������ʱ��: 2016-07-11 13:34
ϡ�н��� 2017,41(06),701-708 DOI:10.13373/j.cnki.cjrm.xy15112601
ʯú������ѭ����ѹ����ᷰ�����о�
�ƿ� ��һ�� �ƾ� ���� Ѧ��
�人�Ƽ���ѧ��Դ�뻷������ѧԺ����ʡҳ�ҷ���Դ��Ч������ù��̼����о�����
����Դ��Ч���ú���ʡЭͬ��������
ժ Ҫ��
�Ժ���ͨɽʯú������Ϊ����, ���������Һѭ��ǰ���ѹ���������з�����������������Ϊ, ��������ѧ�ĽǶȲ�����ѭ����ѹ������ӻ��ơ��������, ��Һ�̱�1.5 ml��g-1, ����ʱ��120 min, ����ѹ��1.0 MPa, ����Ũ��12.5% (�������) , һ��ѭ�������¶�180��, ����ѭ�������¶�150��ʱ, ���������ס��������ʷֱ�Ϊ84.56%, 32.74%, 60.69%, 5.83%, ������Ũ��15% (�������) �����¶�180������������ͬʱδѭ���������, �������������2.43%, �����ס�����������ֱ���27.74%, 22.51%, 14.13%, ��������������16.67%��ʯú��������ѹ����������, �������������˳������Ϊ:����������ʯ����ĸ����ʯ������ʯ;�����δѭ����ѹ��������, ѭ����ѹ������ʵ����ĸ�ķֶν���, ʹ��ƽ������Ŀ���������ʯ��������ת��Ϊ��ĸ������ʯ��������, �Ӷ�ʹ�ý���Һ������Ũ�ȸ���, �������������١�
�ؼ��ʣ�
��ѹ���;ʯú������;����ѧ;ѭ��;����;
��ͼ����ţ� TF841.3
����飺�ƿ� (1990-) , ��, ����������, ˶ʿ�о���, �о�����:���ﻯѧ��ȡ;E-mail:916949629@qq.com;;��һ��, ����;�绰:13907158287;E-mail:zym126135@126.com;
�ո����ڣ�2015-11-27
����������Ȼ��ѧ������Ŀ (51474162, 51404174);��������ѧ�����о���Ŀ (213025A) ����;
Impurity Reduction and Vanadium Extraction by Circulating Pressure Acid Leaching from Roasted Stone Coal
Huang Jun Zhang Yimin Huang Jing Liu Tao Xue Nannan
Hubei Provincial Engineering Technology Research Center of High Efficient Cleaning Utilization for Shale Vanadium Resource, School of Resources and Environmental Engineering, Wuhan University of Science and Technology
Hubei Provincial Collaborative Innovation Center for High Efficient Utilization of Vanadium Resources
Abstract��
The leaching behaviors of V, Al, P, Fe during the non-circulating pressure acid leaching and the circulation pressure acid leaching of Tongshan roasted stone coal were investigated, then the impurity reduction mechanism during the pressure circulating acid leaching of vanadium was clarified through thermodynamics analysis. Result showed that, under these conditions which were liquid/solid ratio of 1. 5 ml��g-1, leaching time of 120 min, pressure of 1. 0 MPa, sulfuric acid concentration of 12. 5% ( volume fraction) , the first stage leaching temperature of 180 ��, the second stage leaching temperature of 150 ��, the leaching efficiencies of V, Al, P, Fe were 84. 56%, 32. 74%, 60. 69%, 5. 83%, respectively. Compared with the non-circulating leaching for which the conditions were as follows: the sulfuric acid concentration of 15% ( volume fraction) , the leaching temperature of 180 �� and the other conditions were as same as the former, the leaching efficiency of V increased by 2. 43%, the leaching efficiencies of Al, P, Fe decreased by 27. 74%, 22. 51%, 14. 13%, respectively, and the dosage of sulfuric acid decreased by 16. 67%. In this process the sequences of leaching difficult degree of these minerals were obtained as follows: hematite > alunite > mica > apatite > calcite. Compared with the non-circulating pressure acid leaching of Mica with one stage, the circulating pressure acid leaching could make the mica be leached with more stages, which made the minerals balancing the residual sulfuric acid change from alunite, hematite to mica, alunite and hematite, and that was the key to reduce the residual sulfuric acid concentration and the Fe and Al content in the leachate.
Keyword��
pressure acid leaching; stone coal; thermodynamics; circulation; impurity reduction;
Received�� 2015-11-27
�ҹ����зḻ�ĺ���ʯú��Դ, ��Ч��ȡʯú�з������ش�[1]����ͳ�ƻ����ա�ˮ���ᷰ���ջ�����Ⱦ����, �����ʵ�, ��������̭[2]����ѹ����ᷰ���ջ�����ȾС���������̼�, ��ʯú�ᷰ����Խ��Խ������[3]����ʯú�������ѡ���Խϲ�, ����Һ���������Ӻ����ϸ�[4], ������Һ���������� (��Ҫ������������) ��������ʱ�����ȡ�����������������[5,6]����ѹ����ᷰ���ղ���ԭ����Ӧ��ǿ[2,7], ���ҿ�����Ч��߽�������, ���й㷺Ӧ��ǰ������ʯú��ѹ����Һ���������Ӻ�������[8,9], ���ȡ��ʩ���ͽ���Һ���������Ӻ�����
ѭ����ѹ������������������Ľ���Ч��, Ŀǰ������ȡͭ��п���ء��������õ��˹㷺Ӧ��, ��Ϊ�˽����������о����ȵ�[10,11]�����о��Ժ���ͨɽʯú������Ϊ����, ���������Һѭ��ǰ���ѹ���������з������������Ľ�����Ϊ, ��������ѧ�ĽǶȲ�����ѭ����ѹ������ӻ���, Ϊʯú����ᷰ���յ��Ż��ṩ�˽����
1 ʵ��
1.1 ԭ��
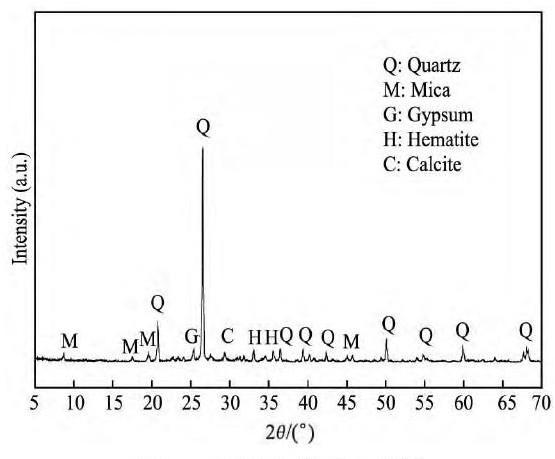
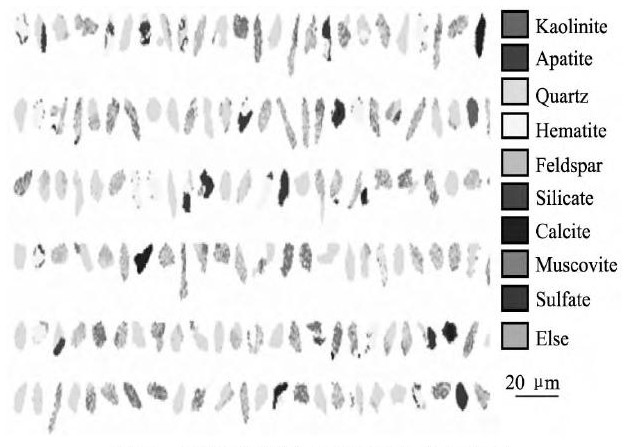
��������ԭ��ȡ�Ժ���ͨɽ, ��ʯ��850�決��60 min, ĥϸ��-0.074 mmռ80%����Ϊ����������ʯú�����������ϵ�������ԭ�ӷ������ (ICP-AES) �����������1, X�������� (XRD) ���������ͼ1, ɨ������������� (QEMSCAN) ���������ͼ2��
�ɱ�1��֪��ʯú������V2O5����Ϊ0.83%, ��Ʒλ�ϵ�;�ơ��������ֱ�Ϊ5.29%�Լ�9.81%, �ơ��������ϸ�, ˵����ʯú�������к������ʽ϶ࡣ��ͼ1��֪ʯú��������Ҫ�������ΪʯӢ����ĸ���������Լ�����ʯ, QEMSCAN������� (ͼ2) ����, ��ʯú�������л�����������ʯ����ǰ���о����[1]��֪, ����Ҫ��������ͬ����ʽ��������ĸ�����С�
1.2 ���鷽��
��ѹ��������:ȡ150 gʯú���������������Һ�̱�1.5 ml��g-1����������GSH-2�ͼ�ѹ����, ����ѹ��������, �������趨�¶�ʱ, ͨ��ʹ����ѹ���ﵽ1.0 MPa��, �������120 min, ����, �Լ���Ϊָʾ��, ����0.1 mol��L-1Na2CO3��Һ�ζ���������Һ������[12];����ICP-AES��������������������, ����������ʡ�
ѭ����ѹ������������ͼ��ͼ3��ÿ������ѭ��������, ÿ��ѭ�����������η������������������Լ�����Һ������, ȡʵ���ȶ���ķ����������Ϊʵ������
��1 ʯú��������Ҫ��ѧ�ɷ�Table 1 Main chemical composition of roasted stone coal (%, mass fraction) ����ԭͼ

��1 ʯú��������Ҫ��ѧ�ɷ�Table 1 Main chemical composition of roasted stone coal (%, mass fraction)
ͼ1 ʯú������XRDͼ��Fig.1 XRD pattern of roasted stone coal
ͼ2 ʯú������QEMSCAN�������Fig.2 QEMSCAN analysis result for roasted stone coal
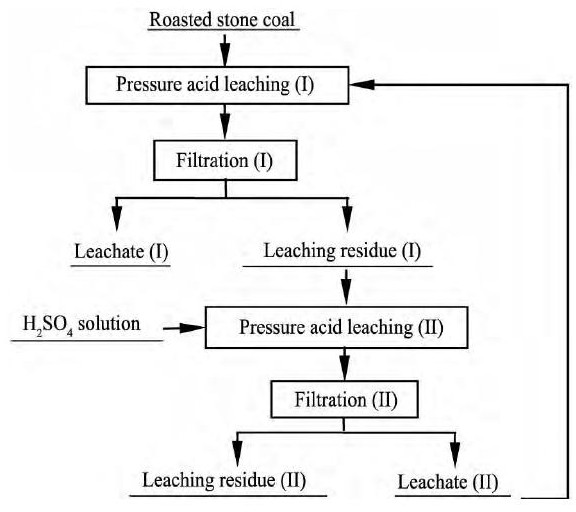
ͼ3 ѭ����ѹ�������Fig.3 Process of circulation pressure acid leaching
2 ���������
2.1 ��ѹ��������
��������Ũ��Ϊ15% (�������) ʱ, �����¶ȶԷ��������ס��������ʵ�Ӱ��ͽ����¶�Ϊ180��ʱ, ����Ũ�ȶԷ��������ס��������ʵ�Ӱ��, �����ͼ4��
��ͼ4 (a) ��֪, ���Ž����¶ȵ�����, �����������ʲ������ӡ��������¶�150��ʱ, ��������Ϊ80.51%, �������ӽ����¶�, �����������ӻ���, �������ʲ��Ͻ��͡��������¶�210��ʱ, �������ʿ�ʼѸ�����ӡ��ۺϿ��Ƿ��������ס���������ʱ, �����¶�ѡ��180��, ��ʱ���������ס��������ʷֱ�Ϊ82.13%, 60.48%, 83.20%, 19.96%��
��ͼ4 (b) ��֪, ������Ũ��Ϊ15% (�������) ʱ, ��������Ϊ82.13%, ������������Ũ�ȷ����������ӻ���, ��������Ѹ������, �������Ũ��ѡ��15% (�������) ����ͼ4 (b) ����֪, ��������Ũ�ȵ�����, ����Һ�����������, ��Ӧ��, �����������ʲ�������, �������ڸ����½���Һ����������ӻ�ʹ�������ܽ������[13], �Ӷ�ʹ�����������ױ�������������Һ�����ᳬ��4.29% (�������) ʱ, ��������Ѹ������;���ᳬ��2.75% (�������) ʱ, ��������Ѹ������, ���Ϊ�˾��������������Ľ���, ����Һ������Ӧ������2.75% (�������) ���¡�
�Բ�ͬ�¶������������ͬ����Ũ�������������XRD���������ͼ5��
��ͼ5 (a) ��֪, �����¶�С��180��ʱ, ���Ž����¶ȵ�����, ��ĸ����岻�Ͻ���, �����������ʲ�������;�������¶�180��ʱ, �������пɼ�����ʯ�����, ��ʱ, �������ʽ�������, ����������ˮ������������ʯ����ɸ��������������½���ԭ����Ӧ��, ������Ҳ��ʼ����, ����������ڲ���PO43-ȡ��SO42-���뵽����ʯ����������[14]����ͼ5 (b) ��֪, ��������Ũ�ȵ����ӽ�����������ʯ������������岻�ϼ���, ��Ӧ�������������ʲ�������, ��һ��˵������Ũ�ȵ����ӻ�ʹ������ʯ���������ܽ������, �Ӷ�ʹ�����������������ӡ�
2.2 ѭ����ѹ�������
��2.1������֪, ����Һ������Ӧ������2.75% (�������) ���²�����Ч�����������Ľ���, ����ʱ���Ľ����ʽ�Ϊ52.77%, ������ȡ��ش�ʩ�Ż�����������ֵ�[15]�о������������ѭ����ѹ��� (һ�β�������) ��ʽ����ʯúԭ�������Ч��߷��Ľ�����, Ϊ�������ͽ���Һ������, ��ȡ��ѭ����ѹ��� (һ�β���������) ��ʽ������ʯú��������
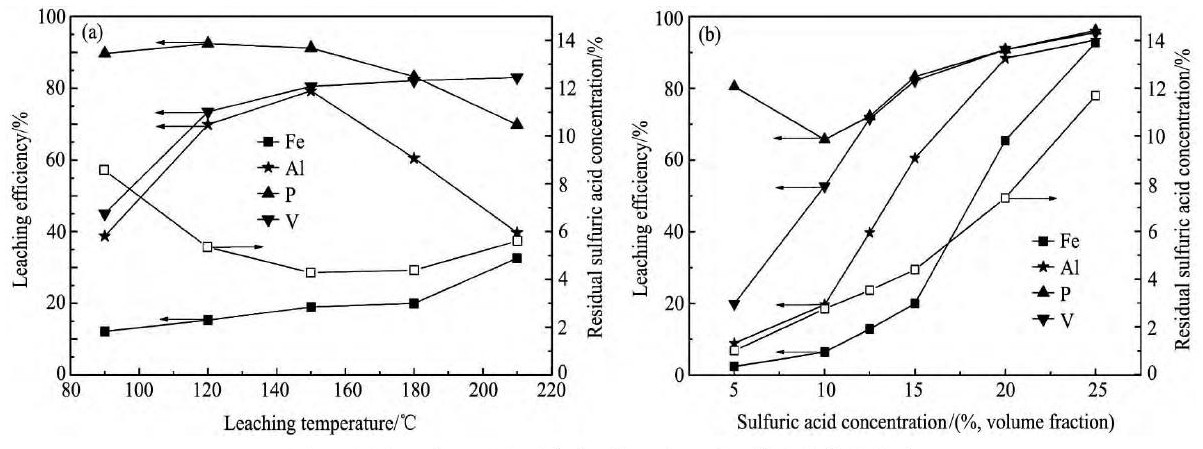
ͼ4 �����¶��Լ�����Ũ�ȶԷ��������ס��������ʵ�Ӱ��Fig.4 Effects of leaching temperatureand sulfuric acid concentration on leaching efficiency of V, Al, P, Fe (a) Leaching temperature; (b) Sulfuric acid concentration
(a) Leaching temperature; (b) Sulfuric acid concentration
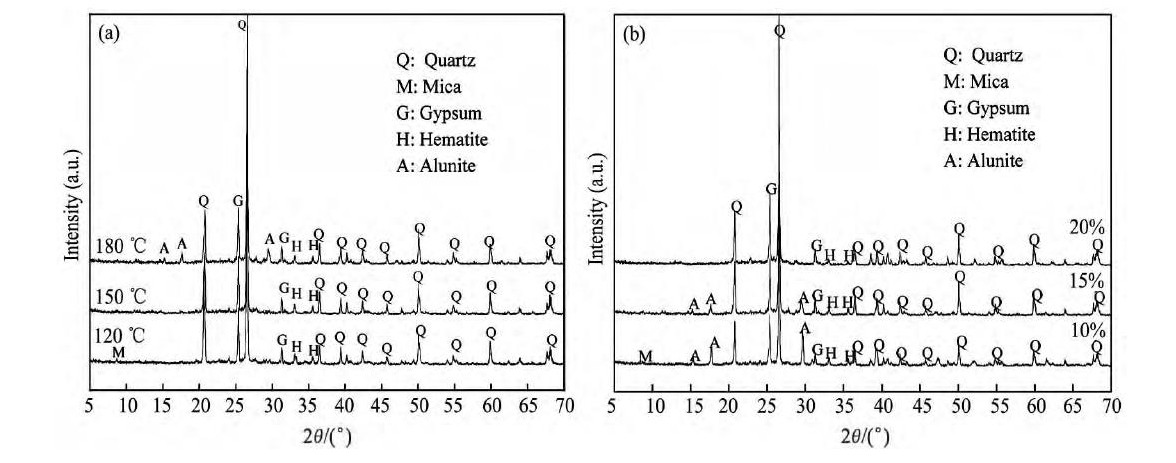
ͼ5 ��ͬ�����¶ȼ�����Ũ���½�����XRDͼ��Fig.5 XRD patterns of leaching residue at different temperatures (a) and with different sulfuric acid concentrations (b)
������Ũ��Ϊ12.5% (�������) ʱ, �ֱ��˶���ѭ�������¶�150��ʱ, һ��ѭ�������¶ȶԷ����������������ʵ�Ӱ���һ��ѭ�������¶�180��ʱ, ����ѭ�������¶ȶԷ����������������ʵ�Ӱ��, �����ͼ6��
��ͼ6 (a) ��֪, ����һ��ѭ�������¶ȵ�����, �������ʻ����ޱ仯, ���������������ʾ�����, ��һ��ѭ�������¶ȴﵽ180��ʱ, ������������Ѹ�ٽ���, ��Ҫ����Ϊ�¶ȵ������ܹ��ٽ���������ˮ������[13], ���¶�180��ʱδѭ����ѹ�����������������ʯ�������Ǻ�, ��ͼ5 (a) �����, һ��ѭ�������¶�ѡ��180�档��ͼ6 (b) ��֪, ����ѭ�������¶���90��������150��ʱ, ����������75.43%���ߵ�84.56%, ��Ҫ��Ϊ����ѭ�������¶ȵ�����ǿ������ĸ������ƻ�, ������¶�150��ʱδѭ����ѹ��������������ĸ����ʧһ��, ��ͼ5 (a) , ��˶���ѭ�������¶�ѡ��150�档
������һ��ѭ�������¶�180��, ����ѭ�������¶�150���������, ����Ũ�ȶԷ����������������ʵ�Ӱ��, �������������������XRD���������ͼ7��
��ͼ7 (a) ��֪, ����Ũ��Ϊ12.5% (�������) ʱ, ���������ס��������ʷֱ�Ϊ84.56%, 32.74%, 60.69%, 5.83%, ������������Ũ��, �����������ӻ���, ���������������ʿ�������, ������������Ũ������, �������г���������ʯ��������һ��, ��ͼ7 (d) ��������Ũ��Ӧѡ��12.5% (�������) ���Ա�����Ũ��Ϊ12.5% (�������) ʱ, ѭ������ǰ�����ʷֱ�Ϊ71.51%��84.56%, ���������������, ��Ҫ����Ϊһ��ѭ���������з���ʯ����ĸ������, ��ͼ7 (c) ��ͼ1, ʹ�ö���ѭ�������������ܹ������ƻ�ʣ����ĸ�������������¡�һ��ѭ��������, ����������51.71%������32.74%, ��������Ҳ��52.26%������5.83%, ���ͼ7 (c) ��֪, ����Ҫ����Ϊ��������������ˮ������, ��������Ӱ��������ˮ�����Ҫ���ؾ��ǽ���Һ������Ũ��[13]���Ա�ѭ������ǰ��, ����Ũ��Ϊ15% (�������) ʱ, ����Һ��������4.41% (�������) ������3.98% (�������) , ��Ӧ��, ����������19.96%������13.72%, ����������60.48%������50.82%, ��һ��˵�����ͽ���Һ������, ���Խ��ͽ���Һ��������������
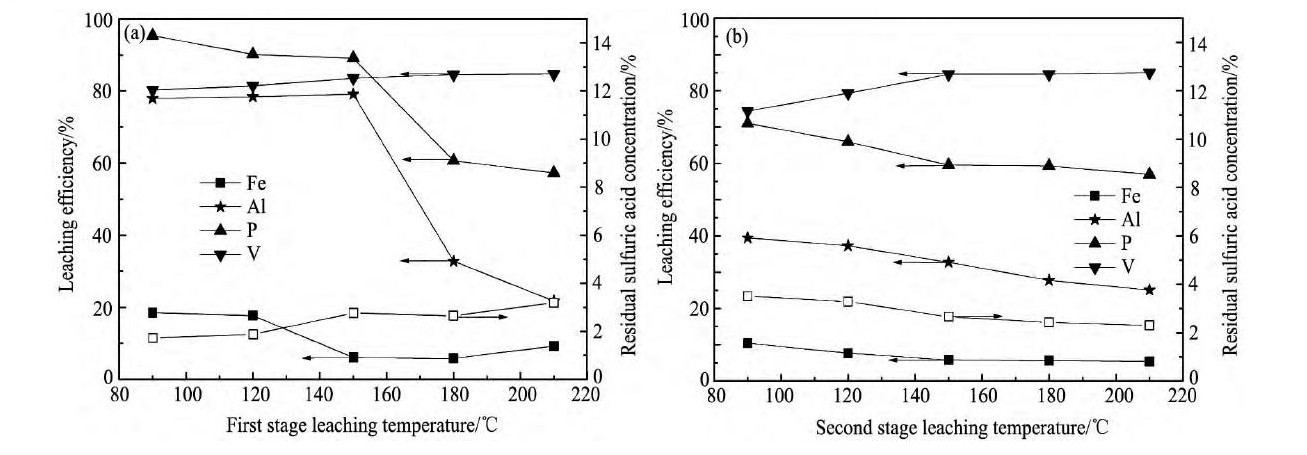
ͼ6 һ��ѭ�������¶��Լ�����ѭ�������¶ȶԷ��������ס��������ʵ�Ӱ��Fig.6 Effects of the first stage leaching temperature (a) and the second stage leaching temperature (b) on leaching efficiency of V, Al, P, Fe
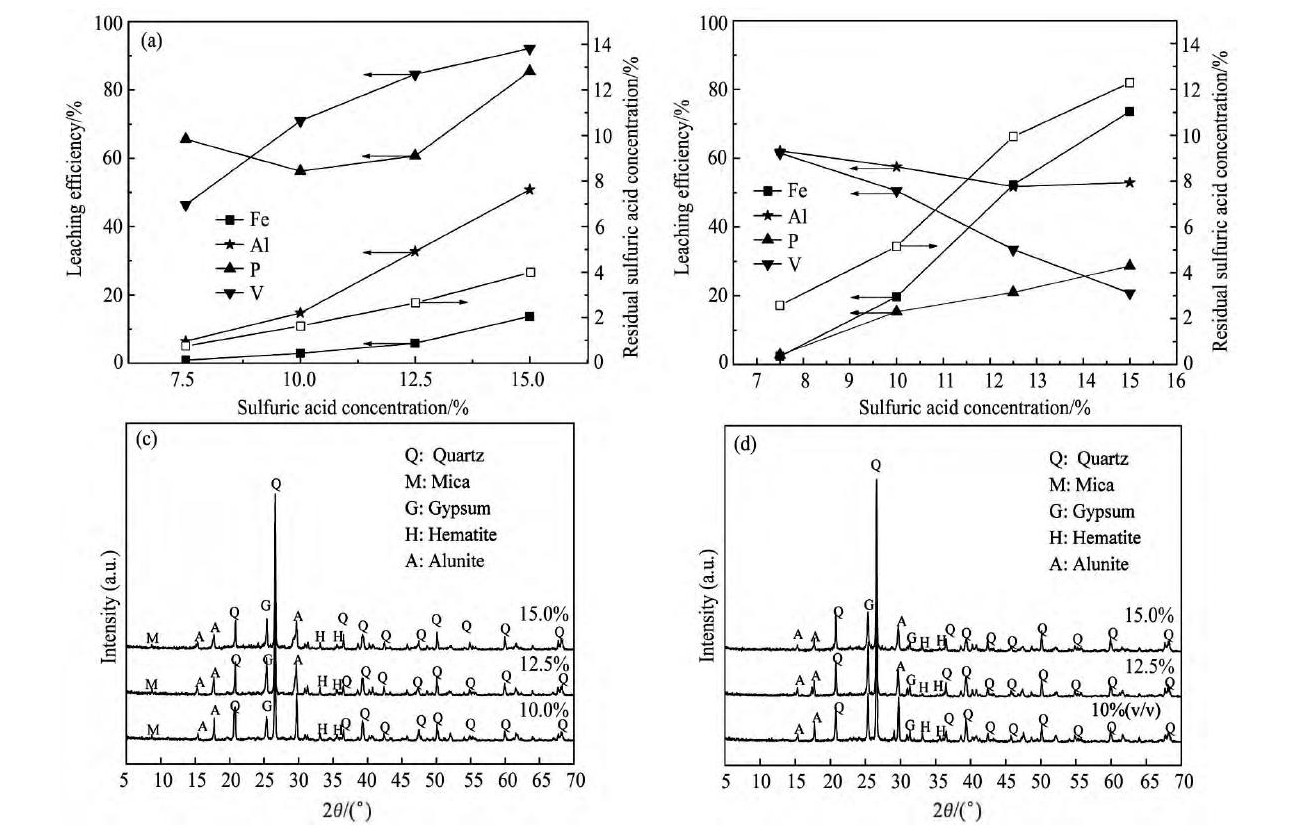
ͼ7 ѭ������������Ũ�ȶԸ��η��������ס��������ʵ�Ӱ�켰���ν�����XRDͼ��Fig.7 Effects of sulfuric acid concentration on leaching efficiency of V, Al, P, Fe and XRD patterns for optimized leaching residue (a) Effects of sulfuric acid concentration on first stage leaching efficiency of V, Al, P, Fe; (b) Effects of sulfuric acid concentration on second stage leaching efficiency of V, Al, P, Fe; (c) XRD patterns for first stage leaching residue; (d) XRD patterns for second stage leaching residue
(a) Effects of sulfuric acid concentration on first stage leaching efficiency of V, Al, P, Fe; (b) Effects of sulfuric acid concentration on second stage leaching efficiency of V, Al, P, Fe; (c) XRD patterns for first stage leaching residue; (d) XRD patterns for second stage leaching residue
2.3 ѭ����ѹ�������ѧ����
ѭ����ѹ�����Ч�����˽���Һ������, �ǽ��ͽ���Һ�������������Ĺؼ���Ϊ����̽��ѭ����ѹ����ܹ�����Ч���ͽ���Һ������Ļ���, �Լ�ѹ���������и�������������Һ�е��ȶ��Խ���������ѧ����������������ʯú�������ѧ�����Ľ��[16], �ƶ���ϵ�п��ܷ�����ƽ�ⷴӦ (1) ~ (19) ����Щ��Ӧ���漰�ĸ���ּ��ƽ�ⷴӦ (20) ~ (28) [17], ����2��
������Ӧ�Կ�������ͨʽ��ʾ[18]:

��Ӧ����˹�����ܱ仯:

��2 373~473K����Ӧ�����Ӧp HT��Table 2 p HT��of different reactions at 373~473 K ����ԭͼ
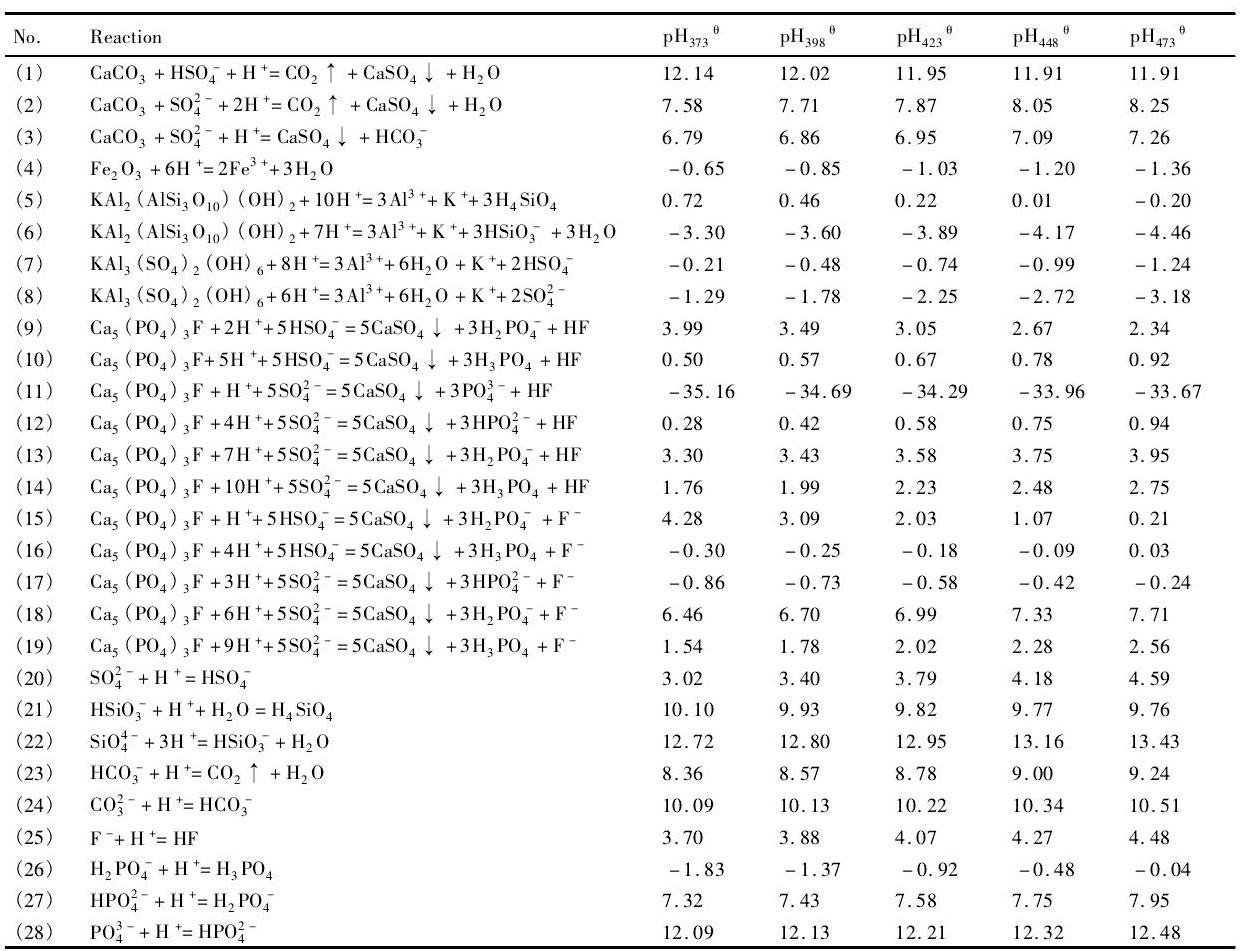
��2 373~473K����Ӧ�����Ӧp HT��Table 2 p HT��of different reactions at 373~473 K
ƽ��״̬�¦�rGT=0, ��Ӧ��

��aA=aB=1ʱ����״̬�µ�p HT����Ϊp HT����:

ʽ��, ��rGT��Ϊ��״̬�·�Ӧ����˹�����ܱ仯, J;��rGTΪ��Ӧ����˹�����ܱ仯, J;RΪĦ�����峣��, J��mol-1��K-1;TΪ�¶�, K;nΪH+�Ļ�ѧ��������
������������Һ�е��ȶ��Կ��ñ�״̬�¿������ƽ��ʱ��Ӧ����Ӧ��p HT��������, p HT��С�����Խ���, p HT�����������[19]�����ݱ���������ѧ����[20], �����˲�ͬ�¶�����������Ӧ��p HT��, ���ڱ�2�С����ڷ�Ӧ (1) ����, �漰�������CO2, HSO4-, ��Ӧ (1) ��ƽ����CO2��HSO4-�ȶ�p Hֵ��Χ��, �ɷ�Ӧ (20~28) ��֪, CO2�ȶ�p Hֵ��Χ:p H<p HT�� (23) , HSO4-�ȶ�p Hֵ��Χ:p H<p HT�� (20) , ��p HT�� (1) ������p HT�� (1) <p HT�� (20) ͬʱp HT�� (1) <p HT�� (23) , ������������p HT�� (1) >p HT�� (20) ��p HT�� (1) >p HT�� (23) , ��˷�Ӧ (1) ���DZ�״̬�·���ʯ��ƽ��ʱ��Ӧ������ͬ���ķ�������ȷ����Ӧ (2) Ϊ��״̬�·���ʯ�������ƽ�ⷴӦ��ͬ��, ����ȷ����״̬�����������������ƽ�ⷴӦ, ����ȷ����ƽ�ⷴӦ, ����������Ӧ��p HT�����¶ȵĹ�ϵ��ͼ8��
��ͼ8��֪�¶�373~473 K��Χ��, ��״̬�¸��������ƽ��ʱ��Ӧ����Ӧ��p HT���ɸߵ��͵�˳������Ϊ:����ʯ����ʯ����ĸ������ʯ��������, �����������������˳������Ϊ:����������ʯ����ĸ����ʯ������ʯ��������������Ũ�ȵ�����, ����������������ʧ˳������Ϊ:����ʯ����ĸ������ʯ, �������������ʼ�մ��� (ͼ5 (b) ) �ҽ�����:��>��>��>�� (5 (a) ) һ�¡�������[21]��֪, 180���½���120 min, ���̼���ƽ��, �ʺ������۾���ƽ��״̬��չ����

ͼ8 373~473 K�����������ᷴӦƽ��ʱ����Ӧp HT��Fig.8Reaction equilibrium p HT��of different minerals reacted with sulfuric acid at 373~473 K
Ϊ��ȫ�ƻ���ĸ����, δѭ����ѹ������������Ũ��Ϊ15% (�������) , ƽ������Ŀ���Ϊ����ʯ�������� (ͼ5 (b) ) �����֮��, ����Ũ��Ϊ15% (�������) ʱ, һ��ѭ����ѹ����ƽ���, ƽ������Ŀ���Ϊ��ĸ������ʯ��������, ��ͼ7 (c) ������ĸ����ƽ��ʱ��p HT��ֵ������ʯ���������p HT��ֵ��, ��������ʯ�����������, ��ĸ������ʯ��������ɽ�����Һ������ƽ��������, ��ѭ����ѹ����������Ũ�ȸ���, �������������١���������, �����δѭ����ѹ��������, ѭ����ѹ������ʵ����ĸ�ķֶν���, ʹ��ƽ������Ŀ���������ʯ��������ת��Ϊ��ĸ������ʯ��������, �Ӷ�ʹ�ý���Һ������Ũ�ȸ���, �������������١�
3 ����
1.Һ�̱�1.5 ml��g-1, ����ʱ��120 min, ����ѹ��1.0 MPa, ����Ũ��12.5% (�������) , һ��ѭ�������¶�180��, ����ѭ�������¶�150��ʱ, ���������ס��������ʷֱ�Ϊ84.56%, 32.74%, 60.69%, 5.83%, ������Ũ��15% (�������) �����¶�180������������ͬʱδѭ���������, �������������2.43%, �����ס��������ʷֱ���27.74%, 22.51%, 14.13%, ͬʱ��������������16.67%��
2.����ѧ����������������, ʯú��������ѹ����������, �������������˳������Ϊ:����������ʯ����ĸ����ʯ������ʯ;�����δѭ����ѹ��������, ѭ����ѹ������ʵ����ĸ�ķֶν���, ʹ��ƽ������Ŀ���������ʯ��������ת��Ϊ��ĸ������ʯ��������, �Ӷ�ʹ�ý���Һ������Ũ�ȸ���, �������������١�
�����
[1] Liu J, Zhang Y M, Huang J, Liu T, Yuang Y Z, Huang X B.Influence of mechanical activation on mineral properties and process of acid leaching from stone coal[J].Chinese Journal of Rare Metals, 2014, 38 (1) :115. (����, ��һ��, �ƾ�, ����, Ԭ����, ���ױ�.��е���ʯú�ﻯ���ʼ��ᷰ������Ӱ��[J].ϡ�н���, 2014, 38 (1) :115.)
[2] Li M T, Wei C, Qiu S, Zhou H J, Li C X, Deng Z G.Kinetics of vanadium dissolution from black shale in pressure acid leaching[J].Hydrometallurgy, 2010, 104 (2) :193.
[3] Wang F, Zhang Y M, Liu T, Huang J, Zhao J, Zhang G B, Liu J.A mechanism of calcium fluoride-enhanced vanadium leaching from stone coal[J].International Journal of Mineral Processing, 2015, 145 (10) :87.
[4] He D S, Qing F, Xu X Y.Changes of acid concentration and electric potential in acid leaching process of stone coal[J].Modern Mining, 2011, (12) :12. (�ζ���, �ط�, ������.ʯú���������Ũ�����λ�仯[J].�ִ���ҵ, 2011, (12) :12.)
[5] Xu Y B, Wang Q H, Shi Z L, Fang M X, Gao X, Luo Z Y.Crystallization conditions of ammonium aluminum sulfate from acid leachate of ash containing vanadium[J].The Chinese Journal of Process Enginnering, 2009, 9 (5) :927. (��ҫ��, ���ڻ�, ʩ����, ������, ����, ������.�����������Һ�ᾧ������Ĺ�������[J].���̹���ѧ��, 2009, 9 (5) :927.)
[6] Yang H, Mao L Q, Xue X X, Liu D.Effect of impurities on precipitating ammoninm poly-vanadate[J].Iron Steel Vanadium Titanium, 2013, 34 (3) :13. (���, ë��ǿ, Ѧ����, ����.�������ӶԳ������淋�Ӱ��[J].��������, 2013, 34 (3) :13.)
[7] Zhang G Q, Zhang T A, L��G Z, Zhang Y, Liu Y, Xie G.Extraction of vanadium from LD converter slag by pressure leaching process with titanium white waste acid[J].Rare Metal Materials and Engineering, 2015, 44 (8) :1894.
[8] Deng Z G, Wei C, Fan G, Li M T, Li C X, Li X B.Extracting vanadium from stone-coal byoxygen pressure acid leaching and solvent extraction[J].Nonferrous Metals Society of China, 2010, (20) :118.
[9] Xue N N, Zhang Y M, Liu T, Huang J, Huang J.Comparison of atmosphere pressure acid leaching and oxide pressure acid leaching for vanadium extracting from mica-type stone coal[J].Metal Mine, 2014, (9) :64. (Ѧ��, ��һ��, ����, �ƾ�, �ƿ�.ij��ĸ�ͺ���ʯú��ѹ�볣ѹ����ᷰ�Ƚ�[J].������ɽ, 2014, (9) :64.)
[10] Xu B, Zhong H, Wang K T, Jiang T.Two stage adverse current oxygen pressure acid leaching of complex Cu-Pb-Zn-Ag bulk concentrate[J].The Chinese Journal of Nonferrous Metals, 2011, 21 (4) :901. (���, �Ӻ�, �����E, ����.����ͭǦп����Ͼ�������������ѹ����������п����[J].�й���ɫ����ѧ��, 2011, 21 (4) :901.)
[11] Zuo X H.Zinc sulfide concentrates oxygen pressure leaching two counter-current principle and comprehensive recovery of germanium technology[J].Hunan Nonferrous Metals, 2009, 25 (1) :26. (��С��.��п��������������ѹ����ԭ�����ۺϻ���������о�[J].������ɫ����, 2009, 25 (1) :26.)
[12] Li W, Zhang Y M, Huang J, Zhu X B, Wang Y.Separation and recovery of sulfuric acid from acidic vanadium leaching solution bydiffusion dialysis[J].Separationand Purification Technology, 2012, 96:44.
[13] Rubisov D H, Papangelakis V G.Sulphuric acid pressure leaching of laterites-speciation andprediction of metal solubilities��at temperature��[J].Hydrometallury, 2000, 58:13.
[14] Scott M S.Solid solution in, and classification of, gossan-derived members of the alunite-jarosite family, northwest Queensland, Australia[J].American Mineralogist, 1987, 72:178.
[15] Li C X, Wei C, Li M T, Fan G, Deng Z G.Process optimization of vanadium extraction from black shale by acidic oxidizing pressure leaching[J].The Chinese Journal of Nonferrous Metals, 2008, 18 (1) :84. (�����, κ��, ��F͢, ����, ��־��.ʯú��ѹ����ᷰ�����Ż�[J].�й���ɫ����ѧ��, 2008, 18 (1) :84.)
[16] Wang F, Zhang Y M, Huang J, Liu T, Zhao J, Zhang G B.Thermodynamics of fluorine to enhance leaching of vanadium from stone coal[J].Nonferrous Metals (Extractive Metallurgy) , 2013, (9) :41. (����, ��һ��, �ƾ�, ����, �Խ�, �Ź���.�����Ӵٽ�ʯú�ᷰ�������̵�����ѧ�о�[J].��ɫ���� (ұ������) , 2013, (9) :41.)
[17] Pourbaix M.Atlas of Electrochemical Equilbria in Aqueous Solutions[M].Cebelcor Brussels:Pergamon Press, 1966.452.
[18] Li H G.Hydrometallurgy[M].Changsha:Central South University Press, 2002.39. (����.ʪ��ұ��ѧ[M].��ɳ:���ϴ�ѧ������, 2002.39.)
[19] Huang F, Wang H, Li J Q, Yuan H J.Application of high temperature thermodynamics in digesting phosphateailing with high magnesium content[J].Light Metals, 2010, (5) :7. (�Ʒ�, ����, �����, Ԭ����.��������ѧ�ڸ�þ��β����������е�Ӧ��[J].�����, 2010, (5) :7.)
[20] Yang X W, He A P, Yuan B Z.The Handbook of High Temperature Aqueous Solution Thermodynamic Data[M].Beijing:Metallurgical Industry Press, 1983.17. (������, �ΰ�ƽ, Ԭ����.����ˮ��Һ����ѧ���ݼ����ֲ�[M].����:ұ��ҵ������, 1983.17.)
[21] Huang J, Zhang Y M, Huang J, Liu T, Xue N N.Study on roasting-pressure acid leaching of vanadium from stone coal[J].Metal Mine, 2015, (10) :85. (�ƿ�, ��һ��, �ƾ�, ����, Ѧ��.ʯú���ա���ѹ����ᷰ�о�[J].������ɽ, 2015, (10) :85.)

