������ʱ��: 2015-04-07 09:27
ϡ�н��� 2016,40(05),460-466 DOI:10.13373/j.cnki.cjrm.2016.05.009
������������Ԥ������Ӳ�ʺϽ߱�����ʯͿ����ǿ�ȵ�Ӱ��
������ ���� ��ӥ ���� ����� Ԭ��
���ϿƼ���ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
��Ӳ�ʺϽ߱���������ʯͿ��������������������������ܵ���Ч;��,Ȼ���ڽ��ʯͿ��������������ڵ��������ܴ�ʯī�����ᵼ��Ϳ��-����֮��������,Ϳ�㵶�����ܱ仵���������ֵ�������Ԥ��������(������������Ԥ������������������Ԥ����)�ʹ�ͳMC�Լ�Ԥ�������������ܵ��к�����,�ֱ���ܵĶۻ�Ч�������ʯͿ��ṹ������Ĥ-�����ǿ�ȷ���3��������жԱ��о����������:������������Ԥ��������700�淴Ӧ�¶�������Ħ������Ϊ77.24%,ʵ���˵��¸�������,�ҹ��ռ�,�õ�����ԭ�ӵ���Ѷۻ�Ч��,ͬʱͨ�����ִ�����Ӳ�ʺϽ߱�����Ʊ����⻬�������ǿ�������ʯͿ��,������������Ԥ�����Ǹ��ƽ��ʯͿ��Ӳ�ʺϽ����ܵ���Ч�ֶΡ�
�ؼ��ʣ�
MPCVD;������������Ԥ������;�����ʯĤ;Ӳ�ʺϽ�;
��ͼ����ţ� TG711;TG174.445
����飺������(1985-),��,�Ĵ��㰲��,˶ʿ�о���,�о�����:CVD���ʯ�о�;E-mail:guokong.20055430@163.com;;����,����;�绰:13547133815;E-mail:wangbing67@163.com;
�ո����ڣ�2014-12-01
����������Ȼ��ѧ����ίԱ�����й����������о�Ժ���ϻ�����Ŀ(U1330127);������Ȼ��ѧ���������ѧ������Ŀ(11205127)����;
Adhesion Between Diamond Film and Cemented Carbide Affected by Plasma Boronitriding Pretreatment
Liu Xinglong Wang Bing Xiong Ying Xu Li Han Wenhong Yuan Wen
School of Materials Science and Engineering,Southwest University of Science and Technology
Abstract��
To improve the life and performance of tungsten carbide cutting tools,applying diamond coating on their surface is a new and useful approach,while the most difficult obstacle lies in the existence of cobalt in the cemented carbide substrate which would catalyze the growth of graphite between coating and substrate,and weakening their adhesion. To overcome this problem,two plasma pretreatment methods( plasma boronitriding pretreatment,plasma boronizing pretreatment) and a typical traditional pretreatment method( MC-pretreatment) were applied to attenuate the adverse effect of cobalt. Three aspects including the passivating effect for cobalt,structure of diamond coating,film-substrate bonding strength correlated with different pretreatments were researched relatively. The results indicated that for the plasma boronitriding pretreatment methods,high boron-doped amount of 77. 24% and the best cobalt-fastened effect could be obtained at low temperature of 700 �� in relatively simple process. Furthermore,the smooth and hard bonding nano-crystalline diamond coating on the pretreated substrate could be prepared for better usability,which proved that the plasma boronitriding pretreatment was an effective approach for improving the adhesion between diamond coating and cemented carbide substrate.
Keyword��
MPCVD; plasma boronitriding pretreatment; nano-crystalline diamond coating; cemented carbide;
Received�� 2014-12-01
���żӹ����Ϸ�Χ�IJ�������,����Ӳ�ʺϽߵ�ʹ�����������������Ѳ�������ӹ�����Ҫ,�����з���һ�ָ�Ӳ�ȡ�����ĥ�ԡ���������Ϳ�����ϡ�������֪,���ʯ����Ȼ����Ӳ����ǿ��һ�ֲ���,��߸ߵ���ĥ���ܺ͵͵�Ħ��ϵ��,����Ϊ��Ӳ�ʺϽ�Ϳ�����ѡ����[1,2,3]��Ŀǰ�㷺Ӧ�õĽ��ʯͿ����������ǻ�ѧ���������(CVD),�������о��������ʯ����������,�ڸ���������Ӳ�ʺϽ�ճ�����е���ԭ�ӻ�ϵشӻ����ڲ���ɢ������,��Щ��ԭ�ӽ���ʯī����γ�,���ƽ��ʯ�������,�Ӷ�����������ʯͿ���뵶������ǿ��,��һ������Ϳ�㵶�ߵ��������ܺ�����[4]��
Ŀǰ���ж�������Ӳ�ʺϽ�������ɢ����ЧӦ��Ԥ��������������,����MC(Murakami��Caro�Լ�)�������������ʴ�������ɲ㷨�ȡ���Ȼ��ЩԤ��������������Ӳ�ʺϽ���������ʯͿ�������,�����Դ��ڲ���ؽ����������⡣��MC����ʹ�������������ܶ��϶,�������ʯͿ�㵶�ߵ���ѧǿ��,ͬʱ�ϱ������ܲ�Ҳ����Ч��ֹ�����ڲ�����ԭ���ڵ����������������������ɢ[5];���������ʴ���ڳ��ܡ���̼��ͬʱ���������������������µĿ�,�������ͻ����Ӳ��,�����ڸ����»����ڲ�����ԭ��Ҳ��������ɢ����������ʯī������[6,7];���ɲ㷨���ո��ӡ��ɱ���[8]��
�ۻ����ǽ�������չ��һ���µ�Ӳ�ʺϽ߱���Ԥ��������,�������Ԥ�������ա��ȶ���Ч�Ķۻ��㡢���õ�Ϳ��-����������Ϊ���������о����ȵ㡣�ۻ��������е�����ս�����Ӧ�õý�Ϊ�㷺�����Դ��ںܶ��֮����:�����¶ȸ�,�����ȡ������о����õ�������������Ԥ����,��������B2H6,N2�ڽϵ͵��¶��²������Լ��ߡ����Լ�ǿ��B,Nԭ��,����ٺ��W-Co-C�������ɾ��ȡ����ܵ����ܶۻ��㡣�����������ռ�㡢������ǿ,�ܸ��õ���߽��ʯ�κ��ʱ�֤���ʯ����������,�ϴ�������Ĥ-���������
1 ʵ��
1.1 ԭ���ϼ�����
��ʵ������ʹ�õ�WC-6%Co(YG6)ƽ����Ӳ�ʺϽ߳ߴ�Ϊ15 mm��15 mm��5 mm�����Ƶ�ʯӢ����ʽ���������廯ѧ�������(MPCVD)װ�����ڽ��е������������������Լ����ʯͿ�����,������Ϊ2 k W,Ƶ��Ϊ2.45 GHz��
1.2 ����Ԥ��������
��������������Ԥ������:��MPCVDװ����,�����������������������������Ӧ��Դ�������������ʡ��������¶ȡ�����ʱ��ֱ�Ϊ:����400 ml��min-1������30 ml��min-1������25 ml��min-1��1.4 k W��700�桢2 h��������������Ԥ������������������,������Դ��Ϊ:����400 ml��min-1������60 ml��min-1��Ϊ�˶ԱȲ�ͬԤ����������Ч��,�ֲ����˴�ͳ��MC��������MC��Ԥ����:��Ӳ�ʺϽ�����Murakami�Լ��н��ݳ���30 min,ȡ��������Caro�Լ����ݳ���1 min����ÿ��Ԥ����������,��Ԥ��������Ӳ�ʺϽ����ں��н��ʯ��(�ߴ�Ϊ1~10��m)�ļ״�������Һ�г���30 min�Ը����κˡ�
1.3 ���ʯͿ���Ʊ�
��Ԥ�������κ˵�Ӳ�ʺϽ�����MPCVDװ���н��н��ʯͿ��ij���,������Ϊ1.9k W,������ѹΪ8 k Pa,��Ӧ��ԴΪ���������顢���,���м������ԼΪ1%~3%,������ԼΪ90%,����Ϊ����������ʱ��Ϊ5 h,�������¶�Ϊ700~800�档����������,�����ݶȽ���:ÿ��10 min���ʽ���150 W,ͬʱ����������ѹ,�Ա�����Ӧ���ľۼ���
1.4 �ṹ�����ܱ���
������ɨ��羵(FE-SEM,Zeiss Ultra 55)���ڹ۲�Ԥ������Ӳ�ʺϽߵı�����ò�Լ����ʯͿ�㾧���ߴ��,����ɫɢX���߹�����(EDX)���ڷ���Ԥ���������Ԫ�غ���;ɨ��̽������(AFM)���ڼ��Ԥ������Ӳ�ʺϽ���ı���ֲڶ�;X����������(XRD)���ڷ���Ԥ������Ӳ�ʺϽ��������,�ص��ע��������Ԫ�صĴ�����ʽ;��������������(In Via)���ڻ�ȡ̼������ʽ��Ϣ;������ά��Ӳ�ȼ�(VTD512)���ڼ��Ԥ������Ӳ�ʺϽ����Ӳ���Լ����ʯͿ��Ľ����;������CK6136I���س��������ʯͿ��Ӳ�ʺϽߵij���ʵ��,��������Ϊ:ZAl Si12��
2 ���������
2.1 Ԥ������Ӳ�ʺϽߵĽṹ����������
ͼ1��2�ֱ������δ�����Ͳ�ͬԤ������Ӳ�ʺϽߵ�XRD���仨����SEM��Ƭ����ͼ1(a)���Կ���,δ��������ԭʼӲ�ʺϽ���Ҫ����WC��(PCPDF No.51-0939)��������Co��(PCPDF No.15-0806),EDX����������δ������������ԭ��Ħ������Ϊ5.37%������Ҳ�۲쵽����������Ti C��(PCPDF No.32-1383),���������Դ�ڵ����Ʊ������е����ʡ���SEM��Ƭ����(ͼ2(a)),δ������Ӳ�ʺϽ߱����WC��͵���Co��Ľ��������ɼ�,�ʵ��͵�ճ����Ӳ�ʺϽ���ò��ͨ���Ա�ͼ1(a)��(b),���־�����ͳ��MC�Լ���Ԥ������,Ӳ�ʺϽ��еĵ���Co���Ti C������������Ա���,����MC�Լ�������Ч�����Ӳ�ʺϽ߱����ĵ���Co��Ti C�ࡣSEM��Ƭ(ͼ2(b))��ʾMC�Լ�Ԥ������Ӳ�ʺϽߵľ����;�����ģ������,�����ø��ֲ�,�Ŵ��SEM��Ƭ��һ���������߱�����ࡰ�䳲��״�ṹ��AFM����(��1)���ֵ��߱���Ĵֲڶȴ�33.73 nm����144.40 nm,��һ����ʾMC�Լ�Ԥ������ȥ������㵥��Co��ͬʱҲ����˵��߱���Ĵֲڶȡ�ͬʱ,Ӳ�Ȳ��Ա���MC�Լ�Ԥ�����ᵼ�µ��ߵ�Ӳ��Ҳ��������(���1��ʾ)��

ͼ1 ��ͬԤ������Ӳ�ʺϽߵ�XRDͼ��Fig.1 XRD patterns of cutting tools after different pre-treatments
(a)Untreated;(b)MC pre-treatment;(c)Plasma-assisted boronizing pre-treatment;(d)Plasma-assisted boronitriding pre-treatment
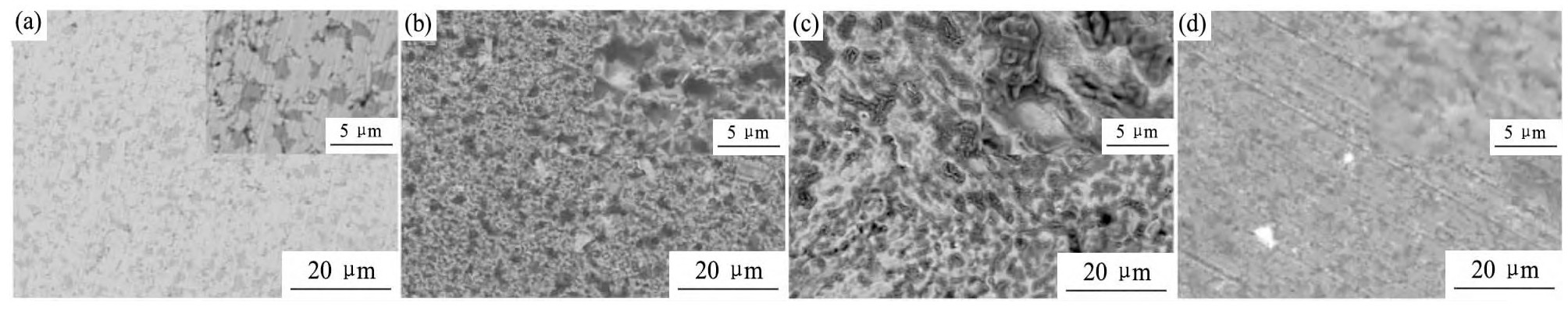
ͼ2 ��ͬԤ������Ӳ�ʺϽߵı���SEM��ƬFig.2 SEM images of cutting tools after different pre-treatments
(a)Untreated;(b)MC pre-treatment;(c)Plasma-assisted boronizing pre-treatment;(d)Plasma-assisted boronitriding pre-treatment
ͼ1(c)�����˾�������������Ԥ������Ӳ�ʺϽ���Ʒ��XRD���仨�������Կ����ڵ�������ĸ�����,������ԭ�ӵ�����Ӳ�ʺϽ��е�ȫ������Co���һ����WC��ת��ΪCo WB��(PCPDF No.23-0194)��Co W2B2��(PCPDF No.25-1082)����SEM��Ƭ����(��ͼ2(c)��ʾ),���γɵ�Co WB��Co W2B2����Ӳ�ʺϽ߱����γ����ܵ��������Ķۻ�Ĥ������ս������γɵ������뱾ʵ��õ��Ľ������[9],�������������˵��߱�������ܶȺ���ѧǿ��,�����Ҳ�Ǿ���Ԥ������Ӳ�ʺϽ��Ӳ������Լ10%����Ҫԭ��(���1��ʾ)��
�ڵ�����������Ԥ�������������뵪��,�ܽϴ�������������,�˷���������������Ԥ��������Ӳ�ʺϽ߱�����ܶۻ�����������ò����������������Բ�ͬ,��ͼ1(d)��XRD���仨����ͼ2(d)��SEM��Ƭ��ʾ������,������Ӳ�ʺϽ��еĵ���Co���WC���ת��ΪCo WB�������Co W2B2�����,��������[Co]+Co W2B2��2Co WB,Ҳ����������[Co]�Ķۻ���;���,������ò�������ֵ��߱���Ķۻ���Ϊ�����ۼ����ɵ�����Ĥ,AFM���Թ۲쵽Ԥ�����߱���ĴֲڶȽ�MC�Լ�Ԥ������Ʒ�����½�,��δ�������߱���Ĵֲڶ�����;���Ӳ�Ȳ��Է���,��������������Ԥ�����ߵ�Ӳ��������Լ24%��
�ֱ�����ֵ�������������Ʒ���ж��EDX������,�������������������ԭ��ƽ��Ħ�������ֱ�Ϊ77.24%,36.45%����������������������ԶԶ����������������36.45%������ս�����44.98%[10]�����������¶ȱ�����ս��850���150��,�ϵ͵��¶������ڱ���Ӳ�ʺϽߵ����ȶ��ԡ�������ʵ����˴����������Ҫ�����ڵ����Ĵ���,�����Ӱ뾶��������ҪС,��������ɢ�������ڲ��γɵ�����,��Щ�����������¶ȵ����߶��ֽ�,����ɢ��ͨ�������������λ����Ѩ,��������ԭ�ӵ���ɢ���ӱ�1�����ݿ��Կ���:MC������������������������δ�������ߵĴֲڶ����ν���;������������������δ������MC�������߱���Ӳ�����ν���,ԭ������δ����������������������û�н���������ȥ��ʹ�õ���������������,ͬʱ����������������˵��߱������ܶȺ�Ӳ�ȡ�
2.2 ���ʯͿ��ṹ����
����MC��������������������Ԥ����,������ͬ�Ľ��ʯͿ����������ԶԱȻ���Ԥ����������Ϳ��-���������͵����������ܵ�Ӱ�졣ͼ3�Ǿ�MC���������ֵ�����������������ʯͿ���SEMͼ��,����ͼ3(a~c)���ʯ��������100 nm����,�������ܡ�ƽ�����⻬�������ֲ��������쳣������������С�ֲ����������ؽ��͵��ߵ�ʹ������[11]��ͼ3(a)���ʯ����Ϊ��״,�ž���һ��ʡ��˻��Ρ�;ͼ3(b,c)����������״�ž�,������ΪϸС��ʵ�ֽ��ʯ����ϸ��������߽��ʯ���������еij�ʼ�κ��ʺͶ����κ���,�ߵij�ʼ�κ��������̽��ʯ����Ľ��ʱ�䲢���Ĥ�Ĺ⻬��[12];��������������ֻ�ȫ��ȡ�������ܴ����߶����κ���[13,14]��
Ӱ����ʯ��Ĥ������������Ĥ-���������С��϶��Ĥ�ڲ���Ӧ����,���о���Ĥ-���������Ҫ�ɷ�Ϊʯī�ķǽ��ʯ��[15]������ʯī��1580 cm-1�е������,����ʯī��1350 cm-1��һ���[16,17]����������Ԥ������Ӳ�ʺϽ��ϵĽ��ʯͿ�����,��Ĥ-���м��������ɢ�����,ͼ4�ǵõ�������ͼ��ͼ4(1~3)��1350��1580 cm-1����ǿ����,Ҳ�ͱ����м��ʯī�������͵ġ��ɴ�˵��:Ԥ�����õ��ĺ���ۻ�������Ч����ֹ���ʯ�����������ܵ���ɢ,�м��ʯī�Ľ��Ͷ����Ĥ-������������ش�����á�
��1 ��ͬԤ������Ӳ�ʺϽߵı���ֲڶȡ�Ӳ���Լ�EDX�ɷַ���Table 1 Surface roughness,hardness and EDX elemental analysis of cutting tools after different pre-treatments ����ԭͼ

��1 ��ͬԤ������Ӳ�ʺϽߵı���ֲڶȡ�Ӳ���Լ�EDX�ɷַ���Table 1 Surface roughness,hardness and EDX elemental analysis of cutting tools after different pre-treatments

ͼ3 Ԥ������Ӳ�ʺϽ߱�����ʯͿ���SEM��ƬFig.3 SEM images of diamond layers coated on surface of pre-treated cutting tool
(a)MC pre-treatment;(b)Plasma-assisted boronizing pre-treatment;(c)Plasma-assisted boronitriding pre-treatment

ͼ4 Ԥ������Ӳ�ʺϽ߱���Ľ��ʯͿ���κ��������ͼ��Fig.4 Raman spectra of nucleated area of diamond layers coa-ted on surface of pre-treated cutting tool
(1)MC pre-treatment;(2)Plasma-assisted boronizing pretreatment;(3)Plasma-assisted boronitriding pre-treatment
2.3 Ĥ-�����ǿ�ȵķ���
ͼ5��MC��������������������Ϳ�����ʯ��ѹ��ͼ,ѹ���غɾ�Ϊ10 N��ͼ5(a)Ĥֱ������,ѹ�����Կɼ���ѹ�۱�Ե������֮��,ѹ�۰뾶�ﵽ150��m;ͼ5(b)��ѹ��ֻ����ѹ��,��ɢ����,�뾶ֻ��50��m,ѹ�۰뾶�ļ�С�������������õ��Ľ��������MC����;ͼ5(c)����ѹ�����˵���ѹ�۰뾶С��10��m,ѹ���ܱ�������Ԥʾ����Ӧ������Ӧ���������½���
���ʱ�ISO�涨��1/2������ȴ�������ĥ�����VB��Ϊĥ�۱�,Ӳ�ʺϽ��ĥ�۱�VB=0.4 mm�������豸:CK6136I���س�������������:ZAl Si12�������ٶ�v=200 m��min-1��������f=24 mm��min-1���������ap=0.5 mm[18]��������������,���ʯĤ���ް�������,��Ҫĥ����̬Ϊĥ��ĥ��;δͿ�㵶�ߵ���Ҫĥ����ʽ����м����ĥ��ĥ��,ͼ6����Ӳ�ʺϽߺ���ĥ����������ͬĥ����VB=0.4 mm��,���������Ľ��ʯͿ�㵶Ƭ����������500 min��������Ϊ350 min��MC����Ϊ250 min��δͿ�㵶ƬΪ30 min��

ͼ5��ά��Ӳ�ȼ�(VTD512)10 N���غɲ��Ծ�MC������������������������õ��Ľ��ʯѹ��ͼFig.5 SEM images of indentation crack morphology for diamond coatings on cemented tungsten carbide substrates preprocessed by MC-pretreatment(a),boronizing(b),boronitriding(c)after Vickers indentation under a load of 10 N

ͼ6 δ������MC�������������������ĵ��ʯͿ�㵶��ĥ������Fig.6Flank wear curves of tools coated diamond with pre-treatments
(1)Untreated;(2)MC-pretreatment;(3)Boronizing;(4)Boronitriding
3 ����
�ֱ���ܶۻ�Ч�������ʯͿ��ṹ������Ĥ-�����ǿ�ȷ���3������Ե�������������������������MCԤ���������˱Ƚ��о�,������½���:
1.������������Ԥ�����ڵ��߱����γ�����Co WB������Ϊ���Ķۻ���,��λ�����ԭ��Ħ������Ϊ77.24%,ԶԶ�����˵�������36.45%���ս���������44.98%;������Ӧ�¶ȱ�����ս������150��,�����˵����ȱ��η��ա��ڽ��Ĺ�ҵ�����и���ʵ�����塣��ԭ�ӵĴ��������ǿ�˶��ܵĿ���,���յõ�����⻬���ܵ��������ʯĤ��
2.������������Ԥ�����õ���Ĥ-���м��ʯī���ȵ������������MC������Ҫ��,���������в���������ȶۻ��ܵ�Ч��;����Ԥ�����õ��Ľ��ʯͿ��ѹ�۰뾶��С�����������,��������Ԥ���������Ĥ-�����������Ч������
�����
[1] Tsao C C,Kuo K L,Hsu I C.Evaluation of a novel approach to a delamination factor after drilling composite laminates using a core-saw drill[J].International Journal of Advanced Manufacturing Technology,2012,59(5):617.
[2] Iliescu D,Gethin D,Gutierrez M E,Girot F.Modeling and tool wear in drilling of CFRP[J].International Journal of Machine Tools&Manufacture,2010,50(2):204.
[3] Wang L M,Zhang G C,Ma F.A study on comprehensive recycling of waste diamond tools[J].Rare Metals,2012,31(1):88.
[4] Cyril Faure,Lionel Teul��-Gay,Jean-Pierre Manaud,Ang��line Poulon-Quintin.Mechanisms of time modulated polarized nano-crystalline diamond growth[J].Surface&Coatings Technology,2013,222(1):97.
[5] Wen C L,Yu S,Hou C C.Enhancing the adhesion of diamond films on cobalt-cemented tungsten carbide substrate using tungsten particles via MPCVD system[J].Journal of Alloys and Compounds,2011,509(12):4433.
[6] Man W D,Wang J H.Plasma boronitriding of WC(Co)substrate as an effective pretreatment process for diamond CVD[J].Surface and Coatings Technology,2003,171(1):241.
[7] Sun F H,Zhang Z M,Chen M.Improvement of adhesive strength and surface roughness of diamond films on Co-cemented tungsten carbide tools[J].Diamond and Related Materials,2003,12(1):711.
[8] Cappelli E,Orlando S,Mattei G.Boron nitride thin films deposited by RF plasma reactive pulsed laserablation as interlayer between WC-Co hardmetals and CVD diamond films[J].Surface and Coatings Technology,2004,10(14):184.
[9] Qiu P W,Yu Z M,Michael N R Ashfold,Ye J,Ma L.Synthesis of micro or nanocrystalline diamond films on WC-Co substrates withvarious pretreatments by hot fila-ment chemical vapor deposition[J].Applied Surface Science,2010,256(13):4357.
[10] Zhang Z J,Lin G B,Qiu Z H,Xu T.Investigation on microstructure and thickness of boronizing layer in cemented carbide[J].Cemented Carbide,2012,29(2):61.(���ҽ�,�ֹ���,���Ǻ�,����.Ӳ�ʺϽ��������֯����ȵ��о�[J].Ӳ�ʺϽ�,2012,29(2):61.)
[11] Lin G B,Zhang Z J,Qiu Z H,Luo X,Wang J H,Zhao F F.Boronizing mechanism of cemented carbides and their wear resistance[J].International Journal of Refractory Metals and Hard Materials,2013,41(1):351.
[12] Zou Y S,Li Z X,Wu Y F.Deposition and characterization of smooth ultrananocrystalline diamond film in CH4/H2/Ar by microwave plasma chemical vapor deposition[J].Vacuum,2010,84(11):1347.
[13] Subramanian K,Kang W P,J Davidson T L,Hofmeister W H.The effect of growth rate control on the morphology of nanocrystalline diamond[J].Diamond&Related Materials,2005,14(1):404.
[14] Zhang Y F,Zhang F,Gao Q J,Peng X F,Lin Z D.The roles of argon addition in the hot filament chemical vapor deposition system[J].Diamond&Related Materials,2001,10(8):1523.
[15] Mehlmann A K,Dirnfeld S F,Avigal Y.Investigation of low-pressure diamond deposition on cemented carbide[J].Diamond and Related Materials,1992,1(5):600.
[16] Gil Cabral,Jan G�|bler,J��rn Lindner,Jos��Gr-��cio,Riccardo Polini.A study of diamond film deposition on WC-Co inserts for graphite machining:effectiveness of Si C interlayers prepared by HFCVD[J].Diamond&Related Materials,2008,17(1):1008.
[17] Guo F L,Peng W Y,Feng L,Zeng W J,Lu D P,Wang W J.Research progress in diamond-like carbon coated cemented carbide[J].Chinese Journal of Rare Metals,2014,38(4):720.(������,������,����,������,½��ƽ,���ľ�.Ӳ�ʺϽ��������ʯͿ����о���չ[J].ϡ�н���,2014,38(4):720.)
[18] Wang Q,Wang S G,Tang W Z,L��F X.Influence of boronizing pretreatment upon diamond film deposition[J].Journal of Synthetic Crystals,2001,30(3):310.(��ǿ,���ĸ�,��ΰ��,������.����Ԥ������Ӳ�ʺϽ�����ϳ������ʯͿ���Ӱ��[J].�˹�����ѧ��,2001,30(3):310.)

