
Microstructure evolution and mechanical properties of1 000 MPa cold rolled dual-phase steel
ZHAO Zheng-zhi(赵征志), JIN Guang-can(金光灿), NIU Feng(牛 枫), TANG Di(唐 荻), ZHAO Ai-min(赵爱民)
Engineering Research Institute, University of Science and Technology Beijing, Beijing 100083, China
Received 10 August 2009; accepted 15 September 2009
Abstract: The microstructure evolution of 1 000 MPa cold rolled dual-phase (DP) steel at the initial heating stages of the continuous annealing process was analyzed. The effects of different overaging temperatures on the microstructures and mechanical properties of 1 000 MPa cold rolled DP steel were investigated using a Gleeble-3500 thermal/mechanical simulator. The experimental results show that ferrite recovery and recrystallization, pearlite dissolution and austenite nucleation and growth take place in the annealing process of ultra-high strength cold rolled DP steel. When being annealed at 800 ℃ for 80 s, the tensile strength and total elongation of DP steel can reach 1 150 MPa and 13%, respectively. The microstructure of DP steel mainly consists of a mixture of ferrite and martensite. The steel exhibits low yield strength and continuous yielding which is commonly attributed to mobile dislocations introduced during cooling process from the intercritical annealing temperature.
Key words: cold rolled dual-phase steel; microstructure evolution; recrystallization; mechanical property; overaging temperature
1 Introduction
Advanced high-strength steels (AHSS) have been used in the automotive industry as a solution for the weight reduction, safety performance improvement and cost saving. Among them, the dual-phase (DP) steels, whose microstructure mainly consists of ferrite and martensite, are an excellent choice for applications where low yield strength, high tensile strength, continuous yielding, and good uniform elongation are required [1-4].
The continuous annealing process to produce cold rolled DP steels typically has the following stages: heating to the intercritical temperature region, soaking in order to allow the nucleation and growth of austenite, slow cooling to the quench temperature, rapid cooling to transform the austenite into martensite, overaging, and air cooling. The amount and morphology of the constituents formed depend on such annealing parameters. The effects of the retained austenite, ferrite, and martensite morphologies on the mechanical behavior of DP steels have been intensively investigated[5-9]. As we all known, overaging treatment is an important process during the production of dual-phase steel. It can reduce the hardness of martensite and improve the comprehensive mechanical properties of DP steel [10-14].
The purpose of the present research was to study the microstructure evolution of cold rolled DP steel at the initial heating stages of the continuous annealing process using a Gleeble simulator. At the same time, the effects of overaging temperature on the mechanical properties of DP steel were also studied. The microstructures of specimens simulated on a Gleeble simulator, were analyzed using scanning electron microscopy (SEM) and transmission electron microscopy (TEM).
2 Experimental
The chemical compositions of the experimental steel (mass fraction, %) were: 0.14-0.17C, 0.40-0.60Si, 1.70-1.90Mn, 0.02-0.04Nb, 0.40-0.60Cr, ≤0.010P, ≤0.010S, 0.02-0.06Al and balance Fe. Firstly, experimental steels were smelted in a 50 kg vacuum induction furnace. After smelting, experimental steels were forged into 35 mm×100 mm×100 mm cubic samples. The forged slabs were reheated to 1 200 ℃ and soaked for 1 h. The hot rolled thickness was 3.5 mm after 6 passes rolling. The finish rolling temperature was about 880 ℃. The coiling temperature was 620 ℃. After being pickled in hydrochloric acid, the hot rolled
bands were cold rolled to the final thickness of 1.0 mm, and the reduction was about 70%. Finally, the cold rolled sheets were cut into the samples for the simulation of continuous annealing experiment.
The microstructure evolution at the initial steps of the continuous annealing process was studied using a Gleeble 1500 simulator. The steel was heated at 10 ℃/s to the different heating temperatures (550, 630, 670, 710, 730, 750 and 780 ℃) and held for 20 s followed by water-quenching. The effects of different overaging temperatures on the microstructures and mechanical properties of DP steel were investigated using a Gleeble 3500 simulator. The processing schedules and parameters used are shown in Fig.1. The soaking temperature of intercritical region was set at 800 ℃, soaking time is 80 s; after a slow cooling, the samples were rapidly cooled to 240, 280, 320 and 360 ℃, respectively and soaked for 300 s; at last, the samples were air cooled to the room temperature.
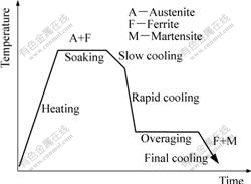
Fig.1 Continuous annealing process of DP steel
After heat treatment, the steel sheet would be cut into standard tensile specimens (length 200 mm, gauge length 50 mm). The tensile test was performed with CMT4105-type tensile test machine to test mechanical properties. The longitudinal cold rolling plane sections of samples after annealing were prepared and etched with 4% natal. The microstructure was analyzed by scanning electron microscopy (SEM). Some samples were analyzed using transmission electron microscopy (TEM).
3 Results and discussion
3.1 Mechanical properties and microstructures of samples after hot-rolling and continuous annealing
Table 1 shows the tensile test data for the two samples after hot-rolling and continuous annealing in terms of yield strength, ultimate tensile strength and total elongation. When the annealing temperature is 800 ℃ and soaking time is 60 s, the tensile strength reaches 1 110 MPa and the total elongation reaches 12%. Compared with the hot-rolled samples, the yield strength and total elongation of sample after annealing are similar, but the tensile strength increases by about 450 MPa. The yield ratio decreases obviously. The engineering uniaxial tensile stress―strain curve of the sample after continuous annealing is characterized by very uniform plastic flow until necking. There is no physical yield point and yield point extension, that is, the steel exhibits continuous yielding which is commonly attributed to mobile dislocations introduced during cooling from the intercritical annealing temperature. Many dislocation sources come into action at low strain and plastic flow begins simultaneously through the specimen, thereby suppressing discontinuous yielding[15].
Table 1 Mechanical properties of samples after hot rolling and annealing

The microstructures of the hot-rolled and cold-rolled samples are shown in Fig.2. It can be observed that hot rolled steel features a band microstructure, i.e. pearlite band in a ferrite grain matrix. The ferrite grain size is measured to be 5.0-9.0 μm. After cold rolling, the microstructure consists of elongated grains of ferrite and deformed colonies of pearlite (Fig.2(b)). After cold-rolling, there is an increase in the stored energy of the steel due to the high dislocation density and this provides the driving pressure for the ferrite recrystallization during annealing process. The total ferrite grain boundary area increases and the cementite laminar structure in pearlite is broken down. The latter has been shown to promote spheroidization of cementite during subsequent annealing process.
The SEM micrograph of the sample after annealing is given in Fig.3(a). The microstructure of DP steel consists of a mixture of ferrite, martensite, martensite/austenite constituent. There is also some bainite in the microstructure. The martensite islands are homogeneously distributed in ferrite matrix. The DP steel has finer grain size and the size of ferrite grain and martensite island are about 1.0-2.0 μm. Some martensite islands have a bright white circle around the edge, and the center of martensite is of irregular black structure.

Fig.2 Microstructures of steel after hot rolling (a) and cold rolling (b)

Fig.3 SEM images (a) and TEM micrograph (b) of steel after continuous annealing
The main reason is the manganese partitioning will occur during the continuous annealing process. During the heating process, a high-Mn side lap forms around austenite, which makes the hardenability of austenite island edge higher than that of the center. So, it makes high-Mn side lap form around martensite in the cooling process. The volume fraction of martensite is about 40%, which is the main reason for DP steel with a higher strength. After the continuous annealing process, band structure is significantly improved, which plays an important role in improving the performance of DP steel.
The fine structures of martensite and ferrite are shown in Fig.3(b) by the TEM observation. The lath martensite is fine, and is relatively clean; at the same time, a very high density of dislocations can be observed in the ferrite grain adjacent to martensite. These dislocations are generated in order to accommodate transformation induced strain built between martensite transformed by quenching and retained ferrite. In addition, they are known to be mobile and play an important role on rapid, extensive strain hardening of DP steel from the onset of its plastic deformation.
3.2 Microstructure evolution at initial steps of continuous annealing process
The microstructure evolution at the initial stages of the continuous annealing process is very important for producing the ultra-high strength DP steel. During the annealing process of high strength DP steel, ferrite recovery and recrystallization, pearlite dissolution and austenite nucleation and growth will occur. When the sample is heated to 550 ℃, the microstructure has no visible change as compared with the cold rolled sample. The ferrite grain is stretched along the rolling direction significantly; lamellar pearlite is stretched along the rolling direction too. At the same time, there are some carbide particles in the ferrite matrix, as shown in Fig.4(a). At this temperature, the recrystallization nucleus was not found in the structure. So, at this stage the sample is still at the recovery stage. When the heating temperature is 630 ℃, the recrystallization nucleus begins to appear in the microstructure. The nucleus of crystal appears mainly nearby the large deformation ferrite (Fig.4(b)). The recrystallization nucleus is fine and equiaxed. Large deformation storage power is present in the large deformation region. So, recrystallization nucleus forms in this region firstly. With the heating temperature increasing, the recrystallization nucleus begins to grow. Therefore, the size of recrystallization is uneven at this stage, as shown in Fig.4(c). When the heating temperature is 670 ℃, the deformation structure still exists in the microstructure. With the temperature increasing, the deformed ferrite grains are replaced by recrystallization ferrite grains. When the heating temperature is 710 ℃, the deformation structure has already vanished, which is replaced by the equiaxed recrystallization grain. So, the process of recrystallization completes basically. In the ferrite recrystallization process, the pearlite transforms to granular from lamellar gradually.
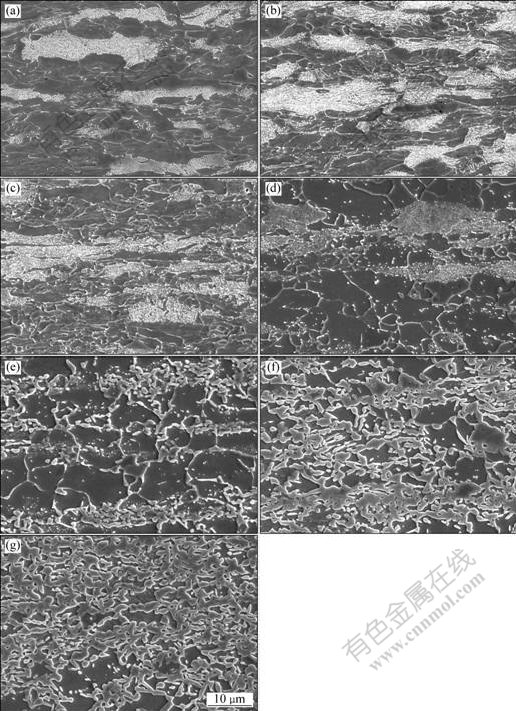
Fig.4 Microstructure evolutions during continuous heating process: (a) 550 ℃; (b) 630 ℃; (c) 670 ℃; (d) 710 ℃; (e) 730 ℃; (f) 750 ℃; (g) 780 ℃
When the heating temperature is 730 ℃, it begins to enter the two-phase region; and the ferrite and spheroidised carbides begin to transform to austenite. A small amount of austenite nucleates in the original pearlite region, as shown in Fig.4(e). Austenite nucleates mainly in the ferrite and pearlite grain boundary; and a part of austenite also nucleates in the carbide particles of ferrite. After austenite nucleation, it begins to grow rapidly. At this stage, the pearlite dissolves rapidly. When the temperature reaches 750 ℃, the austenite transformation occurs obviously. The bright white particle which distributes in the ferrite matrix is the martensite island. The martensite transforms from austenite during the rapid cooling process. At the same time, a small amount of martensite particles can also be observed in ferrite; and there are still some non-dissolved carbide particles in the ferrite matrix. The initial austenite growing-up is mainly controlled by the carbon diffusion in the austenite, and the diffusion path is along the pearlite/austenite interface. When the annealing temperature is 780 ℃, the austenite volume increases, and the number of carbide particles is reduced gradually. There is only a very small amount of carbide particles distributing in ferrite matrix.
3.3 Effect of overaging temperature on microstructure and mechanical properties of DP steel
The overaging is a temper treatment to harden martensite in the dual-phase steel, reduce the hardness of martensite and improve the comprehensive mechanical properties[16]. Fig.5 shows the effect of overaging temperature on the mechanical properties of dual-phase steel. All the samples are intercritically annealed at 800 ℃ with different overaging temperatures. As can be seen from Fig.5, the highest tensile strength is achieved in the sample overaged at 280 ℃. The yield strength is 560 MPa, the tensile strength is 1 150 MPa, and the total elongation reaches 13%. The good combination of high strength and toughness properties is obtained. And then, with the increase of overaging temperature, the yield strength and tensile strength of samples decrease, while the total elongation increases. When the overaging temperature reaches 360 ℃, the tensile strength decreases, the yield strength does not change significantly. The mechanical properties of sample cannot meet the necessary requirements of CR980DP. At the same time, the stress―strain curve of the steel shows discontinuous yielding behaviour and develops yield plateaus.
Fig.6 shows the SEM microstructures with different overaging temperatures. It can be seen that the microstructure mainly consists of dark grey ferrite grains and white martensite. When the overaging temperature is 360 ℃, the martensite boundary is fuzzier than that of sample overaged at 320 ℃, and there are more carbides, which is due to the effects of tempering on the martensite, such as the volume contraction of martensite during the tempering, the changes of the martensite strength and additional carbon clustering or precipitation near the ferrite and martensite interfaces.

Fig.5 Effects of different overaging temperatures on mechanical properties

Fig.6 SEM images of microstructures of DP steel overaged at different temperatures: (a) 240 ℃; (b) 280 ℃; (c) 320 ℃; (d) 360 ℃
4 Conclusions
1) When the DP steel is annealed at 800 ℃ for 80 s and overaged at 280 ℃, the tensile strength and total elongation of ultra-high strength dual-phase steel can reach 1 150 MPa and 13%, respectively.
2) The microstructure of DP steel consists of a mixture of ferrite, martensite, martensite/austenite constituent. There are also some bainites in the microstructure. The martensite islands are homogeneously distributed in ferrite matrix. The ferrite and martensite island grain size are about 1.0-2.0 μm. When the overaging temperature reaches 360 ℃, the tensile strength decreases, the yield strength does not change significantly. The mechanical properties of sample cannot meet the necessary requirements of CR980DP. At the same time, the steel shows discontinuous yielding behaviour and develops yield plateaus.
References
[1] KANG Yong-lin. Quality control and formability of the mordern Motor plate [M]. Beijing: Metallurgical Industry Press, 1999.
[2] LIU Peng, JIN Xian-zhe. The development and research of automobile steel plate [J]. Shanxi Metallurgy, 1997(2): 32-33.
[3] MA Ming-tu, WU Bao-rong. Dual-phase steel-the physical and mechanical metallurgy [M]. Beijing: Metallurgical Industry Press, 1988.
[4] LLEWELLYN D T,HILLS D J. Dual phase steels [J]. Ironmaking and Steelmaking, 1996(6): 471-478.
[5] SARKAR P P. Microstructural influence on the electrochemical corrosion behaviour of dual phase steels in 3.5% NaCl solution [J]. Materials Letters, 2005(59): 2488-2491.
[6] ROCHA R O, MELO T M F, PERELOMA E V, SANTOS D B. Microstructural evolution at the initial stages of continuous annealing of cold rolled dual-phase steel [J]. Materials Science and Engineering A, 2005, 391: 296-304.
[7] MA C, CHEN D L, BHOLE S D, BOUDREAU G, LEE A, BIRO E. Microstructure and fracture characteristics of spot-welded DP600 steel [J]. Materials Science and Engineering A, 2008, 485: 334-346.
[8] SUN Shou-jin, Martin P. Manganese partitioning in dual-phase steel during annealing [J]. Materials Science and Engineering A, 2000, 276: 167-174.
[9] ZHU Xiao-dong, WANG Li. Effect of the continuous annealing parameters on the mechanical properties of cold rolled Si-Mn dual phase steel [C]//CSM 2003 Annual Meeting Proceedings, 2003: 684-688.
[10] MOHAMMAD R A, EKRAMI A. Effect of ferrite volume fraction on work hardening behavior of high bainite dual phase (DP) steels [J]. Materials Science and Engineering A, 2008, 477: 306-310.
[11] HAVVA K Z, CEYLAN K, HUSEYIN A. Investigation of dual phase transformation of commercial low alloy steels: Effect of holding time at low inter-critical annealing temperatures [J]. Materials Letters, 2008, 62: 2651-2653.
[12] DOU Ting-ting, KANG Yong-lin, YU Hao, KUANG Shuang, LIU Ren-dong, YAN Ling. Microstructural evolution of cold rolled dual phase steel during initial stages of continuous annealing [J]. Heat Treatment of Metal, 2008, 33(3): 31-35.
[13] CHEN Hui-feng, ZHANG Qing-fen, AN Jia-shen. Recrystallization characteristic of IF steel during rapid heating [J]. Journal of East China University of Metallurgy, 1999, 16(1): 21-23.
[14] YANG D Z, BROWNEL E L, MATLOCK D K, et al. Ferrite recrystallization and austenite formation in cold rolled intercritically annealed steel [J]. Metallurgical Transactions A, 1985, 16A: 1385-391.
[15] SULEYMAN G. Static strain ageing behaviour of dual phase steels [J]. Materials Science and Engineering A, 2008, 486: 63-71.
[16] KUANG Shuang, KANG Yong-lin, YU Hao, LIU Ren-dong, YAN Ling. Experimental study on microstructure evolution in continuous annealing of cold-rolled dual phase steels [J]. Iron and Steel, 2007, 42(11): 65-73.
(Edited by CHEN Ai-hua)
Foundation item: Project(2006BAE03A06) supported by the National Key Technology R&D Program during the 11th Five-Year Plan Period
Corresponding author: ZHAO Zheng-zhi; Tel: +86-10-62332617; E-mail: zhaozhzhi@nercar.ustb.edu.cn

