网络首发时间: 2015-04-23 15:58
稀有金属 2016,40(07),640-646 DOI:10.13373/j.cnki.cjrm.2016.07.002
TB8钛合金紧固件疲劳断裂分析
商国强 王新南 费跃 刘洲 米保卫 朱知寿
北京航空材料研究院钛合金研究所
中航工业第一飞机设计研究院
摘 要:
采用外观检查、扫描电镜(SEM)断口观察、金相(OM)检验等方法分析了TB8钛合金紧固件疲劳断裂后的断口形貌和显微组织,并对紧固件头部附近的受力情况进行了有限元模拟分析。研究结果表明,疲劳试验后头部完全断裂的TB8钛合金紧固件均为多源疲劳开裂,同时可见三块疲劳区域,主疲劳区扩展相对较充分,但疲劳裂纹扩展距离均较短。不同疲劳试验结果的TB8钛合金紧固件显微组织均由等轴初生α相和β转变组织组成,再结晶后的β晶粒较小,且没有形成明显的晶界;而通过有限元模拟计算可知,当挤头部圆角半径(R)接近于1.0mm,同时紧固件抛物线流线离倒角较远时,紧固件头部的疲劳性能较好,这与疲劳试验结果相一致。因此,通过减小镦制时丝材端面与模具型面的摩擦力,以控制TB8钛合金紧固件挤头部区域的流线形态,同时在满足技术要求的前提下尽量减小R的尺寸,可以获得较高的疲劳强度。
关键词:
TB8钛合金 ;紧固件 ;疲劳断裂 ;显微组织 ;
中图分类号: TG146.23
作者简介: 商国强(1984-),男,河北衡水人,硕士,工程师,研究方向:航空用损伤容限型钛合金材料研制与工程应用;E-mail:shang-gq1984@126.com;; 朱知寿,研究员;电话:010-62496635;E-mail:zhuzzs@126.com;
收稿日期: 2013-12-25
基金: 总装预先研究项目(51312030507)资助;
Analysis of Fatigue and Fracture of TB8 Titanium Alloy Fasteners
Shang Guoqiang Wang Xinnan Fei Yue Liu Zhou Mi Baowei Zhu Zhishou
Titanium Alloys Laboratory,Beijing Institute of Aeronautical Materials
The First Aircraft Institute,AVIC
Abstract:
The fracture morphology and microstructure of TB8 titanium alloy fasteners after fatigue testing were analyzed by optical microscope( OM) and scanning electron microscope( SEM) techniques. Besides,the stress and strain response around the fastener head was investigated using the finite element method. The results showed that the fatigue specimens with complete rupture head mainly exhibited multi-source fatigue cracking mode. Three characteristic regions could be seen in the fracture,and the crack in the main fatigue zone was more fully propagated compared to that in the other two regions. However,the propagation distances of the crack in the three regions were all small. The microstructure of TB8 titanium alloy fasteners mainly consisted of globular α particles and β crystallization grains with small size. The simulation results showed that the fastener had better fatigue property when R was near 1. 0 mm and the fastener parabola was far away from the R chamfer. The simulation results were in good agreement with the experimental results.According to the experimental and simulation results,high fatigue strength could be obtained by controlling the streamline state of R region of fastener through reducing the friction between the wire end and mold surface and decreasing the size of R in the allowable range.
Keyword:
TB8 titanium alloy; fastener; fatigue failure; microstructure;
Received: 2013-12-25
TB8超高强度钛合金是我国航空部门在“九五”期间基于美国TIMET公司亚稳定β型钛合金(Ti-15Mo-3Al-2.7Nb-0.2Si)而研制的一种新型亚稳定β型钛合金
[1 ,2 ,3 ]
。该合金采用较多的Mo,Nb等合金元素进行合金化,抗氧化性能和抗腐蚀性能较好,同时还具有良好的冷成形性能,是一种较为理想的航空结构材料。TB8钛合金丝材经固溶时效处理后的抗拉强度可达1300 MPa以上
[4 ]
,适用于板材、箔材、带材、丝材、管材、紧固件、棒材以及锻件等领域
[5 ,6 ]
,也可以应用于一定厚度的锻件等承力结构件。
钛合金紧固件在飞机上使用不仅可以达到减重、降低能耗、耐腐蚀的目的,而且是钛合金、碳纤维复合材料等结构件所必需的连接件,在同样的强度指标下,钛合金紧固件比钢制紧固件要轻30%~40%
[7 ]
。波音747飞机紧固件采用以钛代钢后,其结构重量减轻1814 kg,而美国C-5A飞机采用钛合金紧固件,减轻重量达4.5 t左右。因此,钛合金紧固件已成为先进民用飞机和军用飞机必不可少的关键材料
[8 ,9 ,10 ,11 ,12 ,13 ]
。
在超高强度钛合金紧固件方面,美国于1992年研发了一种航空用极限抗拉强度达1535 MPa,延伸率达7%的钛合金紧固件
[14 ]
,特别适合于制造15.875 mm以上的紧固件。而国内在超高强度钛合金紧固件研究方面也取得了很大的进展,采用TB8钛合金研制的紧固件材料,其抗拉强度可达1300 MPa以上
[15 ]
,丝材规格可达Ф20 mm,满足了新一代飞机在超高强度钛合金紧固件方面的迫切需求。TB8钛合金紧固件作为新一代战斗机必不可少的超高强度连接件,承受有纵向的预紧力载荷和纵向、切向交变载荷等,其组织性能和加工制造质量对飞机使用性能和寿命有着重要影响。因此,对紧固件材料疲劳断裂后的断口形貌和显微组织的分析与评价显得尤为重要。本文针对TB8钛合金紧固件材料,观察了该合金在疲劳断裂后的断口形貌以及显微组织,并对紧固件头部附近的受力情况进行了有限元模拟,最终分析了紧固件头部发生疲劳断裂的原因,为TB8钛合金紧固件材料在新一代飞机上的扩大使用提供理论和实验依据。
1实验
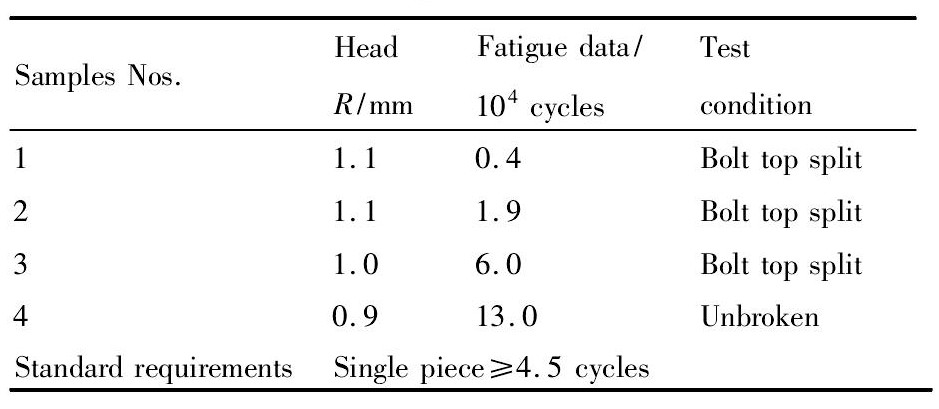
试验所用TB8钛合金紧固件为疲劳试验时,紧固件头部断裂的、不满足试验周次的不合格试样以及头部开裂的、满足试验周次的合格试样,具体如表1所示。该批紧固件的加工工艺流程为:退火态原材料-热镦-固溶处理-精加工-时效处理-滚压螺纹-挤头部圆弧R(R是半径),采用型号为PLG-50的高频疲劳试验机测定紧固件的轴向应力疲劳试验,其中应力比0.1,试验频率106 Hz。
TB8钛合金紧固件的金相试样采用化学成分配比为1HF-2HNO3 -50H2 O(%,体积分数)的Kroll试剂腐蚀;利用OLYMPUS/PMG3型光学显微镜(OM)、CamS can3100型扫描电镜(SEM)对试样进行显微组织和疲劳断口分析;并采用ANSYS V12.1大型商业有限元模拟软件对TB8钛合金紧固件头部附近部位进行受力分析讨论。
2结果与讨论
2.1外观检查
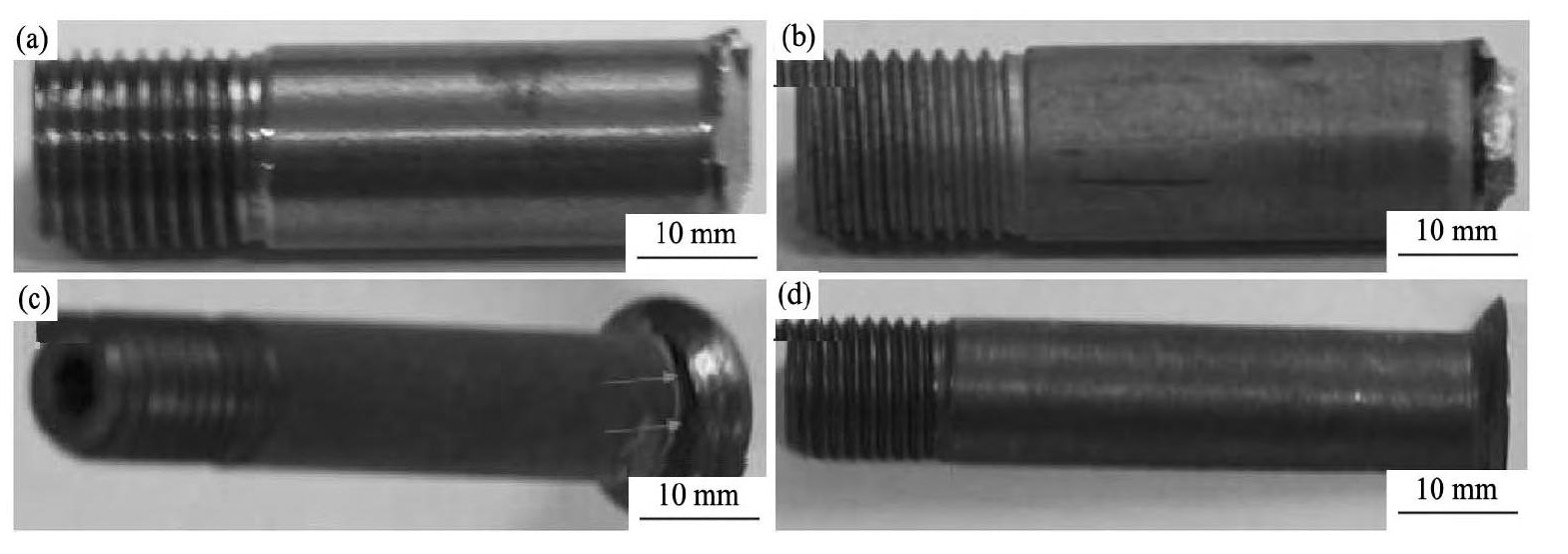
TB8钛合金紧固件完成疲劳试验后的外观如图1所示。其中,疲劳试验后紧固件头部完全断裂的为样品1和2,头部开裂的为样品3,未发生断裂的为样品4。
表1 试验件测试情况Table 1 Test case of test pieces 下载原图
表1 试验件测试情况Table 1 Test case of test pieces
图1 TB8钛合金紧固件外观观察Fig.1 Macroscopic morphologies of TB8 titanium alloy fasteners
(a)Sample 1;(b)Sample 2;(c)Sample 3;(d)Sample 4
2.2断口形貌分析
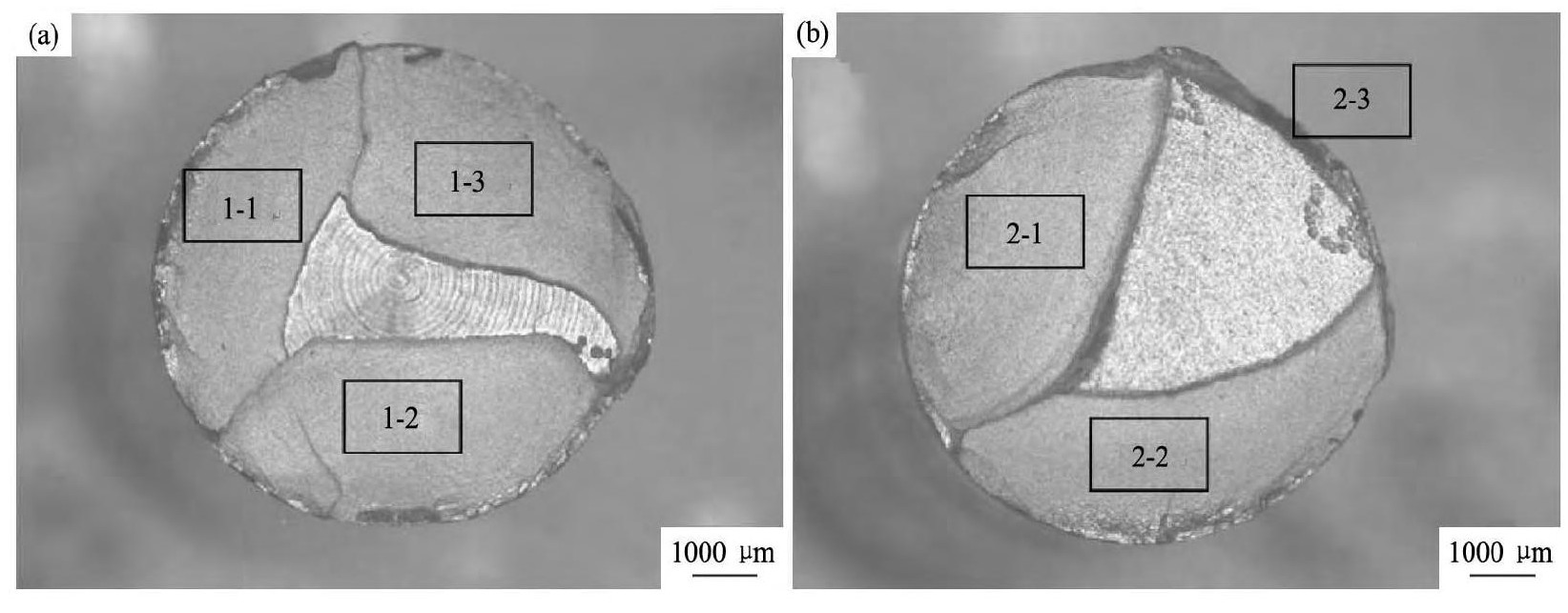
由于TB8钛合金紧固件在疲劳试验完成后仅样品1和2头部完全断裂脱落,因此仅对样品1和2的断口进行宏观观察,其宏观疲劳断口形貌如图2所示。可以看出,样品1紧固件的断口分为3处区域,呈扇形均匀分布,分别编号为1-1,1-2和1-3。样品2紧固件的断口主要可见两大扇形区域,分别编号为2-1和2-2,此外还可见一条细柳叶状的断口区域,编号为2-3。
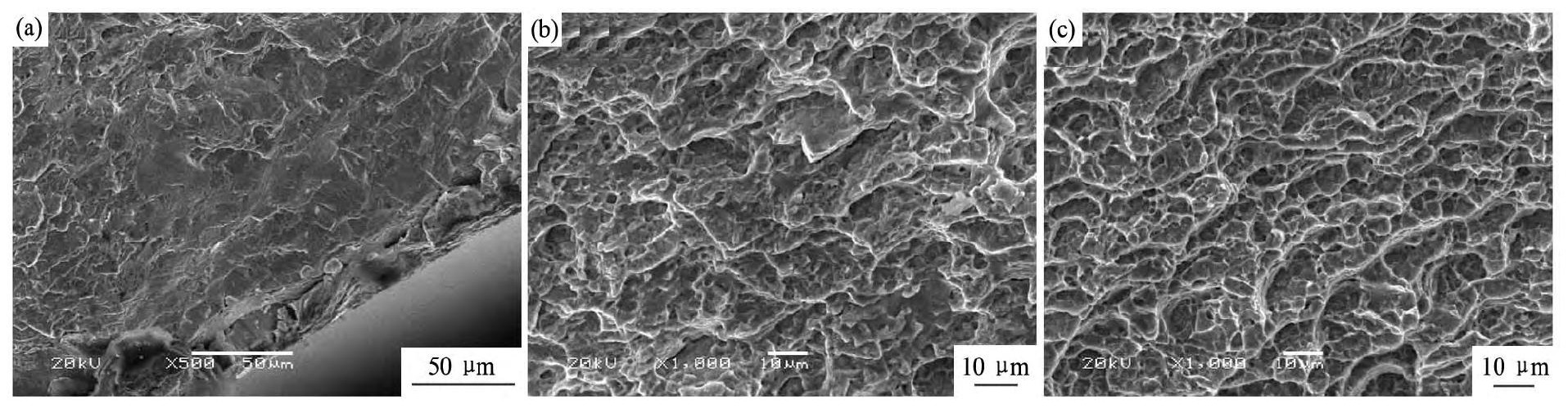
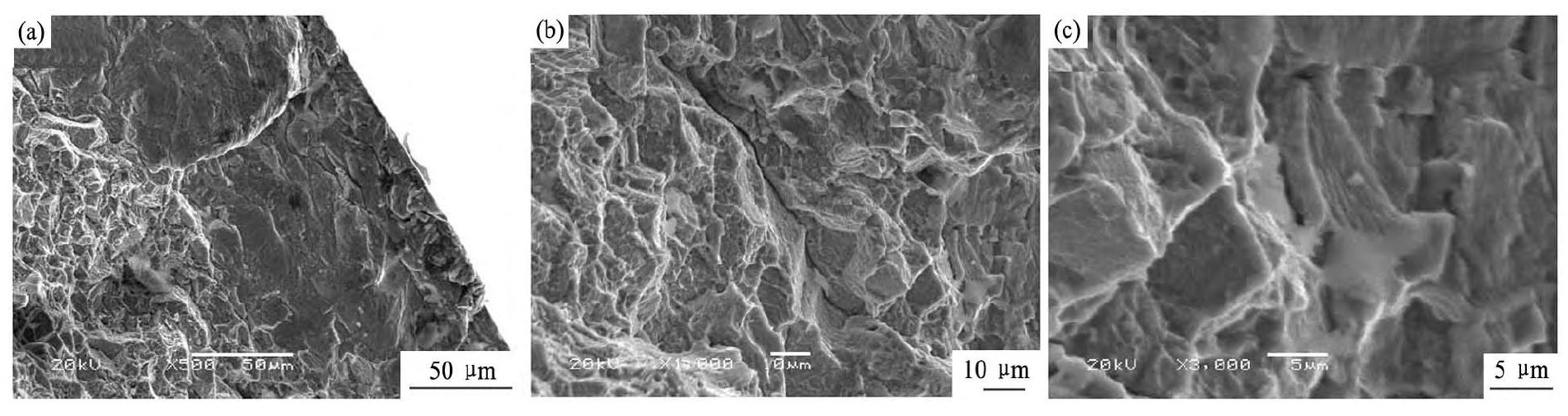
TB8钛合金样品1紧固件1-1区的微观疲劳断口形貌如图3所示。可以看出,1-1区断口呈多源疲劳特征,源区附近可见小台阶面(图3(a)),面上分布着细密的疲劳条带。扩展区以及瞬断区的疲劳裂纹呈波浪形向心部位置扩展,低倍可见平行扩展棱线,高倍可见撕裂韧窝和扩展台阶(图3(b,c))。
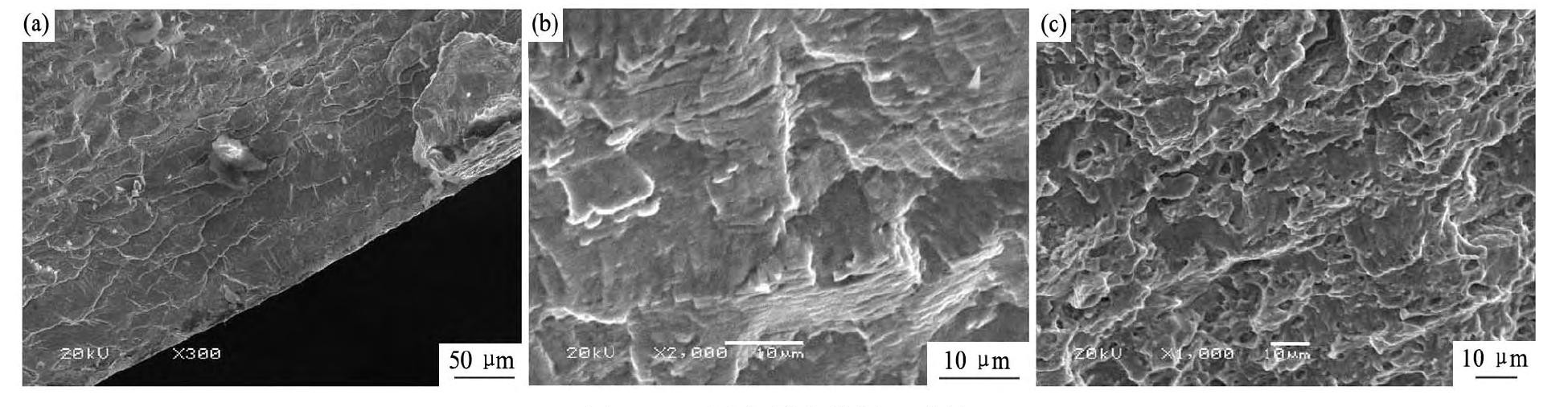
1-2区域和1-3区域相同,以1-2区域为例,其微观断口特征呈多源疲劳特征,靠近源区位置可见类似沿晶的特征(图4(a)),疲劳扩展前期可见疲劳条带(图4(b)),疲劳扩展后期以浅型撕裂韧窝为主(图4(b))。
图2 宏观断口形貌Fig.2 OM images of macroscopic fractographic observation
(a)Sample 1;(b)Sample 2
图3 1-1区高周疲劳断口形貌Fig.3 Fracture SEM images of high cycle fatigue in 1-1 region for Sample 1
(a)Source region;(b)Expansion region;(c)Short interruption region
图4 1-2区高周疲劳断口形貌Fig.4 Fracture SEM images of high cycle fatigue in 1-2 region for Sample 1
(a)Source region;(b)Expansion front region;(c)Expansion back region
综合3个区域的断口特征,1-1区疲劳区面积最大,条带分布最广,为主疲劳区。
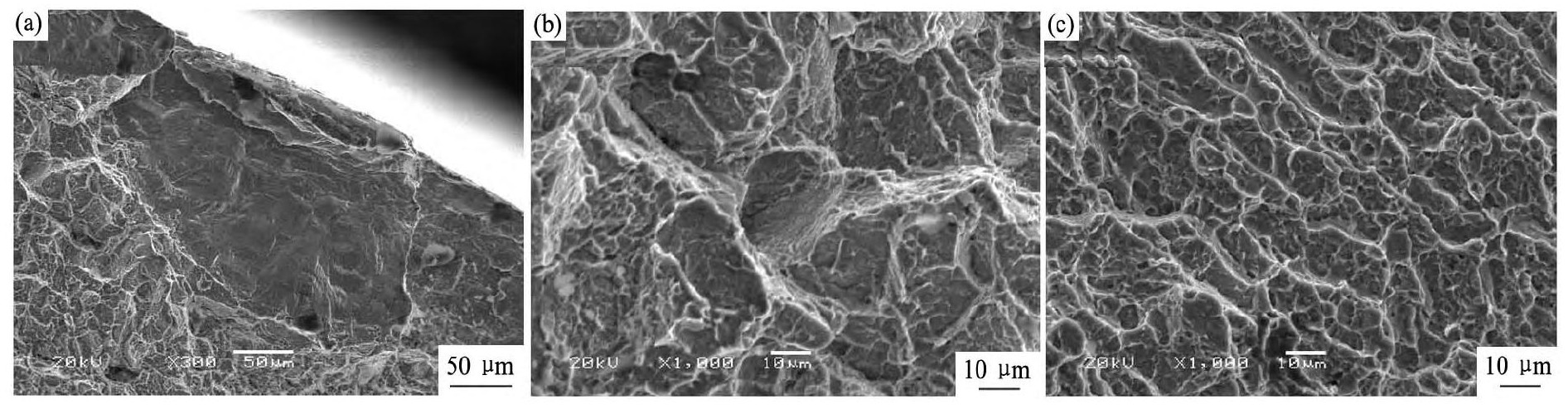
TB8钛合金样品2紧固件2-1区的微观疲劳断口形貌如图5所示。可以看出,2-1区断口源区附近可见小台阶面和放射形扩展棱线(图5(a)),疲劳扩展前期台阶面上分布细密的疲劳条带。随着疲劳裂纹的扩展,条带变形度加大(图5(b)),且出现韧窝的混合断裂特征。快速扩展区可见平行扩展棱线,高倍可见撕裂韧窝和扩展台阶(图5(c))。
2-2区断口呈多源疲劳特征,靠近源区可见类似沿晶断面,晶面上可见密布的浅型撕裂韧窝(图6(a))。扩展后期可见平行扩展棱线,高倍可见撕裂韧窝和扩展台阶(图6(b,c))。由于2-3区面积极小,其疲劳断口特征无法分辨。
综合3个区域的断口特征,2-1区疲劳区面积最大,条带分布最广,为主疲劳区。
2.3显微组织分析
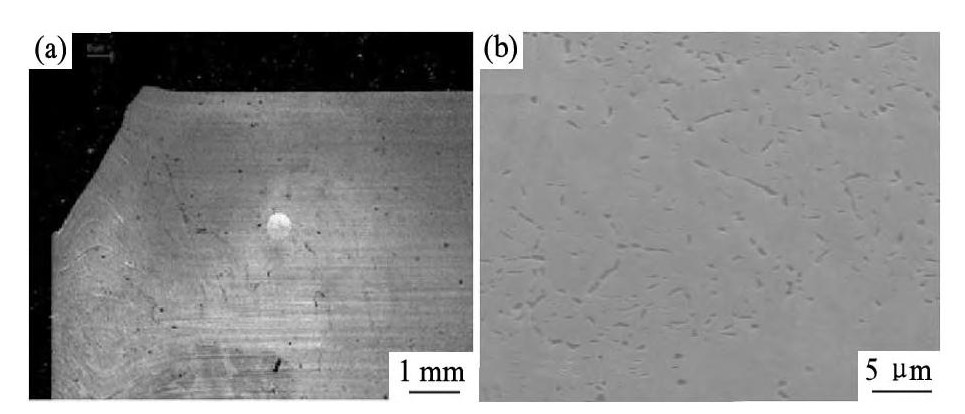
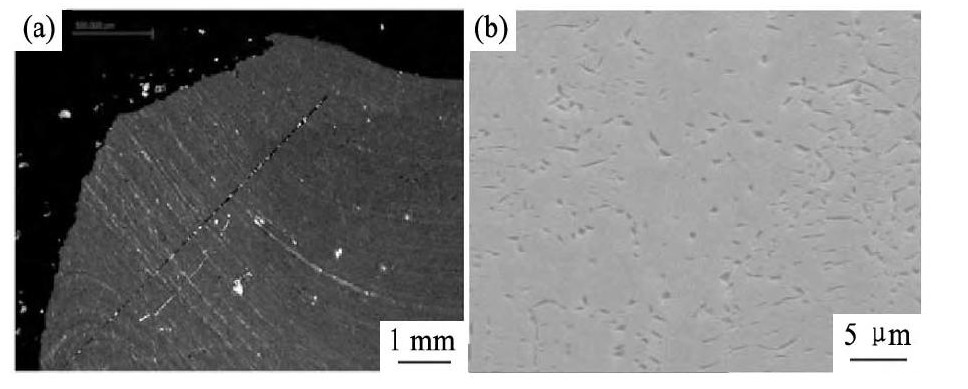
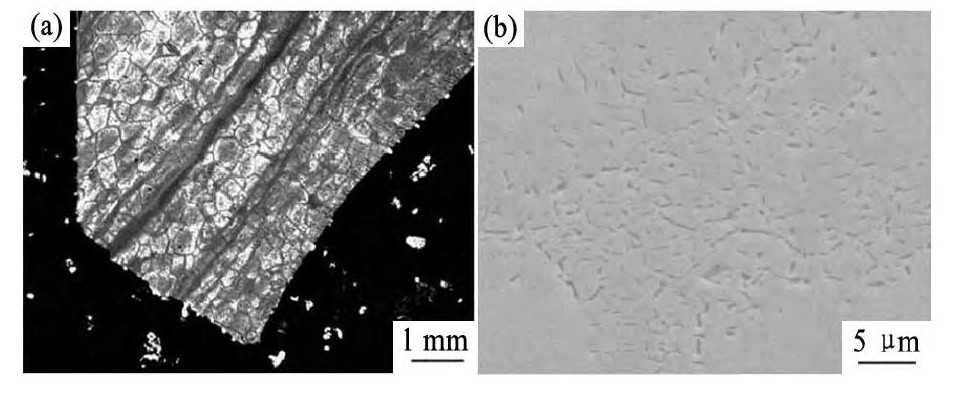
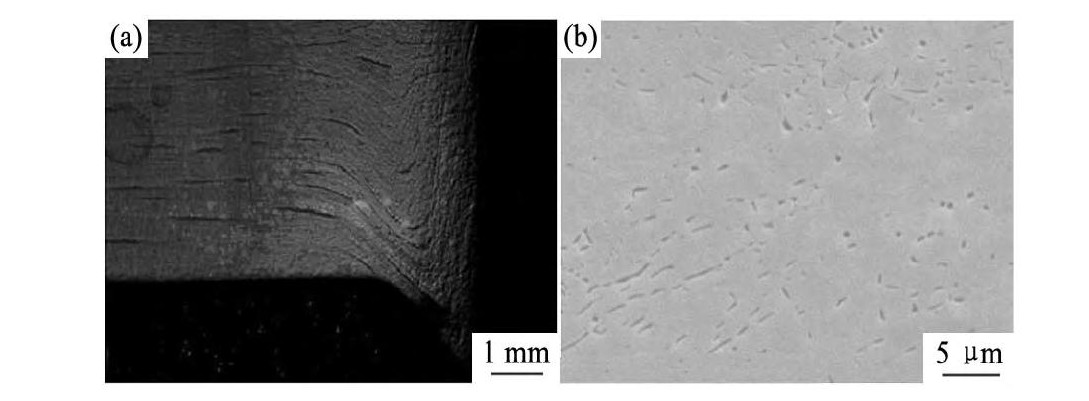
TB8钛合金紧固件在疲劳试验完成后的显微组织如图7~10所示。可以看出,样品1~4紧固件的基体组织相差不大,由于固溶温度处于两相区,再结晶后的β晶粒较小,且没有形成明显的晶界,合金的显微组织主要由等轴初生α相和β转变组织组成。而通过对挤头部位的流线观察,可以看出,样品1和2紧固件试样的头部中心位置可见抛物线形流线,圆角处流线情况由于完全断裂无法确定(图7(a),图8(a)所示),而样品3和4紧固件试样的头部中心位置同样可见抛物线流线,由于紧固件头部断裂无法显示全部形貌,分别在距离圆角约350和800μm处发生方向转变(图9(a),图10(a)所示)。
2.4过渡圆角半径R的影响
通过以上分析结果可知,TB8钛合金样品1和2紧固件均为多源疲劳开裂,同时可见三块疲劳区域,主疲劳区扩展相对较充分,但疲劳裂纹扩展距离均较短。说明紧固件在头部萌生多处疲劳裂纹后,应力集中加剧,导致紧固件的快速失稳断裂,同时,样品1和2紧固件头部抛物线流线凸出顶点均指向圆角,且方向转变位置离倒角边缘较近。而合格紧固件中,样品4紧固件头部流线虽然与不合格紧固件相似,但其在距圆角约800μm处便已改变方向。
图5 2-1区高周疲劳断口形貌Fig.5 Fracture SEM images of high cycle fatigue in 2-1 region for Sample 2
(a)Source region;(b)Expansion front region;(c)Expansion back region
图6 2-2区高周疲劳断口形貌Fig.6 Fracture SEM images of high cycle fatigue in 2-2 region for Sample 2
(a)Source region;(b)Expansion region;(c)Short interruption region
图7 样品1紧固件显微组织Fig.7 Microstructure of fastener Sample 1
(a)Top region,OM image;(b)Matrix,SEM image
图8 样品2紧固件显微组织Fig.8 Microstructure of fastener Sample 2
(a)Top region,OM image;(b)Matrix,SEM image
图9 样品3紧固件显微组织Fig.9 Microstructure of fastener Sample 3
(a)Top region,OM image;(b)Matrix,SEM image
图1 0 样品4紧固件显微组织Fig.10 Microstructure of fastener Sample 4
(a)Top region,OM image;(b)Matrix,SEM image
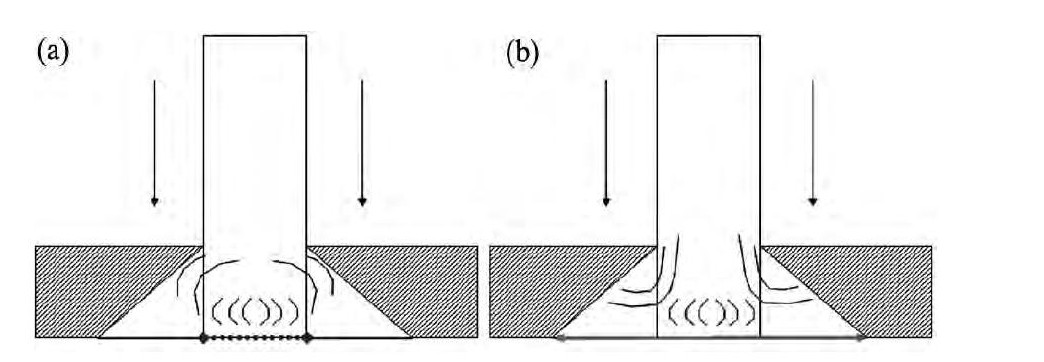
TB8钛合金丝材在进行紧固件镦制成形时,丝材头部沿模具沿四周变形,其示意图如图11所示。可以看出,当模具下型面与丝材头部端面摩擦力较大时,其端面变形难度较大,材料流动铺展较难,流线抛物线凸点更接近圆弧处表面,如图11(a);若摩擦力较小时,其端面变形较容易,因此端面向四周铺展变形,与圆角同向的流线更发达,如图11(b)。
图1 1 TB8钛合金紧固件镦制成型示意图Fig.11 Mushrooming deformation diagrammatic sketch of TB8titanium alloy fastener
(a)Large friction;(b)Low friction
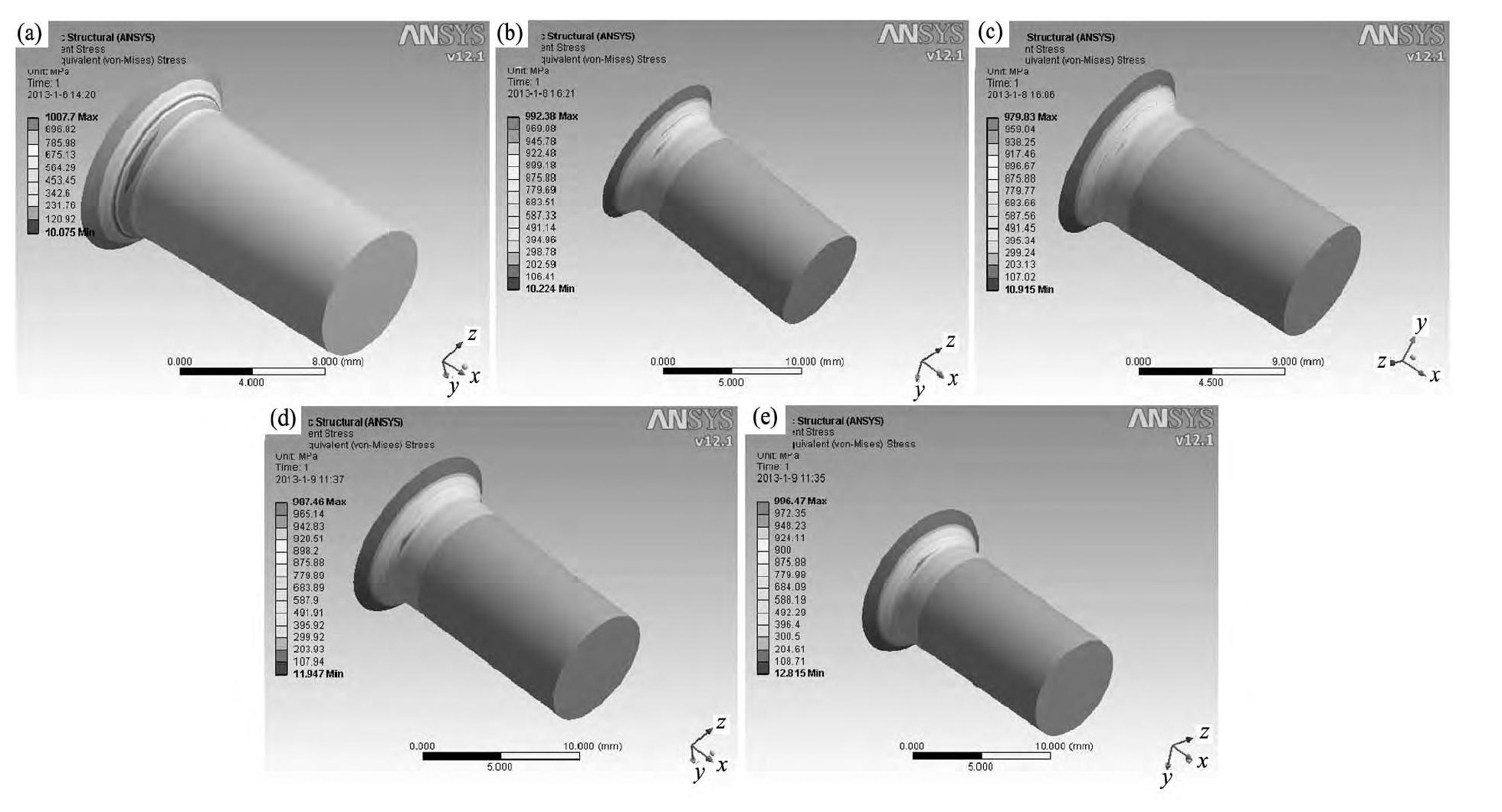
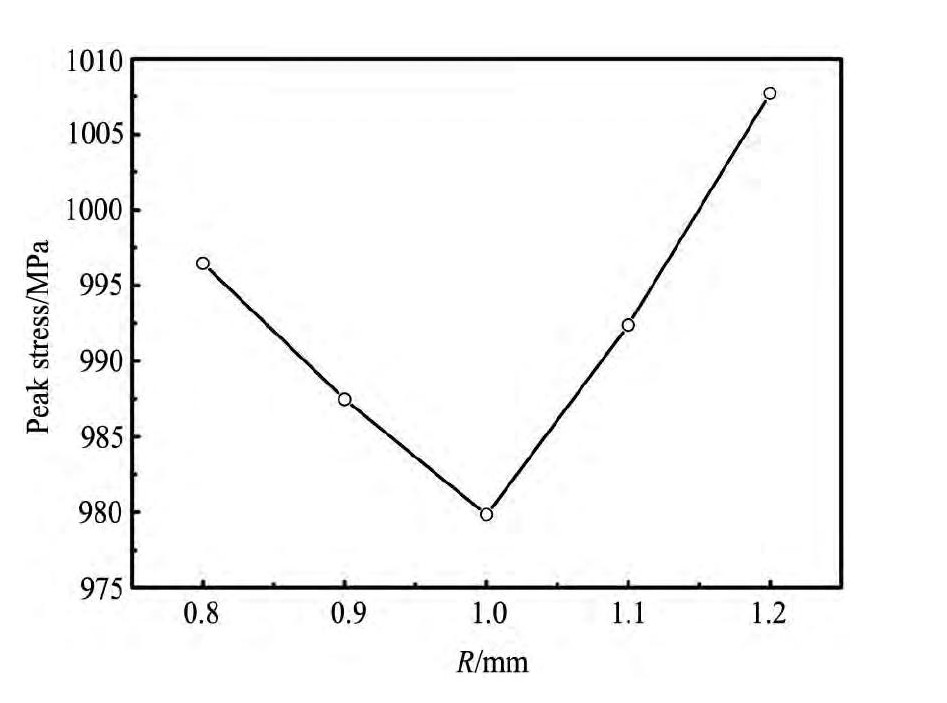
为了进一步分析TB8钛合金紧固件镦制成形时的受力情况,采用ANSYS V12.1模拟软件对镦制成型过程进行数值模拟(丝材直径采用Ф8mm,计算基于组织均匀状态进行,不考虑流线分布的影响),模拟过程中,对Ф8 mm丝材施加与实际试验测试中相同的最大拉应力12.5 k N,计算不同圆角R对应的紧固件头部附近部位的应力分布,计算结果见图12和13所示。可以看出,当圆角R=1.0 mm时,圆角处应力峰值及其分布区域最小,R=1.2 mm时,圆角处峰值及其分布区域最大。通过对比表1的疲劳试验结果,TB8钛合金紧固件样品1和2头部R均为1.1 mm,其疲劳循环周次分别在0.4万周和1.9万周时发生头部断裂;样品3头部R为1.0 mm,疲劳循环周次在6万周次时发生头部断裂;样品4试样头部R为0.9 mm,疲劳循环周次达到13万周次时未头部断裂,且样品3和4均满足技术标准的要求。因此,当R接近于1.0 mm时,紧固件头部的疲劳性能较好。同时对比样品3和4的流线分布,样品3方向转变位置(350μm)比样品6(800μm)离倒角边缘近了一半多,说明流线分布对紧固件的疲劳性能影响更大。
因此,影响TB8钛合金紧固件疲劳性能的因素主要为头部区域以及方向转变位置,通过保证沉头模具型面的光洁度与润滑度,减小镦制时丝材端面与模具型面的摩擦力,以控制紧固件头部区域流线形态,同时在满足技术要求的前提下尽量减小头部R的尺寸。
图1 2 TB8钛合金紧固件头部应力分布图Fig.12 Stress distribution of TB8 titanium alloy fastener head
(a)R=1.2;(b)R=1.1;(c)R=1.0;(d)R=0.9;(e)R=0.8
图1 3 应力峰值与R尺寸关系图Fig.13 Relation graph of peak stress and R
3结论
1.疲劳试验后完全断裂脱落的TB8钛合金紧固件(样品1和2)疲劳断口均为多源疲劳开裂,同时可见3块疲劳区域,主疲劳区扩展相对较充分,但疲劳裂纹扩展距离均较短。
2.TB8钛合金紧固件基体组织相差不大,再结晶后的β晶粒较小,且没有形成明显的晶界,合金的显微组织主要由等轴初生α相和β转变组织组成。
3.当模具下型面与TB8钛合金丝材头部端面摩擦力较大时,其端面变形难度较大,材料流动铺展较难,流线抛物线凸点更接近圆角处表面;若摩擦力较小时,其端面变形较容易,端面向四周铺展变形,与圆角同向的流线更发达。
4.通过ANSYS V12.1有限元模拟软件计算可知,当TB8钛合金紧固件圆角R接近于1.0 mm时,圆角处应力峰值及其分布区域最小,其疲劳性能较好,与疲劳试验结果相一致。
5.建议提高沉头模具型面的光洁度与润滑度,减小镦制时丝材端面与模具型面的摩擦力,控制紧固件圆角区域流线形态,同时在满足技术要求的前提下尽量减小R的尺寸。
参考文献
[1] Chen Y W.The research on microstructure and mechanical properties ofβ21S titanium alloy[J].Journal of Materials Engineering,1998,(1):11.(陈玉文.β21S钛合金的组织和性能研究[J].材料工程,1998,(1):11.)
[2] Duan Y P,Li P,Xue K M,Zhang Q,Wang X X.Flow behavior and microstructure evolution of TB8 alloyduring hot deformation process[J].Transaction of Nonferrous Metals Society of China,2007,(17):1199.
[3] Zhu Z S.Research and Development of New-Brand Titanium Alloys of High Performance for Aeronautical Applications[M].Beijing:Aviation industry Press,2013.222.(朱知寿.新型航空高性能钛合金材料技术研究与发展[M].北京:航空工业出版社,2013.222.)
[4] Zhou X H,Ma W G,Yu H Q,Zhu Z S.Thermo-mechanical processing parameters of TB8 super-high strength titanium alloy[J].Journal of Materials Engineering,2003,(8):37.(周晓虎,马文革,俞汉清,朱知寿.TB8超高强度钛合金热工艺参数研究[J].材料工程,2003,(8):37.)
[5] Yu D M.The application study of the new type titanium TB8[J].Aircraft Design,2002,(2):57.(于冬梅.新型钛合金TB8的应用研究[J].飞机设计,2002,(2):57.)
[6] Huang X,Zhu Z S,Wang H H.Advanced Aeronautical Titanium Alloys and Applications[M].Beijing:National Defense Industry Press,2012.124.(黄旭,朱知寿,王红红.先进航空钛合金材料与应用[M].北京:国防工业出版社,2012.124.)
[7] Xu T C,Peng X D,Jiang J W,Chen J,Yi H Y.Progress in welding of titanium alloy and dissimilar materials[J].Chinese Journal of Rare Metals,2014,28(4):711.(许天才,彭晓东,姜军伟,陈洁,易泓宇.钛合金连接异种材料新技术的研究应用[J].稀有金属,2014,28(4):711.)
[8] Zhang Q L,Wang Q R,Li X W.Materials selection analysis for titanium alloy fasteners in aviation industry[J].Journal of Materials Engineering,2007,(1):11.(张庆玲,王庆如,李兴无.航空用钛合金紧固件选材分析[J].材料工程,2007,(1):11.)
[9] Ferrero J G.Candidate materials for high-strength fastener applications in both the aerospace and automotive industries[J].Journal of Materials Engineering and Performance,2005,14(6):691.
[10] Boyer R R,Briggs R D.The use ofβtitanium alloys in the aerospace industry[J].Journal of Materials Engineering and Performance,2005,14(6):681.
[11] Weiss I,Semiatin S L.Thermomechanical processing of beta titanium alloys-an overview[J].Materials Science and Engineering,1998,A243:46.
[12] Sha A X,Wang Q R,Li X W.Research and application of high-strength titanium alloys used in airplane structure[J].Chinese Journal of Rare Metals,2004,28(1):239.(沙爱学,王庆如,李兴无.航空用高强度结构钛合金的研究及应用[J].稀有金属,2004,28(1):239.)
[13] Zhao Q Y,Xu F.Research progress of titanium alloy for aerospace fasteners[J].Chinese Journal of Nonferrous Metals,2010,20(S1):1021.(赵庆云,徐峰.航空紧固件用钛合金的研究进展[J].中国有色金属学报,2010,20(S1):1021.)
[14] Paul J Bania,Roy E Adams,James Stokes.Alpha-beta titanium-base alloy and fastener made therefrom[P].United States Patent:5160554,1992.
[15] Shang G Q,Wang X N,Fei Y,Li J,Zhu Z S.Heat treatment processing on microstructure and mechanical properties of TB8 alloy[J].Chinese Journal of Nonferrous Metals,2013,23(S1):433.(商国强,王新南,费跃,李军,朱知寿.热处理工艺对TB8钛合金显微组织和力学性能的影响[J].中国有色金属学报,2013,23(S1):433.)