文章编号:1004-0609(2008)05-0939-07
煤在铁闪锌矿氧压酸浸中的应用
徐志峰1, 2,邱定蕃2,王海北2
(1. 江西理工大学 材料与化学工程学院,赣州 341000;
2. 北京矿冶研究总院,北京 100044)
摘 要:研究煤在铁闪锌矿氧压酸浸中的应用。实验发现,含碳量高于70%的煤无助于铁闪锌矿浸出。在温度为423 K时,低碳煤(褐煤)可以用作铁闪锌矿氧压酸浸中优良的硫分散剂,其用量选定1.0%(相对于精矿质量)为宜。在98%以上精矿粒度小于43 μm,液固比为4.51: mL/g,浸出剂中初始硫酸浓度为1.43 mol/L,锌浓度为0.62 mol/L,浸出温度为423 K,氧分压为0.5 MPa,搅拌转速为800 r/min,浸出1.5 h条件下,添加1.0%褐煤后,锌浸出率达到96%,上述工艺运行高效、稳定。褐煤具有比木质素磺酸钠更强的分散单质硫的能力,并能基本消除单质硫对浸出残余硫化矿的沾染。
关键词:煤;硫分散剂;铁闪锌矿;氧压酸浸
中图分类号:TF 111.31 文献标识码:A
Application of coal in oxidative pressure leaching of
marmatite concentrates
XU Zhi-feng1, 2, QIU Ding-fan2, WANG Hai-bei2
(1. Falculty of Material and Chemical Engineering, Jiangxi University of Science and Technology, Ganzhou 341000, China;
2. Beijing General Research Institute of Mining and Metallurgy, Beijing 100044, China)
Abstract: Oxidative pressure leaching of marmatite concentrates with adding coal as elemental-sulfur disperser was investigated. The experimental results show that the coal with carbon content higher than 70% can not improve the leaching of zinc. The coal with low carbon content (lignite coal) can act as excellent elemental-sulfur disperser in the pressure leaching of marmatite concentrates at 423 K. The appropriate dosage of lignite coal is further determined as 1.0% of the mass of concentrates. The leaching rate of zinc is achieved as high as 96% in the following conditions: the particle size of concentrates of 98% less than 43 μm, the lignite coal dosage of 1.0% of the mass of concentrates, the liquid to solid ratio of 4.51: mL/g, the initial sulfuric acid concentration of 1.43 mol/L, the initial zinc concentration of 0.62 mol/L, the leaching temperature of 423 K, the oxygen partial pressure of 0.5 MPa, the agitation speed of 800 r/min, the leaching time of 1.5 h. This pressure leaching technique is proved to be effective and stable. The sulfur-dispersing capability of lignite coal is further proved to be much higher than that of sodium lignosulphonate. The adherence of elemental sulfur to residual sulfide ores in the slag is nearly eliminated with lignite coal as elemental-sulfur disperser.
Key words: coal; elemental-sulfur disperser; marmatite concentrates; oxidative pressure leaching
舍利特戈登矿业公司最先将加压浸出技术应用于复杂锌精矿的处理[1],历经半个世纪的发展,锌精矿氧压酸浸的过程化学及工业实践得到了长足发展[2-14],其中,熔融单质硫包裹矿物颗粒问题的有效解决是最显著的进步[7]。
当浸出温度高于硫熔点时,锌精矿的氧化产物单质硫因熔融而包覆未反应完全的硫化矿颗粒,致使锌浸出率低而且浸出渣处理困难。KAWALKA等[15]通过添加0.1~0.3 g/L硫分散剂解决了上述问题,使锌浸出率大于95%。适用于锌精矿氧压酸浸工程实践的硫分散剂有:木质素,木质素磺酸盐,丹宁化合物(如白雀木及其他树皮提取物)以及烷基芳基磺酸盐等[15],其中,木质素磺酸盐类硫分散剂最常用。此外,芦苇根粉也能用作硫分散剂,其用量为精矿质量的0.8%时,同样能破坏单质硫包裹层,浸出效果良好[16]。
木质素磺酸盐类硫分散剂在锌精矿氧压酸浸过程中会完全溶解,其分子吸附在精矿表面并将精矿与单质硫彼此疏离,从而改善矿物浸出[17-20]。但该类硫分散剂在高温强氧化条件下会迅速分解,因此,要时刻保证高压釜内有充足的硫分散剂有效成分可能有一定困难[21]。此外,该类硫分散剂在与精矿、硫酸调浆并进入高压釜前也有可能因起泡溢流等问题而导致损失。COLLINS等[21-22]经研究提出,煤可以用作锌精矿氧压酸浸时优良的硫分散剂,但作者未对煤的适用种类加以公布和说明。
本文以煤为研究对象,通过考察不同种类的煤对铁闪锌矿氧压酸浸的影响,筛选出适用煤并对煤和木质素磺酸钠分别用作硫分散剂时浸出渣的物相进行了分析和比较。
1 实验
1.1 原料与仪器
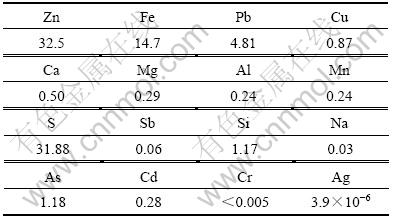
铁闪锌矿精矿产自云南澜沧地区,该精矿含水分6.6%,各元素含量见表1,经湿式球磨98%以上精矿粒度小于43 μm,以满足矿石浸出对粒度的要求。
表1 铁闪锌矿精矿主要化学成分
Table 1 Chemical composition of marmatite concentrates (mass fraction, %)
铁闪锌矿精矿的XRD谱如图1所示。由图1可见,精矿的主要矿物成分有铁闪锌矿、方铅矿、黄铁矿、磁黄铁矿和石英等。精矿中的锌基本上以铁闪锌矿形式存在。
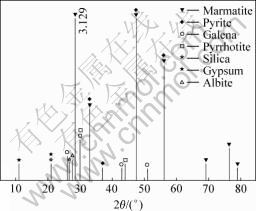
图1 铁闪锌矿精矿的XRD谱
Fig.1 XRD pattern of marmatite concentrates
本实验所用煤来自于中国煤碳科学研究院。硫酸试剂为分析纯。铁闪锌矿精矿氧压酸浸过程中通入工业纯氧。浸出实验在2 L磁力搅拌衬钛高压釜中完成。
1.2 实验过程
首先将一定硫酸浓度的浸出剂和铁闪锌矿精矿按一定液固比加入钛胆中,并添加入适量硫分散剂,然后置入高压釜中加盖密封,当升温至设定温度时开始通入氧气并计时,在浸出过程中保持搅拌转速恒定。浸出结束后通水冷却并卸压启釜,分别将浸出液和浸出渣取样。为保证各实验点间具有可比性,控制每次实验时高压釜升温速率及冷却时降温速率相同。
元素化学含量分析由北京矿冶研究总院分析室完成。煤含碳量分析由中国煤碳科学研究院完成。
2 结果与讨论
2.1 煤含碳量对铁闪锌矿浸出的影响
按煤化度的顺序,煤炭可分为:泥煤、褐煤、次烟煤、烟煤、无烟煤。其中,褐煤属最低级煤。
在393~423 K温度范围内,考察褐煤、烟煤、无烟煤等对铁闪锌矿精矿氧压酸浸的影响,并与木质素磺酸钠作硫分散剂时的实验结果进行比较。浸出实验条件为:液固比4?1 mL/g,c(H2SO4)ini=1.31 mol/L,氧分压0.5 MPa,搅拌转速800 r/min,浸出2 h。不同添加剂对锌浸出率(按渣计,以下同)的影响见图2。
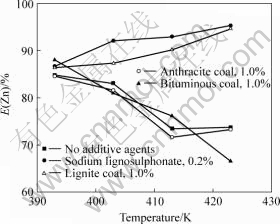
图2 不同添加剂对锌浸出率的影响
Fig.2 Influences of different additive agents on leaching rate of zinc
由图2可见,在423 K时,添加1.0%(相对于精矿质量)的褐煤用作硫分散剂,实验所取得的锌浸出率达到94.63%。该条件下所得浸出渣含锌2.58%,上述浸出指标几乎等同于添加0.2%木质素磺酸钠时的结果。相对而言,烟煤或无烟煤的效果较差,在个别条件下甚至不如无添加剂时的结果。
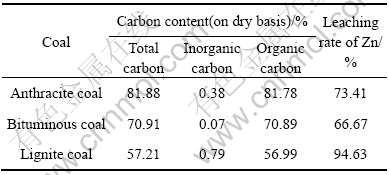
在上述实验基础上,考察煤的含碳量与锌浸出率之间的关系,结果见表2。由表2可见,含碳量高于70%的煤无助于铁闪锌矿浸出,而低碳煤(褐煤)则具有良好的分散硫的效果,在相同条件下,添加低碳煤(褐煤)时所获取的锌浸出率显著高于高碳煤的结果。
表2 煤含碳量与锌浸出率之间的关系
Table 2 Relationship between carbon content of coal and leaching rate of zinc
综上所述,在423 K浸出温度下,低碳煤(褐煤)可以取代木质素磺酸钠用作铁闪锌矿氧压酸浸的优良的硫分散剂。由于褐煤为固态,因此,褐煤可以在矿物原料磨矿或调浆或预浸出等任何一个工序中引入,也可以直接加入高压釜中,不会出现因起泡溢流而引致损失等问题。2.2 褐煤用量对铁闪锌矿浸出的影响
考察了褐煤用量为0.5%~~2.5%时对铁闪锌矿浸出的影响,实验条件为:T=423 K,p(O2)=0.5 MPa,c(H2SO4)ini=1.31 mol/L,液固比4?1 mL/g,搅拌转速800 r/min。实验结果见图3。由图3可见,当褐煤用量为1.0%时,不同的浸出时间所获得的锌浸出率始终最高。由此可知,褐煤使用量选定1.0%为宜。
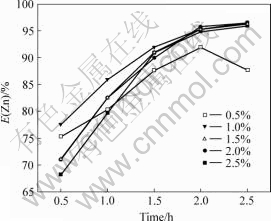
图3 褐煤用量对锌浸出率的影响
Fig.3 Influences of dosage of lignite coal on leaching rate of zinc
2.3 采用褐煤作硫分散剂的工艺稳定性
添加1.0%的褐煤用作硫分散剂,铁闪锌矿精矿氧压酸浸的较优工艺条件经研究确定为[23]:98%以上精矿粒度小于43 μm,液固比4.5?1 mL/g,浸出剂可以采用湿法炼锌厂废电解液,其中硫酸浓度为1.43 mol/L,锌浓度为0.62 mol/L,浸出温度为423 K,氧分压为0.5 MPa,搅拌转速为800 r/min,浸出为1.5 h。铁闪锌矿浸出结果理想,锌浸出率达到96%左右,渣含锌低至1.7%左右。
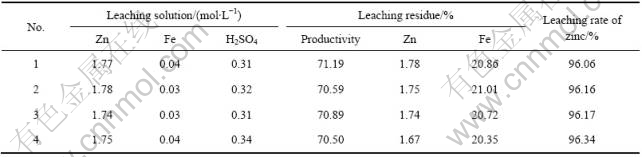
为考察工艺稳定性,进行重复实验,实验结果见表3。由表3可见,采用褐煤作硫分散剂的铁闪锌矿氧压酸浸工艺运行稳定、高效。
表3 褐煤作硫化分散剂时铁闪锌矿精矿加压浸出重复实验结果
Table 3 Repeated pressure-leaching test results of marmatite concentrates with adding lignite coal as elemental-sulfur disperser
2.4 浸出渣的物相分析
对未添加硫分散剂以及添加木质素磺酸钠或褐煤等3种情况下所得到的铁闪锌矿精矿氧压酸浸渣进行了物相分析。
浸出渣中残余硫化矿的背散射电子象及元素硫单质硫的面分布如图4~6所示。
由图74可见,未添加硫分散剂时,所得浸出渣呈粗粒聚合体形态,单质硫充填在未反应完全的残余硫化矿颗粒之间,形成交结相并构成贯通的骨架。这说明,单质硫对硫化矿具有较强的亲和力。因此,为消除高温(高于硫熔点)条件下铁闪锌矿氧压酸浸过程中单质硫对矿物颗粒的包裹,必须添加适当的硫分散剂。
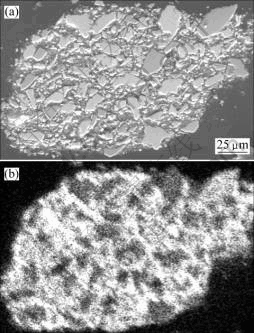
图4 未添加硫分散剂时浸出渣中残余硫化矿聚合体的背散射电子像及元素硫的面分布
Fig.4 Backscattered electron image of residual sulfide ore aggregates(a) and surface distribution of elemental sulfur(b) in leaching residues with none sulfur disperser added
由图5可见,当木质素磺酸钠用作硫分散剂时,浸出渣中残余铁闪锌矿颗粒周围并未形成封闭的单质硫包覆层,而是维持部分开放的边界。这说明,木质素磺酸钠能在一定程度上疏离单质硫与硫化矿。
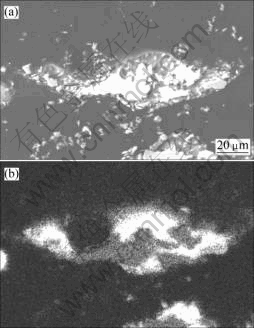
图5 木质素磺酸钠作硫分散剂时浸出渣中残余铁闪锌矿的背散射电子像及元素硫的面分布
Fig.5 Backscattered electron image of residual marmatite(a) and surface distribution of elemental sulfur(b) in leaching residues with sodium lignosulphonate added as sulfur disperser
由图6可见,当褐煤用作硫分散剂时,浸出渣中残余铁闪锌矿颗粒下部仅有2颗硫珠,其余边界完全敞开。
进一步在显微镜下观察可知,木质素磺酸钠用作
硫分散剂时,浸出渣中的单质硫多呈中粗粒球状(43~~200 μm),部分呈不规则块状或短柱状,单质硫边界嵌生残余硫化矿,只有少量残余硫化矿独立存在而未与单质硫接触。这说明,木质素磺酸钠无法消除单质硫对残余硫化矿的沾染。而当褐煤用作硫分散剂时,浸出渣中的单质硫多呈细粒或中细粒(10~43 μm)球状或不规则细块状分散存在,而且绝大多数残余硫化矿呈单体分散,几乎与单质硫没有任何关联。
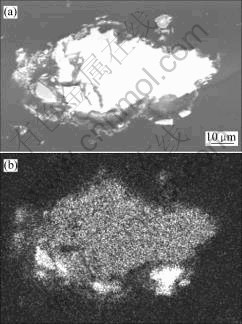
图6 褐煤作硫分散剂时浸出渣中残余铁闪锌矿的背散射电子像及元素硫的面分布
Fig.6 Backscattered electron image of residual marmatite(a) and surface distribution of elemental sulfur(b) in leaching residues with adding lignite coal added as sulfur disperser
综上所述,相对木质素磺酸钠而言,褐煤具有更强的分散单质硫的能力,并能基本消除单质硫对残余硫化矿的沾染,这无论对于铁闪锌矿的高效浸出,还是对于浸出后续的选硫除杂工序而言都是非常有利的。
铁闪锌矿精矿氧压酸浸渣的XRD谱如图7~9所示。
由图7可见,未添加硫分散剂时,大量铁闪锌矿、黄铁矿没有溶解,而是残留在渣中。经与图1比较可见,部分方铅矿、磁黄铁矿已经溶解。图7中未见明显的铅铁矾或其他铁矾的特征谱线。由此可见,未添加硫分散剂时,生成的铁矾的数量很少。
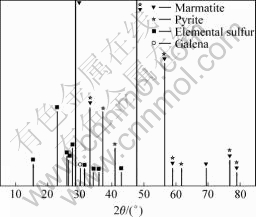
图7 无硫分散剂时铁闪锌矿浸出渣的XRD谱
Fig.7 XRD pattern of leaching residues of marmatite concentrates with none sulfur disperser added
由图8可见,当木质素磺酸钠用作硫分散剂时,浸出渣中铁闪锌矿及黄铁矿的衍射线强度明显减弱,浸出渣中有大量铅铁矾、黄草铁矾以及单质硫。这说明,绝大部分铁闪锌矿和部分黄铁矿已经溶解,进入溶液的大量铁离子以铅铁矾、黄草铁矾及其他铁矾形式水解入渣。这说明,木质素磺酸钠有助于硫化矿浸出。
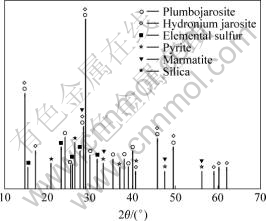
图8 木质素磺酸钠作硫分散剂时铁闪锌矿浸出渣的XRD谱
Fig.8 XRD pattern of leaching residues of marmatite concentrates with sodium lignosulphonate added as sulfur disperser
由图9可见,当褐煤用作硫分散剂时,浸出渣中残余的铁闪锌矿数量也很少,说明褐煤也能明显促进铁闪锌矿的溶解。但是,经与图8比较可见,图9中黄铁矿的谱线明显更强。这说明,添加褐煤后,黄铁矿浸出受抑。褐煤抑制黄铁矿浸出的原因有待进一步研究。
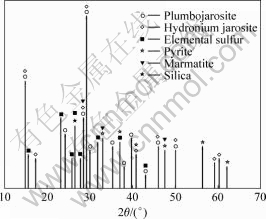
图9 褐煤作硫分散剂时铁闪锌矿浸出渣的XRD谱
Fig.9 XRD pattern of leaching residues of marmatite concentrates with lignite coal added as sulfur disperser
3 结论
1) 含碳量高于70%的煤无助于铁闪锌矿浸出。在423 K时,低碳煤(褐煤)可以用作铁闪锌矿氧压酸浸中优良的硫分散剂,其添加量选定1.0%为宜。在温度为423 K,液固比为4?1 mL/g,初始硫酸浓度为1.31 mol/L,氧分压为0.5 MPa,搅拌转速为800 r/min,浸出2 h等条件下,添加褐煤后,锌浸出率达到94.63%,渣含锌2.58%。浸出指标几乎等同于添加0.2%木质素磺酸钠时的结果。
2) 在98%以上精矿粒度小于43 μm,液固比为4.5?1 mL/g,浸出剂中初始硫酸浓度为1.43 mol/L,锌浓度为0.62 mol/L,浸出温度为423 K,氧分压为 0.5 MPa,搅拌转速为800 r/min,浸出1.5 h等条件下,添加1.0%的褐煤用作硫分散剂时,铁闪锌矿精矿浸出结果理想,锌浸出率达到96%,渣含锌低至1.7%,上述工艺运行高效、稳定。
3) 鉴于单质硫与硫化矿之间存在较强的亲和力,在高于硫熔点的温度条件下进行铁闪锌矿氧压酸浸时,必须添加适当的硫分散剂。木质素磺酸钠用作硫分散剂时,虽能疏离单质硫与硫化矿,但无法消除单质硫对浸出残余硫化矿的沾染。褐煤具有比木质素磺酸钠更强的分散单质硫的能力并能基本消除单质硫对残余硫化矿的沾染,这无论对于铁闪锌矿的高效浸出,还是对于浸出后续的选硫除杂工序而言都是非常有利的。
4) 未添加硫分散剂时,铁闪锌矿氧压酸浸过程中生成的铁矾含量很少。木质素磺酸钠有助于硫化矿浸出,精矿浸出过程中有大量铅铁矾、黄草铁矾以及单质硫生成。褐煤也能明显促进铁闪锌矿的溶解,但使黄铁矿浸出受抑。褐煤抑制黄铁矿浸出的原因有待进一步研究。
致谢:
在对浸出渣的工艺矿物学分析过程中,得到了北京矿冶研究总院矿产资源所王飞高级工程师的帮助,在此深表谢意!
REFERENCES
[1] FORWARD F A, VELTMAN H. Direct leaching zinc-sulfide concentrates by Sherritt Gordon[J]. Journal of Metals, 1959, 11(11): 836-840.
[2] PAWLEK F E. Research in pressure leaching[J]. Journal of the South Africa Institute of Mining and Metallurgy, 1969, 69(12): 632-654.
[3] JAN R J, HEPWORTH M T, FOX V G. A kinetic study on the pressure leaching of sphalerite[J]. Metallurgical Transactions B, 1976, 7B: 353-361.
[4] VELTMAN H, JAMES G, MOULD J, KAWULKA P. Two-stage pressure leaching process for zinc and iron bearing mineral sulphides[P]. United States: 4004991. 1977-01-25.
[5] 夏光祥, 施惠娟, 曹昌琳, 喻克宁. 锌精矿加压酸浸过程物理化学初步研究[J]. 化工冶金, 1985, 63(3): 17-26.
XIA Guang-xiang, SHI Hui-juan, CAO Chang-lin, YU Ke-ning. Preliminary studies of physical chemistry on acid pressure leaching of ZnS concentrate[J]. Chemical Engineering & Metallurgy, 1985, 63(3): 17-26.
[6] PARKER E G. Oxidative pressure leaching of zinc concentrates[J]. CIM Bull, 1987, 74(829): 145-150.
[7] PETERS E. Hydrometallurgical process innovation[J]. Hydrometallurgy, 1992, 29(1/3): 431-459.
[8] BALDWIN S A, DEMOPOULOS G P, PARANGELAKIS V G. Mathematical modeling of the zinc pressure leach process[J]. Metallurgical and Materials Transactions B, 1995, 26B: 1035-1047.
[9] HARVER T J, YEN W T, PATERSON J G. A kinetic investigation into the pressure oxidation of sphalerite from a complex concentrate[J]. Minerals Engineering, 1993, 6(8/10): 949-967.
[10] 邱定蕃. 加压湿法冶金过程化学与工业实践[J]. 矿冶, 1994, 3(4): 55-67.
QIU Ding-fan. Process chemistry and industrial practice of pressure hydrometallurgy[J]. Mining & Metallurgy, 1994, 3(4): 55-67.
[11] CHALKLEY M E, COLLINS M J, MASTER I M, OZBERK E. Deportment of elements in the Sherritt zinc pressure leach process[C]//AZAKAMI T. An International Symposium on the Extraction and Applications of Zinc and Lead, Zinc & Lead’95. Sendai, Japan: The Mining & Materials Processing Institute of Japan, 1995: 612-630.
[12] CHALKLEY M E, MASTERS I M, DOYLE B N. Recovery of metals from sulphidic material: United States, 5380354[P]. 1995-01-10.
[13] BUBAN K R, COLLINS M J, MASTER I M. Iron control in zinc pressure leach process[J]. JOM, 1999, 51(12): 23-25.
[14] BUBAN K R, COLLINS M J, MASTERS I M, TRYTTEN L C. Comparison of direct pressure leaching with atmospheric leaching of zinc concentrates[C]//DUTRIZAC J E. Lead & Zinc 2000. Pittsburg: TMS, 2000: 727-738.
[15] KAWALKA P, HAFFENDEN W J, MACKIW V N. Recovery of zinc from zinc sulphides by direct pressure leaching: United States, 3867268[P]. 1975-02-18.
[16] 张武存, 黄芝林, 王万禄. 铁闪锌矿氧压酸浸试验[J]. 云南冶金, 1990(6): 39-42.
ZHANG Wu-cun, HUANG Zhi-lin, WANG Wan-lu. Experiments on oxidative pressure leaching of marmatite[J]. Yunnan Metallurgy, 1990(6): 39-42.
[17] 李精佳, 陈家镛. 锌精矿加压氧化酸浸过程中添加剂的作用[J]. 有色金属, 1987, 39(2): 65-71.
LI Jing-jia, CHEN Jia-yong. Functions of surface active agents in oxidative pressure leaching of sphalerite concentrate[J]. Nonferrous Metals, 1987, 39(2): 65-71.
[18] OWUSU G, PETERS E, DREISINGER D B. Surface tensions and contact angles due to ligin sulphonates in the system: liquid sulphur, aqueous zinc sulphate and zinc sulphide[J]. The Canadian Journal of Chemecal Engineering, 1992, 70(1/3): 173-180.
[19] OWUSU G, DREISINGER D B, PETERS E. Effect of surfactants on zinc and iron dissolution rates during oxidative leaching of sphalerite[J]. Hydrometallurgy, 1995, 38(3): 315-324.
[20] OWUSU G, DREISINGER D B, PETERS E. Interfacial effects of surface-active agents under zinc pressure leach conditions[J]. Metallurgical and Materials Transactions B, 1995, 26B: 5-12.
[21] COLLINS M J, KOFLUK D K. Recovery of zinc from sulphide concentrates: United States, 5770170[P]. 1998-06-23.
[22] COLLINS M J, KOFLUK D K. Recovery of zinc from sulphidic concentrates: United States, 5651947[P]. 1997-07-29.
[23] 徐志峰. 铁闪锌矿加压浸出基础理论及工艺研究[D]. 北京: 北京科技大学, 2006.
XU Zhi-feng. Fundamental and technological studies on pressure leach of marmatite[D]. Beijing: University of Science and Technology Beijing, 2006.
基金项目:国家自然科学基金资助项目(50234010)
收稿日期:2007-09-10;修订日期:2008-12-19
通讯作者:徐志峰,副教授,博士;电话:0797-8313005;E-mail: xzf_1@163.com
(编辑 陈爱华)

