文章编号:1004-0609(2014)10-2435-08
6061-T651铝合金薄板接头的焊接变形
叶延洪,何 静,蔡建鹏,孙加民,邓德安
(重庆大学 材料科学与工程学院,重庆 400044)
摘 要:基于有限元软件ABAQUS,开发可同时考虑材料非线性、几何非线性和移动热源的热-弹-塑性有限元计算方法来模拟焊接过程中的热-力学耦合行为。以3 mm厚的6061-T651铝合金薄板TIG焊单道重熔和MIG对接接头为例,模拟分析焊接过程中的温度场、残余应力和焊接变形。同时,采用实验方法测量两种焊接接头的横向收缩和面外变形。结果表明:数值计算所得到的横向收缩、角变形与实验测量结果十分吻合,验证所开发的有限元计算方法的有效性。此外,基于数值模拟结果和实验结果验证了铝合金薄板焊接接头面外变形的形成机理。
关键词:铝合金;横向收缩;面外变形;数值模拟
中图分类号:TG404 文献标志码:A
Welding deformations of 6061-T651 Al alloy thin-plate joints
YE Yan-hong, HE Jing, CAI Jian-peng, SUN Jia-min, DENG De-an
(College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China)
Abstract: Based on the commercial software ABAQUS, a thermo-elastic-plastic finite element method (T-E-P FEM) was developed in consideration of material nonlinearity, geometrical nonlinearity and moving heat source to simulate the thermo-mechanical behavior during welding process. The welding temperature fields, residual stress distribution and deformation in a thin-plate bead-on joint performed by TIG welding process and those in a butt joint with V-groove welded by MIG welding process were simulated. Meanwhile, the transverse shrinkages and out-of-plane deformations in thin-plate welded joints were measured by experiments. The transverse shrinkages and the out-of-deformations simulated by the T-E-P FEM are in good agreement with the measured data, and the effectiveness of the developed computational approach was verified by experiment. In addition, the formation mechanisms of out-of-plane deformation in thin-plate Al alloy joints were clarified based on the numerical and experimental results.
Key words: aluminum alloy; transverse shrinkage; out-of-plane deformation; numerical simulation
随着交通运输领域对降低能耗的要求越来越高,运输工具的轻质化设计与制造越来越受到重视。铝合金、镁合金及高强钢等轻量化结构材料正在逐步取代传统的结构材料如低碳钢。铝合金由于其优越的综合力学性能、良好的抗腐蚀能力和较好的加工性能,在交通工具中得到越来越广泛的应用[1]。与此同时,交通工具中铝合金结构的焊接问题也受到越来越多的关注[2-3]。
与钢铁材料相比,铝合金的导热系数大、弹性模量低以及热膨胀系数大,因此,铝合金构件在焊接过程中更容易产生较大的变形[4]。焊接变形不仅会降低结构的制造精度,而且在工作载荷的作用下还会引起附加弯矩,从而造成结构早期失效。此外,矫正焊接变形不仅需要有熟练的技能,而且还会增加工时和制造成本。因此,如何有效地控制和减小焊接变形是铝合金构件在焊接装配制造过程中一个亟待解决的问题。
随着计算机技术和计算焊接力学理论的日臻成熟,采用数值模拟方法研究焊接过程中复杂的热-力-冶金耦合行为已经成为可能。焊接数值模拟技术的出现,推动焊接生产朝着“理论→数值模拟→生产”模式的方向发展转变;焊接数值模拟技术的发展,使焊接技术正在发生着由“经验”到“科学”、“定性”到“定量”的飞跃[5]。ASLE等[6]采用数值模拟方法研究了铝合金T型接头的焊接变形。王蕊等[7]采用数值方法研究铝合金5A12薄板TIG焊接的热过程、焊接残余角变形和纵向残余应力。近年来,数值模拟方法在铝合金焊接变形预测方面初步取得一些令人鼓舞的成果。
本文作者以ABAQUS为平台,开发了可以同时考虑材料非线性、几何非线性和移动热源的热-弹-塑性有限元计算方法,利用该方法模拟板厚为3 mm的6061-T651铝合金板在TIG重熔和MIG对接焊条件下的温度场、残余应力和焊接变形。同时,本文作者采用实验手段测量铝合金薄板接头的焊接变形,通过计算结果和实验结果的比较,验证所开发数值计算方法的有效性,并详细讨论薄板焊接接头面外变形的形成机理。
1 实验
1.1 焊接实验
为了研究铝合金薄板焊接变形的特征,分别采用TIG和MIG焊接方法对6061-T651铝合金薄板进行了单道重熔和对接焊实验。TIG重熔(案例1)试板尺寸为300 mm×300 mm×3 mm;MIG对接焊(案例2)两块试板尺寸均为300 mm×150 mm×3 mm,坡口为60°的V型坡口,钝边为1 mm。在MIG焊中,填充焊丝为ER5356,其直径为1.6 mm。为了较精确地测量TIG重熔试板的横向收缩,本研究中采用相同焊接参数重复做两组实验。
在各接头焊接之前,分别在试板两端放置尺寸为100 mm×50 mm×3 mm的引弧板和熄弧板。TIG焊合MIG焊的焊接参数如表1所列。在整个焊接过程中,焊接试板没有外部拘束,焊接完成后,采用钢锯锯掉引弧板和熄弧板。
1.2 焊接变形测量
为了测量薄板焊接过程中的横向收缩,预先在焊接试板(TIG重熔试板)焊缝两侧钻了6个(三对)直径为2 mm的通孔[8],通孔位置如图1所示。在焊接前,采用游标卡尺测得上下表面每对孔的初始距离L1, …, L6,焊后再测得变形后的距离 , …,
, …,  ,则可得到横向收缩
,则可得到横向收缩
 (1)
(1)
式中:i=1, 2, 3为上表面;i=4, 5, 6为下表面。
表1 TIG焊与MIG焊的焊接工艺参数
Table 1 Parameters used in TIG welding and MIG welding


图1 横向收缩测量位置
Fig. 1 Measuring positions for transverse shrinkage (Unit: mm)

图2 焊接接头及焊后的变形形态
Fig. 2 Weld joints and their deformations after welding
焊接变形如图2所示,从图2中可以看出,两个焊接接头均产生了明显的面外变形。前者为反马鞍形变形,横向为凹变形,纵向为凸变形,即凹-凸型变形模式;后者是马鞍形变形,横向为凸变形,纵向为凹变形,即凸-凹型变形模式[9]。
为精确地测量焊接接头的面外变形,采用精度为0.03 mm的ROMER INFINITE 2.0三维坐标测量仪在薄板上表面测量了49个点的空间坐标,并采用MATLAB软件绘制出三维变形图。
2 有限元分析
本研究建立的三维有限元模型与实际焊接试件尺寸一致。这里,以对接接头为例介绍有限元模型,有限元模型机网格划分如图3所示。为了兼顾计算精度和计算时间,在焊缝及其附近网格划分得较细密,远离焊缝区域的网格划分得相对稀疏。TIG重熔模型的节点数为26741,单元数为20160;MIG焊对接接头模型的节点数为33638,单元数为28080。温度分析使用的单元类型为DC3D8,应力计算则采用C3D8R单元[10]。

图3 对接接头有限元模型及力学边界条件
Fig. 3 FEM model and mechanical boundary conditions
2.1 热源模型与温度场计算
在电弧焊过程中,三维有限元模型内部传热可用下式来描述:
 (2)
(2)
式中: (i=x, y, z)、T、QArc、
(i=x, y, z)、T、QArc、 和
和 分别表示热导率、当前温度、内部发热率、密度以及定压比热容。假定母材及焊缝金属均是各向同性材料,因此,3个方向的热导率相同,即
分别表示热导率、当前温度、内部发热率、密度以及定压比热容。假定母材及焊缝金属均是各向同性材料,因此,3个方向的热导率相同,即 。
。
铝合金的热物理性能参数随温度变化的关系曲线如图4[11-13]所示。由于焊缝金属与母材的热物理性能差别很小,故假定整个有限元计算模型范围内材料热物理性能完全相同[14]。
对TIG重熔模型(案例1),采用半椭球体热源模型[15]来模拟电弧的热输入。而对于MIG焊模型(案例2),考虑到焊接过程中热量的一部分用于熔化焊丝,另一部分用于熔化母材,因此,本研究采用了上、下两个半椭球叠加而成的复合热源来模拟焊接热输入[8],同时假定上、下半椭球的热量分别占总热输入的70%和30%。两种热源模型均为等密度移动热源[15],其参数如表2所列。
半椭球热源可由下面的方程(3)进行描述[8]。
 ≤1 (3)
≤1 (3)
式中:v为焊接速度;t为焊接时间;z0表示热源中心在z方向上的初始位置,取值为3.0 mm。对TIG模型而言,式(3)只取z-z0≤0的下半椭球部分;对MIG焊模型而言,当z-z0≥0时,为上半椭球,当z-z0<0时,为下半椭球。a、b、c分别为热源x、y、z 3个方向的形状参数,计算时采用各参数值如表2所列。
等密度体热源的热流密度 可由下式得到:
可由下式得到:
 (4)
(4)
式中:U为电弧电压;I为焊接电流;VH为热源体积; 为电弧效率。
为电弧效率。
焊接工件的表面与环境换热主要通过对流与辐射两种方式进行。对流换热(qc)遵守牛顿定律[17],可由式(5)来表述。
 (5)
(5)

图4 6061-T651铝合金的高温热物理性能参数[11-13]
Fig. 4 Thermal physical properties parameters of 6061-T651 alloy at high temperature[11-13]
表2 热源形状参数及电弧效率
Table 2 Heat sources parameters and arc efficiencies

式中:hc为对流换热系数,hc=30 W/(m2・℃) [12];ts为模型表面温度;t0为环境温度,设为20 ℃。
辐射换热遵守Stefan-Boltzmann定律[17],可由式(5)来描述。
 (6)
(6)
式中:qr为辐射换热量; 为热辐射系数,=0.03[13];
为热辐射系数,=0.03[13]; 为Stefan- Boltzmann常数;F为形状系数。
为Stefan- Boltzmann常数;F为形状系数。
2.2 焊接应力和变形模拟
焊接应力和变形的计算采用与温度场完全相同的有限元模型,只是单元类型不同。将温度计算结果以热载荷的形式加载到结构分析模型中对应力-应变进行求解。在热-弹-塑性有限元计算中,考虑了材料的力学性能随温度的变化,6061-T651的高温力学性能参数如图5[11-13]所示。
在应力-应变分析中,采用各向同性胡克定律描述弹性应力-应变关系;用热膨胀系数来计算焊接过程中的热应变;同时假定塑性变形服从Mises屈服准则。由于焊接过程中高温停留时间较短,蠕变现象也不明显,因此,此模型中忽略了蠕变对焊接应力和变形的影响。此外,在力学计算模块中,也忽略了固态相变的影响。根据以上假设,焊接过程中材料的总应变增量由弹性应变增量、塑性应变增量和热应变增量3个成分组成,由式(6)描述:
 (7)
(7)
式中: 、
、 和
和 分别表示弹性应变增量、塑性应变增量和热应变增量。
分别表示弹性应变增量、塑性应变增量和热应变增量。
材料在较小变形的情况下,应变和位移之间的关系可以近视看成线性关系,即小变形理论。如果材料的变形较大,则需要用大变形理论才能较精确描述应变与位移之间的非线性关系。在大变形条件下,应变-位移关系[10]可用下述公式描述:
 (8)
(8)
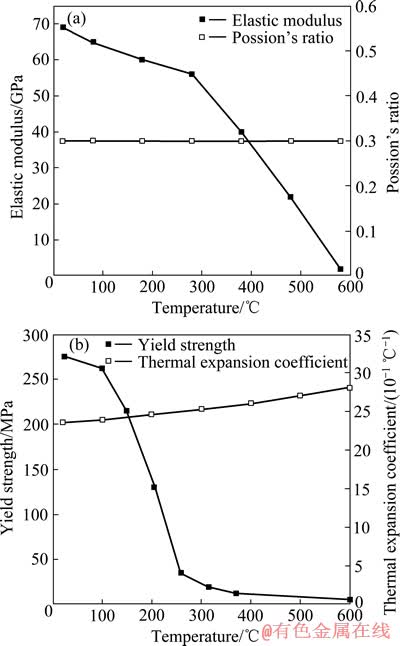
图5 6061-T651铝合金的高温力学性能参数[11-13]
Fig. 5 Mechanical properties of 6061-T651 alloy at high temperature[11-13]
 (9)
(9)
 (10)
(10)
 (11)
(11)
 (12)
(12)
 (13)
(13)
式中: 、
、 和
和 为x、y、z方向的正应变;
为x、y、z方向的正应变; 、
、 和
和 为
为 、
、 和
和 平面的切应变;u、v和w分别为x、y和z方向的位移。从表达式可以看出,一阶项是线性关系项,二阶项是非线性关系项。
平面的切应变;u、v和w分别为x、y和z方向的位移。从表达式可以看出,一阶项是线性关系项,二阶项是非线性关系项。
由于本研究中采用的铝合金的板厚为3 mm,因此有必要采用大变形理论来进行TIG焊(案例1)和MIG焊(案例2)的残余应力和变形分析。为了与大变形理论的计算结果做比较,对于TIG重熔模型,在此,也采用小变形理论进行应力和变形分析(案例3)。
由于焊接试验中没有外部拘束,因此,在有限元模型中定义的力学边界条件仅仅只是为了防止结构的刚体运动,力学边界条件如图3所示。
3 数值计算与实验结果对比分析
3.1 温度场计算结果
图6(a)所示为案例1在加热过程的温度场分布云图。从图6(a)中看出,熔池的上部较宽,下部较窄,其峰值温度约为710 ℃。熔池范围内的温度梯度比较平缓,这主要是由板厚较薄以及铝合金的导热系数较大所致。
图6(b)比较了两种接头的实际焊缝断面形状与对应的模拟结果。图左侧为实际焊缝的断面形状,黑色虚线表示熔合线;右侧为模拟得到的熔池形态横断面图,灰色部分为峰值温度高于铝合金固相线温度(约580 ℃)的区域。从图6(b)中可以看出,由案例1和案例2模拟计算得到的熔池断面与实际焊缝的断面吻合较好,这表明通过数值模拟获得的温度场与实际接头中的温度分布基本一致。

图6 温度场模拟结果
Fig. 6 Simulation results of temperature field
需要指出的是,在采用热-弹-塑性有限元来模拟焊接过程中热-力学行为时,准确的温度场计算结果是获得高精度残余应力和变形的前提,因此,在计算过程中合理地选用热源模型、热源参数以及热边界条件是非常关键的。
3.2 焊接变形
3.2.1 横向收缩
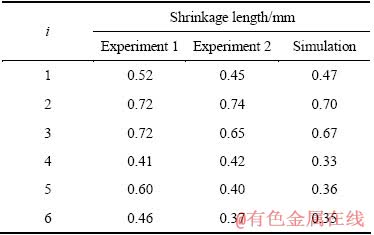
本研究中只测量了TIG重熔接头的横向收缩,并以此为例来考察横向收缩的分布特征。试板上、下表面6个位置的横向收缩计算值与实验值如表3所列。案例1的两组实验的横向收缩测量结果均列于表3中,可以看出两组实验之间尽管有一些局部差异,不过总体上看两者基本吻合。从表3中还可以看出,实验2与数值模拟结果更接近,而实验1下表面(4、5、6点)上的值与模拟值相差较大,特别是第5点,这可能是焊缝中存在局部塌陷所致。此外,无论是实验结果还是计算结果,上表面的横向收缩比下表面的要大,上表面的计算结果与实验结果十分吻合,而下表面的计算值比实验值偏小。总体而言,计算结果与实验结果基本吻合。
表3 横向收缩长度模拟值与实验值的比较
Table 3 Comparison of transverse shrinkages length between simulation and experiment
横向收缩的产生机理是,焊缝及其附近的母材在加热过程中随温度升高而膨胀,同时,在高温下屈服强度降低,材料在膨胀过程中受到相邻较低温度材料的约束而产生较大的压缩塑性应变。一般而言,压缩塑性应变的分布区域主要在峰值温度高于力学熔点的范围内[18]。对于铝合金,其力学熔点在350 ℃左右,在此温度以上,材料力学性能(如屈服强度)接近于0。图7所示为案例1中间截面上的表面峰值温度与横向塑性应变的分布关系。由图7中可以看出,压缩塑性应变区域几乎都处于峰值温度高于350 ℃(即力学熔点)的区域内。
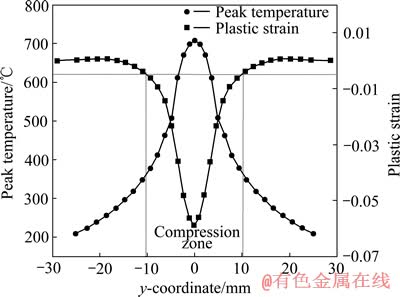
图7 Case 1中间截面的峰值温度与横向塑性应变
Fig. 7 Peak temperature and transverse plastic strain distributions of mid-section in case 1
3.2.2 面外变形
案例1和案例2的变形图如图8所示,其中图8(a)和(b)是根据实际测量得到的三维坐标数据绘制出的变形图。图8(c)和(d)所示为模拟得到的z方向位移分布云图。比较实验结果和计算结果可知,二者吻合较好。此外,还可清楚的看到,案例1与案例2的面外变形方向完全相反。
由实验和数值模拟得到的沿着路径1分布的Z方向变形(位移)如图9(a)所示。从图9(a)可以看到,无论是案例1还是案例2,它们的计算结果与实验值都吻合良好。图9(b)比较了路径2上由实验和数值模拟得到的z方向变形量。在该图中同时也给出了由小变形理论(案例3)计算得到的结果。由图9(b)可知,尽管实验值与计算值有一定的误差,但整体上而言采用大变形理论计算的结果与实验值比较吻合,而采用小变形理论计算的结果明显小于实验值。从以上比较可知,对于厚度为3 mm的铝合金薄板接头而言,采用热-弹-塑性有限元模拟焊接变形时必须使用大变形理论才能获得比较精确的计算结果。

图8 面外变形实测结果与模拟结果的比较
Fig. 8 Comparison of out-plane deformations between experiment and simulation
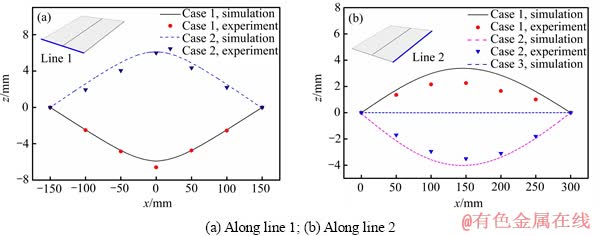
图9 不同案例的面外变形分布
Fig. 9 Out-of-deformation distribution of different cases

图10 不同案例的面外变形机制
Fig. 10 Mechanisms of out-of-plane deformation of different cases
如前所述,对于案例1,焊接接头的变形模式为反马鞍形,而案例2的变形模式为马鞍形。根据文献[20-21]的薄板变形理论,案例1和2的变形分别由两种不同的变形机理形成。
在案例1中,焊接热输入相对较小,重熔区域的上、下表面有一定的温差,在电弧加热过程中容易产生一定程度的角变形。角变形的产生会使焊缝及其附近的区域低于中性面,如图10(a)所示。在冷却过程中,焊缝及其附近将产生收缩力。由于收缩力作用区域低于焊接板中性面,将产生一个使焊接板在纵向上向上凸的力矩,最后整个焊接板的变形就成了凹(横向)-凸(纵向)型的形状。在案例2中,由于采用较大的热输入将焊丝熔化后填充到坡口中,因此,焊接板厚方向温度梯度很小,产生的角变形也很小。由于中性面上方的焊缝面积较下方的要大,对应中性面以上产生的纵向收缩力也较中性面以下部分的大,因此,焊接板厚方向上不均匀分布的纵向收缩力使板在纵向方向上产生向下凹的弯曲变形,如图10(b)所示。在焊接板中,为了协调整体的变形,在横向上产生了向上凸的变形,最终对接接头的面外变形为凸-凹型形状。
4 结论
1) 无论是TIG重熔接头还是MIG对接接头,数值模拟结果与实验结果都很吻合;实验结果验证所开发的数值模拟方法的有效性。
2) 计算结果和实验结果表明:TIG重熔接头的面外变形是反马鞍形,而MIG对接接头的面外变形是马鞍形,这两者的面外变形模式完全相反。
3) 铝合金薄板焊接时,控制面外变形的主要因素是角变形和纵向收缩力在厚度方向的分布不均匀。TIG焊重熔时,角变形是控制面外变形方向的主因,产生了凹(横向)-凸(纵向)型变形。MIG焊对接时,角变形很小,主要是由纵向收缩力在厚度方向的不均匀分布产生了凸-凹型变形所致。
4) 对于板厚为3 mm的铝合金焊接接头,在进行焊接热-弹-塑性分析时,由于薄板会产生较明显的几何非线性现象,所以,必须采用大变形理论才能获得较高精度的焊接变形。
REFERENCES
[1] 王炎金. 铝合金车体焊接工艺[M]. 北京: 机械工业出版社, 2009.
WANG Yan-jin. Welding process of aluminum alloy train[M]. Beijing: China Machine Press, 2009.
[2] 刘静安, 王元良, 屈金山. 铁道车辆用铝材的焊接特性[J]. 中国有色金属学报, 1996, 6(2): 87-92.
LIU Jing-an, WANG Yuan-liang, QU Jin-shan. Welding characteristics of aluminum alloys for railway vehicles[J]. The Chinese Journal of Nonferrous Metals, 1996, 6(2): 87-92.
[3] 王 冠, 周 佳, 刘志文, 李落星, 刘 波, 李晓青, 刘扬胜. 铝合金汽车前碰撞横梁的轻量化设计与碰撞性能分析[J]. 中国有色金属学报, 2012, 22(1): 90-98.
WANG Guan, ZHOU Jia, LIU Zhi-wen, LI Luo-xing, LIU Bo, LI Xiao-qing, LIU Yang-sheng. Lightweight design and crash performance analysis of auto motive aluminum bumper[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 90-98.
[4] 宋天民. 焊接残余应力的产生与消除[M]. 北京: 中国石化出版社, 2010.
SONG Tian-min. Produce and elimination of welding residual stress[M]. Beijing: China Petrochemical Press, 2010.
[5] MASUBUCHI K. Analysis of welded structures[M]. New Work: Pergamon Press, 1980.
[6] ASLE Z M, NAMI M R, KADIVAR M H. Prediction of welding buckling distortion in a thin wall aluminum T joint[M]. Computational Materials Science, 2007, 38(4): 588-594.
[7] 王 蕊, 刘 川, 张建勋. 5A12铝合金有限宽薄板钨极惰性气体焊接的数值模拟[J]. 中国有色金属学报, 2008, 18(4): 693-697.
WANG Rui, LIU Chuan, ZHANG Jian-xun. Numerical simulation of tungsten inert gas welding of 5A12 aluminum alloy limited size sheet[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 693-697.
[8] SUN J, LIU X, TONG Y, DENG D. A comparative study on welding temperature fields, residual stress distributions and deformations induced by laser beam welding and CO2 gas arc welding[J]. Material and Design, 2014, 63: 519-530.
[9] WATANABE M, SATOH K. Fundamental study on buckling of thin steel plate due to bead-welding[J]. Journal of Japan Welding Society, 1958, 27(6): 313-320.
[10] DENG D, ZHOU Y, BI T, LIU X. Experimental and Numerical investigations of welding distortion induced by CO2 gas arc welding in thin-plate bead-on joints[J]. Materials and Design, 2013, 52: 720-729.
[11] 约瑟夫・R・戴维斯. 金属手册案头卷[M]. 金锡志, 译. 北京: 机械工业出版社, 2011: 804-813.
DAVIS J R. Metals handbook desk edition[M]. JIN Xi-zhi, transl. Beijing: China Machine Press, 2011: 804-813.
[12] 张晓伟, 巨圆圆, 祁俊峰, 薛忠明. 薄壁球壳TIG预变形焊接工艺的数值模拟[J]. 北京理工大学学报, 2013, 33(1): 11-16.
ZHANG Xiao-wei, JU Yuan-yuan, QI Jun-feng, XUE Zhong-ming. Numerical simulation of the pre-deform TIG welding of thin-welled spherical shells[J]. Transactions of Beijing Institute of Technology, 2013, 33(1): 11-16.
[13] ZHU X K, CHAO Y J. Effects of temperature-dependent material properties on welding simulation[J]. Computers and Structures, 2002, 80(11): 967-976.
[14] DENG D. Theoretical prediction of welding distortion in thin curved structure during assembly considering gap and misalignment[D]. Osaka: Osaka University, 2002.
[15] DENG D, KIYOSHIMA S. FEM prediction of welding residual stresses in a SUS304 girth-welded pipe with emphasis on stress distribution near weld start/end location[J]. Computational Materials Science, 2010, 50: 612-621.
[16] D・拉达伊. 焊接热效应[M]. 熊第京, 译. 北京: 机械工业出版社, 1997: 25.
RADAJ D. Heat effects of welding[M]. XIONG Di-jing, transl. Beijing: China Machine Press, 1997: 25.
[17] 邓德安, 梁 伟, 罗 宇. 采用热弹塑性有限元方法预测低碳钢钢管焊接变形[J]. 焊接学报, 2006, 27(1): 76-80.
DENG De-an, LIANG Wei, LUO Yu. Prediction of welding distortion in a mild steel pipe by means of thermal-elastic-plastic finite element method[J]. Transactions of the China Welding Institution, 2006, 27(1): 76-80.
[18] 方洪渊. 焊接结构学[M]. 北京: 机械工业出版社, 2008: 49-62.
FANG Hong-yuan. Welding structure[M]. Beijing: China Machine Press, 2008: 49-62.
[19] WATANABE M, SATOH K. On the type of distortion in various welded joints: Shrinkage distortion in welded joint[J]. Journal of Japan Welding Society, 1957, 26(6): 41-47.
[20] WANG J, YIN X, MURAKAWA H, Experimental and computational analysis of residual buckling distortion of bead-on-plate welded joint[J]. Journal of Materials Processing Technology, 2013, 213: 1447-1458.
(编辑 李艳红)
基金项目:重庆市自然科学基金资助项目CSTC(2010BB4060)
收稿日期:2013-12-18;修订日期:2014-07-20
通信作者:邓德安,博士,教授;电话:023-65122079;E-mail: deandeng@cqu.edu.cn

