
Preparation of Mo/Cu composites by SLS method and its post-treatment techniques
LIU Bin(刘 斌), CHENG Jun(程 军), BAI Pei-kang(白培康), WANG Jian-hong(王建宏)
School of Materials Science and Engineering,North University of China, Taiyuan 030051, China
Received 20 April 2006; accepted 30 June 2006
Abstract: A multi-component polymer-coated molybdenum powder was chosen for selective laser sintering(SLS). The powder was prepared by coating polymer on Mo particles and frozen by grinding techniques. The laser sintering activities and sound densification response were obtained by optimizing the process parameters. The post-treatment process of SLS samples was developed, which was high temperature sintering Mo framework combined with Cu impregnation. Then, the Mo/Cu composites are gained. The microstructure evolution of post-treatment samples was investigated by scanning electron microscopy. Mo grains frequently string together. The microstructural characterization of Mo/Cu composites is homogeneous compound structure of adhesive phase Cu linked with Mo grains. There is little ellipsoidal Mo grains singly existing around Cu phase. Between Mo grains and Cu zone, there is a medium changing zone with width of 10-20 nm. Post-treatment mechanism is Mo framework sintering of solid phase and Cu impregnation of melting/solidification. The mechanical and thermal properties concluding tensile strength, elastic modulus, elongation and linear expansion of Mo/Cu composites were studied.
Key words: polymer-coated Mo powder; selective laser sintering; high temperature sintering; copper impregnation
1 Introduction
Metal parts or moulds manufacturing technique based on rapid prototyping(RP) is a novel research point. Selective laser sintering (SLS) is a rapid manufacturing technique that generates components in a layer-by-layer fashion using the loose powder and the computer controlled laser[1-4]. Complicated prototyping models can be rapidly made from three-dimensional CAD doc- uments, and the available metal parts were obtained by special post-treatment process. Compared with the traditional process of powder metallurgy and mechanical manufacturing, SLS has potential advantages. It can short producing cycle, flexibly modify design plan and reduce cost of product[5, 6].
The hardness and brittleness of pure Mo are high, and its machinability is not good enough especially when refractory metal parts with complicated structure is made. The Mo/Cu composites materials were used widely owing to their excellent strength, plasticity and mac- hinability as well as electrical and thermal conductivities. When the Mo/Cu composite work under high tem- perature, Cu in composites had perspiring and cooling function by liquidating and endothermic process[7]. Then, the Mo/Cu composites are also high temperature materials used in anti-ablation special condition. As well as the multiphase composites research based on Mo was a hot point of the application foreground of Mo in shaped charge[8, 9].
In this paper, a novel rapid preparing technique of Mo/Cu composites was provided. The preparation of polymer-coated Mo powder, SLS behavior, post-treat- ment process and microstructural evolution of sam- ples were addressed with the overall aim of presenting Mo/Cu composites sintering mechanism. The mechanical and thermal properties were also discussed.
2 Experimental
2.1 Preparation of polymer-coated Mo powder
The preparing process of polymer-coated Mo powder are as follows[6].
The reductive Mo powder (purity 99.9%, maximum particle size 5 μm) was prepared and 3% liquid ther- mosetting polymer was added, then the multi-com- ponent was mixed in the high-speed mixing machine. The mixed material was crashed out, and the material is block shape. The blocks were dried and broken to little pieces in crucial point machine by freezing and grinding methods. By sifting out, the polymer-coated Mo powder was produced. The particle size is less than 75 μm, while the maximum particle diameter is 60 μm. The schematic process of polymer-coated Mo powder preparing is shown in Fig.1.
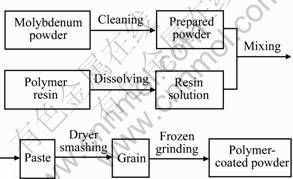
Fig.1 Schematic diagram of polymer-coated Mo powder prep- aring process
2.2 SLS rapid prototyping
When the laser beam selectively scaned the powder layer controlled by computer, the scanning powder was sintered. After one layer was scanned, the next powder layer was paved by leveling drum and sintered together with last layer. There are powder material in not scan- ing section. At last, a green part was prototyped with cleaning surplus powder[3, 4]. Fig.2 shows the schematic diagram of SLS prototyping process.
The sintering experiments of polymer-coated Mo
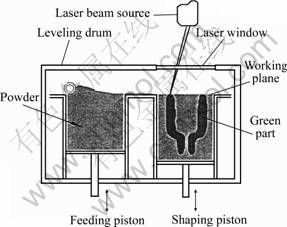
Fig.2 Schematic diagram of SLS apparatus
powder were conducted on LLS-500D point scanning SLS machine. Its major technical parameters are as follows. The sintering power was 100 W synrad CO2 laser, the max prototype size of shaping space was d 400 mm×500 mm, prototype precision was ±0.15 mm, laser beam scanning speed was 5 000 mm/s, laser beam length was 0.5 mm, control system was Pentium 4 industry computer, input document format was STL and the permitted depth of powder layer was 0.2 mm.
2.3 Post-treatment processing
SLS samples(green parts) of polymer-coated Mo powder were debinded and presintered in vacuum electric furnace. The polymer component can be elim- inated through debinding process at 800 K for 2 h. Then the samples were sintered at 1 450 and 1 500 K for 1 h.
The Mo framework samples were obtained from presintered ones high temperature sintering at 2 200 K and strengthening in hydrogen protecting furnace.
One of the most effective ways that can strengthen material mechanics properties is lessening holes. Melting impregnation is that lower melting point metal can infiltrated to framework holes[7].
Material selection of melting infiltration is Cu, and consistency condition of Cu and Mo is considered firstly. Electrolysis pure Cu and framework-Mo part are placed in graphite crucible. Heating temperature is 1 470 K in argon atmosphere, and 2 h heat preservation is needed.
2.4 Characterization
Samples for metallographic examination were prepared using standard techniques. Surface morphology and microstructure were observed by scanning electron microscopy(SEM). Standard samples were tested in CMT-5105A electronic all-purpose testing machine according to GB/T228-1987 regulation. Surface hardness of Mo/Cu composites parts was tested in HV-120 hardness meter. Thermal properties were measured and calculated by thermal expansion coefficient testing mac- hine and differential heat capacity analyzer.
3 Results and discussion
3.1 Polymer-coated Mo powder
The polymer composition ratio was determined based on many Mo powder coating experiments. The polymer-coated Mo powder used in selective laser sintering prototyping is obtained by coating polymer and frozen grinding techniques. SEM image of polymer- coated Mo powder is shown in Fig.3. From Fig.3, the single particle of powder is globular nearly, and it is composed of a lot of mini Mo particles. Thermosetting
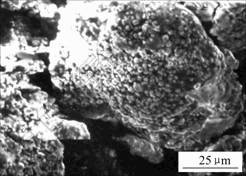
Fig.3 SEM image of polymer-coated Mo powder
polymer coating on particles is regarded as cohesive binder.
The polymer-coated Mo powder was measured by laser particle size analyzer. The polymer thickness is suitable and its size is ranged from 35 to 60 μm. The powder material fits to selective laser sintering prot- otyping.
3.2 Optimized parameters of SLS process
Among SLS process parameters, such as laser power, laser scanning velocity, powder spreading depth and powder size, are the most important factors influencing the prototyping quality[10]. The prototyping part density is one important point of properties, and it represents shaping quality[11]. For the laser sintering machine (LLS-500D) under in the certain condition of powder spreading, the prototyping quality of influencing relation is stated as Eqn.(1).
ds=f(p,v1,t,s) (1)
where ds is part density; p is laser power; v1 is scanning velocity; t is powder spreading depth; s is powder size.
The laser sintering activities and sound dens- ification response were experimentally researched. The relation of SLS process parameters was studied through orthogonal experiments[12]. Based on the experiment results, the optimizing laser sintering parameters were acquired. Under the condition of laser power of 45 W, scanning velocity of 1 800 mm/s, average powder size of 45 μm and powder layer thickness of 0.1 mm, the solid particles were bonded together to form a continuous network and its density of prototyping part attains 4 g/cm3.
Fig.4 shows the SEM image of fracture of SLS green parts with polymer-coated Mo powder. From Fig.4, the Mo powder is jointed together by polymer in green parts. The porosity material density is low, mechanical properties are poor, and its holes distribute regularly.
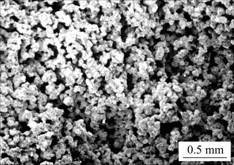
Fig.4 SEM image of SLS green parts
3.3 Mo/Cu composites
Based on high temperature sintering theory analysis of Mo/Cu material and large quantities of sintering experiments, the post-treatment process of prototyping green parts was developed, which is sintering Mo framework by high temperature combining with Cu impregnation technique.
The quantities and size of holes were reduced through presintering process[13]. But the samples have lower strength. SEM image of Mo samples post treated with high temperature sintering is shown in Fig.5. From Fig.5, the strength increases largely and the density raises. Powder pellets and its groups are compressed. With various of the interior jointed structure, the dim- ension of powder pellets changes. After high temperature sintering, Mo parts gain high strength and better integ- rated properties.
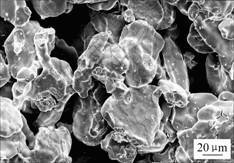
Fig.5 SEM image of Mo framework sample by high temp- erature sintering
SEM image of Mo/Cu composites (30%Cu) fracture is shown in Fig.6. From Fig.6, the Mo and Cu are close jointed together, and Mo grains frequently string together. The Mo/Cu composites have homogeneous compound structure of adhesive phase Cu linked with Mo grains. A concentration along grain boundaries and these phases distribute interlocked. There is little ellipsoidal Mo grains singly existed around Cu phase[14,15]. Between Mo grains and Cu zone, there is a medium changing zone
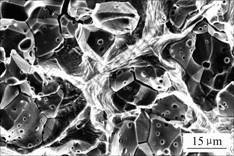
Fig.6 SEM image of Mo/Cu composite
with width of 10-20 nm.
Generally, post-treatment mechanism is Mo framework sintering of solid phase and Cu impregnation of melting/solidification. Melting liquid Cu infiltrats into Mo framework by capillary action, and large quantities of holes are filled. The pore-solid ratio of composites reduce mostly, and mechanics properties is heightened mostly by this alloying process[16, 17]. Then, the Mo/Cu samples with high density and good mechanical properties are gained.
Many types Mo/Cu composites of Cu content are able to achieve by controlling pore-solid ratio of Mo framework. After measuring and calculating, the density ratio of the material reaches 92%, and the mechanical properties are good enough. For example, the semi- finished products of Mo/Cu composites are cut and grinded on local surface. Then, the regular products or samples of Mo/Cu composites with precise structure and lower surface roughness would be obtained at last.
3.4 Composites properties test
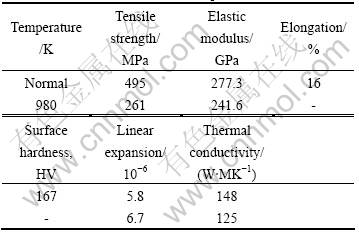
Rapid preparing technique of Mo/Cu composites can apply in engineering, which is determined by material properties. Mo/Cu composites characteristics are shown in Table 1.
Table 1 Characteristics of Mo/Cu composites
4 Conclusions
1) Polymer-coated Mo powder used to SLS is prepared by coating polymer and frozen grinding techn- iques. Single particles of powder with size of 35-60 μm are globular nearly.
2) Based on SLS experiments result of optimized parameters, such as laser power of 45 W, scanning velocity of 1 800 mm/s, average powder size of 45 μm and powder spreading depth of 0.1 mm, the solid particles are bonded together to form a continuous network and its density of prototyping samples attains 4 g/cm3.
3) The post-treatment process is Mo framework high temperature sintering combined with Cu impr- egnation technique. The mechanism of post-treatment samples is Mo framework sintering of solid phase and Cu impregnation of melting/ solidification. The density ratio of Mo/Cu composites is 92%. The main properties concludes tensile strength (495 MPa), elastic modul- us(277.3 GPa), elongation (16%) and linear expan- sion(5.8×10-6 K-1).
4) Many types Mo/Cu composites of Cu content are able to achieved by controlling pore-solid ratio of Mo framework. The technique can be applied to manufacture fire-resisting parts of weaponry and aerospace arms, electronics industry conductance and cooling elements, which is owing to its excellent strength, plasticity, machinability and electrical and thermal conductivities.
References
[1] TOLOCHKO N K, MOZZHAROV S E, YADROITSEV I A. Selective laser sintering and cladding of single -component metal powders [J]. Rapid Prototyping Journal, 2004, 10(2): 88-97.
[2] KING D, TANSEY T. Alternative materials rapid tooling[J]. Journal of Materials Processing Technique, 2002, 121(2-3): 313-317.
[3] KUMAR S, CHATTERJEE A N, SAHA P. An experimental design approach to selective laser sintering of low carbon steel[J]. Journal of Materials Processing Technique, 2003, 136(1-3): 151-157.
[4] BOURELL DL, MARCUS H L, BARLOW J W. Selective laser sintering of metals and ceramics[J]. Journal of Powder Metallurgy, 1992(4): 369-381.
[5] SIMCHI A, POHL H. Direct laser sintering of iron-graphite powder mixture[J]. Materials Science and Engineering A, 2004, 383(2): 191-200.
[6] BAI Pei-kang. Study on selective laser sintering of polymer-coated metal powder[A]. Proceedings of the Second International Conference on Rapid Prototyping and Rapid Manufacturing[C]. Beijing: 2002: 181-185.
[7] LV Da-ming. The exploitation and application of Mo-Cu composites[J]. Powder Metallurgy Industry, 2000, 10(6): 30-33. (in Chinese)
[8] GUO Zhi-jun, ZHANG Shu-cai, LIN Yong, GAO Yun. The application foreground of Mo in shaped charge warhead[J]. China Mo Industry, 2003, 27(6):10-15. (in Chinese)
[9] HU Zhong-wu, LI Zhong-kui, ZHANG Ting-jie, ZHANG Xiao-ming. Advanced prograss in materials for shaped charge and explosively formed penetrator liners[J]. Rare Metal Materials and Engineering, 2004, 33(10): 1009-1012. (in Chinese)
[10] DAS S. Physical aspects of process control in selective laser sintering of metals[J]. Advanced Engineering Materials, 2003, 5(10): 701-711.
[11] GU Dong-dong, SHEN Yi-fu, YANG Jia-lin, WANG Yang. Densification mechanism of multi-component Cu-based metal powder in selective laser sintering process[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(4): 596-602. (in Chinese)
[12] TOLOCHKO N K, MOZZHAROV S E, YADROITSEV I A. Balling processes during selective laser treatment of powders[J]. Rapid Prototyping Journal, 2004, 10(2): 78-87.
[13] SUN Yue, LIU Fu-sheng, GAO Zhan-peng, ZHANG Qing-fu. P-V characteristics of sintered porous Mo under hydrostatic pressure[J]. Chinese Journal of High Pressure Physics, 2002, 16(2): 119-124. (in Chinese)
[14] HE Zhong. Microstructure of the active sintered Mo-Cu alloy[J]. Materials Science & Engineering, 2000, 18(4): 75-77. (in Chinese)
[15] KATHURIA Y P. Microstructuring by selective laser sintering of metallic powder[J]. Surface and Coatings Technology, 1999, 116-119: 643-647.
[16] SHEN Yi-fu, GU Dong-dong, WU Peng, YANG Jia-lin, WANG Yang. Microstructural evolution during direct laser sintering of multi-component Cu-based metal powder[J]. Trans Nonferrous Met Soc China, 2005, 15(6): 1309-1314.
[17] NIU H J, CHANG I T H. Liquid phase sintering of M3/2 high speed by selective laser sintering[J]. Scripta Materialia, 1998, 39(1): 67-72.
(Edited by LI Yan-hong)
Foundation item: Project(03022) supported by the Key Science Research Program of Education Ministry of China
Corresponding author: LIU Bin; Tel: +86-351-3557439; E-mail: liubin_ncust@nuc.edu.cn

