热轧Al- Mg- Si合金厚度方向显微组织及织构梯度演化
来源期刊:稀有金属2019年第3期
论文作者:李辉 王家毅 阎昭辉 米振莉 江海涛
文章页码:265 - 273
关键词:6XXX系铝合金;织构;PSN效应;再结晶;
摘 要:通过拉伸试验、扫描电镜(SEM)、透射电镜(TEM)、 X射线衍射(XRD)等研究Al-Mg-Si热轧板材沿厚度方向显微结构及织构的变化,结果表明织构类型沿表层至中心层出现明显的变化,表层主要为剪切织构r-cube{001}<110>;中心层表现出明显的平面应变织构特征,主要为沿着β取向线的C{112}<111>, S{123}<634>和B{011}<211>织构;过渡层由于粒子诱导形核(PSN)效应,再结晶晶粒倾向于沿着大尺度第二相粒子形核长大,使晶粒择优取向性减弱,造成织构取向密度的强散射和random织构P的生成。Cube织构在平面应变条件下更容易发生,中心层cube织构的形成是由于再结晶晶核与S变形织构存在着40°<111>的特殊位向关系,择优生长模型认为晶界具有很高的迁移速度,发生择优生长,吞并相邻的S织构。
网络首发时间: 2018-06-20 08:54
稀有金属 2019,43(03),265-273 DOI:10.13373/j.cnki.cjrm.xy18030017
李辉 王家毅 阎昭辉 米振莉 江海涛
烟台南山学院工学院
山东南山铝业股份有限公司国家铝合金压力加工工程技术研究中心
北京科技大学工程技术研究院
通过拉伸试验、扫描电镜 (SEM) 、透射电镜 (TEM) 、 X射线衍射 (XRD) 等研究Al-Mg-Si热轧板材沿厚度方向显微结构及织构的变化, 结果表明织构类型沿表层至中心层出现明显的变化, 表层主要为剪切织构r-cube{001}<110>;中心层表现出明显的平面应变织构特征, 主要为沿着β取向线的C{112}<111>, S{123}<634>和B{011}<211>织构;过渡层由于粒子诱导形核 (PSN) 效应, 再结晶晶粒倾向于沿着大尺度第二相粒子形核长大, 使晶粒择优取向性减弱, 造成织构取向密度的强散射和random织构P的生成。Cube织构在平面应变条件下更容易发生, 中心层cube织构的形成是由于再结晶晶核与S变形织构存在着40°<111>的特殊位向关系, 择优生长模型认为晶界具有很高的迁移速度, 发生择优生长, 吞并相邻的S织构。
中图分类号: TG335.5
作者简介:李辉 (1983-) , 男, 山东泰安人, 博士, 副教授, 研究方向:汽车轻量化用铝合金加工过程微观组织演变及性能;电话:13385357950;E-mail:lhlwj8888@163.com;
收稿日期:2018-03-12
基金:国家重点研发计划项目 (2017YFB0306404);山东省高校科技计划项目 (J18KA028);烟台市重点研发计划项目 (2017ZH081) 资助;
Li Hui Wang Jiayi Yan Zhaohui Mi Zhenli Jiang Haitao
College of Engineering, Yantai Nanshan University
National Engineering Rresearch Center for Plastic Working of Aluminum Alloys, Shandong Nanshan aluminum Co., Ltd.
Engineering Research Institute, University of Science and Technology Beijing
Abstract:
The textures and microstructure evolution along thickness direction in an Al-Mg-Si aluminum alloy thick sheet were studied through mechanical property tests, scanning electron microscopy (SEM) , transmission electron microscopy (TEM) and X-ray diffraction (XRD) measurements. The results revealed that the texture types were quite different from surface to center. The shear texture components r-cube {001}<110> mainly existed in the surface layer. However, the plane strain textures belonged to β fiber including C{112}<111>, S{123}<634> and B{011}<211> dominated the center layer. It was generally accepted that the recrystallization grains in the transition layer were inclined to nucleate and grow taking along micro-scale particles due to precipitation simulate nucleation (PSN) effects during hot rolling process, which induced the strong radiation of orientation densities and the occurrence of random textures P{011}<122>. In addition, the formation ofcube textures in the center layer were attributed to the nearly 40°<111> misorientation between S components and cube oriented recrystallization grains. The micro-growth model (OG) predicted that such grain boundaries with this misorientation appeared to have high mobility, enabling them to gain a local size advantage as compared to any alternative non-cube nuclei and took possession of adjacent S texture components.
Keyword:
6XXX series aluminum alloy; texture; PSN effect; recrystallization;
Received: 2018-03-12
随着国家交通运输业和航天业的快速发展, 铝合金因其优异的综合性能和高环保性在国民经济中占据愈发重要的地位
热轧作为铝合金板材轧制生产过程中关键的第一步, 对板材的最终性能有显著影响
众多学者针对不同合金体系的铝合金进行了实验研究, 对轧制织构、 剪切织构和再结晶织构的演化进行了较为详尽的论述, 但对于织构组分沿厚度方向的演化存在不同观点, 因此明确铝合金在热轧过程中组织及结构的演化对铝合金热加工工艺的制定尤为重要。 本文选用20 mm厚的Al-Mg-Si系铝合金热轧厚板为研究对象, 通过拉伸试验、 扫描电镜 (SEM) 及X射线衍射 (XRD) 试验研究热轧板材显微结构及织构梯度沿厚度方向的变化, 并探讨其形成的主要因素及可能的形成机制, 从而为制定合理的热加工工艺提供理论依据和实验基础。
1 实 验
试验用Al-Mg-Si合金 (Al 97.50%, Mg 0.732%, Si 0.723%, Mn 0.53%, Cr 0.16%, Fe 0.229%, Cu 0.073%, Ti 0.05%; 质量分数) 采用50 kg真空感应熔炼炉进行熔炼。 将真空感应熔炼炉的铸锭切成100 mm×100 mm×100 mm尺寸的板坯, 加热到570 ℃保温8 h, 进行均匀化处理。 将均匀化后的坯料多道次热轧成20 mm厚的铝板, 轧制温度470 ℃, 总的道次压下量为80%。 其中, 每道次之间进行温度补偿处理, 保证轧制温度。 从表层至中心逐层切割, 每层约3.1 mm厚, 依次编号为Ⅰ, Ⅱ, Ⅲ, Ⅳ, 如图1所示。
XRD分析的试样表面经磨抛后进行适当电解抛光 (抛光液: 5%高氯酸+95%酒精, 体积分数) , 去除线切割引起的应变层。 采用Bruker D8X射线衍射仪 (XRD) 测量织构与物相, 靶材为Cu靶, 电压40 kV, 电流40 mA。 通过反射法测量{111}, {200}, {220}面的不全极图, 合成标准极图, 并计算取向分布函数 (ODF) , 通过Jade6.0软件分析物相变化。 所有表层经机械研磨抛光后通过Keller试剂 (1.0 ml HF, 1.5 ml HCl, 2.5 ml HNO3, 95 ml H2O) 深腐蚀, 采用Quanta 450FEG场发射环境扫描电子显微镜 (FE-SEM) 对不同层的形貌和析出相进行观察, 并通过EDS能谱仪进行相分析, 扫描电镜 (SEM) 照片中的粒子尺寸统计通过Image Pro Plus软件完成。 力学性能在CMT5105型拉伸机上进行, 拉伸速率为1 mm・min-1, 为了试验的准确性, 抗拉强度和断后伸长率的结果取3次试验平均值, 拉伸试样标准按照GB/T228-2010进行加工。 利用Quanta 450FEG场发射环境扫描电子显微镜上配备的电子背散射衍射 (EBSD) 组件进行电子背散射衍射测试, 并用HKL-Channel 5软件分析再结晶和大、 小角度晶界比例。
图1 Al-Mg-Si铝合金热轧厚板沿厚度方向分层示意图
Fig.1 Hierarchical schematic diagram of hot rolling Al-Mg-Si aluminum alloy thick sheet through-thickness
2 实验结果
2.1 不同厚度层拉伸性能及结构特征
图2为经热轧处理后, 不同厚度层的工程应力-应变曲线。 其中, Ⅰ-Ⅱ为表层区, 抗拉强度σb和断后伸长率δ分别为152 MPa和11.9%; Ⅱ-Ⅲ为板厚的四分之一区 (过渡层) , 抗拉强度σb和断后伸长率δ分别为150 MPa和7.6%; Ⅲ-Ⅳ为中心区, 抗拉强度σb和断后伸长率δ分别为145 MPa和12.1%。 抗拉强度σb和断后伸长率δ沿板厚方向变化显著。 轧制过程中, 由于轧辊与轧件间的摩擦作用和温度扩散不均匀导致的温度梯度、 表层至中心的形变差异, 引起铝合金基体中沿厚度方向发生不同程度的动态、 静态再结晶。

图2 不同厚度层的应力-应变曲线
Fig.2 Stress-strain curves of different layers
图3示出了不同厚度层XRD图谱, 因为Ⅱ和Ⅲ层具有相近的织构组分和体积分数, 因此二者中选择Ⅲ作为分析研究对象。 在扣除铜基体峰后各层均为面心立方结构的纯铝峰, 分别对应纯铝的 (111) , (200) , (220) , (311) 和 (222) 晶面, 各层中衍射峰未随着厚度层变化而消失。 但在各层中, 不同晶面衍射峰强度之间存在较大差别。 各层中衍射峰强度的变化表明在基体中沿厚度方向晶面取向发生变化。 同时, 图3中衍射峰未出现明显的宽化现象, 说明沿厚度方向平均晶粒尺寸相当, 未因为沿板厚的温度梯度而引起晶粒尺寸的显著变化。 另外, 在截面Ⅲ处出现两个较细小的衍射峰, 通过SEM形貌观察、 EDS能谱扫描并结合Jade分析, 该衍射峰分别对应Mg2Si相和AlMn (Fe) Si相如图3中所示。
2.2 不同厚度层织构变化
图4为实验铝合金经多道次保温热轧处理后的取向分布函数 (ODF) 图。 从表层 (Ⅰ) 至中心层 (Ⅳ) , 总的织构强度不断增强, 但织构类型确出现较大变化。 根据相关文献

图3 不同厚度层晶面衍射和物相分析
Fig.3 Crystalline plane diffractions and phase analysis of different layers

图4 不同厚度层取向分布函数 (ODF)
Fig.4 Orientation distribution function (ODF) of different layers
(a) Ⅰ layer; (b) Ⅱ layer; (c) Ⅲ layer; (d) Ⅳ layer
为了进一步定量地说明织构类型及含量随板厚的变化特征, 分别采用β取向线 (图5) 和典型织构组分的体积分数 (图6) 来表明。 图5为铜型织构沿β取向线的分布, 从图5中可知, 自表层至中心层 (Ⅰ~Ⅳ) , 轧制织构特征随着厚度增加更加显著。 S取向极密度值虽然仍随厚度层增加而增强, 但其趋势较缓, 远低于B取向和C取向的极密度值, 这与部分文献
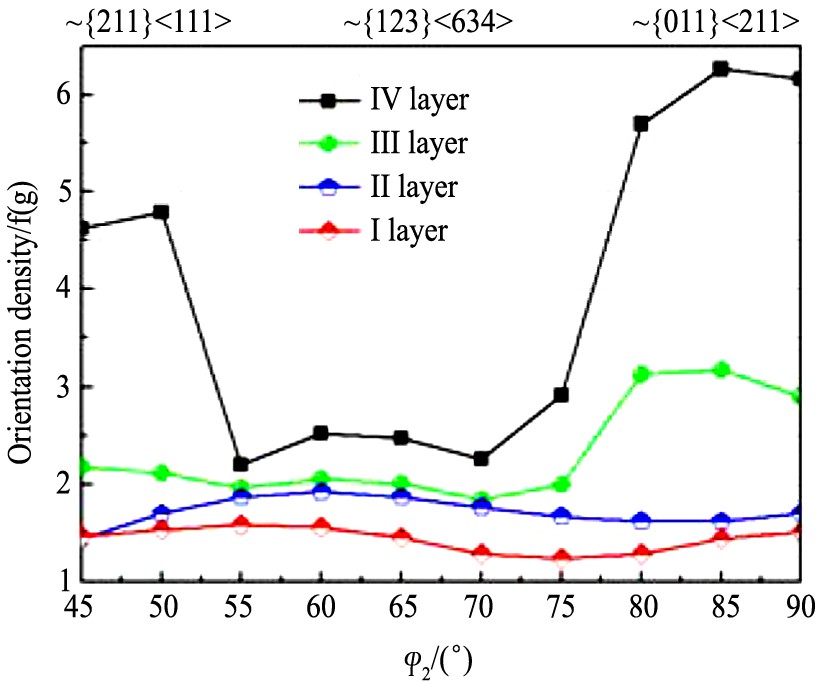
图5 不同厚度层β取向线分析
Fig.5 β-fiber orientation lines analysis through-thickness
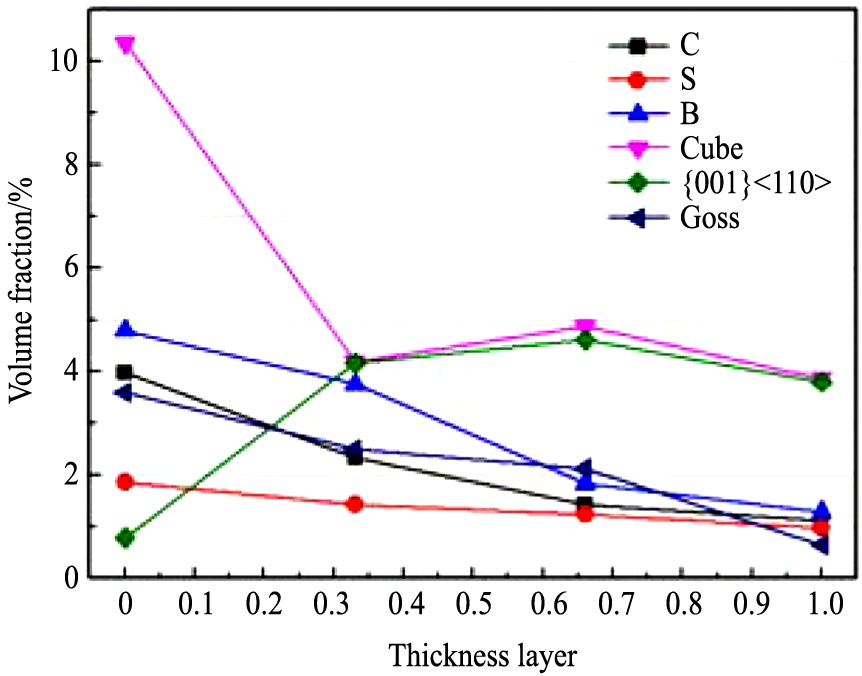
图6 不同厚度层典型织构体积分数变化
Fig.6 Changes of volume fraction of typical texture components through-thickness
Ⅰ-1; Ⅱ-0.6; Ⅲ-0.3; Ⅳ-0
3 分析与讨论
Al-Mg-Si系板材的成型性能与晶体织构组分及含量密切相关, 一般来说, 强烈的再结晶织构显著降低成形性。 同时合金成分, 如Fe和Mn等, 容易形成粗大的第二相粒子, 其尺寸、 形态和分布等对织构的产生及演化有重大的影响。 热轧时, 金属内部既有以位错运动为特征的塑性变形, 也有以回复、 形核和晶粒长大为特征的动、 静态再结晶同时或交替进行, 分别生成形变织构和再结晶织构。 大量研究表明热轧织构的组分主要受到摩擦作用和轧辊几何尺寸的影响。 当1<l/h<5时, 板材组织中主要以均匀性织构为主, 当l/h>5或<1时, 剪切织构组分容易在表层生成, 其中l为接触长度 (轧辊与工件的接触长度) , h为轧件厚度
3.1 多尺度粒子协同作用机制
Al-Mg-Si系铝合金含有大量第二相, 可显著影响铝合金的再结晶过程。 AlFeMnSi等尺度大于0.5 μm的颗粒可通过粒子诱导形核 (precipitation simulate nucleation, PSN) 机制为再结晶提供形核位点, 使再结晶容易发生, 有利于随机取向晶粒的生成, 同时Mg2Si、 富Mn相等微小尺度颗粒通过Zener拖拽作用抑制晶界移动, 阻碍再结晶晶粒长大
式中, γGB为晶界能, PD为形变储存能, PZ为弥散颗粒Zener钉扎力, α为有序常数, ρ为颗粒密度, Gb为界面能, FV为颗粒体积分数, dp为颗粒直径。
由式 (1) 可知, 若PZ增大, 则再结晶不易发生, 而PZ受到小颗粒体积分数 (FV) 和直径 (dp) 的影响, 因此, 合理控制细小弥散相的尺寸、 体积分数和分布是影响再结晶晶粒显微结构和织构的关键因素。
由图7可知, 第二相粒子在不同厚度层的分布显著不同, 在图7 (b, c) 的过渡层 (Ⅱ, Ⅲ) , 第二相粒子分布更加均匀, 平均数量密度约为1×103~1×104 mm-2, 而在表层图7 (a) (Ⅰ) 和中心层图7 (d) (Ⅳ) , 第二相粒子分布不均匀, 平均数量密度仅约为1×102~1×103 mm-2, 主要成分为Mg2Si相和AlMn (Fe) Si相。 表层和中心层纳米尺度粒子的TEM显微组织, 这些纳米尺度第二相粒子表明了该合金中典型的纳米析出相, 根据能谱分析, 其主要相为AlSiCu相、 AlSiMnCr相等。 显微组织中的第二相主要来源于结晶相在轧制过程中的破裂, 均匀化时由非平衡凝固引起的弥散析出和形变诱导析出 (deformation induced precipitation, DIP) 导致的第二相析出。 考虑到第二相在原始组织中分布的均匀性, 因此分析过渡层第二相含量增多的原因主要为DIP导致的第二相析出, 可为PSN机制提供足够的形核位点。 因此, 分析认为图4 (b, c) 中织构取向密度的强散射和random织构P等的生成是由于PSN机制引起织构择优取向降低引起的, 这与Oscarsson

图7 不同厚度层SEM显微组织
Fig.7 SEM images of microstructures through-thickness
(a) Ⅰlayer; (b) Ⅱlayer; (c) Ⅲlayer; (d) Ⅳ layer

图8 不同厚度层TEM显微组织
Fig.8 TEM images of microstructures through-thickness
(a) Surface layer; (b) Center layer
3.2 Cube织构形成机制分析
图9为6XXX系铝合金热轧板材表层 (Ⅰ) 和中心层 (Ⅳ) 的EBSD分析, 图9 (a, c) 中晶粒类型包括再结晶晶粒、 亚结构和变形态晶粒, 在图9 (b) 表层中3种晶粒类型的体积分数分别约为30%, 60%和10%, 图9 (d) 中心层中体积分数分别约为20%, 68%和12%。 图9 (d) 中心层中再结晶晶粒体积分数小于表层, 降低了10%。 在热轧过程中, 中厚板材易于沿厚度方向变形不均匀, 虽然不均匀性随轧制温度, 轧辊尺寸, 入口厚度等变化而变化, 但总体上呈现表层应变量大, 中心应变量小的趋势, 差异可以达到 30%

图9 热轧板材EBSD分析表层
Fig.9 EBSD micrographs of hot rolling sheet
Microstructure (a) and volume fraction diagram (b) of surface layer;Microstructure (c) and volume fraction diagram (d) of center layer
由图6可知, 在中心层cube织构组分的体积分数达到最大值时, S织构组分体积分数却不同于一般平面应变的轧制织构特征
在Al-Mg-Si系铝合金工业生产过程中, 热轧板沿表面至中心层展现出不同的应变区。 本文的研究结果可较好的契合该成形操作, 剪切变形区可形成不同于平面应变区的显微结构、 织构类型及再结晶行为。 图2中抗拉强度和伸长率的变化可很好地说明这一点, 其中, 过渡层 (Ⅱ-Ⅲ) 断后伸长率δ的降低是由于DIP机制引起的第二相粒子析出, 在变形过程中容易造成应力集中, 从而引起裂纹萌生及扩展。 中心层 (Ⅲ-Ⅳ) 的抗拉强度σb较表层 (Ⅰ-Ⅱ) 和过渡层 (Ⅱ-Ⅲ) 出现了约6 MPa的降低, 分析原因认为, 虽然表层和过渡层的再结晶程度高于中心层, 但由于轧制变形的不均匀性, 表层和过渡层具有比中心层更高的位错密度, 因此加工硬化程度较中心层高, 从而导致抗拉强的的升高。 另一方面, 中心层具有比表层和过渡层更高的织构强度尤其cube织构的加强也应是中心层抗拉强度降低的原因之一。 基于此, 在板材热轧过程中可通过改善润滑条件、 轧制工艺 (压下量、 温度) 等来获得理想的显微结构和织构组分, 以达到控制板材最终性能的目的。
4 结 论
1. 织构类型沿表层至中心层出现明显的变化, 表层主要为剪切织构r-cube{001}<110>, 中心层表现出明显的平面应变织构特征, 主要沿着β取向线的C {112}<111>取向, 通过S {123}<634>取向特征, 向B {011}<211>取向转变, 但其中S {123}<634>织构含量很少, 仅为1.86%。 过渡层表现出一定的β取向线分布特征, 同时存在着部分剪切织构组分形成{111}<110>, {111}<112>及{112}<110>的剪切织构组分。
2. 相较表层和中心层, 过渡层因DIP效应具有大量微米级第二相粒子, 可为PSN机制提供足够的形核位点, 热轧时再结晶晶粒倾向于沿着大尺度第二相粒子形核长大, 并形成无择优取向晶粒, 造成织构取向密度的强散射和random织构P等的生成。
3. Cube织构在平面应变条件下更容易发生, 择优生长模型可较好解释等温热轧厚板中cube织构的形成机制。 中心层cube织构的形成是由于再结晶晶核与S变形织构存在着40°<111>的特殊的位向关系, 晶界具有很高的迁移速度, 发生择优生长, 吞并相邻的S织构。
参考文献

