���ƶ���ϡ�����տ��������ѧ�о�
��Դ�ڿ���ϡ�н���2020���2��
�������ߣ������� ��÷ �Ŷ��� �߿� ��ΰ ���ۻ�
����ҳ�룺178 - 185
�ؼ��ʣ����ۻ��;��Ʒλ;ϡ��;���տ�;����ѧ;
ժ Ҫ�����ƶ�����Ʒλϡ������Ϊ�о�����,��ϡ���������NaOH-Na2CO3����,��ϸ�о��˱��տ���ϡ����������������еĻ�ѧ����������,��������ѧ���Ӱ������,ȷ���˶���ѧ����ģ��;�������:��HClŨ��4.0 mol��L-1,Һ�̱ȣ�L/S�� 4.5��1.0,�����ٶ�250 r��min-1,�����¶�90��,���ʱ��Ϊ25 minʱ,ϡ��������Ϊ93.2%,����Ũ�Ⱥͽ����¶�Ϊ��ѧ��Ӧ������ҪӰ�����ء�����ɨ��羵��SEM����X�������䣨XRD�����:ϡ�������뱺������NaOH-Na2CO3��660�決��90 min,�����з�̼���Ͷ���ʯ�ֽ�Ϊϡ��������, Ce��III��������ΪCe��IV��,���տ��������������������δ�ֽ�REPO4�Ͳ�����CaF2�������ϡ��Ԫ�ر��ۻ��Ϊ37.52 kJ��mol-1, HClŨ�Ⱥ�Һ�̱ȷ�Ӧ�����ֱ�Ϊ2.446��2.226;���ݱ��տ���ϡ����������ѧ������������Ƶ�������ģ��Ϊһ��������ģ�ͱ���,��ѧ��Ӧ�����ܲ������洫�ʺ���ɢ��ͬ���á�
������ʱ��: 2018-11-01 09:18
ϡ�н��� 2020,44(02),178-185 DOI:10.13373/j.cnki.cjrm.xy18080011
������ ��÷ �Ŷ��� �߿� ��ΰ ���ۻ�
���ɹſƼ���ѧ������ұ��ѧԺ
���ɹſƼ���ѧ��ѧ�뻯��ѧԺ
��ϡ����Դ��ɫ��ȡ���Ч���ý������ص�������
���ƶ�����Ʒλϡ������Ϊ�о�����,��ϡ���������NaOH-Na2CO3����,��ϸ�о��˱��տ���ϡ����������������еĻ�ѧ����������,��������ѧ���Ӱ������,ȷ���˶���ѧ����ģ��;�������:��HClŨ��4.0 mol��L-1,Һ�̱�(L/S) 4.5��1.0,�����ٶ�250 r��min-1,�����¶�90��,���ʱ��Ϊ25 minʱ,ϡ��������Ϊ93.2%,����Ũ�Ⱥͽ����¶�Ϊ��ѧ��Ӧ������ҪӰ�����ء�����ɨ��羵(SEM)��X��������(XRD)���:ϡ�������뱺������NaOH-Na2CO3��660�決��90 min,�����з�̼���Ͷ���ʯ�ֽ�Ϊϡ��������, Ce(III)������ΪCe(IV),���տ��������������������δ�ֽ�REPO4�Ͳ�����CaF2�������ϡ��Ԫ�ر��ۻ��Ϊ37.52 kJ��mol-1, HClŨ�Ⱥ�Һ�̱ȷ�Ӧ�����ֱ�Ϊ2.446��2.226;���ݱ��տ���ϡ����������ѧ������������Ƶ�������ģ��Ϊһ��������ģ�ͱ���,��ѧ��Ӧ�����ܲ������洫�ʺ���ɢ��ͬ���á�
��ͼ����ţ� TF845
����飺������(1988-),��,����ʡ������,˶ʿ�о���,�о�����:ϡ��ʪ��ұ��,E-mail:453252410@qq.com;*��÷,����;�绰:0472-5954390;E-mail:limei@imust.cn;
�ո����ڣ�2018-08-09
����������Ȼ��ѧ�����ص���Ŀ(51634005);������Ȼ��ѧ������Ŀ(51564042);���ɹ���������Ȼ��ѧ�����ش���Ŀ(2014ZD04,2016ZD05)����;
Geng Jinlong Li Mei Zhang Dongliang Gao Kai Xu Wei Wang Huihui
School of Material and Metallurgy,Inner Mongolia University of Science and Technology
School of Chemistry and Chemical Engineering,Inner Mongolia University of Science and Technology
Key Laboratory of Green Extraction & Efficient Utilization of Light Rare-Earth Resources,Ministry of Education
Abstract��
The high-grade rare earth concentrate of Bayan Obo was used as the research object, and the rare earth concentrate was roasted by NaOH-Na2CO3. The chemical and physical reaction mechanism of rare earth in the process of hydrochloric acid leaching in roasted ore was studied in detail. The influencing factors of kinetics were analyzed and the kinetic leaching model was determined. The results showed that when the HCl concentration was 4.0 mol��L-1, the liquid-solid ratio(L/S) was 4.5��1.0, the stirring speed was 250 r��min-1, the leaching temperature was 90 ��, and the acid leaching time was 25 min, the rare earth leaching rate was 93.2%. Hydrochloric acid concentration and leaching temperature were the main influencing factors of chemical reaction process. According to scanning electron microscopy(SEM) and X-ray diffraction(XRD) results, the rare earth concentrate and roasting additive NaOH-Na2CO3 were roasted at 660 �� for 90 min. The bastnaesite and monazite in the mineral were decomposed into rare earth oxides, and Ce(III) was oxidized to Ce(IV). The hydrochloric acid leaching residue of the roasted ore contained a small amount of undecomposed REPO4 and residual CaF2. The apparent activation energy of rare earth elements was calculated to be 37.52 kJ��mol-1, and the HCl concentration and liquid-solid ratio reaction order were 2.446 and 2.226, respectively. According to the experimental data of rare earth leaching kinetics in roasted ore, the leaching model was deduced as a shrinking core model variant, the chemical reaction process was affected by mass transfer and diffusion at the interface of the product layer.
Keyword��
apparent activation energies; high-grade; rare earth; roasted ore; kinetics;
Received�� 2018-08-09
������֪, ϡ����һ�ֲ���������������Դ, ��ӵ�е�ijЩ������ѧ���Ծ���һ����ս�����塣 ��Щ������ϡ��Ӧ������
�����������, ����NaOH-Na2CO3���±���
1 ʵ ��
1.1 ԭ ��
���о�����ԭ��Ϊ���ƶ���ϡ������, ��ɫ�ʰ���ɫ, Ϊ����ϡ���߿Ƽ��ɷ�����˾�ṩ�����ϡ������, ϡ��Ʒλ66.68%, ���廯ѧ�ɷ����1, ��ʹ���ܼ�����������
��1 ϡ������ѧ�ɷֺ���
Table 1 Chemical composition of rare earth concentration (%, mass fraction)
| REO | F-REO | P-REO | C | F | P | Th | Ca |
66.68 |
35.82 | 20.86 | 4.07 | 7.04 | 3.66 | 0.27 | 3.28 |
Note: F-REO being bastnasite-REO; P-REO being monazite-REO
1.2 ʵ�����
ϡ��������NaOH (16%)-Na2CO3 (20%)����660 ������¯��̬����, 90 min���տ��������ˮϴ����pH��8.5�����������, ˮϴ��Ŀ����Ϊ���տ�, �仯ѧ�ɷ����2, ���տ���������������ѧ�о�, ����ѧ���������ڴ�������������ˮԡ���н���, ��һ��Ũ�ȵ��������ڲ���������, ������ָ���¶�, ���뱺�տ���л�е���貢��ʱ, ���ﵽ��ӦԤ��ʱ��, ���й�Һ����, �õ�����Һ������, ��Һ�������, �������и�� ͨ�������ϵ�������ԭ�ӷ�������(ICP-MS)���豸������Һ��ϡ��Ԫ�غ���; ����Quanta-400��ɨ���������(SEM)������з��������ı���ṹ; ��X����(Cu K��)������(XRD)�ⶨ���� ���տ����������������; ����LS320�͵ļ������ȷ�����ȷ������ ���տ������������ȡ�
2 ���������
2.1 ����Ũ�ȶԱ��տ��������Ӱ��
Ϊ���о�����Ũ�ȶԱ��տ���ϡ���������̵�Ӱ��, ѡȡ�����¶�75 ��, Һ�̱�4.0��1.0, �����ٶ�250 r��min-1, �õ����տ���ϡ���������ڲ�ͬ����Ũ������ʱ��仯���ɡ�
��2 ���տ�ѧ�ɷֺ���
Table 2 Chemical composition of roasted ore (%, mass fraction)
REO |
C | F | P | Th | Ca |
77.54 |
0.50 | 0.35 | 0.26 | 0.31 | 2.35 |
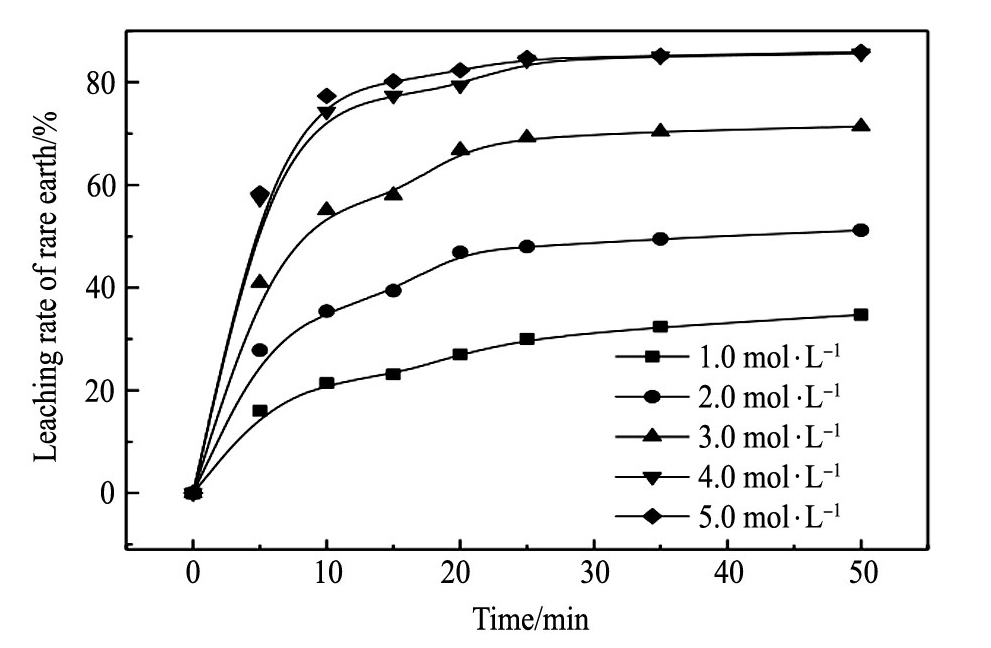
ͼ1 ����Ũ�ȶ�ϡ����������Ӱ��
Fig.1 Effect of HCl concentration on rare earth leaching ratio
��ͼ1��ʾ, ѡȡ����Ũ�ȷ�Χ1.0��5.0 mol��L-1, ϡ������������ʱ���ӳ�������Ũ�������������, ��25 minʱ�����ʴﵽƽ��; ������ʱ��Ϊ25 min, HClŨ�ȴ�1.0 mol��L-1����4.0 mol��L-1ʱ, ���տ���ϡ����������20.1%����84.3%, ��HClŨ�ȴ�4.0 mol��L-1����5.0 mol��L-1ʱ, ϡ�������ʻ���û�б仯, ˵��������ʱ��Ϊ25 min, HClŨ��Ϊ4.0��5.0 mol��L-1ʱ, ���տ����H+Ũ���Ѿ��ﵽ����, ����Ũ�Ȳ����ǻ�ѧ��Ӧ������Ҫ�������ء� ���ѡ������Ũ��4.0 mol��L-1Ϊ�ϼѽ���Ũ�ȡ�
2.2 Һ�̱ȶԽ�������Ӱ��
Ϊ���о�Һ�̱ȶԱ��տ���ϡ���������̵�Ӱ��, ѡ������¶�75 ��, ����Ũ��4.0 mol��L-1, �����ٶ�250 r��min-1, �õ����տ���ϡ���������ڲ�ͬҺ�̱�����ʱ��仯�Ĺ��ɡ�
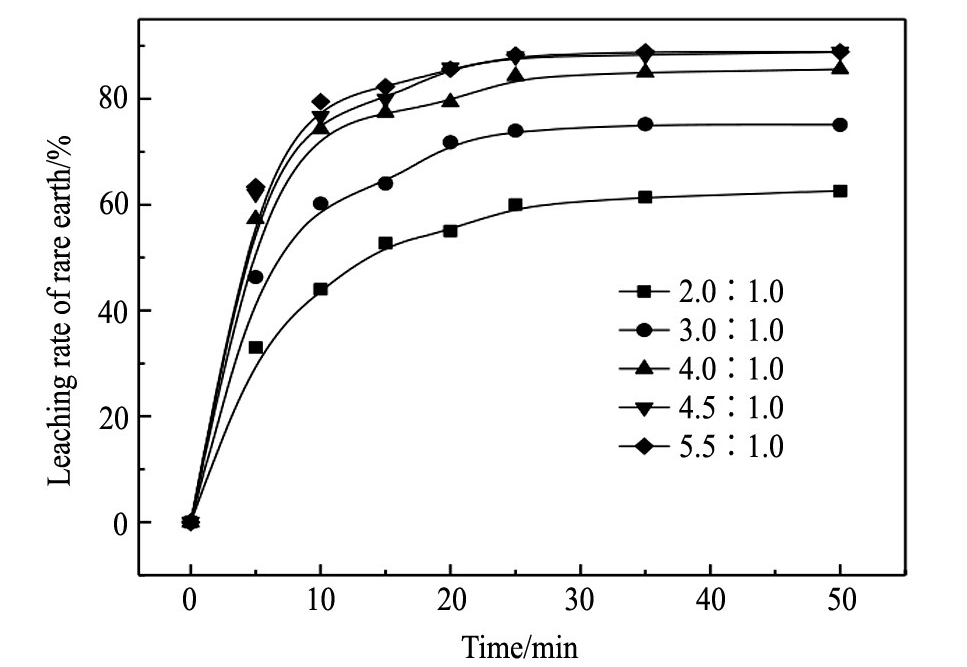
��ͼ2��ʾ, ѡȡҺ�̱ȷ�Χ(2.0��5.5)��1.0, ϡ������������ʱ���ӳ���Һ�̱ȵ��������������ƽ�������ơ� ������ʱ��Ϊ25 min, Һ�̱ȴ�2.0��1.0����4.5��1.0ʱ, ���տ���ϡ����������60.1%����88.2%, ��Һ�̱ȴ�4.5��1.0����5.5��1.0ʱ, ϡ�������ʼ���û��̫��ı仯, ˵����ʱҺ�̱��������Ϊ��Ӧ�ṩ�����H+, ��Һ����Ӵ��ʼ�ǿ, ��Ч�ٽ���Ӧ�Ľ���, ����Һ�̱��������ʹ�����������Һ�и��ӷ�ɢ, �����Һ�Ӵ����, ���ӷ�Ӧ����, �����ڷ�Ӧ��������С� �ۺϿ���Һ�̱�Ϊ4.5��1.0ʱΪϡ���������������
2.3 �����ٶȶ�ϡ����������Ӱ��
Ϊ���о������ٶȶԱ��տ���ϡ���������̵�Ӱ��, ѡ������Ũ��4.0 mol��L-1, Һ�̱�4.5��1.0, �����¶�75 ��, �õ����տ���ϡ���������ڲ�ͬ�����ٶ�����ʱ��仯�Ĺ��ɡ�

ͼ2 Һ�̱ȶ�ϡ����������Ӱ��
Fig.2 Effect of ratio liquid-solid on rare earth leaching ratio
��ͼ3��ʾ, ѡȡ�����ٶȷ�ΧΪ50��350 r��min-1, ϡ������������ʱ���ӳ��ͽ����ٶ���߳����������ƽ�������ơ� ������ʱ��Ϊ 25 min, �����ٶȴ�50 r��min-1��ߵ�250 r��min-1ʱ, ���տ���ϡ����������85.4%����88.2%, �����ٶȶԽ�������һ��Ӱ��, �����������2.8%, �������ٶȴ�250 r��min-1��ߵ�350 r��min-1ʱ, ���տ���ϡ�������ʼ���û�б仯; ������ʱ��50 minʱ, �����ٶȸı�Ա��տ���ϡ���Ľ����ʼ���û��Ӱ��; ��Ϊ���տ����������Һ�̷�Ӧ, ���տ����Ҫ�ȶ�H+��������������ѧ��Ӧ,���Խϵͽ����ٶȻ�ϴ�����ٶȶ���Ӱ�챺�տ�����H+�û�������, Ӱ�컯ѧ��Ӧ����; �ۺϿ���Һ�̱�Ϊ250 r��min-1ʱΪϡ���������������
2.4 �����¶ȶ�ϡ����������Ӱ��
Ϊ���о������¶ȶԱ��տ���ϡ���������̵�Ӱ��, ѡ������Ũ��4.0 mol��L-1, Һ�̱�4.5��1.0, �����ٶ�250 r��min-1, �õ����տ���ϡ���������ڲ�ͬ�����¶�����ʱ��仯�Ĺ��ɡ�
��ͼ4��ʾ, ���Ž����¶ȵIJ�������, ϡ��������Ҳ�����ߡ� ����Ӧʱ��Ϊ25 minʱ, ���¶���45 ������90 ��, ���տ���ϡ�������ʴ�69.7%����93.5%,˵��ϡ���������̶Խ����¶ȱ仯����, ������ϵ�¶�Խ����ϵ���������Խ��, ��Ч��ײ��������, ����Я����������, ��ϵ��Ч���������, �Ӵ�����Ӧ����, �����ڱ��տ���ϡ�������� �ۺϿ���, ѡ������¶�90 ��Ϊ�ϼѽ����¶ȡ�
ͼ3 �����ٶȶ�ϡ����������Ӱ��
Fig.3 Effect of stirring speed on rare earth leaching ratio
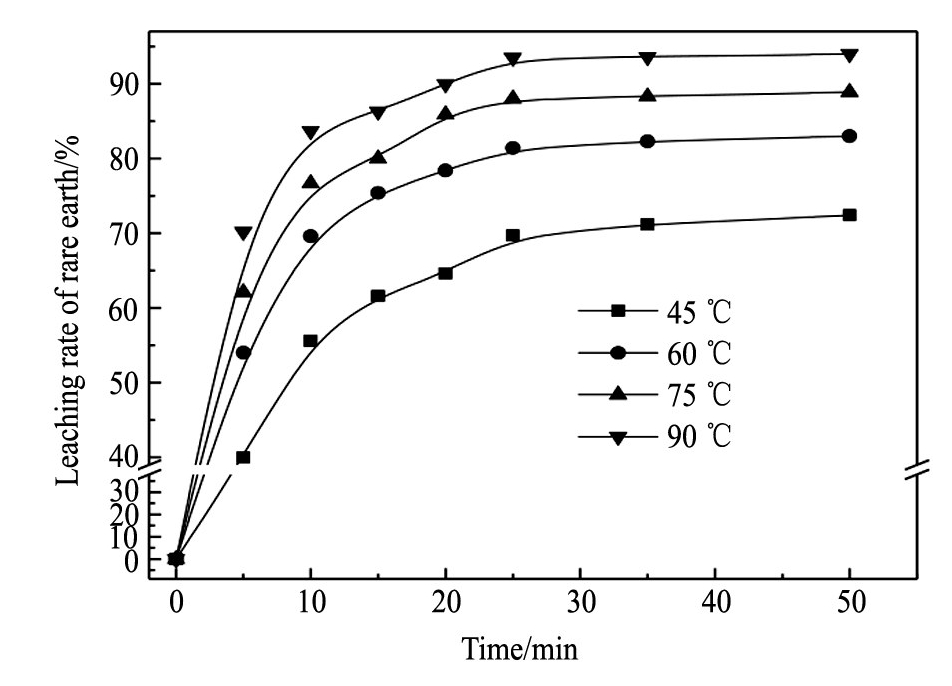
ͼ4 �¶ȶ�ϡ����������Ӱ��
Fig.4 Effect of temperature on rare earth leaching ratio
2.5 XRD, SEM�����ȷ���
����XRD��ϡ������(a)�� ���տ�(b)�� �������(c)���������������(ͼ5), ������Ҫ����Ϊ(La,Ce)CO3F��(La,Ce)PO4, ��Ҫ����ΪCaF2��Ca5F(PO4)3; ����NaOH-Na2CO3���±��պ�(La,Ce)CO3F������ʧ, ��������CeO2 (La2O3), (La,Ce)PO4תΪ��Ҫ����, ��Ԫ���ڱ��պ�ˮϴ������, ��������ˮ�������
CaF2+2NaOH��Ca(OH)2+2NaF (1)
Ca5F(PO4)3+10NaOH��5Ca(OH)2+3Na3PO4+NaF (2)
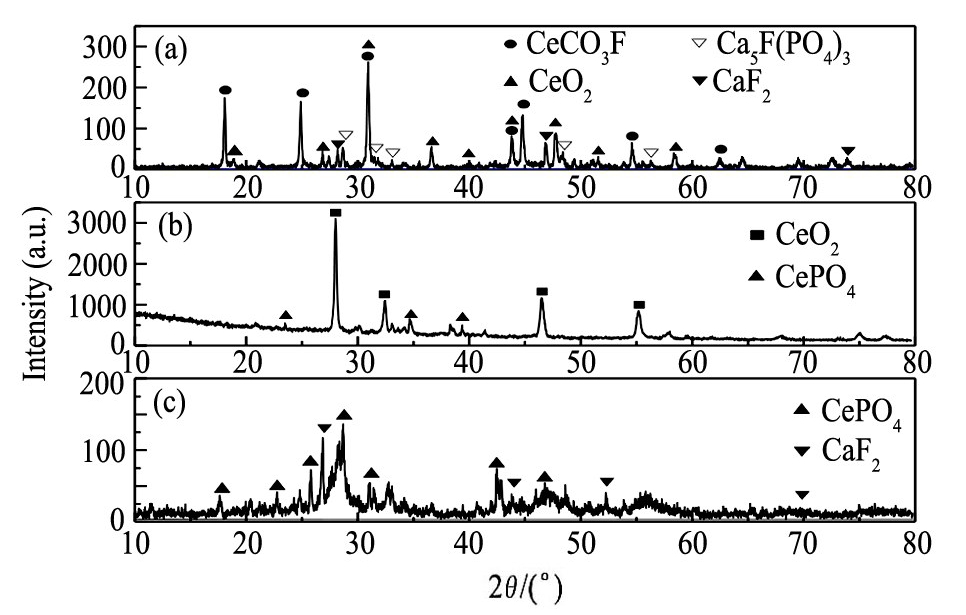
ͼ5 ��ϡ������XRDͼ
Fig.5 XRD pattens of the rare earth
(a)Rare earth concentrate;(b)Roasted ore;(c)Acid leaching residue
3Ca(OH)2+2Na3PO4��Ca3(PO4)2+6NaOH (3)
ͼ6Ϊϡ�������SEMͼ(ͼ6(a)ϡ������, ͼ6(b)���տ�, ͼ6(c)�������)�� ��ͼ6�п��Կ���, ��������������Ѻ�, �������ᷴӦ; ���տ����������Ѻۡ� ��϶, ��Ƿ���, �ṹ���ɶ��, ����Բ��, ˵��ϡ��������NaOH-Na2CO3�����˷�Ӧ; �������������ֹ⻬Բ�ɼ���������, ���ָ߶Ƚ���, �������Ա�С, ˵���������̿������û�г����µIJ����, Ҳδ���µĹ������������档
ͼ7Ϊϡ�����������ͼ(ͼ7(a)ϡ������, ͼ7(b)���տ�, ͼ7(c)�������)�� ��ͼ7�п��Կ���, �������Ա�С, ������Ϊ��������������Ľ����
2.6 ����ѧ����
ϡ������NaOH-Na2CO3���±�����ˮϴ�Ӻ�, ������ϡ��ת��ΪRE2O3��CeO2, ���������ѧ��Ӧ��Ҫ����ʽ��ʽ(4)��ʽ(5)��ʾ:
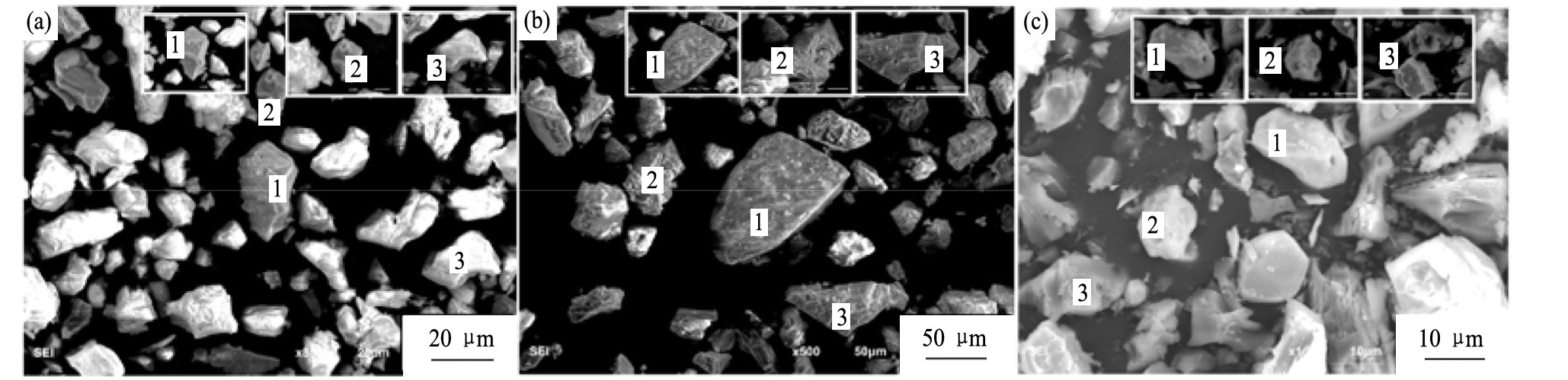
ͼ6 ��ϡ������SEMͼ
Fig.6 SEM images of the rare earth
(a)Rare earth concentrate;(b)Roasted ore;(c)Acid leaching residue
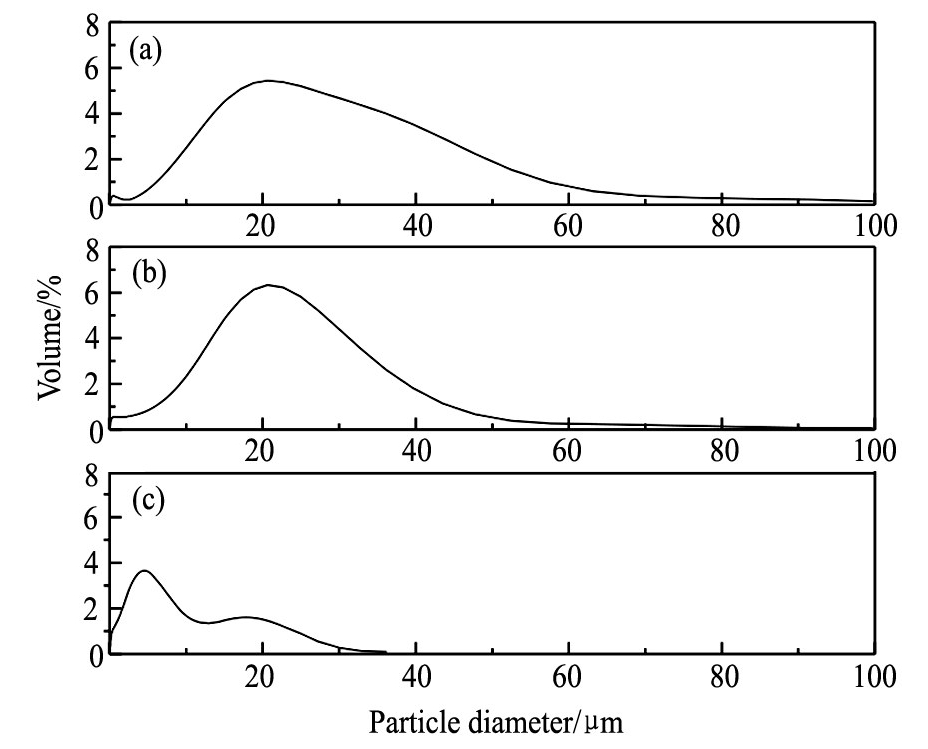
ͼ7 ��ϡ���������ȷֲ�ͼ
Fig.7 Graph particle size distribution of rare earth
(a)Rare earth concentrate;(b)Roasted ore;(c)Acid leaching residue
RE2O3+6H+��2RE3++3H2O (4)
2CeO2+8H++2Cl-��2Ce3++4H2O+Cl2 (5)
���տ���Ϊ���Ϳ���, ��������������п���������С, ����Ũ�Ⱥͽ����¶�Ϊ��ѧ��Ӧ������Ҫ��������, �����������ѧģ������������ģ��
ʽ��, k1, k2�Dz�ͬ���Ʋ�������ʳ���; x�ǽ�����(%); t�ǻ�ѧ��Ӧ����ʱ��(min)�� ���������ݴ��뷽��(6)��(7)��, ͨ���������ϻ��Ʒ���(6)��(7)�������ڽ���ʱ����ͼ�õ���ѧ��Ӧ����k�����ϵ��(R2), R2ֵ����������Щģ���붯��ѧ�������ݵ�����ԡ�
�ɱ�3�����ϵ��(R2)����, ����(6)�붯��ѧ�������, ���ϵ��(R2)С��0.95, ˵���û�ѧ��Ӧ���Ͳ����ڻ�ѧ����, ����(7)�붯��ѧ�������ϵ��(R2)�ӽ�0.95, ����Ӧʱ��Ϊ0ʱ, ���ʳ���k��Ϊ0, ����������ɢ���ơ� Dickinson, Heal�����о���������ѧģ�ͻ�������1999�������һ���µ������˱���ģ��
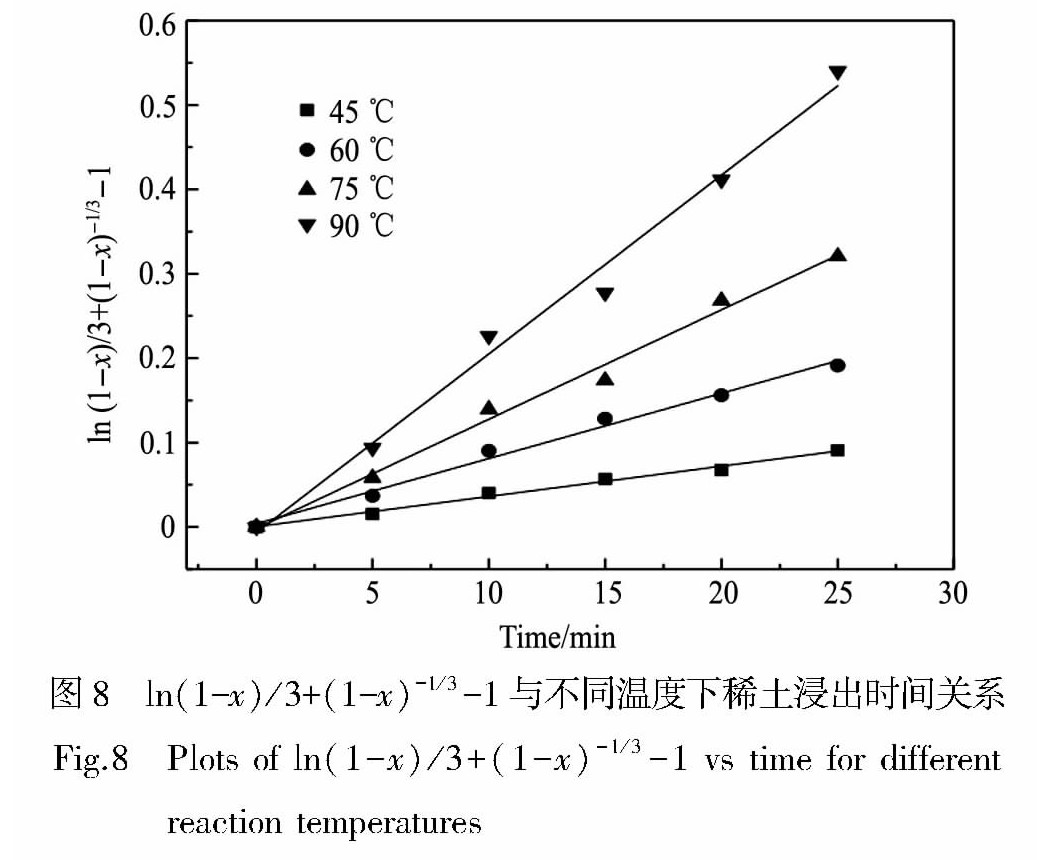
ln(1-x)/3+(1-x)-1/3-1=k3t (8)
ʽ��k3tΪ���ʳ���, ����(8)�붯��ѧ����������ݽ������, �������ϵ��(R2)���3, �������Կ���, ����ѧ����(8)�ܹ��ܺ���϶���ѧ��������������ض���ѧ����, ���ϵ��(R2)��Ϊ0.975����, ˵����������ѧģ�ͷ���������ģ��; ���о���Ҫ���������¶ȡ� ����Ũ�ȡ� Һ�̱ȵ������뻯ѧ��Ӧ���ʳ�����ϵ�÷���(9)��ʾ:
��3 3������ѧģ���ڲ�ͬ�������������ϵ��(R2)ֵ
Table 3 Correlation coefficients (R2) of three kinetics models at different leaching condition
| Parameters | Values | Chemical reaction and outer diffusion controlled model |
Inner diffusion controlled model | New variant of shrinking core model |
|||||||
1-(1-x)1/3=k1t |
1-2x/3-(1-x)2/3=k2t | ln(1-x)/3+(1-x)-1/3-1=k3t | |||||||||
k1 |
R2 | k2 | R2 | k3 | R2 | ||||||
| T/�� | 45 | 0.01192 | 0.8243 | 0.00329 | 0.9581 | 0.00358 | 0.9883 | ||||
| 60 | 0.01547 | 0.7749 | 0.00513 | 0.9154 | 0.00777 | 0.9881 | |||||
| 75 | 0.01814 | 0.7809 | 0.00656 | 0.9176 | 0.01295 | 0.9890 | |||||
| 90 | 0.02075 | 0.7640 | 0.00792 | 0.8918 | 0.02117 | 0.9933 | |||||
| CHCl/(mol��L-1) | 2.0 | 0.00398 | 0.8386 | 0.00041 | 0.9834 | 0.00023 | 0.9852 | ||||
| 3.0 | 0.00720 | 0.8314 | 0.00190 | 0.9691 | 0.00106 | 0.9753 | |||||
| 4.0 | 0.01188 | 0.8316 | 0.00329 | 0.9636 | 0.00359 | 0.9791 | |||||
| 4.5 | 0.01609 | 0.7471 | 0.00549 | 0.8841 | 0.00900 | 0.9628 | |||||
| L/S/(ml��g-1) | 2.0 | 0.00964 | 0.8481 | 0.00266 | 0.9758 | 0.00206 | 0.9890 | ||||
| 3.0 | 0.01317 | 0.8148 | 0.00393 | 0.9558 | 0.00481 | 0.9853 | |||||
| 4.0 | 0.01609 | 0.7471 | 0.00549 | 0.8841 | 0.00637 | 0.9628 | |||||
| 4.5 | 0.01814 | 0.7809 | 0.00656 | 0.9176 | 0.01295 | 0.9890 | |||||
k3=k0(CHCl)a(L/S)be-Ea/RT (9)
���ݷ���ʽ(8)��(9)�õ���ϵ����:
ln(1-x)/3+(1-x)-1/3-1=k0(CHCl)a(L/S)be-Ea/RT (10)
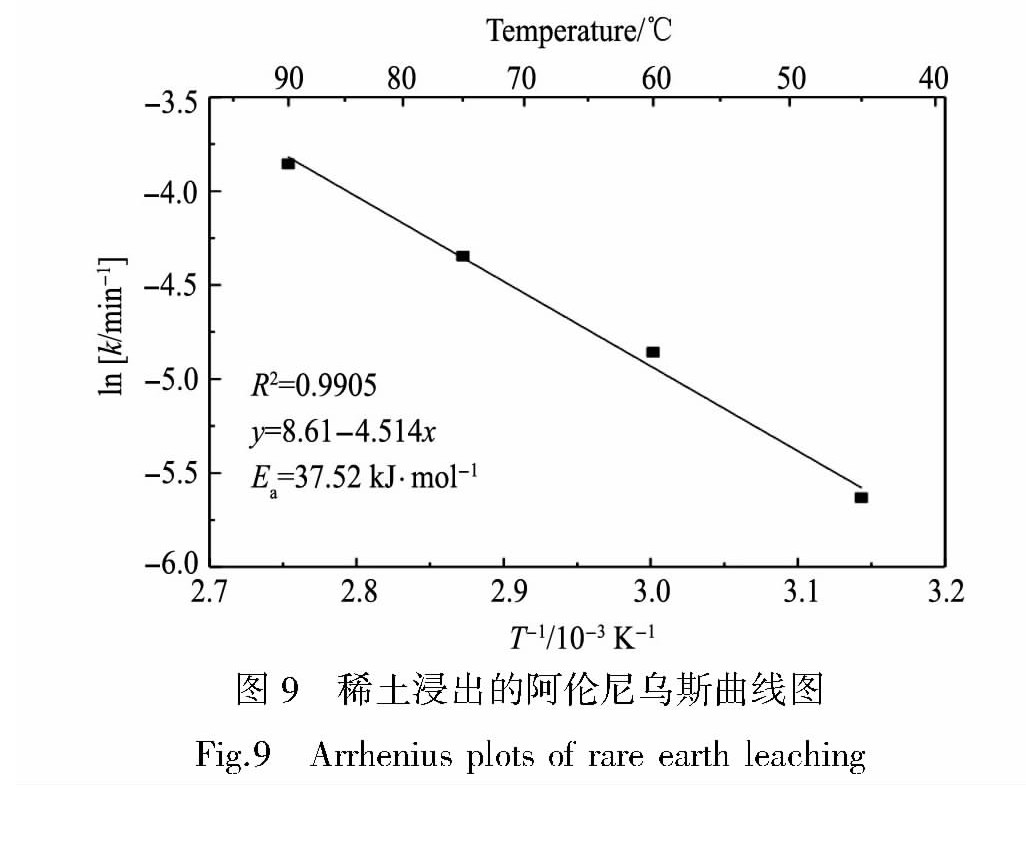
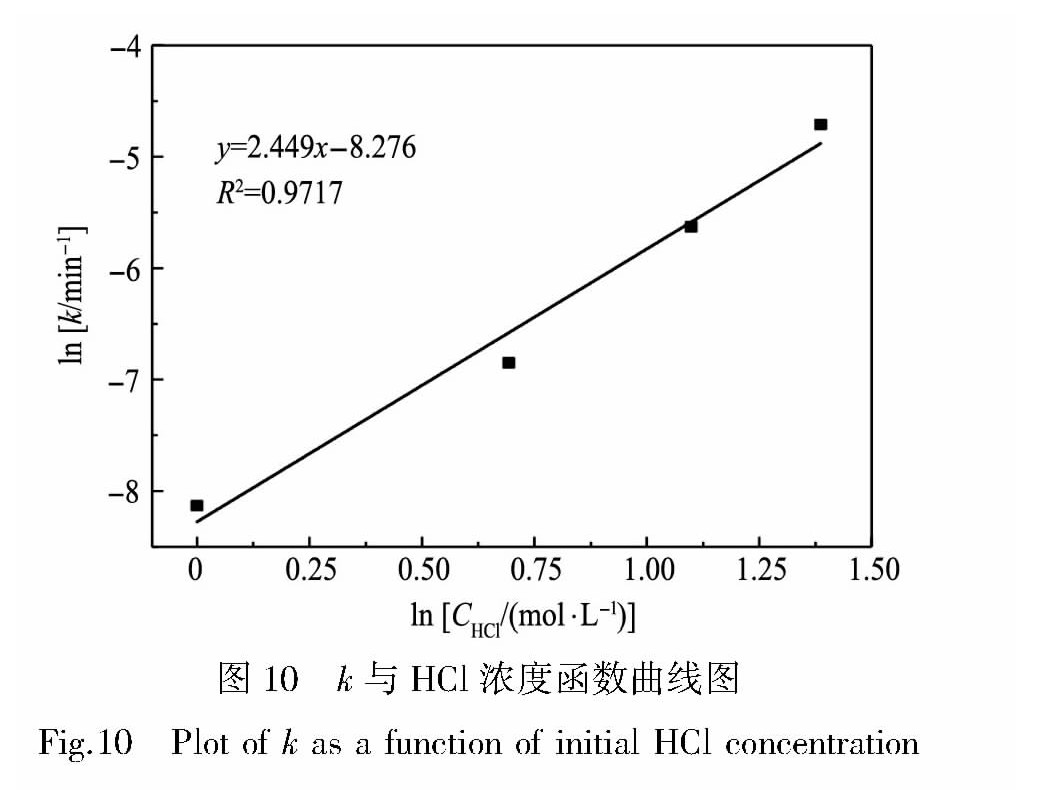
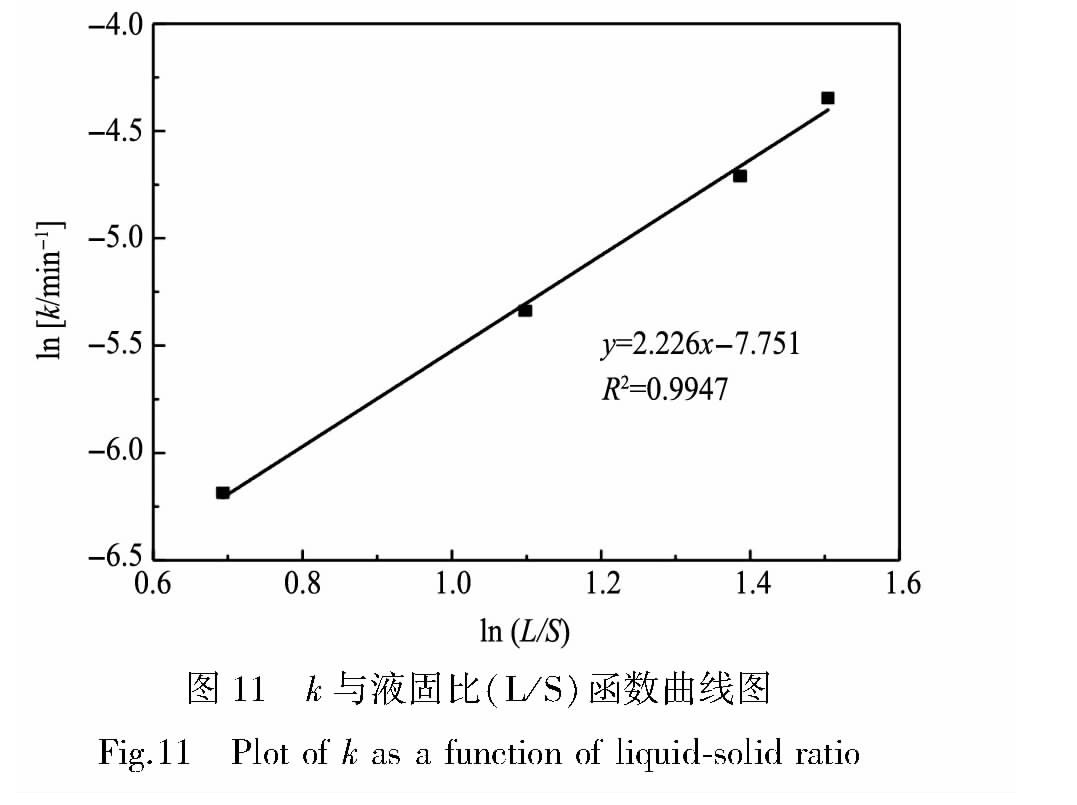
ʽ��, k0�ǰ�������˹����, ��������ͼ9��ֱ�ߵĽؾ�lnk0=8.61, ȷ��k0=5486.25, ͼ9��ֱ��б��-4.514, ȷ�����ۻ��EaΪ37.52 kJ��mol-1; �ӱ�3�����ʳ���k3, ������lnk��ln(CHCl), ln(L/S)���Թ�ϵ, RΪ����ѧ����, TΪ����ѧ�¶ȡ� ��ͼ10��11��ֱ��б��ȷ��Ũ�ȷ�Ӧ����a=2.449, Һ�̱ȷ�Ӧ����b=2.226, ���տ���ϡ���������̶���ѧ��ʽΪһ�����������±���, ��ѧ��Ӧ�����ܲ������洫�ʺ���ɢ��ͬ����, ���ǵõ�һ���뾭�鷽��ʽ�����������ƶ���NaOH-Na2CO3���±��տ���ϡ����������:
ln(1-x)/3+(1-x)-1/3-1=5486.25(CHCl)2.446(L/S)2.226e-37520/RTt (11)
3 �� ��
�ڱ��о���, ��ϸ�о����տ���ϡ����������, ȷ�����տ�ϡ���������������ѧģ��; ��HClŨ��4.0 mol��L-1, Һ�̱�(L/S) 4.5��1.0, �¶�90 ��, ʱ��25 min, �����ٶ�250 r��min-1, ϡ�������ʿɴﵽ93.5%�� ����Ũ�Ⱥͽ����¶�Ϊ��ѧ��Ӧ������Ҫ��������, ���ݶ���ѧ���ݿɵý���ģ������һ���µ������˱���ģ��, ��ѧ��Ӧ�����ܲ������洫�ʺ���ɢ��ͬ����, ���ۻ��Ϊ37.52 kJ��mol-1, HClŨ�Ⱥ�Һ�̱ȷ�Ӧ�����ֱ�Ϊ2.446��2.226, �Ƴ��������������ƶ���ϡ�����տ���ϡ���������̵İ뾭�鶯��ѧ����ʽ��
�����

