中国有色金属学报 2004,(05),752-758 DOI:10.19476/j.ysxb.1004.0609.2004.05.009
等径道角挤压AZ91D镁合金的半固态组织演变
姜巨福 罗守靖 王迎
哈尔滨工业大学材料科学与工程学院,哈尔滨工业大学材料科学与工程学院,哈尔滨工业大学材料科学与工程学院 哈尔滨150001 ,哈尔滨150001 ,哈尔滨150001
摘 要:
通过半固态重熔实验,并利用金相显微镜,对等径道角挤压AZ91D镁合金的半固态组织演变进行了研究。结果表明:等径道角挤压后二次加热等温处理是一种适于AZ91D镁合金的制坯方法,加热温度对坯料的组织有很大影响。当保温时间一定时,随着加热温度的升高,先是球化效果越来越好,后来发生晶粒合并长大现象,晶粒尺寸也会逐渐长大,当保温时间为15min,加热温度为560℃时,二次加热组织最好;当加热温度一定时,随着保温时间的延长,晶粒尺寸有长大的趋势,当加热温度为560℃,保温时间为15min时组织球化效果最好,晶粒最细小;当加热温度和保温时间一定时,随着挤压次数的增加,二次加热组织的晶粒尺寸减小。
关键词:
AZ91D镁合金 ;半固态 ;坯料 ;二次加热组织 ;
中图分类号: TG376
作者简介: 姜巨福(1976),男,博士研究生.通讯作者:姜巨福,电话:045186415464,86419686;传真:045186221048;E mail:luosj@hope.hit.edu.cn;
收稿日期: 2003-09-13
基金: 国家总装备部"十五"预研课题资助项目(41318.4.24);
Semi-solid microstructure evolution of AZ91D magnesium extruded by equal channel angular die
Abstract:
By means of reheating experiments and metalloscope, microstructure evolution of AZ91D magnesium alloy extruded by an equal channel angular die is investigated in semi-solid state. The results show that reheating the AZ91D magnesium alloy extruded by an equal channel die is a kind of good method of preparing AZ91D magnesium alloy billets. The remelted temperature has strong influence on the reheating microstructure. When holding time is constant, with the increment of remelted temperature, globular effect become good firstly, then crystal grains become large. When holding time is 15 min, microstructure of remelted temperature of 560 ℃ is the best. When the remelted temperature is constant, with the increment of holding time, the crystal grain becomes large. When remelted temperature is 560 ℃, microstructure of holding time of 15 min is the best. When remelted temperature and holding time are constant, with the increment of number times of extrusion the crystal grain becomes small.
Keyword:
AZ91D magnesium alloy; semi-solid; billets; reheated microstructure;
Received: 2003-09-13
镁合金以其密度小、 比强度和比刚度高、 尺寸稳定和电磁屏蔽性好以及易于再生等一系列的优点, 被认为是21世纪最富于开发和应用的“绿色材料”。 随着汽车、 航空、 建筑及运输等工业中轻量化的发展要求, 镁合金的应用范围越来越广, 镁合金结构件的应用比例也在逐年上升。 目前镁合金传统的加工方法是压铸, 但压铸生产结构件的能力有限, 力学性能很难满足要求。 半固态触变成形工艺的出现, 对镁合金的成形开辟了一条新路
[1 ,2 ,3 ,4 ]
。
半固态触变成形的关键就是非枝晶组织的制备
[5 ,6 ,7 ]
。 在镁合金半固态成形中, 非枝晶组织的制备方法主要是机械搅拌、 电磁搅拌、 触变射注
[8 ,9 ]
。 但是, 这些方法都有不足之处, 主要是由于镁合金的化学性质十分活泼, 液态条件下遇到氧气剧烈氧化、 燃烧, 给制坯工艺带来极大的不便。 机械搅拌很难实施, 电磁搅拌和触变射注必须用气体保护或者密封。 这不仅增加了工艺的难度, 而且大大增加了工艺成本。 近年来人们尝试用SIMA法制备镁合金坯料, 虽然可以省去保护工艺操作, 但效果还是不理想
[10 ]
。 原因是镁合金在晶体结构上是密排六方晶格, 这就使镁合金的塑性变形能力受到很大限制。 冷加工容易产生裂纹, 只能热加工。 由于传统的SIMA法需要预镦粗工艺, 镦粗过程很容易开裂, 而且变形量受到限制, 结果得不到较大的应变诱导, 在随后的熔化激活过程中也就得不到细小的球状晶粒。 等径道角挤压是一种很好的细化工艺, 它可以获得较大的塑性应变量。 把这种工艺引入到镁合金半固态制坯工艺中是一种有益的探索。 等径道角挤压工艺能在不改变坯料尺寸的前提下细化晶粒并且使晶粒获得大的应变诱导。 把等径道角挤压与二次重熔结合在一起, 这也是一种新的应变诱导熔化激活法(SIMA)。 这给SIMA 法在镁合金半固态制坯工艺上的进一步应用开辟了一条新路。
本文作者对经过等径道角挤压后的坯料在二次加热处理过程中的组织演变进行研究。 通过与直接用铸坯二次加热的组织进行比较, 研究加热温度、 保温时间等工艺参数对组织演变的影响, 并且验证等径道角挤压加等温处理是一种好的制备镁合金坯料的方法。
1 实验
1.1 材料与工装
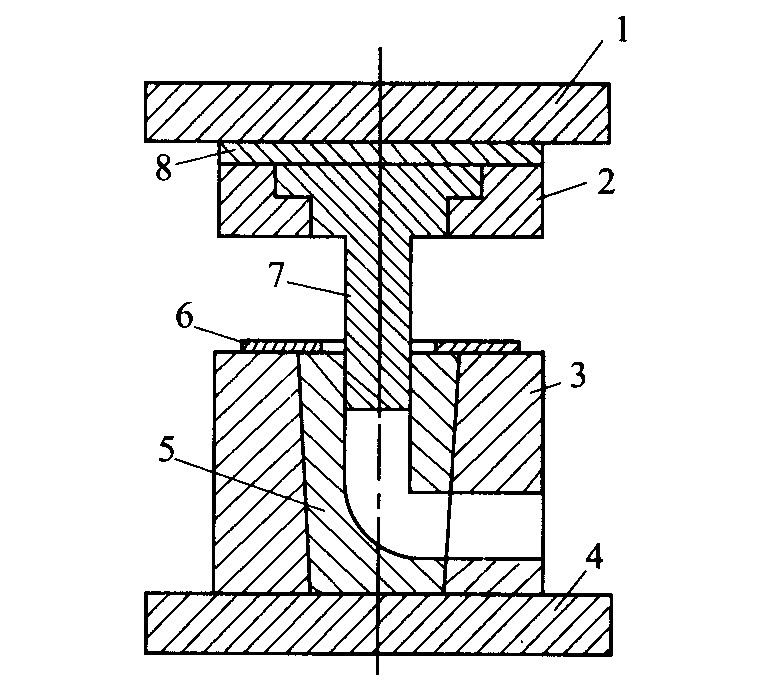
选用商业AZ91D镁合金铸锭为实验材料, 其成分列于表1。 实验中需要将一部分铸坯经过等径道角挤压细化晶粒。 等径道角挤压模具采用带内加热的形式, 两交角为90°, 其示意图见图1。
表1 AZ91D镁合金的化学成分
Table 1 Composition of AZ91D magnesium alloy(mass fraction, %)
Zn
Mn
Fe
Cu
Ni
Mg
1.000
0.150
≤0.005
≤0.030
≤0.002
Bal.
1.2 实验方案
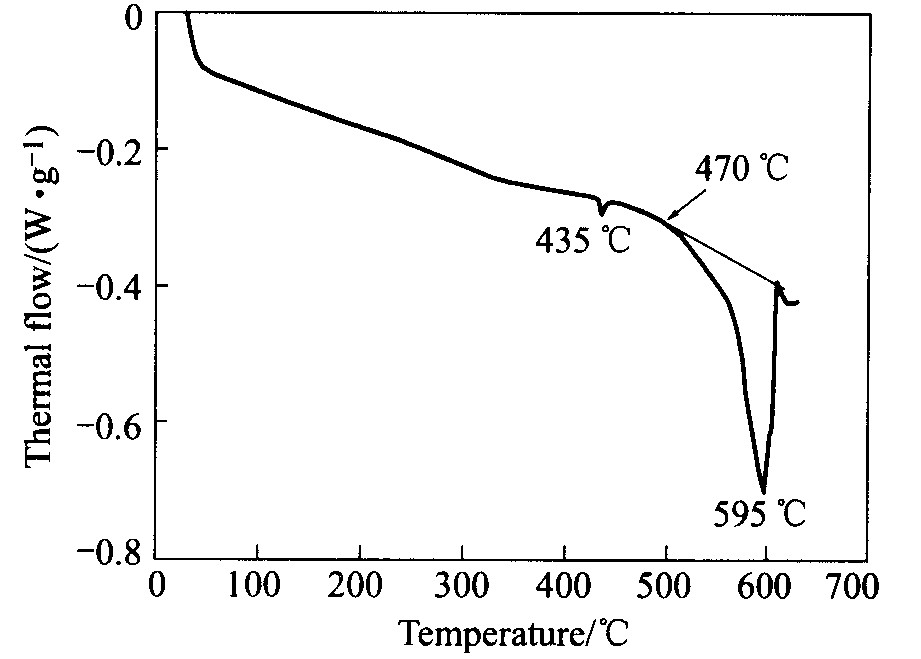
首先将铸坯分成2组, 一组直接加工成d 10mm×10 mm的小圆柱体, 用以二次加热处理。 另一组铸坯加工成d 58 mm×100 mm的圆柱体, 用作等径道角挤压晶粒细化实验。 然后加工成d 10 mm×10 mm的小圆柱体进行二次加热处理。 二次加热实验中首先应该严格选择加热温度范围。 本研究中采用差热扫描量热法测定AZ91D镁合金的半固态温度区间。 DSC曲线如图2所示, 435 ℃为共晶温度点, 固相线温度为470 ℃, 液相线为595 ℃, 固液相线温度区间为125 ℃。 根据DSC的分析结果选取二次加热温度为550, 560, 570, 580 ℃。 保温时间为10~30 min。 加热速度采取先快后慢的原则, 本实验在5 kW井式电阻炉中进行,为防止镁合金的氧化, 使用氩气保护。 当炉温从室温升至设定温度时开始计时, 到达设定时间后立即取出试样水淬, 制成金相试样, 用5%的硝酸酒精溶液腐蚀, 在PM-10ADS金相显微镜下观察组织变化。
图1 等径道角挤压模具示意图
Fig.1 Schematic of equal channel angular extrusion 1―Upper die plate; 2―Retainer ring; 3―Die carrier; 4―Lower die plate; 5―Cavity die; 6―Press plate; 7―Male die; 8―Pad plate
图2 AZ91D镁合金差热扫描量热分析曲线
Fig.2 DSC curve of AZ91D magnesium alloy
2 结果与讨论
2.1 原始材料组织
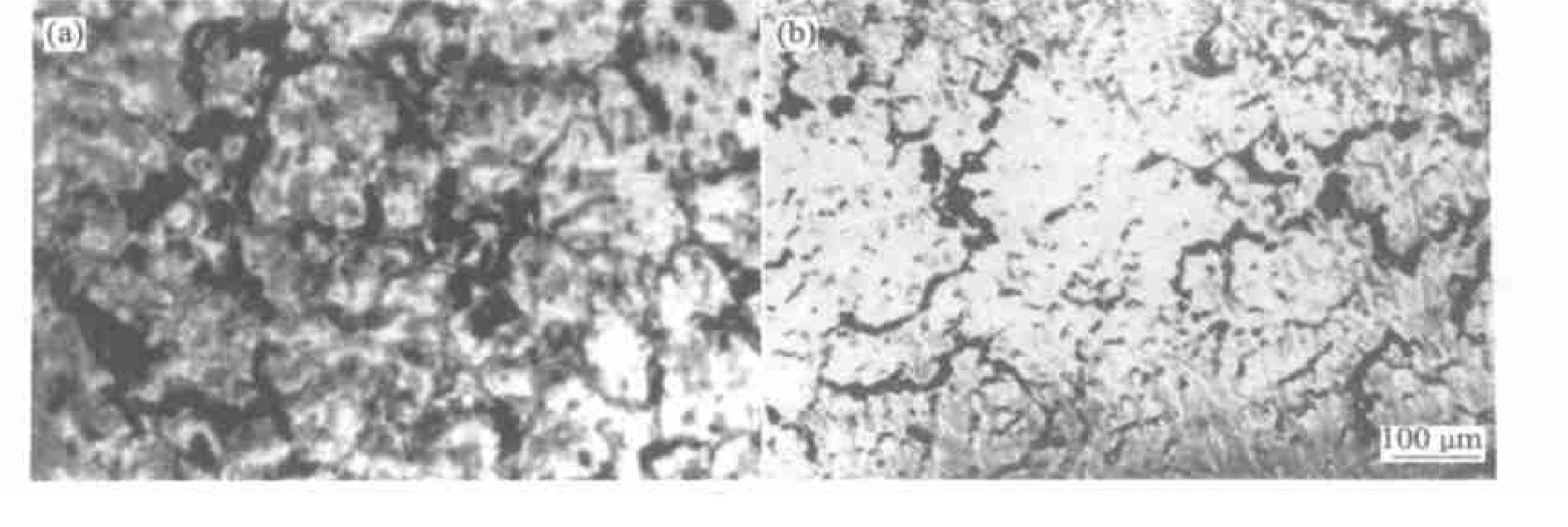
图3所示为镁合金AZ91D铸态棒料横截面及纵截面的微观组织。 可以看出, AZ91D镁合金的铸态组织并不是普通的树枝晶, 而是以δ (Mg)固溶体为基体(白色), 沿δ 相不连续网状分布的γ 相(Mg17 Al12 )(黑色), 以及散布在δ 相中的细小的Mn・Al化合物质点组成的团絮状组织。
2.2 原始铸坯的二次加热组织
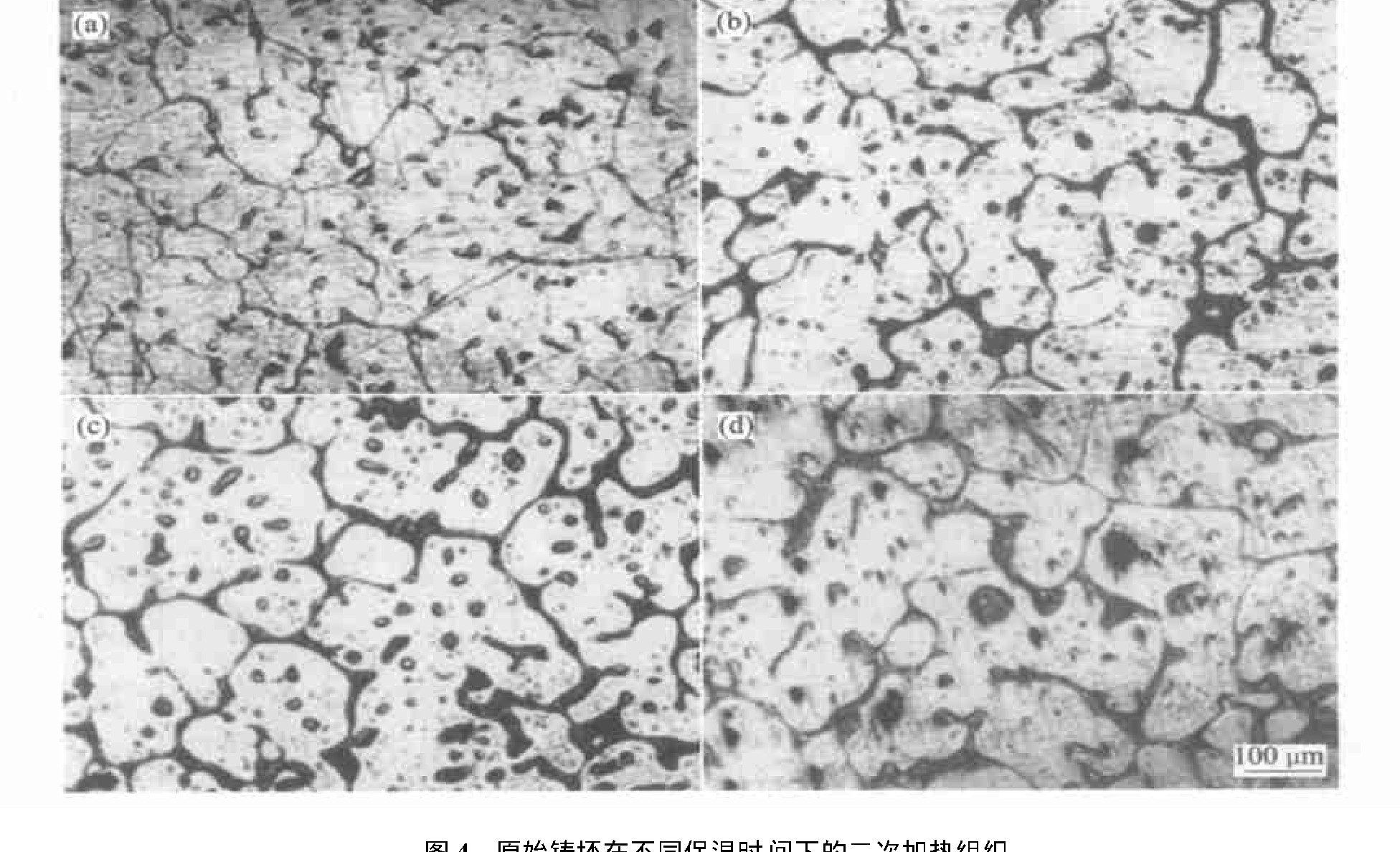
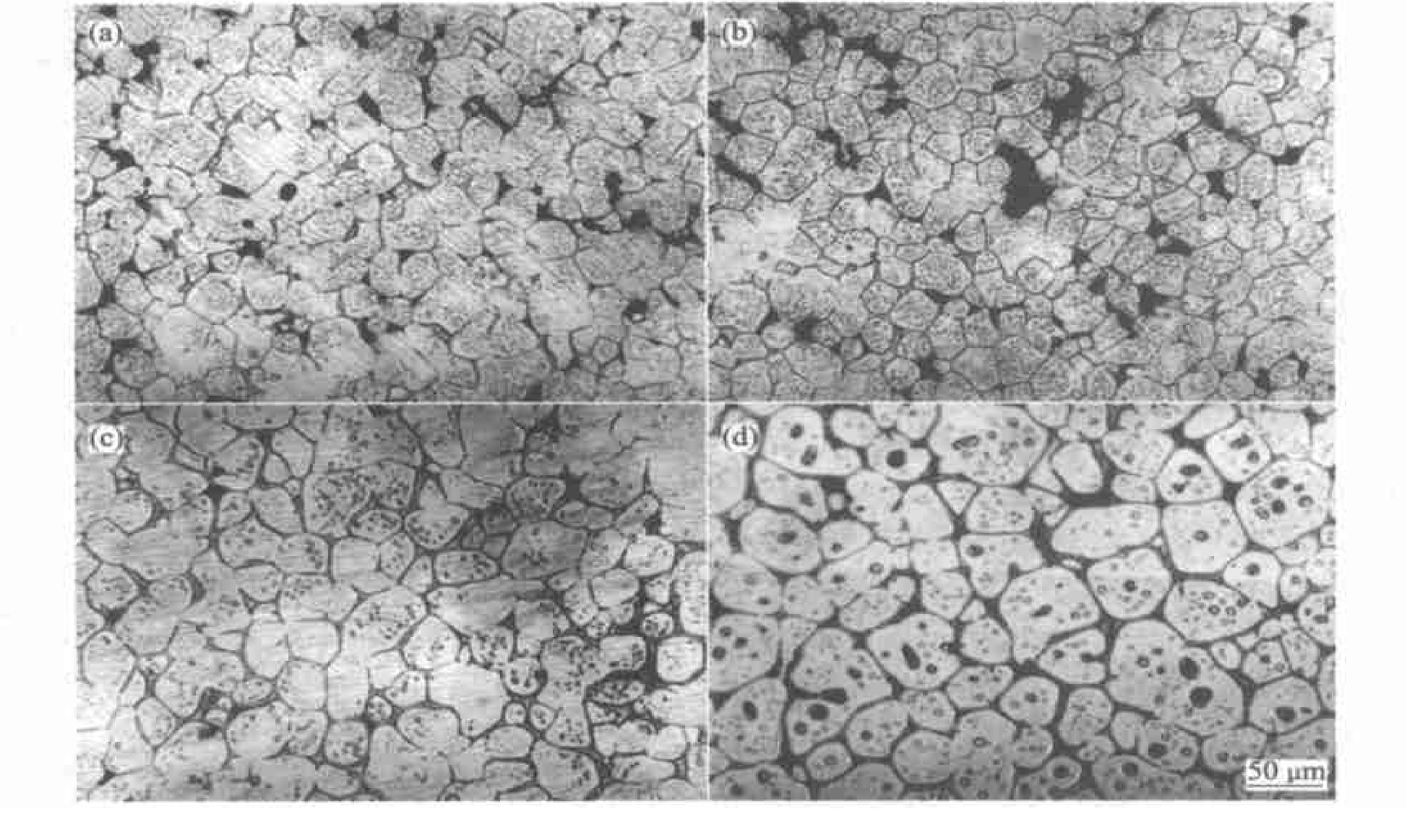
图4所示为原始铸坯的二次加热组织。 加热温度为560 ℃, 保温时间为10, 15, 20, 25 min。 可以看出, 对铸态AZ91D镁合金直接进行二次加热等温处理, 当保温时间比较短时, 得到的微观组织主要由粗大且形状不规则的块状固相颗粒和液相组成(图4(a))。 坯料中没有发生球化现象, 而且晶粒十分粗大, 尺寸甚至达到200 μm以上。 继续保温, 虽然坯料的局部有球化现象, 但整体上组织仍然由不规则的块状颗粒组成, 并且颗粒间的尺寸差异很大, 组织非常不均匀, 晶粒尺寸大多数在200 μm以上, 球化效果很不好(图4(b), 4(c))。 当保温时间较长时, 晶粒间彼此合并长大, 晶粒球化效果不好, 而且晶粒进一步粗化(图4(d))。 所以, 对铸态AZ91D镁合金坯料直接进行半固态二次加热等温热处理无法获得理想的非枝晶组织, 即无法得到细小、 均匀的球状晶组织。
图3 原始铸坯的微观组织Fig.3 Microstructures of original casting blank
(a)―Cross-section;(b)―Longitudinal section
图4 原始铸坯在不同保温时间下的二次加热组织Fig.4 Reheated microstructures of original casting blank for different holding durations
(a)―10 min;(b)―15 min;(c)―20 min;(d)―25 min
2.3 保温时间对微观组织的影响
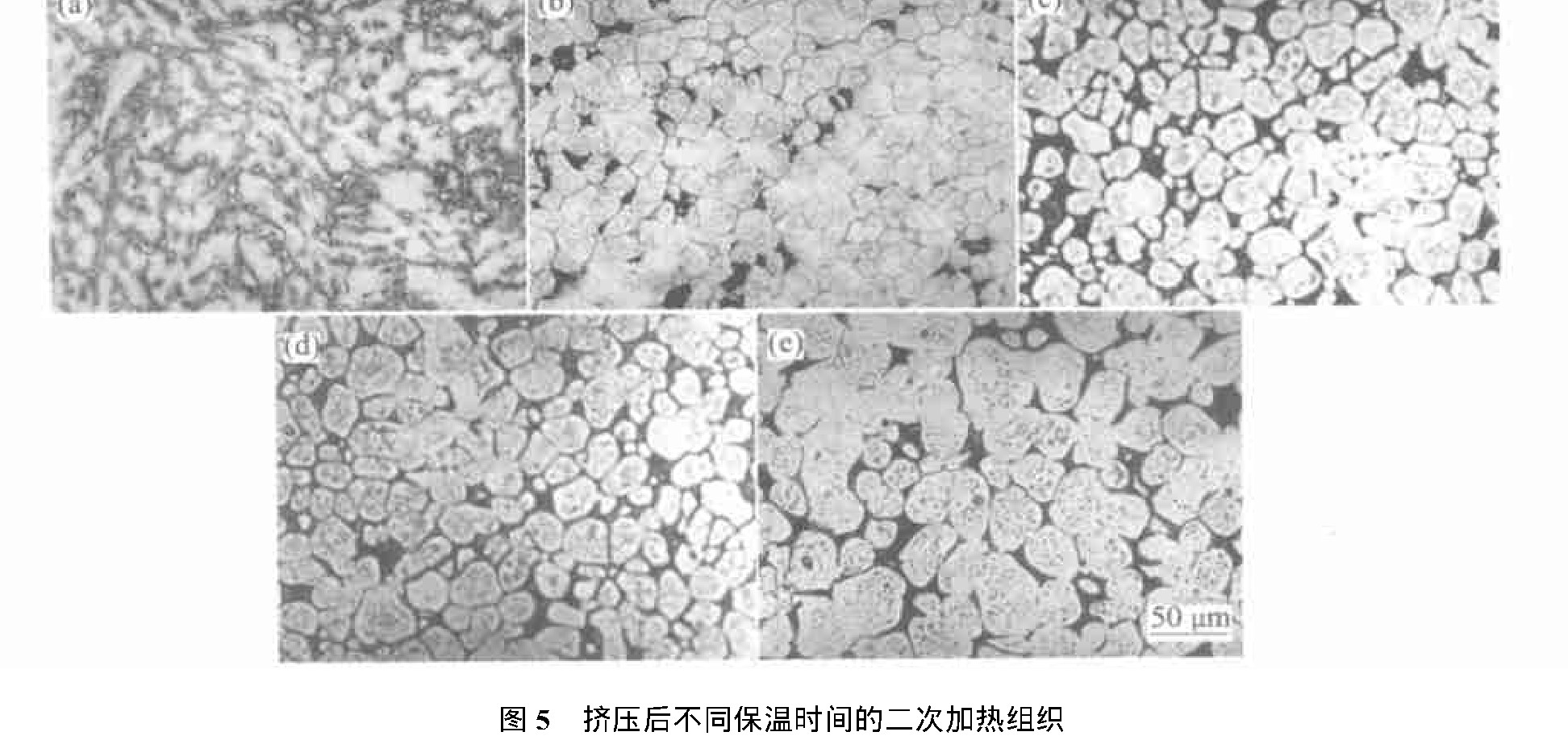
图5所示为经过4次等径道角挤压的铸坯随加保温时间变化的二次加热组织。 其中坯料的二次加热温度为560 ℃, 保温时间分别为0, 10, 15, 20, 25 min。 可以看出, AZ91D镁合金铸坯经过等径道角挤压之后, 铸坯的组织得到了细化, 晶粒尺寸在25 μm左右, 从而使二次加热组织明显得到改善。 不仅晶粒得到很好的球化, 而且晶粒尺寸也得到很好的细化。 二次加热组织中, 晶粒尺寸已经达到50 μm以下, 最小的晶粒尺寸可达到20 μm左右。 出现此现象的主要原因是因为铸坯经过等径道挤压之后, 获得了较大的应变积累, 在随后的二次加热过程中发生回复和再结晶
[11 ]
。 由于应变的诱导, 在回复和再结晶过程中, 产生了很多的亚晶界和位错积累。 经过不断的应变诱导, 在晶粒中又产生了新的晶界, 从而细化了晶粒。 在二次加热过程中, 晶界处最先被熔化, 原本被细化的组织就会在二次加热中球化成很多非枝晶的组织。
从图5还可以看出, 随着保温时间的延长, 微观组织发生了较明显的演变。 在保温时间为10 min时, 经过等径道角挤压的坯料就已经开始了球化。 随着保温时间的延长晶界处已经明显分离, 固相晶粒已经被周围的液相所包围。 当保温时间为25 min时固相晶粒已经发生明显的合并长大。 经过等径道角挤压, 还加速了晶粒的球化过程。 原始组织保温10 min时, 组织中未见球化出现, 到15 min时才有球化痕迹。 但挤压后的坯料在10 min时已经有明显的球化迹象, 保温时间增加到15 min时已经完全球化。 这说明保温时间是影响二次加热组织的重要工艺参数。 在二次加热过程中必须严格控制保温时间, 在实际工作中应根据不同的加热温度制定不同的保温时间。 在本实验中加热温度为560 ℃时, 保温时间应控制在15~20 min之间。
2.4 加热温度对微观组织的影响
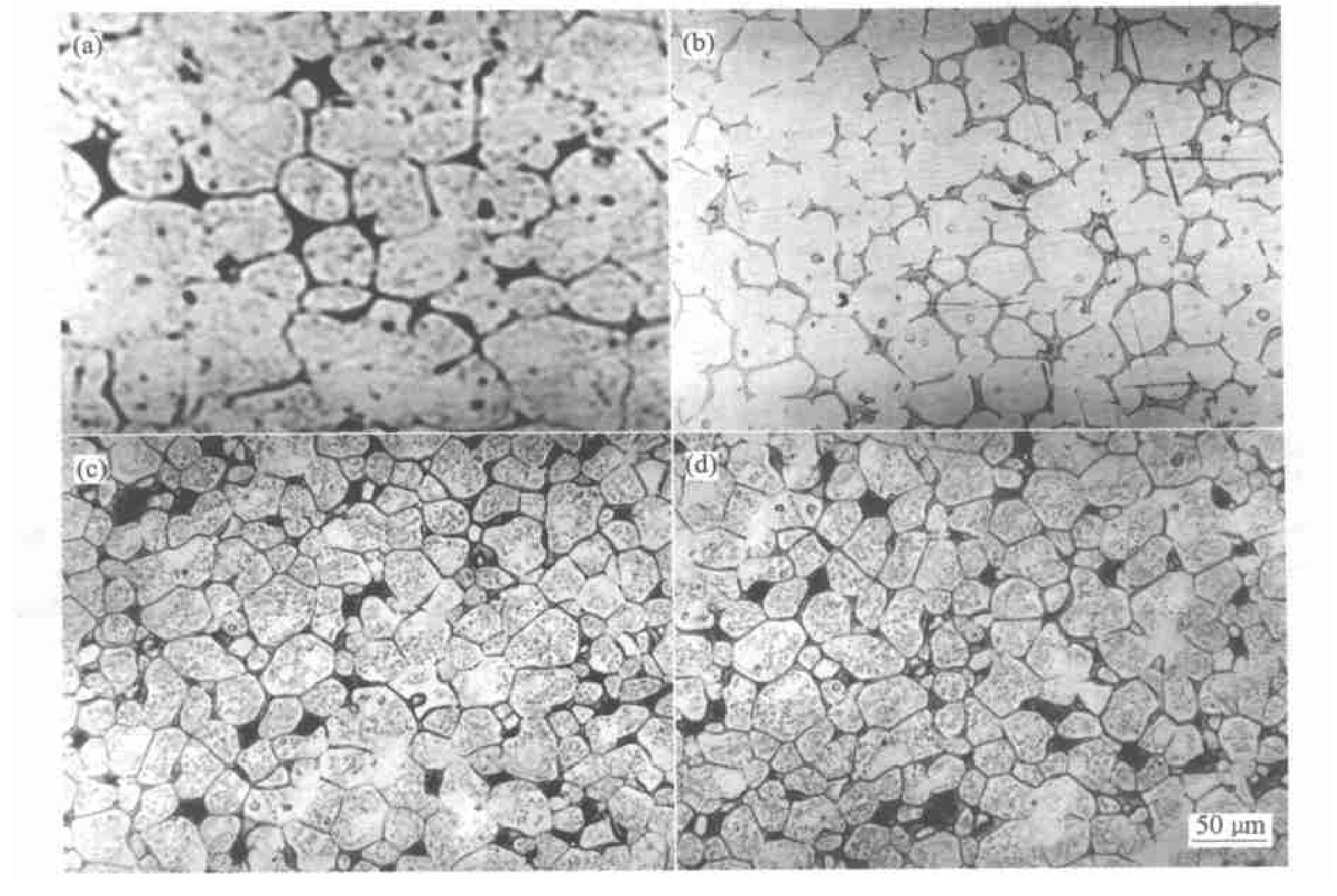
加热温度对二次加热组织的影响如图6所示。 不同的加热温度会导致组织的演变。 经过4次挤压的坯料在保温15 min时, 不同的加热温度条件下组织发生了很大的变化。 在550 ℃时组织还未完全球化, 但晶界处已明显发生球化的痕迹。 随着加热温度的升高, 当加热温度为560 ℃时, 晶粒发生了明显的球化, 晶粒的尺寸和形状都很清楚。 当温度升高到570 ℃时, 晶界处已明显被熔化, 固相晶粒被周围的液相包围, 有一些固相晶粒已经有长大的迹象。 当加热温度升高到580 ℃, 晶粒发生了明显的长大现象。 由图可以看出, 晶粒的尺寸和形状受加热温度的影响很大。 在570 ℃以前, 主要是通过未润湿晶粒间的聚结和Ostwald长大促进球化。 随着温度的升高, 晶界处熔化的低熔点物质逐渐增多, 晶粒间的聚结长大对晶粒的形状变化贡献减小, 而Ostwald长大对晶粒形状变化的贡献逐渐增大
[12 ]
。 同时, 温度的升高也会使晶粒尺寸发生长大。
图5 挤压后不同保温时间的二次加热组织Fig.5 Reheated microstructures of billets extruded and held for different holding durations
(a)―0 min;(b)―10 min;(c)―15 min;(d)―20 min;(e)―25 min
图6 挤压后不同加热温度条件下的微观组织Fig.6 Microstructures of billets extruded and held for different remelted temperatures
(a)―550℃;(b)―560℃;(c)―570℃;(d)―580℃
2.5 挤压次数对微观组织的影响
由于镁合金是密排六方晶体结构, 这就导致了其塑性变形性能差。 传统的镦粗工艺使其变形很困难, 而等径道角挤压是一种很好的细化晶粒工艺
[13 ,14 ]
。 镁合金原始组织晶粒的大小直接影响到半固态非枝晶组织的好坏。 所以必须对镁合金进行处理, 才能获得好的半固态组织。 挤压次数是一个重要参数, 因为它直接决定着坯料获得应变量的大小。 根据文献
[
15 ]
报道, 等径道角挤压坯料经过直角处受到强烈的剪切作用而产生大的应变, 经过n 次挤压后得到的总的等效应变可以近似表示为
ε
等
效
=
2
n
cot
(
Φ
/
2
)
/
3
?
?
?
(
1
)
式中 ε 等效 为等效应变; Φ 为两等径通道的夹角, 本研究Φ =90°; n 为挤压次数。
将Φ =90°代入式(1)中得:
ε
等
效
=
2
n
/
3
?
?
?
(
2
)
当挤压次数分别为1, 2, 3和4次时, 产生的剪切应变分别为ε 1 =1.155, ε 2 =2.31, ε 3 =3.47, ε 4 =4.62。
图7所示为加热温度为570 ℃, 保温时间为10 min时, 不同挤压次数对二次加热组织的影响。 可以看出, 随着挤压次数的增加, 即应变量的增大, 坯料的二次加热组织的球化程度越来越好, 而且晶粒尺寸越来越小。 当挤压次数为4次, 即应变量为4.62时, 晶粒尺寸达到50 μm以下。 平均晶粒尺寸在25 μm左右。 这样的球化程度和晶粒尺寸必将使坯料的成形充填性能和制件的力学性能有非常大的提高。 可以看出, 等径道角挤压工艺对二次加热组织的球化和细化有很大的促进作用。
图7 不同挤压次数下的二次加热组织Fig.7 Reheated microstructures after different extrusion passes
(a)―1 times;(b)―2 times;(c)―3 times;(d)―4 times
3 结论
1) 等径道角挤压工艺对AZ91D镁合金的二次加热组织有很好的晶粒球化和细化作用, 它有促进晶粒球化的作用, 等径道角挤压后二次加热等温处理是一种很好的AZ91D镁合金制坯方法。
2) 二次加热温度对坯料的组织有很大影响, 当保温时间一定时, 随着加热温度的升高, 晶粒的形状发生变化, 先是球化效果越来越好, 后来发生晶粒合并长大现象, 晶粒尺寸也会逐渐长大。 当保温时间为15 min时, 加热温度为560 ℃的二次加热组织球化效果最好。
3) 当加热温度一定时, 随着保温时间的延长, 晶粒尺寸有长大的趋势。 当加热温度为560 ℃时, 保温时间为15 min的组织球化效果最好, 晶粒最细小。
4) 当加热温度和保温时间一定时, 随着挤压次数的增加, 即坯料获得应变量的增加, 二次加热组织的晶粒尺寸减小, 而且球化效果越来越好。
参考文献
[1] 张 鹏,曾大本.异军突起的镁合金压铸[J].特种铸造及有色合金,2000,6:5557.ZHANGPeng,ZENGDa ben.Fastdevelopmentofmagnesiumalloydiecasting[J].SpecialCasting&NonferrousAlloys,2000,6:5557.
[2] 孙伯勤.镁合金压铸在汽车行业中的巨大应用潜力[J].特种铸造及有色合金,1998,3:4041.SHUNBo qin.Largeapplicationpotentialofmagnesiumalloydiecastinginmotor dom[J].SpecialCasting&NonferrousAlloys,1998,3:404.
[3] 张永忠,张 奎,崔代金,等.AZ91D镁合金的压铸工艺及性能[J].铸造,2000,49(2):7477.ZHANGYong zhong,ZHANGKui,CHUIDai jin,etal.TechnologyandpropertiesofdiecastingofAZ91Dmagnesiumalloy[J].Foundry,2000,49(2):7477.
[4] 罗吉荣,肖泽辉,宋象军,等.半固态镁合金流变成形技术及装备[J].特种铸造及有色合金,2002,4:4546.LUORong ji,XIAOZe hui,SONGXiang jun,etal.Technologyandequipmentofrheoformingofmagnesium
alloyinsemi solid[J].SpecialCasting&NonferrousAl loys,2002,4:4546.
[5] DoiY ,UetaniY ,YanazakiT ,etal.Microstructuresandmechanical propertiesofAZ91Dmagnesiumalloyproducedbysemi solidextrusionprocessanditsagingbe havior[A].TsutsuiY ,KiuchiM ,IchikawaK .Proc7thInterConfonSemiSolidProcessingofAlloysandCom posites[C].Tsukuba,Japan:ResearchCommitteeonMushy/SemiSolidMetalFormingJapanSocietyforTechnologyofPlasticity,2002.771775.
[6] 罗守靖,姜巨福,杜之明,等.半固态加工技术的新探索[J].特种铸造及有色合金,2003(增刊):285289.LUOShou jing,JIANGJu fu,DUZhi ming,etal.Newprobeonsemi solidprocessingforalloy[J].SpecialCasting&NonferrousAlloys,2003(S):285289.
[7] 罗守靖,姜巨福,祖丽君,等.SiCp/2024复合材料半固态坯二次加热组织的研究[J].材料科学与工艺,2003,11(1):15.LUOShou jing,JIANGJu fu,ZULi jun,etal.Studyofpreheatedmicrostructuresofsemi solidingotsofSiCp/2024composites[J].MaterialsScience&Technology,2003,11(1):15.
[8] JiS ,FanG .Twin screwrheomoudingofAZ91Dmagne siumalloy[A].TsutsuiY ,KiuchiM ,IchikawaK .Proc7thInterConfonSemi solidProcessingofAlloysandComposites[C].Tsukuba,Japan:ResearchCommitteeonMushy/SemiSolidMetalFormingJapanSocietyforTechnologyofPlasticity,2002.683688.
[9] 罗守靖,田文彤,谢水生,等.半固态加工技术及应用[J].中国有色金属学报,2000,10(6):765773.LUOShou jing,TIANWen tong,XIEShui sheng,etal.Applicationofsemi solidprocessingtechnology[J].TheChineseJournalofNonferrousMetals,2000,10(6):765773.
[10] 吉泽生,左 锋,郑小平,等.应变诱发AZ91D镁合 金半固态材料制备[A].罗守靖,谢水生.第二届半固态金属加工技术研讨会论文集[C].北京:中国半固态学术委员会,2002.4953.JIZe sheng,ZUOFeng,ZHENGXiao ping,etal.Preparationofsemi solidmaterialsofAZ91DmagnesiumalloywithSIMAprocess[A ].LUOShou jing,XIEShui sheng.TheSymposiumoftheSecondConferenceonMetalSemi solidProcessing[C].Beijing:ChineseSemiSolidProcessingSociety,2002.4953.
[11] 李元东,郝 远,陈体军,等.等温热处理工艺对AZ91D镁合金半固态组织演变和成形性的影响[J].中国有色金属学报,2002,12(6):11431148.LIYuan dong,HAOYuan,CHENGTi jun,etal.Ef fectsofisothermalheat treatmentonmicrostructureevo lutionandformabilityofAZ91Dmagnesiumalloyinse mi solidstate[J].TheChineseJournalofNonferrousMetals,2002,12(6):11431148.
[12] SalvoLM ,CharentenaySYD .Microstructuralevolu tionandrheologicalbehaviorinthesemi solidstateofanewAlSibasedalloy[A].KirwoodDH .Proc4thIntConferenceontheSemiSolidProcessingofAlloysandComposites[C].Sheffield:TheUniversityofSheffield,1996.1015.
[13] SunPL ,YuCY ,KaoPW ,etal.Microstructuralcharacteristicofultrafine grainedaluminumproducedbyequalchannelangularextrusion[J].SciptaMaterialia,2002,47:377381.
[14] HuangWH ,ChangL ,KaoPW ,etal.Effectofdieangleonthedeformationtextureofcopperprocessedbyequalchannelangularextrusion[J].MaterSciEngA ,2001,307:11118.
[15] GholiniaA ,PrangnellPB ,MarkushevMV .Theef fectonstrainpathonthedevelopmentofdeformationstructuresinseverelydeformedaluminumalloyspro cessedbyEACE[J].ActaMaterialia,2000,48:11151130.