3�մɣ��о��˽���������Ϊ���������ԣ�������DHFŨ�ȵ����Ӻ��¶ȵ����ߣ�������ʱ��������ǿ�Ⱦ����ӡ�����ϵ��ȱ�������ȩ���ж��ԡ�
LYCKFELDT��[36]��������ʳ����Ʊ��մɵĸ����DHARA��[37]��֮���õ�����עģ���ͼ����ϣ����Dz��õ������ڸ����±��������������ص㣬������Ϊ������ϵ�Ʊ���Al2O3�մɡ�
������������ϵ�ϵķ�չ֮�⣬����עģ���ͼ����ڹ�����Ҳ��һ���Ľ�չ��KONG��[38]�Ըù��ս��иĽ����������ͨ�����ܽ��ļ����ʡ�Գ����������������ͷ������ã������µij��ͷ��������µ�[39]���������ӳ��ͼ������ã�����˽�̬���ӳ��ͼ�����CHEN��[40]�ڴų�����������עģ�����Ʊ��˾��о���ȡ���Sr0.5Ba0.5Nb2O6�����մɣ�MONTGOMERY��[41]���һ����������עģ�������ȿ�������עģ���ͼ���(Thermoreversible gelcasting, TRG)���ù��հ���һ�����ٿ���Ľ����������γɾۺ������硣����ͨGelcasting���յIJ�֮ͬ�����ڸý����������������̣����ǻ�ѧ���̡�������ʹ�õĿ���ۺ�������Ϊһ����Ƕ�ι�����м�Ƕ�ο���ѡ���Ե������л��ܼ��С����¶ȵ���60 ��ʱ����Ԫ������Ķ˲�Ƕ�ξۼ������׳ߴ��������������ֲ����ܼ��У��в�������Ƕ�����������ý���Щ������������һ����Щ����������൱�����������㡣�¶�������60 �����Ϻ�Ƕ�ξۼ����ۣ���Ϊ���������Ե����塣���־ۺ����ڼ���ߺ������մɷ�ĩ�����ܱ������ȿ����ԣ���ˣ�ע�����γɵ����廹�������¼����ٴ�ע������������������������˷ѡ����Dz��þ۶�����ϩ��(PtBA)��Ϊ��άǶ�ξۺ���;ۼ���ϩ�����(PMMA)��Ϊ�˲�Ƕ�ξۺ���Ʊ��˸����ܵ�Al2O3�մɡ�ͼ2��ʾΪ���������¶�����PtBA-PMMA�γɽ��������ʾ��ͼ��

ͼ2 ���������¶�����ʱPtBA-PMMA�γɽ��������ʾ��ͼ[42]
Fig.2 Schematic illustration of gel network in PtBA �CPMMA gel system when T��Tgel
3 ����עģ���ͼ�����Ӧ��
3.1 �ڴ����ȷ����е�Ӧ��
������עģ���ͼ����Ŀ������ڣ������о��������ص��Dz���������(��10 ��m)���մɷ�ĩԭ���Ʊ���ϸ�մɺ�����״���մɲ�����������չ���������ֲ����Ĵֿ�����ϵ(10~1 000 ��m)�մɺ��ͻ����[42?44]��
YI��[42?43]�о��˴ֿ����մɵ�����עģ���ι��գ���������Ϊ350 ��m��SiC/Si��Ϸ��壬�Ʊ��˹����������Ϊ70%�ĸ�Ũ����Һ����������ǿ�ȸߴ�55.4 MPa�����ù����������Ϊ75%���ؽᾧSiC Ũ����Һ�Ʊ���SiC ����ǿ��Ϊ39 MPa���ң��Ʊ��˹�����������ߴ�63%�������Ũ����Һ������ע����״���ӡ��ܶȾ��ȵ�������մ����壬�����ܶ�Ϊ4.12 g/cm3������ǿ��Ϊ21.43 MPa��
���ǿ��[44]�о��˺���������ͻ���ϵ�����עģ���͡����ȣ����û�ѧ��Ӧ�����Ʊ������������Ȼ��ͨ�����ȼ���ķ����Ʊ�������������ߴ�80%�Ľ��ϣ����������עģ�����ͻ���ϡ����Dz��ø÷����Ʊ���Sialon-SiC��Sialon-�����Si3N4-SiC���ͻ���ϡ�
��������עģ���ͼ����Ʊ��ֿ�����ϵ���մɻ��ͻ���ϵĹؼ��Ǹ߹�������������ϵ��Ʊ�����Ϊ�������й�����������㹻��ʱ��һ����ɱ������������дֿ����ij�������һ������������������Ͳ�Ʒ���ܶ�[45]��
3.2 �ڸ��ϲ��������е�Ӧ��
���Ŷ�����עģ���ͼ����������о������ڵ���Ԫ�մɲ��Ϸ���ijɹ�Ӧ�ã����ǿ�ʼ�˸��ϲ��ϳ��͵��о�̽��������ͨ�����ָ������ֶ�(������������ԡ�������������ɢ�����Ϸ�ɢ����ѡ���)����߸����մɽ��ϵĹ�����������������ԣ�ȡ�ý�Ϊ�����Ч����
����עģ���ͼ�������������ZrO2-Al2O3�մ�[46]��Al2O3 /SiCp[47]�ȸ����մɣ����������Ʊ��������մɡ�GANESH��[48]���ù����������Ϊ46%������-Si3N4����-Al2O3�� Y2O3 3�ַ�ĩ�Ľ��ϣ�ͨ������עģ���ͣ���1 750 �汣���ս�4 h��ɹ��Ʊ������������Ħ�-Si4Al2O2N6-0.5SiO2�մ���������(Լ500 mL)������Ƭ��ͼ3��ʾ��

ͼ3 ����עģ���͵Ħ�-Si4Al2O2N6-0.5SiO2�մ�����������Ƭ(����Լ500 mL)[48]
Fig.3 Photo of ��-Si4Al2O2N6-0.5SiO2 green crucible with volume of about 500 mL made by aqueous gelcasting route
��������עģ���ͼ����Ʊ����ϲ�����ϵ�����ѵ�������Ʊ���������������ߡ������Ժá���ɢ���ȵĽ��ϡ���Ϊ��ͬ���ϵĵȵ�㲻ͬ����ͬһ��ɢ��ϵ�еȵ��һ�㲻���غϻ�ӽ������ַ��Ϻ���ͬʱ�ﵽ�Ϻõķ�ɢ��������һ�ַ���(����)�õ��Ϻ÷�ɢ��������һ�ֻ��ַ�ɢ�ϲ
3.3 �ڶ�ײ��ϲ��������е�Ӧ��
����עģ���������Ʊ�����մ����������մɾ��������ŵ㣺1) ��ʹ����ǿ�ȴ������ߣ��Ӷ���߲�Ʒ��Ʒ�ʣ�2) ������ľ����ԣ����ƹ��˾��ȣ�3) �����л����ʹ�����������˴�ͳ�Ʊ�����մɵij�����(����ѹ��)�����ڴ����л����ų������������⡣
ͨ�����մɽ����м��������Ȼ��עģ����������һ���������մ�Ԫ���ļ�㷽������С�յ�[49]����ʯī����Ϊ��������뵽�Ѿ���ɢ���õ������������л�Ͼ��ȣ���������עģ���ͣ��� 1 520 �汣���ս�2 h�õ��ֲ����ȡ���Ϊ15~30 ��m �Ķ���������մɡ�
��һ���Ʊ�����մɵķ�����������עģ�����м��뷢�ݼ���SEPULVEDA[50]�����˸÷����Ʊ���������ĭ�մɵij����ա����մɷ��ϡ��л����塢ˮ�ͷ�ɢ���ȳ�ֻ��ȣ��Ƴ��մɽ��ϣ�Ȼ�����������ģ�����ݣ��̻�����ģ�������ճɡ����ø÷����Ʊ�����ĭ�մ�ǿ�Ⱥܸߣ���ʹ�ڿ�϶�ʴ���90%ʱ�����Ծ��нϺõ�ǿ�ȣ������������ͷ������ﵽ�ġ����⣬��Ϊ�������л��������٣��������л�����ų������´�����ƣ�������Ʒ���ѡ��ۻ���ǿ���½����Ʊ�����ĭ�մ������ʴﵽ40%~90% (���ںͱտ�����)����Ϊ10 ��m~2 mm��ǿ����߿ɴ�26 MPa�������������Ʊ�����ĭ�մ����������нϴ���ߡ����ù��մ��ڵ�ȱ���ǿ��ƽ�Ϊ���ӣ������ղ����緢��ʱ�䡢���״�С����������ҵ������ϵͳ�о��������ĵ�[51?53]ϵͳ�о��˲��ø÷����Ʊ����ݶ��մɲ��ϵĹ��ա����ǵ��о����������ø÷������͵�����IJ�ͬ���Ȳ�Ľ���������ȱ���١����ǿ�ȸߣ����ȡ����ں���ʾ��ȷֲ�����������ݶȷֲ���������ϵ�����һ�£�ȷ���˿��ݶ��մɲ��ϵ��ȶ��ճɣ����⣬���ڽ��Ͼ����Ըߣ�ʹ�������ճ��¶ȵ͡����������١�MENG��[54]ҲӦ�ø÷����Ʊ���La0.6Sr0.4Co0.8Fe0.2O3?������մɡ�
��ҽҩ��������עģ���ͼ���Ҳ��ʼ�����Ʊ���Ϊҩ������Ķ���մɡ��ǻ���ʯ���кܺõ����������ԺͶ�ṹ����ˣ�������������ҽҩ���������Ϊҩ���ͷŵ�����(��Ҫ���϶��С��78.29%)��������������������ϵȡ�NETZ��[55]��������עģ���ͷ��Ʊ��˲�ͬ��϶�ʵ��ǻ���ʯ����մɡ�SEPULVEDA��[56]Ҳ���ø÷����Ʊ��˿�϶��Ϊ72%~90%���ǻ���ʯ����մɣ��ҿ�ѹǿ�Ⱥ͵���ģ���ֱ�Ϊ1.6~5.8 MPa��3.6~21.0 GPa��
����עģ���ͼ����Ʊ�����մɾ����������̼��ײ���������ṹ���ȡ��������죬�Ž����ս����һ����ɵ������ŵ㣬��ˣ��ù����Ʊ�����մɱ�Ȼ���й�����Ӧ��ǰ����
3.4 �ڹ��ܲ��������е�Ӧ��
�������������ʵ���ҳɹ�������עģ���ͼ������ڵ������մɹ�ҵ������[10]��������ƶ����䷢չ��Ӧ�á�ѧ���ǹ㷺�ؿ�չ������עģ���ͼ������ڹ����մɷ�����о��������о��ñȽ��������ѹ���մ�(PZT)����Ϊ����עģ����ʮ���ʺ��Ʊ���״���ӵ�ѹ���մɲ�Ʒ�����ܺܺõ�����������������Ҫ��ѹ���մɵĵ����ܶ��仯ѧ��ɱ仯��Ϊ���У�����������Ԫ�ػ����ʾͿ���ʹ������ܷ����ϴ�仯����ˣ���������עģ�����Ʊ�ѹ���մɵĹؼ���ѡȡ����������ϵ�Լ���ɢ�������Ӽ����Ӷ��ϸ�ؿ����մɵĻ�ѧ�ɷ֡�GUO��[57?58]����AM-MBAM������ϵ�Ʊ���ѹ���մ�(Pb(Zr0.52Ti0.48)O3��PZT)���о�������ϵ�ͷ�ɢ��(������李��۱�ϩ��李��۱�ϩ����)��PZT�����ܵ�Ӱ�졣�о�������ͨ���ս������ȫȥ�������ʣ���AM-MBAM��Ӧ���ɵľ۱�ϩ��������ɢ��������狀;۱�ϩ��淋ȶԵ�����û��Ӱ�죬����ɢ���۱�ϩ�����е�Na+���ӣ����ڲ����ճ����������մ��ڣ������ս���ĵ����ܶ�GUO��[59]��������עģ���ͼ����뼤��ѡ���ս���ͼ���(SLS)��ϣ��Ʊ�������״���߳ߴ羫�ȵ�PZT�ɼ���ZHOU��[60]Ҳ����AM-MBAM������ϵ�Ʊ�����Ǧѹ���մ�(0.94Bi0.5Na0.5TiO3-0.06BaTiO3��BNBT6)������BNBT6�մɵĽṹ���������ܶȸߴ�97%��ѹ��ͽ���������졣
����ȼ�ϵ��(Solid oxide fuel cells��SOFCs)��һ����ࡢ��Ч��������δ����Դ�����ӳ��ͼ������Ʊ�����ȼ�ϵ�ر�Ƭ�������ϵ���Ҫ�����������ӳ��ʹ���������üױ����ӷ������л��ܼ��ȱˣ���ˣ����ǿ�չ������עģ���ͼ����Ʊ�SOFCs����������ϵ��о����������[61]�о�������SOFCs���������YSZ(�������ȶ��������)��Ƭ���ϵ�����עģ�����Ʊ������������Ż��˽����ȶ��Ժ��Ȳ���Ӱ��Ĺ��ղ�������ɢ����������pHֵ������������ȣ��Ʊ�����������Ժã����ܶȸߡ�HUANG��[62]��ƽ������1 ��m���ҵ�NiO�������ƽ������5.1 ��m��YSZ��ĩΪԭ�ϣ���������עģ�����Ʊ����NiO-8YSZ��Ƭ���ϡ�������������ϵľ����ԺͶ����ͨ�Ծ��Ϻã��絼�ʲ��Խ������Ҫ����ȫ������SOFCs����������ϡ�PRABHAKARAN��[63]���ø÷����Ʊ��˴˲��ϣ����ǵ��о������HUANG�ȵ�һ�¡�����ͬ���ǣ����Dz��õ�������ϵΪ����?��ȩ����HUANG�Ȳ��õ���MAM-MBAM������ϵ��
3.5 �ڷ�ĩұ�������е�Ӧ��
����עģ��������������մɲ��Ͻ����ߴ���μ������������ڳ��δ�ߴ硢������״�IJ�����������������עģ���ͼ����������ڷ�ĩұ������
JANNEY[9]�Աȷ���������עģ���ͼ��������ڽ�����ĩ��ϵ���մɷ�ĩ��ϵ�еIJ��죬����Ϊ��Ҫԭ�������ַ�����ϵ������ͻ�ѧ���ʴ��ںܴ�ͬ���������͵�������մɷ�������(0.2~0.5 ��m)���ܶ�(2~6 g/cm3)��С�ڽ������������(20~100 ��m)���ܶ�(7~9 g/cm3)����������ϻ��á����������Լ�����ijЩ�ԾۺϷ�Ӧ��Ӱ��Ľ���������Fe2+��Cu2+��Al3+��Ca2+�ȡ���Щ�����������������עģ�������еIJ�ͬ���֡�
�ֵĽ���������Ȼ������ɢ�������ڵõ��߹����������������Һ���ϣ�����������ɷ���������Һ�еij����������Ͻ���������������������������ܶȴ�ͬ��Ҳ����ɳ���������ʹ��������ض������ڴ�������İ��˺ͱ�����������ε����⣻���õĽ��������������ܼ�������Ӧ���Ž����ն��۵�ϵͽ�����ĩ�����ܿ��ܲ�������Ӱ�졣��ȻҲ���������ķ��棬���ôַ��Ʊ��������ڿ�϶�ϴ���ˣ����ڽϿ���ٶ��½��и�����ڼ��ٸ�������в�����ëϸ���������Ӷ�����������κͿ��ѵȡ�JANNEY[9]��Ϊ������Щ�������صĹؼ����ǿ��������˽���������ε�������ϵ��
�������������ʵ���Ҷ����������ȺϽ�ۺ��߸ַ�H13��ˮϵ����עģ���ι��ս����˴����о�����3����Ϊ�Ʊ�Ni-362-3�Ͻ���䷽������ѡ������С��44 ��m���������Ͻ�ۣ���ˮ��������עģ���ճ��γ�������״��Բ�Ρ����Ρ�����ε�Ni-362-3�Ͻ𣬲��Ҳ��������ԽϺõĽ����Ƶ���״���ӵ����ֻ�Ҷ��[12]��������עģ���κ��H13����������õ������ֿ�������ϳ�����л��ӹ����ս�����ս����ܶ���߿ɴ������ܶȵ�91%[64]��
��3 ˮϵ����עģ�����Ʊ�Ni-362-3�Ͻ���䷽[9]
Table 3 Batch formulation for aqueous gelcasting alloy Ni-362-3

STAMPFL��[65]��MoldSDM(Mold shape deposition manufacturing)ģ�����칤��������עģ���ͼ������ϣ��ڿ��ٷֲ��Ʊ�����ģ��ͨ����ע�߹�����������Ľ�����ĩ�Ͻ����ɹ��Ʊ�����״���ӵIJ����Ҷ�֣��ս���Ҷ�ֵ��۽ṹ����ѧ�������������봫ͳ��ĩұ�����Ƽ�������ͼ4��(a)��(b)��(c)��ʾ�ֱ�ΪMoldSDMģ�����칤�ù����Ʊ� ����ģ�Ͳ��øù���������עģ����Ʊ��IJ����Ҷ�֡�
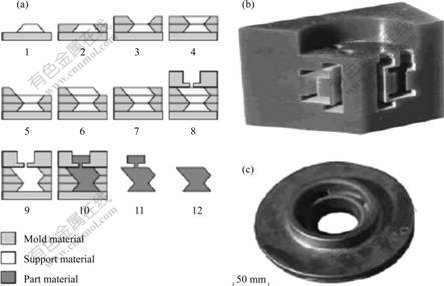
ͼ4 MoldSDMģ�����칤��[65]
Fig.4 Processing steps for MoldSDM (a), section of wax mold(b)and stainless steel impeller(c)
���ø÷����Ʊ������Ͻ�[66]�����Ͻ�[67]��ͭ�Ͻ�[68]��316L�����[69]�Ȳ��ϡ����õ��л�����Ϊ��ϩ����(AM)��������ΪN,N��-�Ǽ�˫��ϩ����(MBAM)��������Ϊ�������(APS)������ΪN,N,N��,N��-�ļ��Ҷ���(TEMED)��ɢ��Ϊ���Ƶ�DP-1��������泥��ܼ�Ϊȥ����ˮ����ˮ�Ҵ��������Ͻ��ͭ�Ͻ������עģ�����У����������о��˷�ɢ����������������Խ��������Ե�Ӱ�졣ͨ����ȡ���ȡ��߹������������������ĩ���ϣ����Ը�����̼��ս��ƶȽ������о���ͭ�Ͻ���������Ͻ�����ֱ���910��1 180 ����¶����ս���ɵõ���ѧ�������������������ͬ���ϳɷֵ�ǰ���£���������עģ���ͼ����Ʊ���������������ܿ��Դﵽ����������ͳ��ĩұ�����Ʊ��ġ�
LI��[70]����ˮϵ����עģ���ͼ���Ӧ�õ�Ӳ�ʺϽ������������ܼ��ױ��м��뵥��HEMA/EM��������MBAM��WC�C8%(��������)Co(YG8)���Ϸۣ��ڷ�ɢ��Solsperse-6000 (ICI Co. USA)���������Ʊ��˹����������Ϊ51%�Ľ��ϣ�����ڼ��ױ���(Methyltoluidine)������������(Benz peroxide)�Ĵ��������£��Ʊ���YG8���塣�������1 400 ��������ս�2 h���Ƶ�WC-8%CoӲ�ʺϽ��봫ͳӲ�ʺϽ���������(���ѹ���ͻ�ע�����)���Ʊ��IJ�Ʒ��ȣ�����������ͼ5��ʾΪ���Dz�������עģ���ͼ����Ʊ���WC-8%CoӲ�ʺϽ�ά��˹��[70]��

ͼ5 ��������עģ���ͼ����Ʊ���WC-8%CoӲ�ʺϽ�ά��˹��[70]
Fig.5 Venus portraits prepared by gelcasting of WC-8%Co: (a) Green body; (b) Sintered portrait
����עģ���ͼ����ڷ�ĩұ����������������������⣺1) ���ȡ��߹�����������Ľ�����������Һ���ϵ��Ʊ�����Խ��������ܶȡ����Ƚϴ����Ʊ���Ũ�������Ͻ����⣬�б�Ҫ�������������ĩʪ�����μ����ľ��飬ͨ�������ĶԱ�ʵ�飬ѡ���ܹ��������еĽ�����ĩ��Ч������ɢ�ķ�ɢ�������⣬���ڲ�ͬ������ĩ���ﻯ���ʴ��ڽϴ���죬�ܹ�������Ч������ɢ�ķ�ɢ��������ͬ�������Ҫ����ض��Ľ�����ĩ�ֱ���з�ɢ��Ч�ܵĶԱ�ʵ�飬���ڴ������������ȷ����ѵķ�ɢ����ϼ�����ȡ�2) ��ֹ������ĩ�������ʣ����Ʊ�����Һ����ʱ���ϻ��õĽ�����������������ˣ�ѡ����ʵ��ܼ���������ϵ����Ҫʱ�ɿ������ӷ���������������ͺ�Ӧ����ͨ����ո�����ֶγ�ȥ�������ܼ������������ܼ��Է������ܵ�Ӱ�졣3) ���ͽ������Ӷ�������Ӧ��Ӱ�졣��ǰ�������������ӶԾۺϷ�Ӧ���ڴٽ����������ã���ˣ�����ͨ������ʵ�����������ֽ������ӶԷ�Ӧ��Ӱ����ɣ�Ȼ����Կ��ƣ���ͨ�������ʵ��Ļ�ѧ�Լ��ȷ�����Ԥ�ȶԷ��崦��ȥ����������Ӧ��Ӱ��Ľ������ӣ�����öԽ������Ӳ����е�������ϵ��ʵ���Ͻ��������������Ҫ���ǿ������ʺϽ�����������עģ���͵�������ϵ����������������ܼ��ȡ�
�����LI��[71]�о����֣������������������Ե���ά����(CE)�������������������һ�����ά��(HEMC)���DZ�������ά��(HPMC)�ȣ����ʺ����ڽ�������������עģ���͡����Dz��ø�������ϵ�Ʊ��˱���⻬���ṹ���ȵ��������壬����ǿ��ԼΪ2.5 MPa����ͼ6��ʾ��

ͼ6 ����HPEM��������ϵ�Ʊ�����������עģ����[71]
Fig.6 Green body gelcasted by HPMC system
4 ���ڵ�������ǰ��չ��
����עģ���ͼ�����һ�����������Ӳ����������Ժ�ǿ�ķ�����ͼ���������20�������ķ�չ�����Ʊ����ռ�����Ӧ���о���ȡ���˺ܴ��չ�������ڵ�һЩ����Ҳ��¶��������Ҫ������3�����档
1) �Ʊ����ϵ�����
�Ʊ��߹���������������ȵķ�������Һ����������עģ���ͼ���������Ҫ�Ĺ���֮һ���������ܼ�(ˮ���л��ܼ���)�еķ�ɢ������������ݡ�Ŀǰ������Ԫ����ķ�ɢ���⣬���ڿ��Խ��ע�����͡����ӳ��ͺ�������������м������ܹ������ϵõ�����������ڸ���Ԫ����ĵȵ�㲻ͬ������Ԫ�ķ�ɢ���δ�ܺܺõؽ��������������עģ�����ڸ��ϲ��ϣ��ر��ǹ��ܸ����մ��е�Ӧ���뷢չ�����⣬��������ķ�ɢ����Ҳһֱδ�ܽ������������עģ�����ڷ�ĩұ������һֱδ�ܹ㷺Ӧ�õ���Ҫԭ��֮һ����ν��������Щ�����ǽ����о��ص㡣
2) �������͵�������ϵ
������ϵ�Ŀ����Լ���Ӧ���յ�����һֱ���о����ص㡣��ĿǰΪֹ����Ա�ϩ����������ϵ�Լ���Ӧ���յ��о���ȡ���˽ϴ�Ľ�չ����ijЩ�����Ѿ����ڹ�ҵ������������ϩ����������ϵ�Ķ�������������ģӦ�á���ʮ���������ڶ��о�����Ȼ��������һϵ��������ϵ������Щ��ϵ������ijһ����������⣬������ǿ�Ȳ����ȡ����⣬��ijһ�����Ӧ������ҲҪ���������õ�������ϵ���繦���մ�����Ҫ��ʹ�ÿ��ճ�������������ϵ����ĩұ������Ҫ��������ϵ�����������Ӧ�ȡ�����������Ϊ��������עģ���ͼ�����������չ��Ӧ�ù����У�������ϵ������Ӧ���ս�һֱ�ǿ������о����ص㡣
3) ���ٹ�ҵ��Ӧ�õĽ���
�����о������룬����עģ���ͼ����ڳ��ͼ����Ϻ����ȶ����϶��Ѿ������ƣ���ȫ���ڴ��ģ��ҵ���������������źŹ�˾(Allied?Signal Inc.)���ҹ��IJ������Ӳ�������˾�Ѿ�������ǰ�У�ǰ����Ҫ���øü����Ʊ�Si3N4�մ�����ת�ӵȲ�Ʒ�����������Ʊ�Al2O3�մɻ�Ƭ�����⣬Ϊ��������עģ���ͼ����Ĺ�ҵ��Ӧ�ã���������Ʊ����գ�������Ӧ���Զ��������豸�����������źŹ�˾�Ѿ������������10 000ֻ����ת�ӵ�����עģ�Զ������豸����������ϵͳ��˾(Integrated Systems Inc.)Ҳ�����ȿ����������ۿ���������������Զ��������豸�����ҹ���δ���ⷽ�濪չ������
��������������עģ���ͼ�����Ϊһ���Ʊ��߿ɿ��ԡ�������״�����ķ�����ͷ������Ӹ����ϱ���˴�ͳ�ķ�������ա��ڹ�ȥ��ʮ���������עģ���ͼ����������乤�ռ������о�������Ӧ��������о���ȡ���˽ϴ�Ľ�չ��Ŀǰ������עģ���ͼ������о��ص�Ӧ���о��߹�����������������������ϵ��Ʊ����ر��Ƕ���Ԫ���ϵ��Ʊ����������͵�����עģ��ϵ��ʹ������������ʵ�֣����ո��ȶ��������������⣬����עģ���ͼ����Ĺ�ҵ���ƹ�����Զ��������豸�Ŀ���Ҳ�ǽ�����Ҫ��չ���������о������룬�ü����ؽ�����ͳɱ���ʵ�û�����Ч�ʡ��߿ɿ��Ժ��ظ��ԵĹ�ҵ������չ��
[1] JANNEY M A. Method for molding ceramic powders: US 4894194[P]. 1990-01-16.
[2] JANNEY M A, OMATETE O O. Method for molding ceramic powders using a water-based gelcasting: US 5028362[P]. 1991-06-02.
[3] JANNEY M A, OMATETE O O. Method for molding ceramic powders using a water-based gelcasting process: US 5145908[P]. 1992-09-08.
[4] JANNEY M A, NUNN S D, WALLS C A, OMATETE O O, OGLE R B, KIRBY G H, MCMILLAN A D. The handbook of ceramic engineering[M]. New York: Marcel Dekker, 1998.
[5] Anonymous. Gelcasting, an alternative to current ceramic processes[J]. Research and Development, 1995, 37(9): 29.
[6] OMATETE O O, JANNEY M A, STREHLOW R A. Gelcasting��A new ceramic forming process[J]. American Ceramic Society Bulletin, 1991, 70(10): 1641?1649.
[7] http://www.ornl.gov/info/ornlreview/rev28-4/text/gelcast.htm
[8] MONTGOMERY J K, DRZAL P L, SHULL K R, FABER K T. Thermoreversible gelcasting: A novel ceramic processing technique[J]. Journal of the American Ceramic Society, 2002, 85(5): 1164?1168.
[9] JANNEY M A. Gelcasting superalloy powder[C]// Proceedings of the international conference on powder metallurgy in aerospace. New York: Defense and Demanding Applications, 1995: 139?146.
[10] OMATETE O O, JANNEY M A, NUNN S D. Gelcasting: From laboratory development toward industrial production[J]. Journal of the European Ceramic Society, 1997, 17(2): 407?413.
[11] JANNEY M A, OMATETE O O, WALLS C A, NUNN S D, OGLE R J, WESTMORELAND G. Development of low-toxicity gelcasting systems[J]. Journal of the American Ceramic Society, 1998, 81(3): 581?591.
[12] KOKABI M, BABALUO A A, BARATI A. Gelation process in low-toxic gelcasting systems[J]. Journal of the European Ceramic Society, 2006, 26(15): 3083?3090.
[13] GILISSEN R, ERAUW J P, SMOLDERS A, VANSWIJGENHOVEN E, LUYTEN J. Gelcasting: A near net shape technique[J]. Materials and Design, 2000, 21(4): 251?257.
[14] CHEN Bi-qin, ZHANG Zhao-quan, ZHANG Jing-xian, DONG Man-jiang, JIANG Dong-liang. Aqueous gel-casting of hydroxyapatite[J]. Mater Sci Eng A, 2006, 435/436: 198?203.
[15] MAO Xiao-jian, SHIMAI S, WANG Shi-wei, DONG Man-jiang. Gelcasting of alumina using epoxy resin as gelling agent[J]. Journal of the American Ceramic Society, 2007, 90(3): 986?988.
[16] DONG Man-jiang, MAO Xiao-jian, ZHANG Zhao-quan, LIU Qian. Gelcasting of SiC using epoxy resin as gel former[J]. Ceramic International, 2009, 35(4): 1363?1366.
[17] PRABHAKARAN K, PAVITHRAN C. Gelcasting of alumina using urea-formaldehyde: I. Preparation of concentrated aqueous slurries by particle treatment with hydrolyzed aluminium[J]. Ceramics International, 2000, 26(1): 63?66.
[18] PRABHAKARAN K, PAVITHRAN C. Gelcasting of alumina using urea formaldehyde: II. Gelation and ceramic forming[J]. Ceramics International, 2000, 26(1): 67?71.
[19] XIE Zhi-peng, HUANG Yong, CHEN Ya-li, JIA Yu. A new gel casting of ceramic by reaction of sodium alginate and calcium iodate at increased temperatures[J]. Journal of Materals Science Letters, 2001, 20(13): 1255?1257.
[20] JIA Yu, KANNO Y, XIE Zhi-peng. New gelcasting process for alumina ceramics based on gelation of alginate[J]. Journal of the European Ceramic Society, 2002, 22(12): 1911?1916.
[21] WANG Xiu, XIE Zhi-peng, HUANG Yong, CHEN Bi-qin. Gelcasting of silicon carbide based on gelation of sodium alginate[J]. Ceramics International, 2002, 28(8): 865?871.
[22] CAI Kai, HUANG Yong, YANG Jin-long. A synergistic low-toxicity gelcasting system by using HEMA and PVP[J]. Journal of the American Ceramic Society, 2005, 88(12): 3332?3337.
[23] CAI Kai, HUANG Yong, YANG Jin-long. Alumina gelcasting by using HEMA system[J]. Journal of the European Ceramic Society, 2005, 25(7): 1089?1093.
[24] MA Jing-tao, YI Zhong-zhou, XIE Zhi-peng, ZHOU Long-jie, MIAO He-zhou, ZHANG Bao-qing, LIN Xu-ping. Gelcasting of alumina with a mixed PVP-MAM system[J]. Ceramics International, 2005, 31(7): 1015?1019.
[25] PRABHAKARAN K, PAVITHRAN C. Gelcasting of alumina from acidic aqueous medium using acrylic acid[J]. Journal of the European Ceramic Society, 2000, 20(8): 1115?1119.
[26] SANTACRUZ I, GUIURREZ C A, NIETO M V, MORENO R. Application of alginate gelation to aqueous tape casting technology[J]. Materials Research Bulletin, 2002, 37(4): 671?682.
[27] OLHERO S M, TARI G, COIMBRA M A, FERREIRA J M F. Synergy of polysaccharide mixtures in gelcasting of alumina[J]. Journal of the European Ceramic Society, 2000, 20(4): 423?429.
[28] л־��, �����, ������, �� ��. ��֬������������� �մ�ԭλ���̳����е�Ӧ��[J]. ������ѧ��, 1999, 27(1): 16?21.
XIE Zhi-peng, YANG Jing-long, CHEN Ya-li, HUANG Yong. Application of agarose gel molecules to in-situ ceramic consolidation molding process[J]. Journal of the Chinese Ceramic Society, 1999, 27(1): 16?21.
[29] XIE Zhi-peng, YANG Jin-long, CHEN Ya-li, HUANG Yong. Gelation forming of ceramic compacts using agarose[J]. British Ceramic Transactions, 1998, 98(2): 58?61.
[30] ADOLFSSON E. Gelcasting of zirconia using agarose[J]. Journal of the American Ceramic Society, 2006, 89(6): 1897?1902.
[31] CHEN Ya-li, XIE Zhi-peng, HUANG Yong. Alumina casting based on gelation of gelatine[J]. Journal of the European Ceramic Society, 1991, 19(2): 271?275.
[32] XIE Zhi-peng, CHEN Ya-li, HUANG Yong. A novel casting forming for ceramics by gelatine and enzyme catalysis[J]. Journal of the European Ceramic Society, 2000, 20(3): 253?257.
[33] ����ˮ, �� ��, ��ҫ��, �� ƾ. ������������մ�����עģ�������е�Ӧ���о�[J]. ���ϵ���, 2000, 14(Z10): 54?57.
HU Zheng-shui, DENG Bing, HOU Yao-yong, QI Ping. Application of pectin macromolecules in ceramic gelcasting process[J]. Materials Review, 2000, 14(Z10): 54?57.
[34] BENGISU M, YILMAZ E. Gelcasting of alumina and zirconia using chitosan gels[J]. Ceramics International, 2002, 28(4): 431?483.
[35] JOHNSON S B, DUNSTAN D E, FRANKS G V. Rheology of cross-linked chitosan-alumina suspensions used for a new gelcasting process[J]. Journal of the American Ceramic Society, 2002, 85(7): 1699?1705.
[36] LYCKFELDT O, BRAND J, LESCA S. Protein forming��A novel shaping technique for ceramics[J]. Journal of the European Ceramic Society, 2000, 20(14/15): 2551?2559.
[37] DHARA S, BHARGAVA P. Egg white as an environmentally friendly low-cost binder for gelcasting of ceramics[J]. Journal of the American Ceramic Society, 2001, 84(12): 3048?3050.
[38] KONG De-yu, YANG Hui, WEI Su, LI Dong-yun, WANG Jia-bang. Gel-casting without de-airing process using silica sol as a binder[J]. Ceramics International, 2007, 33(2): 133?139.
[39] �� ��, ������, �����, л־��, ������, �����. �Ƚ��մɽ�̬�����¹��յ��о���չ[J]. ������ѧ��, 2007, 35(2): 129?136.
HUANG Yong, ZHANG Li-ming, YANG Jin-long, XIE Zhi-peng, WANG Chang-an, CHEN Rui-feng. Research progress of new colloidal forming processes for advanced ceramics[J]. Journal of the Chinese Ceramic Society, 2007, 35(2): 129?136.
[40] CHEN Wei-wu, KINEMUCHI Y, WATARI K. Preparation of grain-oriented Sr0.5Ba0.5Nb2O6 ferroelectric ceramics by magnetic alignment[J]. Journal of the American Ceramic Society, 2006, 89(1): 381?384.
[41] MONTGOMERY J K, DRZAL P L, SHULL K R. Shull, FABER K T. Thermoreversible gelcasting: A novel ceramic processing technique[J]. Journal of the American Ceramic Society, 2002, 85(5): 1164?1168.
[42] YI Zhong-zhou, XIE Zhi-peng, MA Jing-tao, HUANG Yong, CHENG Yi-bing. Study on gelcasting of silicon nitride-bonded silicon carbide refractories[J]. Materials Letters, 2002, 56(6): 895?900.
[43] YI Zhong-zhou, XIE Zhi-peng, MA Jing-tao, HUANG Yong, CHENG Yi-bing. Study on gelcasting and properties of recrystallized silicon carbide[J]. Ceramics International, 2002, 28(4): 369?376.
[44] ���ǿ, ������, �� ��, �� ��, ����, Ѧ����, �� ��. һ��Ӧ�ú�������������ͻ���ϵ�����עģ���ͷ���: CN 1569748A[P]. 2005-01-26.
RU Hong-qiang, GONG Gan-lei, ZUO Liang, ZHANG Ning, SUN Xu-dong, XUE Xiang-xing, WANG Tao. A gelcasting forming method for refractory materials with micrometer grade powder: CN 1569748A[P]. 2005-01-26.
[45] л־��, �� ��. �������������մɳ���Ӧ���е��·�չ[J]. �մ�ѧ��, 2001, 22(3): 142?146.
XIE Zhi-peng, HUANG Yong. New progress of gel-casting technology application in ceramic progress[J]. Journal of Ceramics, 2001, 22(3): 142?146.
[46] LIU Xiao-lin, HUANG Yong, YANG Jin-long. Effect of rheological properties of the suspension on the mechanical of Al2O3-ZrO2 composites prepared by gelcasting[J]. Ceramics International, 2002, 28(2): 159?164.
[47] �ž���, ��¤��. Al203/SiCP�����ϲ��ϻ�ѧ�Ʊ������о�[J]. ������ѧ��, 2001, 29(6): 550?553.
ZHANG Ju-xian, GAO Long-qiao. Study on chemical processing for Al2O3/SiCP nano-composites[J]. Journal of the Chinese Ceramic Society, 2001, 29(6): 550?553.
[48] GANESH I, THIYAGARAJAN N, JANA D C, BARIK P, SUNDARAJAN G. An aqueous gelcasting route to dense ��-Si4Al2O2N6-0.5SiO2 ceramics[J]. Journal of the American Ceramic Society, 2008, 91(5): 1566?1571.
[49] ��С��, ���Į. ����������մɵ�����עģ����[J]. ���ܲ���, 2001, 32(5): 523?525.
CAO Xiao-gang, TIAN Jie-mo. Gelcasting of porous alumina ceramics[J]. Journal of Functional Materials, 2001, 32(5): 523?525.
[50] SEPULVEDA P. Gelcasting foams for porous ceramics[J]. Journal of the American Ceramic Society, 1997, 76(10): 61?65.
[51] ������, ������, �´�ǫ, ������, �Ⲯ��, �Ժ�ΰ. ע���������ݶ��մɲ����Ʊ��¹��յ��о�(I)[J]. ������ͨ��, 2001, 20(2): 23?29.
TANG Zhu-xing, WANG Shu-hai, CHEN Da-qian, JIANG Pei-qiu, WU Bo-lin, ZHAO Hong-wei. Preparation of micro-porous gradient ceramics by gel-casting(I)[J]. Bulletin of the Chinese Ceramic Society, 2001, 20(2): 23?29.
[52] ������, ������, �´�ǫ, ������, �Ⲯ��, �Ժ�ΰ. ע���������ݶ��մɲ����Ʊ��¹��յ��о�(II)[J]. ������ͨ��, 2001, 20(3): 8?13.
TANG Zhu-xing, WANG Shu-hai, CHEN Da-qian, JIANG Pei-qiu, WU Bo-lin, ZHAO Hong-wei. Preparation of micro-porous gradient ceramics by gel-casting(II)[J]. Bulletin of the Chinese Ceramic Society, 2001, 20(3): 8?13.
[53] ������, ������, �´�ǫ, ������, �Ⲯ��, �Ժ�ΰ. ע���������ݶ��մɲ����Ʊ��¹��յ��о�(III)[J]. ������ͨ��, 2001, 20(5): 11?15.
TANG Zhu-xing, WANG Shu-hai, CHEN Da-qian, JIANG Pei-qiu, WU Bo-lin, ZHAO Hong-wei. Preparation of micro-porous gradient ceramics by gel-casting(III)[J]. Bulletin of the Chinese Ceramic Society, 2001, 20(5): 11?15.
[54] MENG Guang-yao, WANG Huang-ting, ZHONG Wei-jun. Preparation for porous ceramics by gelcasting approach[J]. Material Letter, 2001, 45(3): 224?227.
[55] NETZ D J A, SEPULVED P, PANDOLFELLI V C, SPADARO A C C, ALENCASTRE J B, BENTLEY M V L B, MARCHETTI J M. Potential use of gelcasting hydroxyapatite porous ceramic as an implantable drug delivery system[J]. International Journal of Pharmaceutics, 2001, 213(1/2): 117?125.
[56] SEPULVEDA P, ORTEGA F S, INNOCENTINI M D M, VICTOR C P. Properties of highly porous hydroxyapatite obtained by the gelcasting of foams[J]. Journal of the American Ceramic Society, 2000, 83(12): 3021?3024.
[57] GUO Dong, CAI Kai, LI Long-tu, NAN Ce-wen, GUI Zhi-lun. Gelcasting of PZT[J]. Ceramics International, 2003, 29(4): 403?406.
[58] GUO Dong, CAI Kai, LI Long-tu, GUI Zhi-lun. Application of gelcasting to the fabrication of piezoelectric ceramic parts[J]. Journal of the European Ceramic Society, 2003, 23(7): 1131?1137.
[59] GUO Dong, CAI Kai, LI Long-tu, NAN Ce-wen, GUI Zhi-lun. Gelcasting based solid freeform fabrication of piezoelectric ceramic objects[J]. Scripta Materialia, 2002, 47(6): 383?387.
[60] ZHOU Dong-xiang, LI Hui, GONG Shu-ping, HU Yun-xiang, HAN Ke. Sodium bismuth titanate-based lead-free piezoceramics prepared by aqueous gelcasting[J]. Journal of the American Ceramic Society, 2008, 91(9): 2792?2796.
[61] LIU Xiao-guang, LI Guo-jun, TONG Jian-feng, CHEN Da-ming. Low-cost fabrication for ZrO2-based electrolyte thin-substrate by aqueous gel-casting[J]. Journal of Rare Earths, 2004, 22(4): 514?517.
[62] HUANG Wen-lai, ZHU Qing-shan, XIE Zhao-hui. Gel-cast anode substrates for solid oxide fuel cells[J]. Journal of Power Sources, 2006, 162(1): 464?468.
[63] PRABHAKARAN K, MELKERI W A, BEIGH M O, GOKHALE N M, SHARMA S C. Preparation of a porous cermet SOFC anode substrate by gelcasting of NiO-YSZ powders[J]. Journal of the American Ceramic Society, 2007, 90(2): 622?625.
[64] JANNEY M A, REN Wei-Ju, KIRBY G H, NUNN S D, VISWANATHAN S. Gelcast tooling: Net shape casting and green machining[J]. Materials and Manufacturing Processes, 1998, 13(3): 389?403.
[65] STAMPFL J, LIU H C, NAM S W, SAKAMOTO K, TSURU H, KANG S, COOPER A G, NICKEL A, PRINZ F B. Rapid prototyping and manufacturing by gelcasting of metallic and ceramic slurries[J]. Mater Sci Eng A, 2002, 334(1/2): 187?192.
[66] JIA Cheng-chang, LIU Wei-hua, GUO Zhi-meng. Application of the gel casting process in iron powder metallurgy[J]. Journal of University of Science and Technology Beijing, 2006, 13(1): 29?33.
[67] ʷ����, ��ѧ��, �ֳɳ�, ��Ծ��. �������ϵ�����עģ����[J]. ��ĩұ��ҵ, 2007, 17(6): 28?32.
SHI Yan-tao, HU Xue-sheng, JIA Cheng-chang, HAN Yue-peng. Gel-casting on aluminium based alloys[J]. Powder Metallurgy Industry, 2007, 17(6): 28?32.
[68] LIU Wei-hua, JIA Cheng-chang, SHI Yan-tao, HAN Yue-peng. Copper base materials prepared by gel-casting process[J]. Rare Metals, 2008, 27(1): 78?82.
[69] LI Yan, GUO Zhi-meng, HAO Jun-jie. Gelcasting of 316L stainless steel[J]. International Journal of Minerals Metallurgy and Materials, 2007, 14(6): 507?511.
[70] LI Yan, GUO Zhi-meng. Gelcasting of WC�C8wt%Co tungsten cemented carbide[J]. International Journal of Refractory Metals & Hard Materials, 2008, 26(5): 472?477.
[71] LI Yan, GUO Zhi-meng, HAO Jun-jie, REN Shu-bin. Gelcasting of metal powders in nontoxic cellulose ethers system[J]. Journal of Materials Processing Technology, 2008, 20(8): 457?462.
�ո����ڣ�2009-11-20�������ڣ�2009-12-29
ͨ�����ߣ����ճ������ڣ���ʿ���绰��0731-88836638��E-mail: wrc@mail.csu.edu.cn

