网络首发时间: 2016-07-07 16:14
稀有金属 2017,41(09),949-954 DOI:10.13373/j.cnki.cjrm.xy16031003
Al-Li-Cu-Mg-Zn-Ag合金的热变形特征与加工图研究
孙宝庆 闫晓东 杨胜利 姚勇
北京有色金属研究总院国家有色金属复合材料工程技术研究中心
西南铝业(集团)有限责任公司
摘 要:
采用Gleeble1500热模拟试验机对Al-Li-Cu-Mg-Zn-Ag合金进行等温热压缩实验, 研究其在变形温度范围为300500℃, 应变速率范围为0.00110 s-1内的热变形行为。分析了合金流变曲线特征, 构建该合金在真应变分别为0.1, 0.3和0.5时的加工图并讨论了真应变为0.5时的安全区和失稳区组织特征。结果表明:Al-Li-Cu-Mg-Zn-Ag合金的流变曲线分为过渡变形阶段和稳态变形阶段, 流变应力的数值随变形温度的升高而减小, 随应变速率的增加而增大;3种真应变下的加工图显示, 能量耗散因子具有相似的变化趋势, 均在高温低速区达到峰值, 失稳区覆盖的范围随应变量的增加而增大, 当真应变为0.5时, 失稳区参数为变形温度300480℃, 应变速率0.0110.00 s-1;当真应变为0.5时, 安全区以动态回复组织为主, 有少量动态再结晶, 失稳区组织出现了局部流变带;在变形量较小 (真应变0.5) 的情况下, 建议Al-Li-Cu-Mg-Zn-Ag合金热加工工艺为变形温度范围410480℃, 应变速率范围0.0030.100 s-1。
关键词:
Al-Li合金;热变形;加工图;安全区;失稳区;
中图分类号: TG115.6;TG146.21
作者简介:孙宝庆 (1990-) , 男, 山东临沂人, 硕士研究生, 研究方向:铝锂合金;E-mail:sbqworking@163.com;;闫晓东, 教授;电话:010-61770559;E-mail:yxd@grinm.com;
收稿日期:2016-03-15
基金:国家重点基础研究发展计划项目 (2013CB619208) 资助;
Hot Deformation Characteristics and Processing Map of Al-Li-Cu-Mg-Zn-Ag Alloy
Sun Baoqing Yan Xiaodong Yang Shengli Yao Yong
National Engineering and Technology Research Center for Nonferrous Metals Composites, General Research Institute for Nonferrous Metals
Southwest Aluminum ( Group ) Co., Ltd.
Abstract:
To investigate the hot deformation characteristics of Al-Li-Cu-Mg-Zn-Ag alloy, isothermal hot compression tests were performed in a wide range of temperatures ( 300 ~ 500 ℃) and strain rates ( 0. 001 ~ 10. 000 s-1) on Gleeble1500. Processing maps at true strain of 0. 1, 0. 3 and 0. 5 were built. Micrographs of the safety area and instability area at true strain of 0. 5 were analyzed. True stress-true strain curves which included transitory stage and steady stage showed that flow stress increased with the increase of strain rate and the decrease of temperature. Processing maps showed that energy dissipation factors at true strain of 0. 1, 0. 3, 0. 5 had the similar growth trend and reached the peak value at high temperature low strain rate area. The proportion of instability area rose with the increase of true strain and the deformation parameters of instability area at true strain of 0. 5 were 300 ~ 480 ℃, 0. 01 ~ 10. 00 s-1.Micrographs showed that safety area contained structure of dynamic recovery with much less dynamic recrystallization and local plastic deformation occurred in instability area. Hot deformation parameters were suggested as 410 ~ 480 ℃, 0. 003 ~ 0. 100 s-1 when true strain was less than 0. 5.
Keyword:
Al-Li alloy; hot deformation; processing map; safety area; instability area;
Received: 2016-03-15
与商业2XXX和7XXX系铝合金相比, Al-L系合金具有低密度、高比强度和优秀的强度重量比等特点, 使用Al-Li合金后, 可使结构件重量减轻10%~20%, 同时使刚度提高15%~20%, 这对于追求轻量化和有效载荷的航空航天领域有着重要意义, 因此, 过去几十年来, Al-Li系合金一直吸引着世界范围内的研究兴趣[1,2,3,4]。目前, 我国已研制出多种牌号的Al-Li系合金, 包括2090, 2195, 2197和2A97等, 并已将Al-Li系合金应用于大飞机项目中[5,6]。
热变形过程中, 材料的流变应力随应变量的变化特征揭示了材料的组织演化机制和塑性变形特点。加工图基于动态材料模型理论, 利用流变应力数据进行绘制, 描述材料在高温变形时, 组织变化同变形参数之间的关系, 对于热加工工艺制定与优化有重要指导意义[7,8]。近年来, 国内外诸多学者对多种Al-Li合金进行了热变形流变行为方面的研究[9,10,11], 张飞等[12]构建了2099Al-Li合金的加工图, 研究了安全区和失稳区的组织特征, 并给出了热加工工艺优化参数;Reddy等[13]建立了喷射及热等静压成形Al-Li合金的加工图。目前, 国内未见对Al-Li-Cu-Mg-Zn-Ag合金热变形及加工图的相关研究, 本文通过在热模拟机上对Al-Li-CuMg-Zn-Ag合金的等温热压缩试验获得了合金流变曲线, 构建加工图, 分析安全区和失稳区金相组织, 并给出合金适宜的加工工艺建议。
1 实验
实验用Al-Li-Cu-Mg-Zn-Ag合金由西南铝业集团提供, 化学成分如表1所示。铸锭于 (495℃, 24 h) + (515℃, 24 h) 制度下均匀化热处理后机加工为Φ10 mm×15 mm的热压缩试样。等温热压缩实验在Gleeble1500热模拟机上进行, 试样两端贴石墨片以减小与压头之间的摩擦, 利用自身电阻进行加热, 升温速率为5℃・s-1, 变形前保温3 min, 变形温度为300, 350, 380, 410, 450和500℃, 应变速率为0.001, 0.010, 0.100, 1.000和10.000 s-1, 真应变量为0.7, 并做部分真应变为0.5的实验用于组织分析, 变形结束后立即水淬以保留变形组织。沿与压缩轴平行的方向将变形后的试样从中间剖开, 使用Keller's试剂腐蚀后在POLYVER-MET金相显微镜 (OM) 上观察显微组织。
2 结果与讨论
2.1 真应力-真应变曲线
图1为Al-Li-Cu-Mg-Zn-Ag合金在不同变形条件下的真应力真应变曲线。
表1 实验合金主要化学成分Table 1Chemical compositions of Al-Li-Cu-Mg-Zn-Ag alloy (%, mass fraction) 下载原图

表1 实验合金主要化学成分Table 1Chemical compositions of Al-Li-Cu-Mg-Zn-Ag alloy (%, mass fraction)
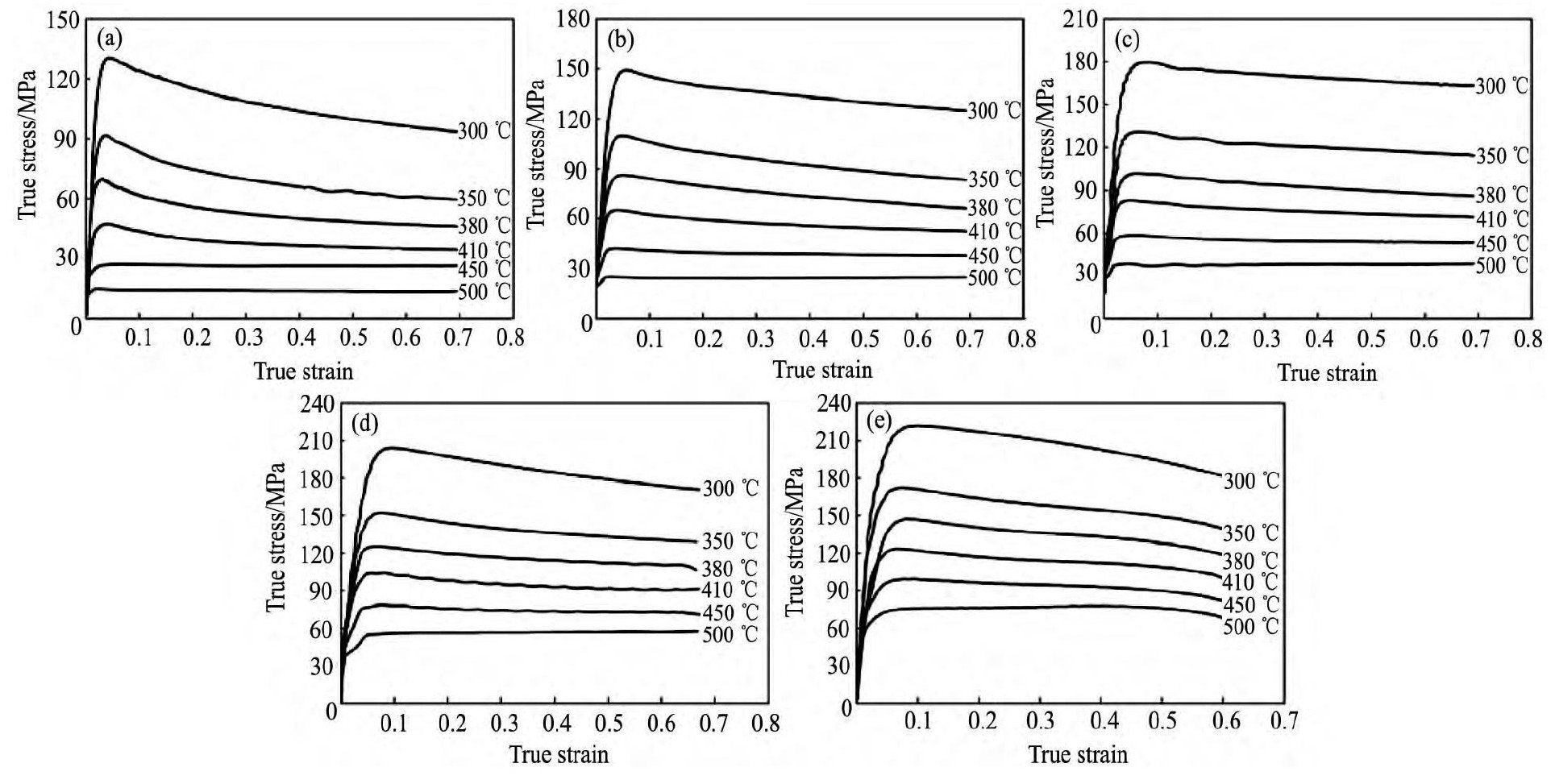
图1 合金在不同应变速率下的真应力-真应变曲线Fig.1 True stress-true strain curves of tested alloy at different strain rates
(a) 0.001 s-1; (b) 0.010 s-1; (c) 0.100 s-1; (d) 1.000 s-1; (e) 10.000 s-1
可以看出, 合金的流变应力随变形温度的升高而减小, 随应变速率的增加而增大。流变曲线整体上经历了两个阶段的发展, 以峰值应力的出现为界, 分为过渡变形阶段和稳态变形阶段。在过渡变形阶段, 随着应变量逐渐增加, 位错迅速增值, 位错之间发生重叠、堆积和缠结, 阻碍位错运动, 产生加工硬化。另一方面, 螺位错的交滑移会引起异号位错相消, 但是其软化效果远不足以抵消位错增值带来的硬化效果, 整体表现为合金变形抗力增大, 真应力数值迅速增加, 直至达到峰值应力[14]。应变量继续增大, 峰值应力出现以后, 合金中空位浓度增加, 刃型位错的攀移起到了越来越大的软化作用, 当软化作用逐渐与硬化作用相平衡, 甚至略超过硬化作用时, 流变曲线达到稳态变形阶段[15,16], 表现在真应力数值并不随应变量的增加而继续增加, 而是趋于一个定值或是略有下降。
2.2 加工图
2.2.1 加工图构建
加工图的构建建立在动态材料模型以及大应变连续塑性变形力学、不可逆热动力学和失稳准则之上, 包括能量耗散图和失稳图。动态材料模型 (DMM) [17,18]认为, 热加工工件在塑性变形过程中, 可视为非线性功率耗散体, 其将外界输入的总能量 (P) 消耗于以下两个方面:一部分用于塑性变形引起黏塑性热 (G) ;另一部分用于组织变化 (J) 。两个部分的关系可用下式表示:

式中σ,  分别表示应力与应变速率。定义应变速率敏感参数m表示G和J两种能量形式在总能量中所占的比例, 即:
分别表示应力与应变速率。定义应变速率敏感参数m表示G和J两种能量形式在总能量中所占的比例, 即:

式中T为变形温度。当材料为理想线性功率耗散体时, m=1, 此时J出现最大值Jmax。定义无量纲参数能量耗散因子η=J/Jmax, 用以表示材料能量耗散特征, 其与应变速率敏感参数m的关系为:

一定应变量时, η在变形温度与应变速率的二维平面上的等值线图即为能量耗散图。
需要指出的是, 能量耗散图中, 能量耗散因子η的值并非越大越好, 因为在不利于热加工的失稳区也有可能存在能量耗散因子的极大值。因此, 很有必要在加工图中绘制出加工失稳区。Prasad根据不可逆热力学极值原理建立的材料失稳判据如下:

式中,  为失稳系数, 在温度与应变速率的二维平面上绘出失稳系数为负的区域即为失稳图。将能量耗散图与失稳图叠加便得到加工图。
为失稳系数, 在温度与应变速率的二维平面上绘出失稳系数为负的区域即为失稳图。将能量耗散图与失稳图叠加便得到加工图。
本文研究了Al-Li-Cu-Mg-Zn-Ag合金在真应变为0.1, 0.3和0.5时的加工图, 如图2所示。
图2中灰色越深的区域, 代表能量耗散因子的值越高, 阴影覆盖的区域为失稳区。图2中可以看出, 3种不同真应变下的加工图, 其能量耗散因子的等高线具有相似的变化趋势, 即η的值在低温高速区均出现极小值, 随着变形温度的升高和应变速率的降低, η的值逐渐增大, 并在高温低速区, 也就是加工图的右下角区域出现极大值。失稳区域的范围随着真应变的增加而不断增大, 且均出现在加工图的左上角区域, 各真应变下的失稳区域所在的变形参数范围为:真应变为0.1时, 变形温度300~380℃, 应变速率0.1~10.0 s-1;真应变为0.3时, 变形温度300~410℃, 应变速率0.01~10.00 s-1;真应变为0.5时, 变形温度300~480℃, 应变速率0.01~10.00 s-1。
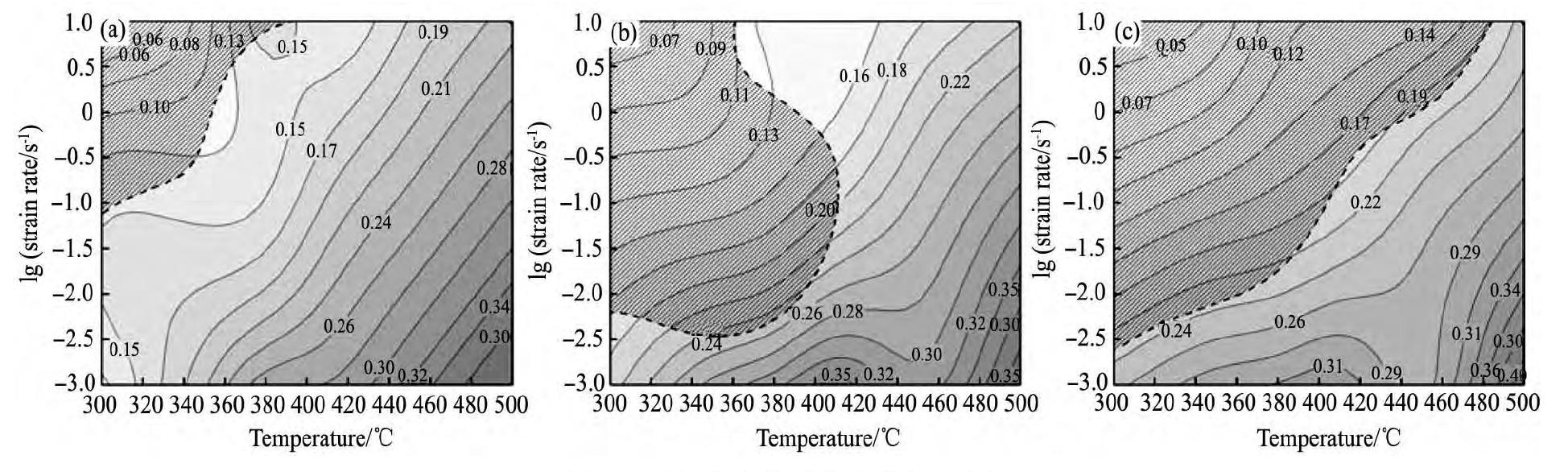
图2 不同真应变时合金的加工图Fig.2 Processing maps at different true strains (a) 0.1; (b) 0.3; (c) 0.5
加工图中不同的区域代表热变形时材料不同的组织演化机制, 因此加工图分析需要借助组织观察。本文对真应变为0.5时的加工图及其对应的组织进行了分析。
2.2.2 加工安全区分析
图3为Al-Li-Cu-MgZn-Ag合金在应变量为0.5时的加工安全区组织, 变形条件分别为:450℃, 0.001 s-1;500℃, 0.001 s-1。两者均位于加工图中能量耗散因子的峰值区域。图3中可以看出, 大部分晶粒变形均匀, 并未发现局部流变带或绝热剪切带等失稳组织。其中, 当合金在450℃, 0.001 s-1条件下变形时, 如图3 (a) 所示, 相当部分的晶界呈现出波浪形, 这是晶界弓出形核的表现形式, 说明在此变形条件下, 合金有动态再结晶的迹象;当应变速率保持不变, 温度升高到500℃, 如图3 (b) 所示, 合金中表现出波浪形晶界的晶粒数目增多, 晶界变得模糊不清, 动态再结晶的迹象更加明显。由于变形温度升高, 合金热激活作用增强, 位错的滑移和攀移更易进行, 位错的对消和重组也更彻底, 这些都有利于亚晶形成与发展, 从而有助于动态再结晶形核长大。值得指出的是, 图3中并未发现明显的再结晶晶粒, 可见合金在耗散效率的峰值区变形时, 动态再结晶并不占主导地位, 而以动态回复机制为主。

图3 不同变形条件下的安全区组织Fig.3 Micrographs of safety area for tested alloy compressed at different conditions
(a) 450℃, 0.001s-1; (b) 500℃, 0.001s-1
2.2.3 加工失稳区分析
图4为Al-Li-Cu-MgZn-Ag合金在真应变为0.5时的加工失稳区组织, 变形条件分别为:350℃, 10 s-1;350℃, 1 s-1。图4中可以看出, 合金晶粒被严重拉长, 变形组织极不均匀。当合金在350℃, 10 s-1条件下变形时, 如图4 (a) 所示, 在变形区的中部可以观察到明显的局部流变带, 呈现出局部塑性流动特征;当变形温度不变, 应变速率下降到1 s-1, 如图4 (b) 所示, 变形区中部同样存在局部流变带, 只是其范围有所减小。由此可知, 合金在低温高速区变形时, 容易发生局部塑性失稳, 表现为局部流变带的出现, 且当应变速率升高时, 由于局部温升来不及扩散, 导致绝热效应突出, 局部流变带范围更大, 失稳现象更严重。
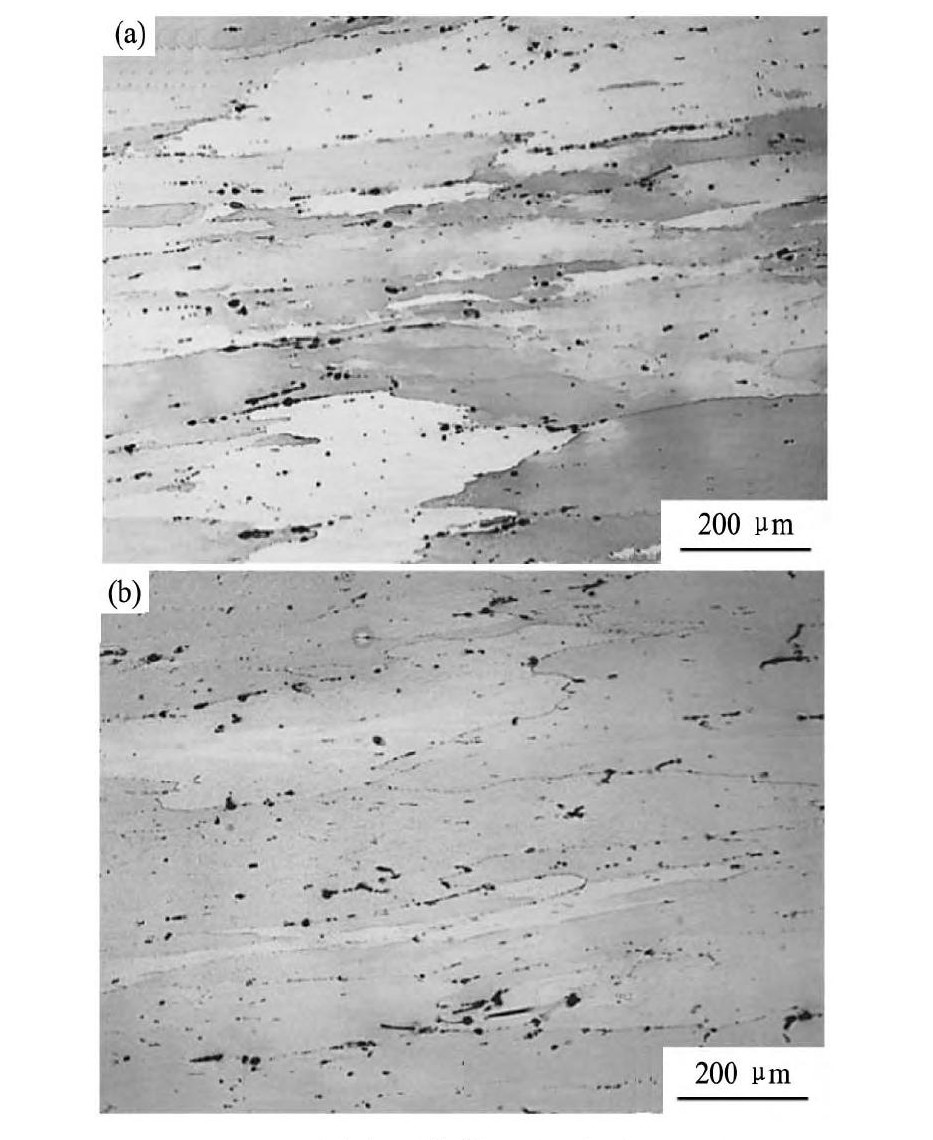
图4 不同变形条件下的失稳区组织Fig.4Micrographs of instability area for tested alloy com-pressed at different conditions
(a) 350℃, 10 s-1; (b) 350℃, 1 s-1
2.2.4 加工图中的其他区域
图5为Al-Li-CuMg-Zn-Ag合金在真应变为0.5时, 不同变形条件下的组织。其中, 图5 (a) 变形条件为450℃, 0.1 s-1, 在加工图中处于失稳区的外围附近, 可以看到合金晶粒被明显拉长, 虽然没有出现局部流变带, 但是变形组织并不均匀;图5 (b) 变形条件为410℃, 0.01 s-1, 在加工图中的位置靠近能量耗散效率的峰值, 可以看到合金没有出现失稳组织, 且晶粒未被拉长, 组织均匀, 晶界相对清晰, 未发现波浪形态的晶界, 说明在该条件下变形时, 合金未发生动态再结晶。
2.3 热加工工艺建议
热加工工艺的选择应该避开加工图中的失稳区, 并且尽量挑选安全区中能量耗散因子的峰值区域。但对于本文研究的Al-Li-Cu-Mg-Zn-Ag合金来说, 由图3中安全区的组织可以看出, 合金在能量耗散因子的峰值区域进行热变形时, 以动态回复为主, 同时会有少量动态再结晶发生, 这样得到的组织为动态回复与动态再结晶的混合组织。这种不均匀的混合组织对于热加工制品的使用性能存在不利影响。另外, 由图2中3种真应变量下的加工图可知, 能量耗散因子的峰值区域对应着更高的变形温度, 这意味着实际热加工时工件需要加热至更高的温度, 造成生产效率下降。结合之前有关图5 (b) 的论述, 在靠近能量耗散因子峰值的区域进行热变形可得到均匀的动态回复组织, 这有利于热加工制品获得优良的使用性能, 同时可提高生产效率。基于此, 给出以下热加工工艺建议:热加工变形程度不大 (真应变0.5) 时, 变形温度范围410~480℃, 应变速率范围0.003~0.100 s-1。
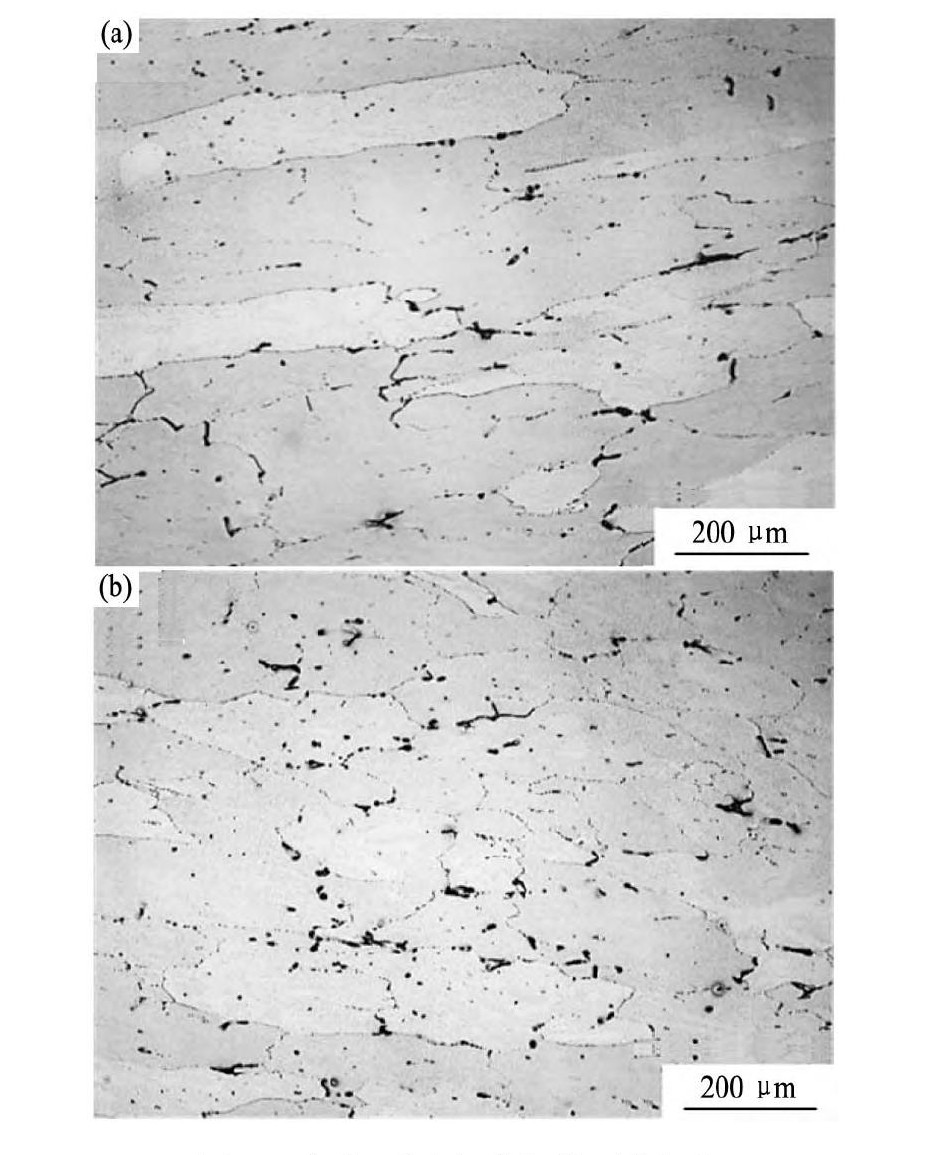
图5 合金不同变形条件下的组织Fig.5 Micrographs of tested alloy compressed at different con-ditions
(a) 450℃, 0.1 s-1; (b) 410℃, 0.01s-1
3 结论
1.Al-Li-Cu-Mg-Zn-Ag合金流变曲线以峰值应力的出现为界, 分为过渡变形阶段和稳态变形阶段。流变应力随变形温度的升高而减小, 随应变速率的增加而增大。
2.不同真应变下的加工图失稳区参数范围:真应变为0.1时, 变形温度300~380℃, 应变速率0.1~10.0 s-1;真应变为0.3时, 变形温度300~410℃, 应变速率0.01~10.00 s-1;真应变为0.5时, 变形温度300~480℃, 应变速率0.01~10.00 s-1。真应变为0.5时, 合金安全区以动态回复组织为主, 存在少量动态再结晶;失稳区组织的主要失稳形式为局部流变带。
3.合金的热加工工艺建议为:热加工变形程度不大 (真应变0.5) 时, 变形温度范围410~480℃, 应变速率范围0.003~0.100 s-1。
参考文献
[1] Rioja R J.Fabrication methods to manufacture isotropic Al-Li alloys and products for space and aerospace applications[J].Materials Science and Engineering:A, 1998, 257 (1) :100.
[2] Starke E A, Sanders T H, Palmer I G.New approaches to alloy development in the Al-Li system[J].Journal of Metals, 2013, 33 (8) :24.
[3] Gupta R K, Nayan N, Nagasireesha G.Development and characterization of Al-Li alloys[J].Materials Science and Engineering:A, 2006, 420 (1) :228.
[4] Jabra J, Romios M, Lai J, Lee E, Setiawan M, Lee E W, Witters J, Abourialy N, Ogren J R, Clark R, Oppenheim T, Frazier W E, Esaid O S.The effect of thermal exposure on the mechanical properties of 2099-T6 die forgings, 2099-T83 extrusions, 7075-T76 51plate, 7085-T7452 die forgings, 7085-T7651 plate, and2397-T87 plate aluminum alloys[J].Journal of Materials Engineering and Performance, 2006, 15 (5) :601.
[5] Yang S L, Shen J, Yan X D.Flow behavior and constitutive equations in isothermal compression of Al-Cu-LiMg-Mn-Zn-Ag alloy[J].Chinese Journal of Nonferrous Metals, 2015, 25 (8) :2083. (杨胜利, 沈健, 闫晓东.Al-Cu-Li-Mg-Mn-Zn-Ag合金的热变形流变行为与本构方程[J].中国有色金属学报, 2015, 25 (8) :2083.)
[6] Li H Y.Alloy Designing and Study of Microstructure and Properties of a Al-Li Alloy for Aerospace and Aviation[D].Changsha:Central South University, 2007.45. (李红英.航空航天通用型铝锂合金的成分设计和组织结构与性能研究[D].长沙:中南大学, 2007.45.)
[7] Li Z D, Lin C G, Cui S.Hot deformation behavior and processing map of V-5Cr-5Ti alloy[J].Chinese Journal of Rare Metals, 2015, 39 (3) :207. (李增德, 林晨光, 崔舜.V-5Cr-5Ti合金的热变形行为及加工图[J].稀有金属, 2015, 39 (3) :207.)
[8] Prasad Y, Rao K P, Sasidhar S.Hot Working Guide:A Compendium of Processing Maps[M].Cleveland:ASM International, 2015.101.
[9] Jata K V, Semiatin S L.Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys[R].Air Force Research Lab Wright-Patterson AFB OH Materials and Manufacturing Directorate, 2000.743.
[10] Liu D H, Xu B X, Li J C, Change C.Experimental study on the forming limit diagram (FLD) of 2198 AI-Li alloy sheet at warm state[J].Journal of Plasticity Engineering, 2015, 22 (3) :28. (刘大海, 徐必信, 黎俊初, 常春.2198铝锂合金板材温热成形极限实验研究[J].塑性工程学报, 2015, 22 (3) :28.)
[11] Zhang F, Shen J, Yan X D.High-temperature flow behavior modeling of 2099 alloy considering strain effects[J].Transactions of Nonferrous Metals Society of China, 2014, 24 (3) :798.
[12] Zhang F, Sun J L, Shen J.Processing map of 2099 alloy deformed at high temperature[J].Rare Metal Materials and Engineering, 2014, (7) :1610. (张飞, 孙建林, 沈健.2099合金热变形加工图研究[J].稀有金属材料与工程, 2014, (7) :1610.)
[13] Reddy G J, Srinivasan N, Gokhale A A.Processing map for hot working of spray formed and hot isostatically pressed Al-Li alloy (UL40) [J].Journal of Materials Processing Technology, 2009, 209 (18) :5964.
[14] Luo J, Li M Q, Ma D W.The deformation behavior and processing maps in the isothermal compression of 7A09aluminum alloy[J].Materials Science&Engineering A, 2012, 532 (3) :548.
[15] Lin Y C, Chen X M.A critical review of experimental results and constitutive descriptions for metals and alloys in hot working[J].Materials&Design, 2011, 32 (4) :1733.
[16] Wang Z J, Qi L H, Zhou J M, Guan J T, Liu J.A constitutive model for predicting flow stress of Al18B4O33w/AZ91D composite during hot compression and its validation[J].Computational Materials Science, 2011, 50 (8) :2422.
[17] Prasad Y V R K, Seshacharyulu T.Modelling of hot deformation for microstructural control[J].International Materials Reviews, 1997, 43 (6) :243.
[18] Prasad Y V R K, Seshacharyulu T.Processing maps for hot working of titanium alloys[J].Materials Science&Engineering A, 1998, 243 (S1-2) :82.

