稀有金属 2004,(01),289-292 DOI:10.13373/j.cnki.cjrm.2004.01.073
高速电气化铁路接触网导线
云南铜业铜材有限责任公司 云南昆明650102
摘 要:
采用SCR连铸连轧生产线生产铁路用接触网导线 (CuAg合金线坯 ) , 并与用上引法生产的传统工艺方法相比校 , 连铸连轧法生产的产品具有内部组织细小、均匀的晶粒 , 具有强度高、软化温度高、平直度好、耐磨性和抗蠕变高等特点。本文从技术原理、技术工艺创新、生产工艺优化等方面 , 对CuAg合金线坯生产进行了分析讨论。
关键词:
高速铁路接触网;SCR, 连铸连轧;铜、铜银合金;
中图分类号: U225
收稿日期:2003-11-25
Contact Wire for High-Speed Electric Railway
Abstract:
Through the production practice of utilizing SCR continuous casting and rolling system to make contact net conducting wire (CuAg alloy rod) for railway application, our company has altered domestic conventional technology of up cast process. The products from continuous casting and rolling technology achieve various property, such as fine inner structure, well distributed crystalline grain, high hardness and softening temperature, good glancing flatness, wear resistance and creep resistance. Against the background of our company′s production practice and industrialization, this essay fully expounds the production evidence of copper silver alloy rod based on technical principles, technology innovations and solutions to process problem.
Keyword:
high speed electric railway; contact net; conducting wire; continuous casting and rolling; copper; copper silver alloy;
Received: 2003-11-25
为适应我国经济高速发展的需要, 我国电气化铁路正在不断的提速。 国家把高速铁路的建设提上了日程, 因此, 对接触网导线的质量要求越来越高。 另外, 我国电气化铁路建设规模也不断加大, 根据铁道路“十五”发展规划, 接触网导线材料的消耗将大幅增加, 包括高速电气化铁路, 城市地铁, 城市轻机系统和矿山输送系统。
目前, 高速电气化铁路用接触网材料在我国目前尚处于研制开发阶段, 近年来“铁科院机辆所”、 “上海电缆厂”、 “江阴市电工合金有限公司”、 “阜新市电缆厂”等研究院所和工厂已分别进行了CuMg, CgAg, CuSn, 合金接触网材料的研究, 已取得阶段性研发成果和处于试生产阶段, 但均未形成产业化。
目前, 国内电气化铁路用接触导线的传统生产工艺为: 电解铜熔化-上引铸造――预拉――冷拉成形――包装, 而且大多数企业只能生产纯铜接触线。 采用这种工艺生产的接触线的缺陷, 随着使用年限的延长逐渐暴露出来, 造成断线事故屡屡发生, 无法满足高速电气化铁路的运行要求。 采用接触线的新生产工艺为: 电解铜融化――配置中间合金-连铸连轧――连续清洗――表面喷涂保护层――预拉――冷拉成冷轧成形――包装。 该工艺以SCR连铸连轧法开发的Ф 18 mm以上铜银合金杆为特色, 经冷拉或冷轧成形为接触铜银合金接触网导线。 获得的材料内部组织为细小、 均匀的晶粒。 同时产品还具有强度高、 软化温度高、 平直度好、 耐磨性和抗蠕变能力高等特点, 完全克服了传统技术生产的铸态组织的缺点。 目前, 日本、 德国、 法国、 瑞典等大多数发达国家均采用“连铸连轧”法来生产高速电气化铁路用CuAg合金电车线。
1 技术原理
采用电解铜及合金材料为主要原料, 在感应电炉 (边加料边熔化) 熔化的液体金属 (CuAg合金) 经流槽连续不断地流入中间包, 再经浇注管注入轮带式连铸机内, 经冷却凝固成型, 控制好铜水温度, 浇铸速度, 冷却速度以保证得到质量优良的铸坯, 铸坯经校直去棱后进入连轧机里, 经九道次的轧制变形成为各种规格的线坯, 在此过程中严格控制进出轧温度、 冷却、 润滑条件以及高压乳液除鳞以保证轧制质量, 然后线坯再经冷却, 无酸清洗, 涂蜡, 涡流探伤, 由绕线机绕制成卷, 再经检验压实打包、 入库, 然后根据客户要求再将Ф 16~20 mm的合金杆采用异型精密轧机或拉拔机冷拔加工成合金接触网导线。
2 技术特点
2.1 CuAg合金化配置
该项目采用在感应炉中连续加Ag锭头的方法, 使其Ag的波动大大小于标准充许范围, Ag分布特别均匀, 同时还开发出从流槽中连续加Ag粒的方法, 也能使Ag的合金化和Ag的波动在标准范围内, 同时还节省了由于产品品种转换洗炉的成本, 并创新了Ag粒均匀加入设备。
2.2 工艺设备特点
采用木炭预热装置, 扩大了中间包容量, 改进了铸机高压水系统、 轧机乳化液高压系统、 连续定量加Ag粒装置、 轧机孔型系统、 绕线机系统、 浇管加热烘烤系统等。
2.3 在线检验技术
采用连续在线的涡流探伤仪作为检验的手段之一, 提高了产品控制水平。 同时新增大规格拉伸机、 扭转、 金相仪等自动化程度高的检验设备, 从而保证了产品的质量。
3 生产工艺及技术关键
3.1 生产工艺流程 生产工艺流程如下。

3.2 关键技术问题
用连铸连轧法生产高速电气化铁路接触网材料无论在工艺技术、 工艺设备、 辅助设备和相应的产品组织结构都与传统的上引法有所不同, 其产品也由铸造组织到热加工后的组织, 再加上特殊的合金化处理, 使产品性能实现了一个质的飞跃, 关键性技术问题如下:
(1) 原SCR――1300生产线主要产品规格为直径是Ф 8 mm的线坯而高速电气铁路用接触网材料所用坯料为直径是Ф 18 mm的线坯, 如何改造连轧机及孔型系统, 如何改造冷却清洗绕线机系统, 使其能产出Ф 18 mm的线坯就变为关键性问题。
(2) 如何在SCR――1300E生产线上, 均匀配置CuAg合金, 并保证Ag含量波动在标准之内, 并连续稳定, 分布均匀。
(3) 如何在工业化生产的条件下, 保证产品质量的稳定, 从而保证产品质量性能的稳定。
(4) 如何取得较低的氧含量, 较好的表面质量, 较溥的氧化层厚度以及较细的晶粒结构。
3.3 关键技术问题的解决途径 解决途径如下:
(1) 对连轧机孔型及导卫系统进行改造, 对连续清洗绕线系统和绕线系统进行各项改进使产品从Ф8 mm规格增加到Ф18 mm规定, 为CuAg合金杆的生产创造条件。
(2) 研究出加Ag锭头或流槽连续加Ag粒的办法和装置, 确保合金成成份稳定, Ag分布均匀。
(3) 增大铸坯面积, 增加压下量来改善产品的晶粒组织结构。
(4) 加入适量的稀土元素, 以达到除气细化晶粒, 造渣的目的, 这样可以提高CuAg合金的塑性。
(5) 在中间包中加入适当的复盖剂, 并增加复盖剂预热装置, 以保证氧含量的恒定。
(6) 在铸机系统加装高压水系统, 改造浇管加热系统, 增加中间包的容量, 以期获得较好质量的铸坯。
(7) 在轧机系统中增加高压喷涂系统, 并采用喷砂轧辊以减少合金坯料的氧化层厚度, 提高表面质量。
(8) 改造在线连续涡流探伤仪, 使其适用于Ф 18 mm线检测, 以便保证产品质量。
(9) 采用计算机监控, 稳定操作工艺参数, 从而保证产品质量稳定。
4 产品指标测试结果
抗拉强度: 本项目研制开发的CTHA85, CTHA100, CTHA120接触抗拉强度为430, 380, 373 MPa, 国家 (铁道行业) 标准为J≥360 MPa。
伸延率: 本项目研制的Ф 18~20 mm CuAg杆为41%~46%, 国家标准为40%。
本项目研制的CTHA85, CTHA100, CTHA120接触线延伸率分别为2.9, 3.2, 3.6。
尺寸加工精度: 本项目Ф 18~20 mm CuAg杆为18.2~18.5, 国家标准为Ф (18±0.5) mm。
产品导电性能: 本项目研制开发的Ф18~20 mm CuAg杆检验结果为0.01737~0.01761 Ω・mm2・m-1, 而国家及铁道部标准要求≯0.01786 Ω・mm2・m-1。
表面质量: 本项目研制开发的产品表面圆整, 尺寸均匀, 表面无皱边、 裂纹、 夹杂及其他对使用有害的缺陷, 并经过在线连续涡流探伤仪探测, 该项检验结果为良好。
化学成份: 本项目研制开发的CuAg合金杆化学分析采直读光谱进行, 参照国家标准GB/T3952-1998和GB/T5231-2001执行, 经分析表明铜银合金杆及接触网导线合金成份含量, 杂质含量均达到国家标准, 其中Ag含量控制在800~1200 μg・g-1之间, 氧含量控制在250~350 μg・g-1之间。
5 产品的金相显微组织及成份分析
研制出的Ф18 mm CuAg杆从金相组织中可以看出, 该组织为固溶体+少量强化相组成。 图1~3都是从Ф18 mm CuAg经冷拉成型的接触线, 图1 (a, b) 为非剥皮状态下的CTHA100接触线纵横向金相组织图, 从图中可以看出纵向金相组织图晶粒明显被拉长, 横向金相组织图是较为细小均匀的分布, 参照YB27-77晶粒度标准识别图, 横向图的晶粒度可达到 8级以上, 图2为剥皮状态下的CTHA100接触线纵横向金相组织图, 图2与图1相比金相组织形貌差不多, 但晶粒的大小比图1小, 横向图的晶粒度可达到8级以上。 图3为CTH120接触线横向金相组织图。 图3与图1、 图2相比, 金相组织形貌差不多, 但图1、 图2的晶粒较为粗大, 横向图粒度可达到8级。
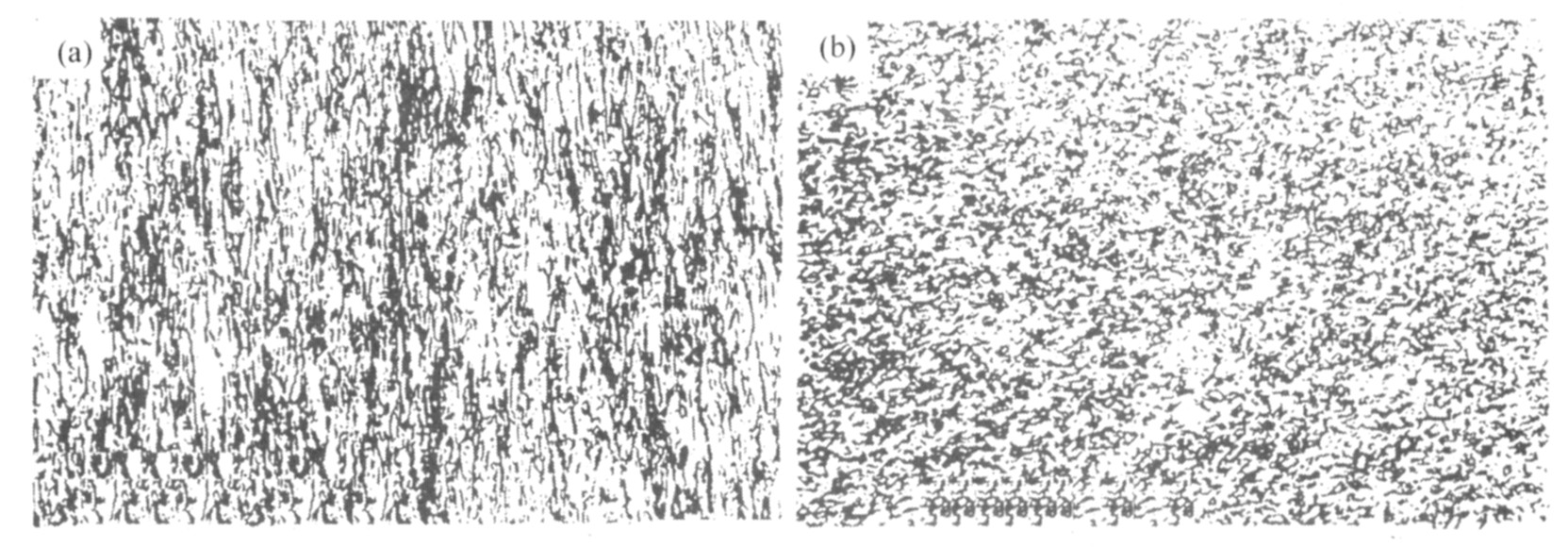
图1 非剥皮CTHA100 (a) 纵向金相组织图 (×100) 和非剥皮CTHA100 (b) 横向金相组织图 (×100)
Fig.1 Microstructure of vertical section (a) and cross section (b) of unskinned CTHA 100
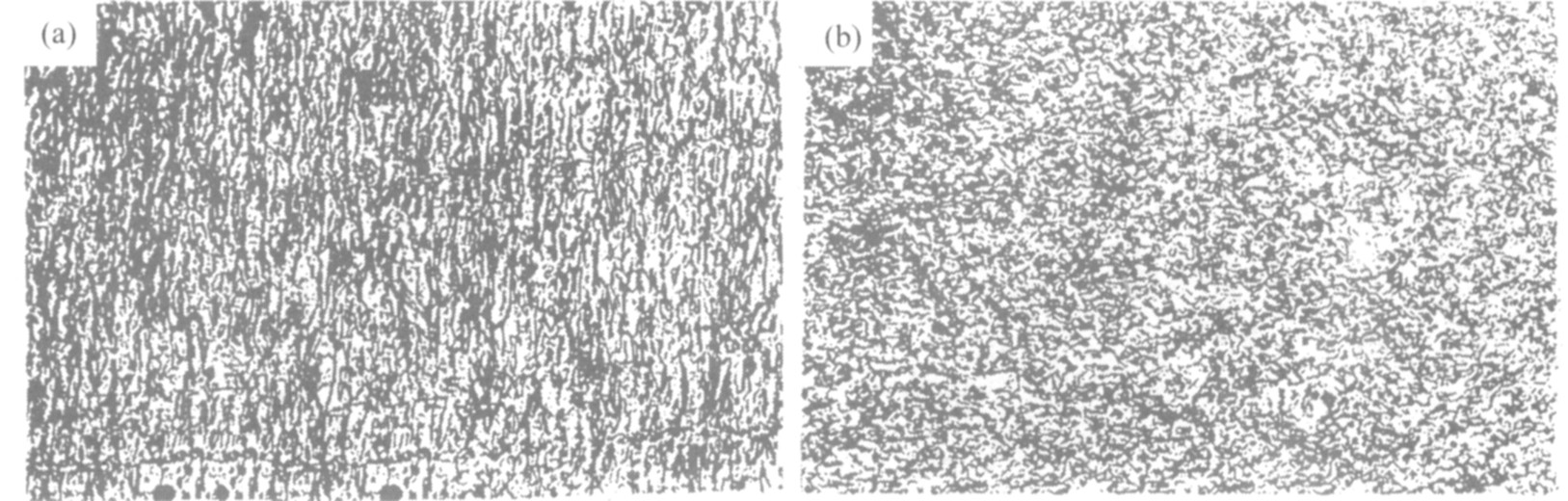
图2 剥皮CTHA100 (a) 纵向金相组织图和剥皮CTHA100 (b) 横向金相组织图
Fig.2 Microstructure of vertical section (a) and cross section (b) of skinned CTHA 100
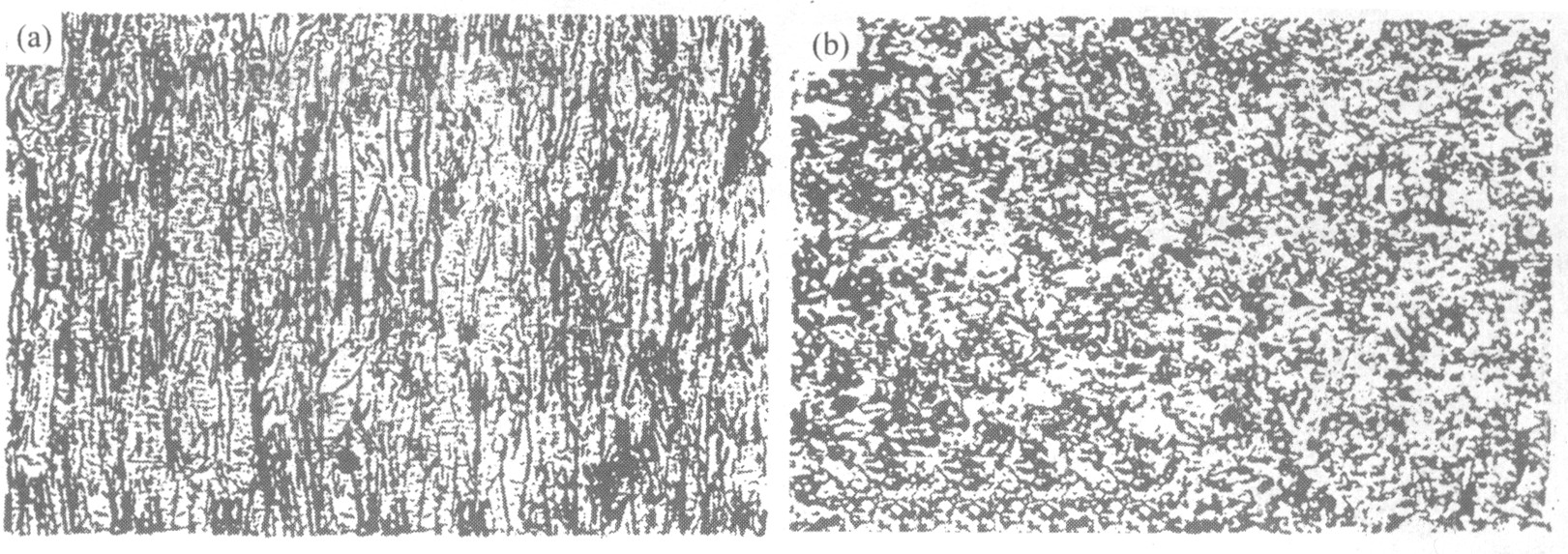
图3 非剥皮CTHA120 (a) 纵向金相组织图和非剥皮CTHA120 (b) 横向金相组织图
Fig.3 Microstructure of vertical section (a) and cross section (b) of unskinned CTHA 120
6 结 语
在SCR-1300连铸连轧生产线上完全能生产出质量优良的Ф18 mm CuAg, 经冷拉或冷 轧成形为加工组致密的高强度、 耐磨接触铜合金导线, 完全克服了传统技术 (上引法) 生产的铸态组织的缺点, 可满足机车200 km・h-1以上的运行速度。
参考文献
[1] 张 强. 铜合金接触线的研究[J].铁道机车车辆, 1995, (2) :1.
[2] 杨卫贤. 银铜接触线性能试验及比较[J].电线电缆, 1999, (2) :32.
[3] 汪国林. 德国电气化铁道接触线发展的分析与思考[J].上海铁道科技, 1998, (2) :46.
[4] 张 强. 中、高速电气化铁路接触线的选择[J].铁道机车车辆, 1997, (4) :21.

