������ʱ��: 2018-03-06 16:24
ϡ�н��� 2018,42(12),1323-1331 DOI:10.13373/j.cnki.cjrm.xy18010032
ʪ�����շϴ����в��ټ�����չ
���� ������ ������ ���� �ƶ���
����������ѧ������Դ����ѧԺ
����������ѧʡ������������ɫ������Դ������ù����ص�ʵ����
ժ Ҫ��
���ٹ����������β�����������ͻ����ô�������Ҫ�ɷ�, ��ʧЧ�����з�����ղ��ٹ�����ǽ��������Դ�������Ҫ;��֮һ�������˴ӷϴ����л��ղ��ٵķ����ͼ���, �ص������˷ϴ����в��ٽ����Ĵ��Ṥ��, ����ʪ���������ա�����������ռ�ǿ�������ֶ�, ���Ƚ��˸��ַ�������ȱ�㡣ʪ�������������ܽⷨ����������ܽⷨ��ȫ�ܷ��ͼ�ѹ�軯��, ���ŵ��Ǽ�����, ���̽϶��ҳ���, �ɱ���Ե�, �Ǵ�ʧЧ�����з�����ղ��ٹ������õķ���, ��ʪ����������Ҫȱ���ǽ����ʲ����ȶ���������, ����������վ��з�Ӧ�º�, �����Ѻ�, ��Ӧ��ǿ������, �����Դ����о�̽����, ��ҵ��Ӧ�ý��١�ǿ�����ٽ������ֶ��л�е�������������ǿ��������, ��������������ǿ����������Ӧ�ý϶ࡣ���ָ����߹��ռ���ˮƽ����չ��Ч�������Ѻ����¼����Ƿϴ����в��ٻ��ռ����ķ�չ����
�ؼ��ʣ�
�ϴ��� ;���ٻ��� ;ʪ������ ;������� ;
��ͼ����ţ� TF83;X734.2
����飺 ���� (1992-) , ��, �ӱ�ʯ��ׯ��, ˶ʿ, �о�����:��ѡ�����빤��;E-mail:1148288295@qq.com;; *������, ����;�绰:13987662793;E-mail:dhx6688@sina.cn;
�ո����ڣ� 2018-01-17
���� ������Ȼ��ѧ������Ŀ (51764023, 51264020) ����;
Progress in Recovery of Platinum and Palladium from Spent Catalysts by Hydrometallurgical Methods
L�� Yuchen Dai Huixin Du Wuxing Zhang Lei Tang Dongdong
Faculty of Land Resource Engineering, Kunming University of Science and Technology
State Key Laboratory of Complex Nonferrous Metals Resources Clean Utilization, Kunming University of Science and Technology
Abstract��
Platinum and palladium were the main components of automobile catalysts and chemical catalysts, so the separation and recovery of platinum and palladium from spent auto-catalysts and chemical catalysts was one of the most important ways to meet the demand for platinum and palladium resources. The methods, especially the crude extraction process, of recovery of platinum and palladium from spent catalysts was reviewed, including hydrometallurgical leaching methods, bioleaching and the means of strengthening the leaching process. The advantages and disadvantages of these processes were compared. Hydrometallurgical leaching methods containing carrier dissolution, active component dissolution, total dissolution and pressure cyanidation, had the advantages of short and mature process, low cost and became the most common method for the recovery of platinum and palladium from spent catalysts, but the maindrawback was unstable leaching rate. From the point of view of technology, the biological leaching process had the advantages of mild reaction, environment-friendly, strong adaptability, while biological leaching process was still in the stage of exploration, and industrial applications were rare. The means of strengthening the leaching process of platinum and palladium included mechanical activation, ultrasonic leaching and microwave enhanced leaching. Ultrasonic leaching and microwave enhanced leaching had wide range of applications. Finally, the development direction of spent catalysts recycling technology was concluded as improving the level of technique, developing efficient and environment-friendly technologies.
Keyword��
spent catalyst; recovery of platinum and palladium; hydrometallurgical leaching; bioleaching;
Received�� 2018-01-17
���ٹ�������н�ǿ�Ĵ�����, �ɴ�ʹ������ѧ��Ӧ���ٽ���, �ǹ�ҵ����������ʯ�ͻ�������ϸ������ȼ�ϵ�����졢�л������Ȳ���ȱ�ٵĴ�����, ��ҵǰ��ʮ�ֹ���
[1 ,2 ,3 ]
����2009������, �й�һֱ��ȫ�����IJ���������ѹ�
[4 ,5 ]
, ��Ŀǰ���ڲ��������Դ�����ѷ�, �������������
[6 ]
, �����IJ��������Ҫ�������ڵľ���ؽ������
[7 ]
����ʧЧ�����еIJ��ٽ�������ԶԶ����ԭ��, ��ʹ���Ϊ�ҹ���ǰ���ɺ��ӵIJ��ٽ�����Դ
[8 ]
��ͬʱ, ��������ϡ�������ʧЧ����������ʱ������������صĻ�����Ⱦ, ����Σ�����˵Ľ���
[9 ,10 ,11 ]
��Ϊ����δ���ҹ��Բ���ϡ������������ӵ�������ϴ���������Ⱦ����, ���ڲ��ٽ����ϴ����Ļ��������ñ���������ӡ�
�ӷϴ����л��ղ��ٽ����Ĺ�����ʪ�����ա�����
[12 ,13 ]
����-ʪ���Ϸ�����
[14 ,15 ,16 ]
�Լ�����������յȡ�ʪ���������̶̡��ܺļ��ɱ��͡��������Ƿϴ����еIJ��ٽ�����ȡ����Ҫ����;������������ܺĵ͡����̶̡���Ӧ�º��ҶԻ����Ѻõ��ص��ܵ����о���Ա�Ĺ㷺��ע;����, �������о���ԱΧ����μ�ǿ�����������˴������о������ĶԳ���ʪ�����ա�����������ռ�ǿ�������ֶν�����ȫ��Ľ���, �ص�����˷ϴ��������εĹ������Ƽ�Ч��, ���Խ����о�˼·�ͷ��������չ����
1 ʪ��������
����ʪ������������Ҫ�������ٵĽ�������ȡ�ᴿ������������̡����ڲ����ڽ�����������ʧ�϶�, �������о���Ա�Խ������̽����˴������о�, ����������Ҫ�������ܽⷨ����������ܽⷨ��ȫ�ܷ��ͼ�ѹ�軯���ȡ�
1.1 �����ܽⷨ
�����ܽⷨ��ʵ���Ǹ��ݴ�������������������ʻ�ѧ��Ӧ���ԵIJ���, ѡ���Ե��ܽ�����, ����������Pd, Pt�������ڽ�������, ����ٴ�������ȡPd, Pt���÷���Ҫ���������ֽ�ķϴ���, ������������Ϊ����ʱ, �����ܽⷨ����Ч�������е�Pd, Pt������֡�
1.1.1 ֱ�ӽ������巨
ֱ�ӽ������巨��ʵ�����ڳ��»����, ��ѹ���ѹ������, ʹ�÷��������� (����Ч���Ϻ�
[17 ]
) ��� (��NaOH) ֱ�ӽ��ϴ�������ѡ�����ܽ�, ���Խ�����ֻ�ʺϴ��������Ԧ�-Al2 O3 �������, ���Խ������ɴ������־���Al2 O3 ����ϴ�
[18
] ��
�����ܽ������, �¶ȡ�ѹǿ��Ӱ��ѡ�����ܽ�����Ч������Ҫ���ء������
[19 ]
�������¶ȼ�ѹǿ�������ܽ��-Al2 O3 ���巴Ӧ��Ӱ��, �о�������������ܽⷴӦ���ʳ������¶ȼ�ѹǿ���������, ����Ӧ�¶�130��, ѹ��4.5 kg��cm-3 , ����ʱ��4 h, ��-Al2 O3 �ܽ��ʿɴ�95%, ����ڳ�ѹ��ֻ��50%~80%���ܽ���, Ч��������
Lee��
[20 ]
���������ܽⷨ�ӷ�ʯ�ʹ����л��ղ�, ���о����¶ȶԽ���Ч����Ӱ�졣�о��������, ������Ũ��6.0 mol��L-1 , �����¶�100��, ����ʱ��2~4 h, ���ܶ�220 g��L-1 ���������, Լ95%�Ħ�-Al2 O3 �ܽ⡣����, �¶Ⱥ�ѹǿ����߿ɼӿ�������ܽ��ٶȼ����ٲ������������
�������¶Ⱥ�ѹǿ������, ����ϸ����Pd, PtҲ�ᱻ�ܽ�, ���»������½���Ϊ�����һ����, �����
[19 ]
�������ѹ�ܽ����������Ti Cl3 ���Ƽ������Ʋ��ķ�ɢ, ȡ���˲�ֱ����98.71%, ���ಬ��Ʒ���ȡ�99.98%�Ľ���ָ��;Minseuk��
[21 ]
���������ܽ�Һ�м�����������ԭ���ַ�ɢ�IJ���, ʹ��ȫ����AR-405��R-134�ϴ����еIJ��ٿ���ʵ�֡�
1.1.2 Ԥ�����������ܽⷨ
Ԥ�����������ܽⷨ��ʵ�����ڽ���֮ǰ�Դ�������Ԥ����, ʹ��������Ħ�-Al2 O3 ת��Ϊ�����������ˮ��Һ������, ��ѡ�����ܽ����塣�÷������ڴ�����-Al2 O3 �����ϸߵĴ���;�Ԧ�-Al2 O3 ���ϴ���ͬ������, ���ҿ���������ҩ����������Ӧ����Ҫ��
�����յ�
[22 ]
������α���-�������Pt/Al2 O3 �ϴ����и������ղ����ϴ�����7.5�����ص�����炙��Ƚ��б���, �����¶�350��, ʱ��5 h, �ղ����������ʼŨ��0.5 mol��L-1 , Һ�̱�Ϊ12.5, �¶�Ϊ80��������½���3 h, ���ղ��ĸ��������ɴ�274�����ϡ�������, ���չ��̿ɽ���-Al2 O3 ת��Ϊ������NH4 Al (SO4 ) 2 , ת��ԭ������:
�ܿ����κ��
[23 ]
���������λ����ա�ˮ������������-Al2 O3 ����״����β����������, �ϴ�����1.77������ŨH2 SO4 ����������¯�б���, �����¶�250~300��, ʱ��10~15 min, �ղ�����ˮ�����������α���-����, Pt, Pd���ܻ����ʷֱ�Ϊ97%~99%, 99%��
���Ӻ���
[24 ]
�����ƻ�����-ˮ�����ӷϴ�����ȡ��, ʵ����������̼��������84%, �¶�1000��������±���30 min, ���Ľ����ʿɴﵽ95.56%, ������ת��ԭ������:
������
[25 ]
�����ս�-�ܳ����ӷϴ����л��ղ�, ��̼��ķϴ�����2�����Ϸ��ӱȵ�NaOH���Ƚ����սᷴӦ, �¶�800��, ʱ��2 h, �ղ�����95���ˮ���ܳ�10 min��һ���ս�-�ܳ�, �������Ľ����ʿɴ�98.10%, ���������и�����17.87������Ӧ����:
��������, �����ܽⷨ����Ч�������������ϴ����еIJ���, �ᷨ�ܽ�ֻ�����ڴ�����-Al2 O3 ����������ϴ���, ��ܽ������Ը���, ����������ѹǿ���¶ȵ����߾�����߽���Ч��;�ϴ�����Ԥ�������������ͺ�����Ӧ����Ҫ����������ҩ���������÷��Ľ����ۺϻ����ʸ�, ����ɷֿ���Ϊ����Ʒ��������, �������̽ϳ�, ��������, ����Ͷ�ʴ�
1.2 ��������ܽⷨ
��������ܽⷨ�����岻��, ����������ϵ��ѡ���Եؽ�Pt, Pd�Ȼ�����������������ʽ�ܳ�, ������Һ����ȡPt, Pd��ѡ�����ܽ������ֳ�����HCl-��������ϵ, ��������������Cl2 , NaClO3 , H2 O2 , HNO3 �ȡ��÷���Ҫ���ڴ���������ʯ�մɵ���������Ϊ����Ĵ���, Ҳ�����ڴ������ٺϽ��������̼����ϴ�����
1.2.1 �������ֱ���ܽⷨ
���ϴ��������̼, ���Գɷֱ������̶ȼ������л������ʱ, ��ֱ�Ӳ��û�������ܽⷨ�����е�Pt, Pd���Գɷ��ܳ��������ڴ�����ʹ�ù����лᷢ��һϵ�е�������ѧ���ʱ仯, �粬�ٻ������ʱ�����������ʰ���;�ϴ��������̼����;���ٵȻ��������ʹ�ù����б�����
[26 ]
, �������ֱ���ܽⷨ��Ӧ�ò����㷺��
1.2.2 Ԥ�������������ܽⷨ
Ԥ�������������ܽⷨʵ������ʪ�������������֮ǰ, ���ݷϴ�����������ѧ���ʲ�����Ӧ��Ԥ������ʩ, �籺�ա���������ԭ��ϸĥ��, �ô�ʩ�ɽ��ͽ��������������߲��ٽ����Ļ����ʺͽ�����
[27 ]
��
����ܵ�
[28 ]
������һ�ִӷ���̿�����л����ٵķ���:�ϴ���������Ԥ������̼�����ỹԭ��, ��HCl-NaClO3 ��ϵ�н�����, ����Һ�������ӽ�������, ����Ͼ���������, �ɻ���99.1%���١�����
[29 ]
ͬ�����÷��շ���Ԥ��������̿����, ���յõ����ٴ���99.95%, ������>99.5%������ָ�ꡣ����, ���շ�Ҳ�����ڱ��������д����л���ϴ�����Ԥ������
Aberasturi��
[30 ]
��250�������Χ������������β���������������HC�ͻ�̼, �Ӷ�����˻�����ֽ����εĽ�����, ���յõ��˲��ٻ����ʴ���95%������ָ�ꡣPinheiro��Lima
[31 ]
��Pt/Al2 O3 ��Pt-Sn/Al2 O3 �ϴ�����400�������Χ, һ������ѹ���ȴ���5 h, ���������Ļ�̼����, Ϊ����������ֵĽ����ṩ�˽Ϻõ�������
Bolinski��Distin
[32 ]
��ʧЧ����β������������250�����������¼�������ȥ���������̼����������������л�ԭ, �Ӷ�����˽����εĽ����ʡ�
������������, ����Ӧ�����������Էϴ�������Ԥ������Kim��
[33 ]
����ĥ��ϴ�ӷ��������մɴ����Ĵ�����������ʯ�������, ���Գ�ʼ������С�������Ӱ��������о���XRD�����������, ���ſ������ȵļ�С, �����㺬������, ������ʯ��������, �Ӷ����ͺ���ʪ�������εĹ�������
��������, ��������ܽⷨ�������̼��豸Ͷ��С�������ʽϸߡ�����Һ�ɷ���Լ�����Ч�ʸߵ��ŵ�, ��ҵǰ�����á����÷��Դ�����Ĵ����ʲ��ȶ�, �������Բ�����������, ��ֱ�Ӷ���, �Ӽ����Ϻ;����϶��ܲ�������
1.3 ȫ�ܷ�
ȫ�ܷ��������ܽ�ͻ�������ܽ�Ľ��, ����ʹ�������ܽⷨ�ܽ�����Ĺ����м���ij���������������Һ����������, ���屻�ܽ��ͬʱ, ���ٽ���Ҳ����������, ���յõ���/������Ⱥܴ����Һ, ������Һ�ɲ��ö��ָ��������������õ����ٽ��������
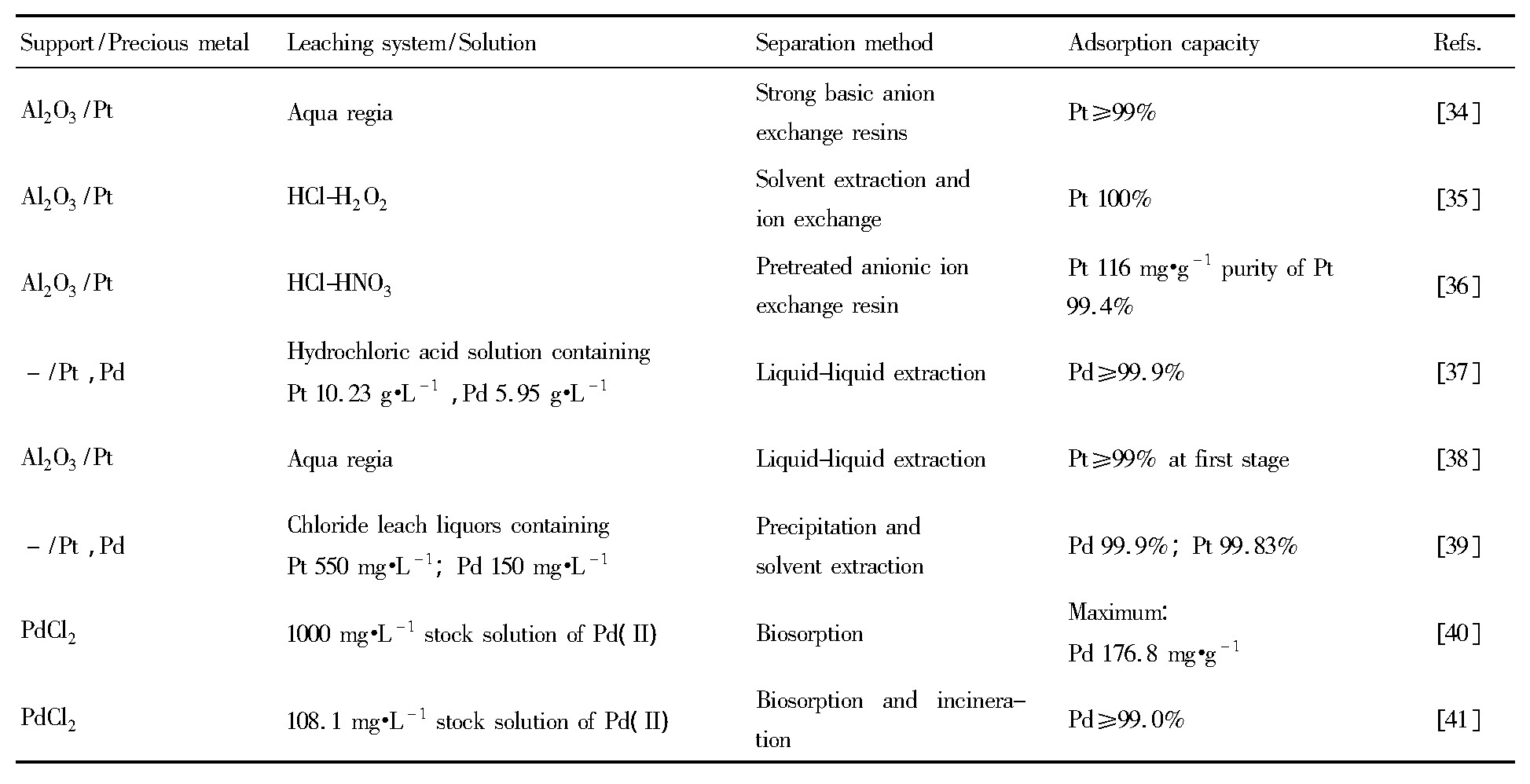
��ͬȫ�ܷ��������ڽ���������, �����ֶ��л�ԭ����������Һ��ȡ�������ӽ�����������ʶ�������������� (��1) ����1���������뷽��������ȱ��
[42 ]
, ��ԭ���������̽ϳ�, ����Ч�ʵ�;���ӽ���������������, �豸Ͷ�ʴ�;����ʶ�����÷�����ϼ۸��, Ͷ�ʴ�, �ɱ���;�ܼ���ȡ������Ч�ʸ�, �����ٽ���ֱ�ӻ����ʸ�, �л�����ظ�ѭ��ʹ��, ���гɱ���Խϵ�, ������ģ�ɵ�;���������������������Ժ�, �ɱ���, ������������������, �������Ѻ�����, DZ����, ǰ��������
1.4 ��ѹ�軯��
��ѹ�軯�����ڼ�ѹ���µ�������ʹ���軯��ֱ�Ӵӷϴ�����ѡ���Խ���Pt, Pd�����������
[42 ,43 ]
����ʹ��NaCN��Һ��Ϊ����������������β�����������еIJ��ٽ���������������״�ķϴ�����5%��NaCN��Һ��Ͼ���, �ڸ�ѹ����160�淴Ӧ1 h, ��Һ�����, ���軯Һ�ڸ�ѹ������250~270������¼�����Ӧ, �軯�ﱻ�ƻ��Ӷ��ﵽ���ղ��ٵ�Ŀ�ġ��÷�������ΪPt75%~90%, Pd 78%~88%��
Desmond
[44 ]
��ʧЧ����β������������ѹ�軯����ǰ��Ԥ������������������̽��, ��Ȼ�����ʿ����3%����, ������Ч����Ȼ�����������⡣Shams��
[45 ]
���ø����軯-���ӽ������ӹ�ҵ��������л��ղ�, ���Թ�Һ���뼼�������˸Ľ����о�����, ���軯����Һ�����������2��1, �����¶�140~180��, pHֵ8~9, ��Ӧ���ʱ��С��1 h�����������, ���Եõ���������>95%�ĽϺ�ָ�ꡣ
������������
[46 ,47 ]
���ø�ѹ�軯�������շϷ����մɴ����еIJ������������չ���Ϊ:�ϴ��������鼰��ѹ��� (NaOH) Ԥ�������ڷ�Ӧ���ڽ��и��¼�ѹ�軯�������о�������Ԥ�������軯���������и��ֹ��ղ����Խ�����Ӱ��, ����ĥ��ʱ�䡢��������Ũ�ȡ�Ԥ������������Ӧ������Һ�̱ȡ��¶ȡ�ѹ����ʱ�䡢����ѹ�ȡ��������:Ԥ�����ܴϴ�������Բ��ٵȻ�����ֵİ���, ���軯��������, ��Ԥ���������������Ϲ�ϸ��Ӧ�����������¶ȹ��ߡ�ʱ������������γ��������°���, �����ڲ������軯������Ч�Ӵ���Ԥ��������һ��ʪĥ����������, ����軯������, �����ʵ��������, ���ٽ����Ľ����ʿɴ�:Pt 96%, Pd 98%��
��1 ����Һ�л���Pt, Pd������о�Table 1 Studies on separation of Pd and Pt from solutions ����ԭͼ
��1 ����Һ�л���Pt, Pd������о�Table 1 Studies on separation of Pd and Pt from solutions
����, ��ѹ�軯��ֱ�Ӵ�ʧЧ������ѡ���Խ���Pt, Pd, ��������Ӧ��ǿ, ѡ���Խ����ʸ�, ��õĹ�����軯Һ�ɷ���Լ���Ũ�Ƚϸ�, �����ں�������ȡ����, �����乤�����̶�, ������ȾС, �����������ա���Ȼ�軯���о�, ���������Ȼ��ƻ������ղ���CO2 , N2 ��Cl- ��������Ⱦ������ѹ�軯��Ŀǰ�Դ��ڲ��ٽ����ʲ��ߡ������ʲ��ȶ����綾NaCN�������ն��մ�������ʧЧ��������Ч������������⡣
2 ���������
�������������Ҫ����������������л�����������, ������ԭ���������ֽ⡢������ֱ�ӻ�������, �������ӹ���������ܽ�����, �Ҹü�����ͭ���������ܵȽ��������Ӧ�ý϶�
[48 ,49 ,50 ,51 ]
, ���ڷϴ�������Դ��������һ���¼���, ����Ҫ�Ļ�������ᾭ�ü�ֵ, ��ص��о�ҲԽ��Խ�ࡣ
Helmut Brandl��
[52 ]
����ɫɫ�˾���ӫ��ٵ�������һ���ټ��ļٵ������ӹ���������������������������������ʵ���о�, �о��������, ���ϼ���������дӹ�������н����������軯����ʽ������DZ����
Assun92o��
[53 ]
�о��˻�ѧ-���﷽����ϼ�����������β�����������в��ٽ������յĿ����ԡ�����������, ˮ����Pd (II) ��Pt (IV) ���л���ȡ����ȡ����ˮ���Ͱ����, ���ɸ��������λ�ԭϸ����Ⱥ������Ĵ�л�������������ա�������, ������ɷ���ҪΪPdS��Pt S2 , ������Щ��������Ϊ�ߴ粻����150 nm��������, ����DZ�ڵ�Ӧ�ü�ֵ��
Ju��
[54 ]
ʹ�ûǻ��Ⱥ�����Ч��ѡ���Եشӽ�����ˮ�л��������ӡ�����������, ��Ӧ��1 h֮�����, ���ҳ���90%��Pd2+ �Ӻ���10������Cu2+ Ũ�ȵĽ�����ˮ�б�ѡ���Ի���, ��ʹ�ú���2.8%淋������Һ��Pd2+ ��ϸ����ϴ�ѳ������ǻ��Ⱥ����ʹ���ǻ��շϽ�����ˮ�еĵ�Ũ���ٵ�һ�ֻ����;�����Ч�ķ�����
Shin��
[55 ]
�������軯������������ͻ���ϵͳ, ��������������β�����������в��ٽ����Ļ��ա���ϵͳ��, C.violaceum DSM 30191T���ʰ�����Ϊǰ��ͨ���������ȷ�Ӧ������HCN��CO2 , ��ʹ��NaCN��Һ��HCN���в��ա���C.violaceum DSM 30191T�������������, ��Ъʽ������ʽ�軯������ϵͳ���軯�����Ũ�ȿɴ�954.8��6594.5 mg��L-1 ��1000 mg��L-1 �������軯����Һ, ���¶�150��, ת��200 r��min-1 ����Ӧʱ��1 h��������, �ɽ������ϴ�����92.1%��Pt, 99.5%��Pd������
����, ����������봫ͳʪ�������������, ���������ص�:��Ӧ�º�, �������������, ������Ӧ���ڳ��¡���ѹ�����������½���;�������̶̡��豸������Ͷ�ʴ�����;һ���̶��Ͽ���Ϊ�����������ˮ�ŷ�, ��Һѭ������, �����Ѻ�, ��Լ�˴���������ijɱ�;�ܽϾ��õش�������ʪ�����Դ�����ijЩ�����ٺ����ϵ͵Ĺ��������뻯ѧ�������, ���ڷϴ����в����ٻ��յĹ�ҵӦ��Ч����ǰ�����д���֤��
3 ǿ���������·������о�
�����������ѧ������ͬ, �о���Ա���ʹ��������������ǿ�ϴ����в����ٽ����Ľ���Ч��, �����Ե��л�е�������������ǿ��������, ���г���������ǿ��������ʪ����������Ӧ�ý϶ࡣ
Suoranta��
[56 ]
ʹ���������������ǵ���ȡ�Ӵ��������л��ղ��١��о�����������������ʹ�ô�ͳ���Ƚ�������Ч��Jafarifar��
[57 ]
������ˮ�������Ӳ�-�˫�����������ܳ���, ���Ա��������������Ľ���Ч��, ��������ʱ, Һ�̱�Ϊ5, ��Ӧʱ��2.5 h��������, ���Ļ�����Ϊ96.5%;������150 W����������, Һ�̱�Ϊ2, ��Ӧʱ��5 minʱ, �ϴ����в��Ļ����ʿɴ�98.3%���������, �������������սϳ���������ս����˷�Ӧʱ���Һ�̱�, ������������˽����ʡ�
�����������ڴٽ�������, ��ɿ�������, ����Һ�̷�Ӧ���, ��ǿ���ʼ�Ĵ��ȴ���, ���ӷ�Ӧ����, ��С�Լ�����, ��������߽����ʡ���ǿ���������ڵ�Ʒλ�ϴ����Ĵ����ϴ����������������
[58 ]
��
4 ����
����������ҵ��������ҵ�ķ�չ, ��Ӧ������������������������������, ������Ϊ��������Ҫ���Գɷ�, ����������, ���ҳ������������ơ�ʧЧ�����еIJ����ѳ�Ϊ�����л��Գɷֵ���Ҫ��Դ, ��˴ӷϴ����л��ղ�����ʮ�ֱ�Ҫ�ġ�
Ŀǰ, ʪ���������ڼ�����, ���̽�Ϊ����, �ɱ���Ե�, �ѳ�Ϊ����ҵ���շϴ����в���ͨ�����õķ���, ��ʪ�����յ�Ӧ��Ҳ�ܵ������ʲ��ȶ�, �����в��������Ѵ����ķ�ˮ�������ȶ̰�����ơ���δ����չ������, ��ǿ�Խ�������, Ԥ����������ǿ��������ʩ���о�, ���ƴ�ͳ��ʪ������;ͬʱҪ���������Ѻ����¼���, ��һ����߹���ˮƽ, ���ͽ��������е�ҩ�����������ܺ�, �������, ����ȶԷϴ������л��������á�
����������봫ͳʪ�������������, ���з�Ӧ�º͡��������̼��Ի����Ѻõ��ŵ�, ���ü����Ĺ�ҵ��Ӧ���Դ����о��Ρ���δ����Ҫ�о������Ǽ�ǿ����������̻��������빤�̻��������о�;ѡ�����¡����Ρ��������Խ�����֡�
�����
[1] Liu S J. Platinum Group Metals Metallurgy[M]. Central South University Press, 2013. 6. (��ʱ��.�������ұ��ѧ[M].���ϴ�ѧ������, 2013. 6.)
[2] Loferski P J. 2012 Minerals Yearbook Platinum-Group Metals[M]. U. S. Department of the Interior, U. S.Geological Survey, 2016. 57. 1.
[3] Liu Y W, Yang B, Li Y. Application of platinumgroupmetals in modern industries[J]. Southern Metals, 2009, (2) :1. (����ΰ, ���, ����.����������ִ���ҵ�е�Ӧ��[J].�Ϸ�����, 2009, (2) :1.)
[4] Neng Y T, Yang Z F, Wen F. Platinum[M]. Metallurgical Industry Press, 2010. 9. (��Զ��, ������, �ķ�.��[M].ұ��ҵ������, 2010. 9.)
[5] Zhang R R, Chen Q S, Liu Q Y, Yu W J, Tan H C.Analysis of global platinum metals demand forecast and supply and demand situation[J]. Resources Science, 2015, 37 (5) :1018. (����Ȼ, ������, ��Ⱥ��, �����, ̷����.ȫ����Ҫ�����������Ԥ�⼰�������Ʒ���[J].��Դ��ѧ, 2015, 37 (5) :1018.)
[6] Wang S L. Studies on the status and countermeasures of PGM resources[J]. Chinese Geology, 2001, 28 (8) :23. (������.���������Դ����״���Բ��о�[J].�й�����, 2001, 28 (8) :23.)
[7] Dong H G, Wang Y H, Fan X X, Li B Y. Global supply-demand status of platinum group metals resource and Pt, Pd and Rh[J]. Resources&Industries, 2012, 14 (2) :138. (������, ���ƻ�, ������, �����.����ȫ���������Դ�������١����״��dz��[J].��Դ���ҵ, 2012, 14 (2) :138.)
[8] Wang Y L. Recovery and utilization of platinum group metals from waste auto catalysts[J]. Precious Metals, 2010, 31 (4) :55. (����¼.�����������в�������Ļ�������[J].�����, 2010, 31 (4) :55.)
[9] Lustig S, Zang S, Michalke B, Schramel P, Beck W.Transformation behaviour of different platinum compounds in a clay-like humic soil:speciation investigations[J]. Science of the Total Environment, 1996, 188 (2-3) :195.
[10] Wang Y, Li X. Health risk of platinum group elements from automobile catalysts[J]. Procedia Engineering, 2012, 45 (2) :1004.
[11] K9nig H P, Hertel R F, Koch W, Rosner G. Determination of platinum emissions from a three-way catalyst-equipped gasoline engine[J]. Atmospheric Environment.Part A. General Topics, 1992, 26 (5) :741.
[12] Guan Y X, Xu G, Wang Y J, Wu X F, Liu X, Zhu L Y, Liu Y J, Ma Y, An Z Q, Gan J Z. Study on gold as protective reagent for enrichment Pt, Pd and Rh by lead assaying for automobile exhaust-purifying catalysts[J]. Precious Metals, 2011, 2:67. (������, ���, ��Ӧ��, ������, ��ϼ, ������, ���ƽ�, ����, ������, �ʽ�׳.�ý���������Ǧ�Խ�����β�����������в�������о�[J].�����, 2011, 2:67)
[13] Fan X X, Dong H G, Fu G Q, Chen J L, Wu Y D, Zhao J C. Enrichment of PGMs by reduction grindingseparation method from spent automobile catalyst[J].Chinese Journal of Rare Metals, 2014, 38 (2) :262. (������, ������, ����ǿ, �¼���, ��Ծ��, �ԼҴ�.��ԭ-ĥѡ��������β��ʧЧ�����и����������[J].ϡ�н���, 2014, 38 (2) :262.)
[14] Okabe T H, Yamamoto S. Recovery of platinum using magnesium vapor[J]. Journal of Materials Research, 2003, 18 (8) :1960.
[15] Okabe T H. Platinum recovery using calcium vapor treatment[J]. Materials Transactions, 2003, 44 (7) :1386.
[16] Wu X F, Wang Y H, Tong W F. A novel extraction process of PGM from spent automobile catalyst converters by wet-fire metallurgical technique combined method[J]. Precious Metals, 2010, 31 (4) :24. (������, ���ƻ�, ͯΰ��.ʪ-�����Ϸ�������β��ʧЧ��������ȡ��������¹����о�[J].�����, 2010, 31 (4) :24.)
[17] Matjie R H, Scurrell M S, Bunt J. The selective dissolution of alumina, cobalt and platinum from a calcined spent catalyst using different lixiviants[J]. Minerals Engineering, 2005, 18 (8) :801.
[18] Ma Z P, Heraeus W C H G. Technological aspects in PGM refining[A]. 2007 China International Precious Metals Conference[C]. 2007. 83. (Ma Z P, Heraeus W C H G. Technological aspects in PGM refining[A]. 2007�й����ʹ�������[C].2007. 83.)
[19] Zhao Y, Wang H, He X T, Guo J M, Han S L, Wu X L, Li Y, Li H M. Recovering platinum from aluminabased spent catalysts by sulfuric acid pressure dissolution[J]. Precious Metals, 2016, 37 (2) :37. (����, ����, ��С��, ����÷, ������, ��ϲ��, ����, ���÷.�����ѹ�ܽⷨ�����������ϴ����л��ղ�[J].�����, 2016, 37 (2) :37.)
[20] Lee J C, Jeong J K, Cai Y X. Recovery of platinum from waste petroleum catalyst by sulfuric acid dissolution[J]. Chinese Resources Comprehensive Utilization, 2002, (5) :16. (Lee J C, Jeong J K, ������.�����ܽⷨ�ӷ�ʯ�ʹ����л��ղ�[J].�й���Դ�ۺ�����, 2002, (5) :16.)
[21] Minseuk K, Eunyoung K, Jaechun L. Recovery of platinum and palladium from the spent petroleum catalysts by substrate dissolution in sulfuric acid[J]. Materials Transactions Jim, 2010, 51 (7) :1927.
[22] Dong H G, Zhao J C, Yang H Q, Li B J, Cui H. Enrichment and recovery of Pt from spent petroleum reforming catalyst by ammonium salt roasting-acid leaching process[J]. Precious Metals, 2014, (a01) :23. (������, �ԼҴ�, ���, ���, ��.��α���-�������ʯ�������ϴ����и������ղ����о�[J].�����, 2014, (a01) :23.)
[23] Zhou J, Ren H J. Recovery of platinum-group metals from granular spent auto-catalysts[J]. Non-Ferrous Metals (Extractive Metallurgy) , 1996, (2) :31. (�ܿ�, �κ��.����״�����ϴ����л��ղ������[J].��ɫ���� (ұ������) , 1996, (2) :31.)
[24] Shao Y H, Xu S A, Li M M, Jiang F X. Extracting V, Mo, Al from spent catalyst by soda roasting water leaching[J]. Chinese Journal of Rare Metals, 2015, 39 (9) :826. (���Ӻ�, ���簲, ������, ������.�ƻ�����ˮ�����ӷϴ�����ȡ�����⡢��[J].ϡ�н���, 2015, 39 (9) :826.)
[25] Wang M, Dai X, Wu J H, Zhang B G, Wu Y Q, Chen T Z. Recovery of platinum from spent catalysts by sintering-leaching[J]. Precious Metals, 2011, 32 (4) :6. (����, ����, ������, �ű���, ����ǫ, ����ׯ.�ս�-�ܳ����ӷϴ����л��ղ�[J].�����, 2011, 32 (4) :6.)
[26] Li Q, Yu J M, Sha J, Wang H Y, Bi X G, Yang J F, Lu F. Recovery of platinum group metals and valuable metals from spent automotive catalysts by��Double hydrometallurgical method��[J]. Precious Metals, 2015, 36 (3) :1. (��Ȩ, �ཨ��, ɳ��, ����ӡ, �����, ���, ¬��.��˫ʪ����������ʧЧ�����л��ղ���������м۽���[J].�����, 2015, 36 (3) :1.)
[27] Wan Q, Yu J M, Bi X G, Yang J F, Li Q, Wang H Y.Study on pretreatment of spent auto-catalysts[J]. Nonferrous Metals (Extractive Metallurgy) , 2015, (4) :28. (���, �ཨ��, �����, ���, ��Ȩ, ����ӡ.����ʧЧ����Ԥ���������о�[J].��ɫ���� (ұ������) , 2015, (4) :28.)
[28] Li Y J, Sun S K, Huang W, Jin H Q, Jia Y Q. A method for recovering precious metal palladium from spent palladium-carbon catalyst[P]. Jiangsu:CN101186971, 2008. (�����, ��ʢ��, ��ΰ, ��ǿ, ������.һ�ִӷ���̼�����л��չ�����ٵķ���[P].����:CN101186971, 2008.)
[29] Chen K. The study on the green Pd-recovery process from waste Pd catalysts[J]. Inorganic Chemicals Industry, 2006, 38 (8) :26. (����.�ӷ��ٴ����л����ٵ���ɫ�����о�[J].���ι�ҵ, 2006, 38 (8) :26.)
[30] Aberasturi D J D, Pinedo R, Larramendi I R D, Larramendi J I R D, Rojo T. Recovery by hydrometallurgical extraction of the platinum-group metals from car catalytic converters[J]. Minerals Engineering, 2011, 24 (6) :505.
[31] Pinheiro A D S, Lima T D. Recovery of platinum from spent catalysts in a fluoride-containing medium[J]. Hydrometallurgy, 2004, 74 (1) :77.
[32] Bolinski L, Distin P A. Platinum group metals recovery from recycled autocatalyst by aqueous processing[A].Aus IMM Extractive Metallurgy Conference[C].1992. 277.
[33] Kim W, Kim B, Choi D, Oki T, Kim S. Selective recovery of catalyst layer from supporting matrix of ceramichoneycomb-type automobile catalyst[J]. Journal of Hazardous Materials, 2010, 183 (1-3) :29.
[34] Marinho R S, Da S C, Afonso J C, Da C J. Recovery of platinum, tin and indium from spent catalysts in chloride medium using strong basic anion exchange resins[J]. Journal of Hazardous Materials, 2011, 192 (3) :1155.
[35] Sun P P, Lee M S. Separation of Pt from hydrochloric acid leaching solution of spent catalysts by solvent extraction and ion exchange[J]. Hydrometallurgy, 2011, 110 (1-4) :91.
[36] Shams K, Goodarzi F. Improved and selective platinum recovery from spent��-alumina supported catalysts using pretreated anionic ion exchange resin[J]. Journal of Hazardous Materials, 2006, 131 (1-3) :229.
[37] Shen Y F, Xue W Y. Recovery palladium, gold and platinum from hydrochloric acid solution using 2-hydroxy-4-sec-octanoyl diphenyl-ketoxime[J]. Separation&Purification Technology, 2007, 56 (3) :278.
[38] Marinho R S, Afonso J C. Recovery of platinum from spent catalysts by liquid-liquid extraction in chloride medium[J]. Journal of Hazardous Materials, 2010, 179 (1-3) :488.
[39] Jin Y L, Raju B, Kumar B N, Kumar J R, Park H K, Reddy B R. Solvent extraction separation and recovery of palladium and platinum from chloride leach liquors of spent automobile catalyst[J]. Separation&Purification Technology, 2010, 73 (2) :213.
[40] Won S W, Park J, Mao J, Yun Y S. Utilization of PEI-modified corynebacteriumglutamicum biomass for the recovery of Pd (II) in hydrochloric solution[J]. Bioresour Technol., 2011, 102 (4) :3888.
[41] Won S W, Mao J, Kwak I S, Sathishkumar M, Yun Y S. Platinum recovery from ICP wastewater by a combined method of biosorption and incineration[J]. Bioresource Technology, 2010, 101 (4) :1135.
[42] Kim M S, Park S W, Lee J C, Choubey P K. A novel zero emission concept for electrogenerated chlorine leaching and its application to extraction of platinum group metals from spent automotive catalyst[J]. Hydrometallurgy, 2016, 159:19.
[43] Kuczynski R J, Atkinson G B, Dolinar W J. Recovery of platinum group metals from automobile catalysts-pilot plant operation[A]. Third International Symposium on Recycling of Metals and Engineered Materials[C]. California, United States, 1996. 1048.
[44] Desmond D P. High-temperature cyanide leaching of platinum group metals from automobile catalysts-laboratory test[R]. RI-9384, United States:Bureau of Mines, 1991. 1.
[45] Shams K, Beiggy M R, Shirazi A G. Platinum recovery from a spent industrial dehydrogenation catalyst using cyanide leaching followed by ion exchange[J]. Applied Catalysis A General, 2004, 258 (2) :227.
[46] Huang K, Chen J. Pressure cyanide leaching of platinum-group metals from spent auto-catalysts[J]. Chinese Journal of Nonferrous Metals, 2003, 13 (6) :240. (����, �¾�.ʧЧ���������в�������ļ�ѹ�軯����[J].�й���ɫ����ѧ��, 2003, 13 (6) :240.)
[47] Huang K, Chen J, Chen Y R, Zhao J C, Li Q W, Yang Q X. Recovery of precious metals from spent auto-cata-lysts by method of pressure alkaline treatment-cyanide leaching[J]. Chinese Journal of Nonferrous Metals, 2006, 2:363. (����, �¾�, ����Ȼ, �ԼҴ�, ����ΰ, ����ѩ.��ѹ�������-�軯���������������ϴ����еĹ����[J].�й���ɫ����ѧ��, 2006, 2:363.)
[48] Wen J K, Ruan R M. Column bioleaching of arsenicbearing low-grade sulfide copper ore[J]. Journal of University of Science and Technology Beijing, 2008, 30 (2) :120. (�½���, ������.�����Ʒλ��ͭ����������ʵ��[J].�����Ƽ���ѧѧ��, 2008, 30 (2) :120.)
[49] Chi T D, Lee J C, Pandey B D, Yoo K, Jeong J. Bioleaching of gold and copper from waste mobile phone PCBs by using a cyanogenic bacterium��[J]. Minerals Engineering, 2011, 24 (11) :1219.
[50] Yu R L, Wu F D, Chen A, Liu J, Peng Z J, Ji J J.Bioleaching of arsenic-containing refractory gold concentrate by mixed moderate thermophiles in an airlift reactor[J]. Contemporary Chemical Industry, 2012 (11) :1160. (������, �ⷢ��, �°�, ����, ��־��, ���Ҿ�.������ʽ��Ӧ�������ж����Ȼ�Ͼ����������ѽ���[J].��������, 2012, (11) :1160.)
[51] Deng J S, Ruan R M. Pure pentlandite leaching with moderate thermophile[J]. Nonferrous Metals, 2004, 56 (2) :64. (�˾�ʯ, ������.������������е����Ⱦ�����[J].��ɫ��������, 2004, 56 (2) :64.)
[52] Helmut Brandl, Stefan Lehmann, Mohammad A. Faramarzi M A, Martinelli D. Biomobilization of silver, gold, and platinum from solid waste materials by HCNforming microorganisms[J]. Advanced Materials Research, 2007, 20-21 (1-4) :50.
[53] Assun92o A, Matos A, Costa A M R D, Candeias A, Costa M C. A bridge between liquid-liquid extraction and the use of bacterial communities for palladium and platinum recovery as nanosized metal sulphides[J].Hydrometallurgy, 2016, 163:40.
[54] Ju X, Igarashi K, Miyashita S, Inagaki K, Fujii S.Effective and selective recovery of gold and palladium ions from metal wastewater using a sulfothermophilic red alga, Galdieriasulphuraria[J]. Bioresource Technology, 2016, 211:759.
[55] Shin D, Park J, Jeong J, Kim B S. A biological cyanide production and accumulation system and the recovery of platinum-group metals from spent automotive catalysts by biogenic cyanide[J]. Hydrometallurgy, 2015, 158 (2) :10.
[56] Suoranta T, Zugazua O, Niemel�|M, Per�|m�|ki P. Recovery of palladium, platinum, rhodium and ruthenium from catalyst materials using microwave-assisted leaching and cloud point extraction[J]. Hydrometallurgy, 2015, 154:56.
[57] Jafarifar D, Daryanavard M R, Sheibani S. Ultra fast microwave-assisted leaching for recovery of platinum from spent catalyst[J]. Hydrometallurgy, 2005, 78 (3-4) :166.
[58] Yao L, Zhang D H. Leaching of Pb, Sn and Sb from waste printed circuit board by microwave-assisted method[J]. Chemical Industry and Engineering Progress, 2015, 34 (3) :879. (Ҧ��, �ŵ»�.��������ȡ������·����Ǧ����[J].������չ, 2015, 34 (3) :879.)