激光增材制造TA2/TA15梯度结构材料的显微组织
来源期刊:中国有色金属学报(英文版)2014年第9期
论文作者:钱婷婷 刘 栋 田象军 刘长猛 王华明
文章页码:2729 - 2736
Key words:laser additive manufacturing; TA2/ TA15; graded structural material; microstructure; chemical composition
摘 要:利用激光增材制造技术制备TA2/TA15梯度结构材料,研究该梯度结构材料的化学成分、显微组织和显微硬度的变化。结果表明:TA2部分宏观组织为近等轴晶组织,显微组织为魏氏α片层组织。TA15部分宏观组织是粗大的柱状晶,显微组织是细小的网篮组织。过渡区的厚度为3000 μm,分成4层。随着距离TA2部分距离的增加,合金元素和β相含量逐渐增加,α相含量逐渐减少,显微组织从魏氏α片层向网篮α片层逐渐演化。固溶强化和相界面强化使得显微组织从TA2部分到TA15部分逐渐增加。
Abstract: TA2/TA15 graded structural material (GSM) was fabricated by the laser additive manufacturing (LAM) process. The chemical composition, microstructure and micro-hardness of the as-deposited GSM were investigated. The results show that the TA2 part of exhibiting near-equiaxed grains was Widmanst?tten α-laths microstructure. The TA15 part containing large columnar grains was fine basket-weave microstructure. The graded zone was divided into four deposited layers with 3000 μm in thickness. As the distance from the TA2 part increases, the alloy element contents and the β phase volume fraction increase, the α phase volume fraction decreases and the microstructure shows the evolution from Widmanst?tten α-laths to basket-weave α-laths gradually. The micro-hardness increases from the TA2 part to the TA15 part due to the solid solution strengthening and grain boundary strengthening.
Trans. Nonferrous Met. Soc. China 24(2014) 2729-2736
Ting-ting QIAN, Dong LIU, Xiang-jun TIAN, Chang-meng LIU, Hua-ming WANG
Engineering Research Center of Ministry of Education on Laser Direct Manufacturing for Large Metallic Components, School of Materials Science and Engineering, Beihang University, Beijing 100191, China
Received 3 September 2013; accepted 25 December 2013
Abstract: TA2/TA15 graded structural material (GSM) was fabricated by the laser additive manufacturing (LAM) process. The chemical composition, microstructure and micro-hardness of the as-deposited GSM were investigated. The results show that the TA2 part of exhibiting near-equiaxed grains was  α-laths microstructure. The TA15 part containing large columnar grains was fine basket-weave microstructure. The graded zone was divided into four deposited layers with 3000 μm in thickness. As the distance from the TA2 part increases, the alloy element contents and the β phase volume fraction increase, the α phase volume fraction decreases and the microstructure shows the evolution from α-laths to basket-weave α-laths gradually. The micro-hardness increases from the TA2 part to the TA15 part due to the solid solution strengthening and grain boundary strengthening.
α-laths microstructure. The TA15 part containing large columnar grains was fine basket-weave microstructure. The graded zone was divided into four deposited layers with 3000 μm in thickness. As the distance from the TA2 part increases, the alloy element contents and the β phase volume fraction increase, the α phase volume fraction decreases and the microstructure shows the evolution from α-laths to basket-weave α-laths gradually. The micro-hardness increases from the TA2 part to the TA15 part due to the solid solution strengthening and grain boundary strengthening.
Key words: laser additive manufacturing; TA2/ TA15; graded structural material; microstructure; chemical composition
1 Introduction
Functionally graded materials (FGMs) have been continuously developed since 1984 to exploit novel heat-resistant materials. The composition and microstructure of FGMs can be changed gradually from one part of the material to another, resulting in a corresponding variation of the properties to meet complicated working requirements [1]. Graded structural materials (GSMs) are one of the most important kind of FGMs, which are specifically used for structural applications.
Many methods have been pursued to manufacture GSMs, such as powder metallurgy (PM) [2], plasma spray [3], chemical vapor deposition (CVD) [4], self-propagating high temperature synthesis (SHS) [5] and spray deposition [6]. However, these methods usually have many limitations in practical respects, e.g. PM can only produce parts with relatively simple geometric shapes and the SHS is limited by the selection of reacting material system. These limitations would hinder the development and industrial application of GSMs.
In recent years, laser additive manufacturing (LAM) of near-net-shape metallic components using the solid freeform fabrication (SFF) route has been shown as a feasible and promising manufacturing technology. It can fabricate components with fully dense, complicated structure and outstanding mechanical performance through laser melting the feeding metallic powders and depositing the component layer by layer [7-11]. The characteristics of LAM indicate that GSMs can be readily produced via this technology when the elemental composition of GSMs is a function of layers. Also, the freedom of selective laser cladding of different alloy powders at discrete locations and the employment of multiple powder feeder systems make it very suitable to fabricate GSMs [12].
Titanium alloys have been used widely in various fields due to their good mechanical properties and corrosion resistance. With the development of aerospace technology, for reducing the mass and improving the performance of equipment effectively, the structurally large metallic components (SLMCs) manufactured by titanium alloys are increasingly applied in aircraft [13-15]. However, the working temperatures and loads that are actually applied on different parts at the same component are usually different. Therefore, using GSMs to manufacture the SLMC under the complex service condition is reasonable to ensure the requirement of properties of all parts. When the beam structure is taken in aircraft as the example to specify the GSMs, the different parts of the beam component are under different loads based on the stress distribution law in the beam structure (Fig.1). The interior of the beam, which is under the lower load, could be manufactured by the titanium with excellent ductility. The exterior of the beam, which is under the higher load, could be made by high strength titanium alloys accordingly. In one word, different parts using different materials according to the service condition could fulfill the best possible performance. On this premise, QU et al [16] have employed the LAM to fabricate the Ti/TiAl GSM and investigated the microstructure evolution with the composition variation and the mechanical property in detail. And the microstructure and phase evolution in Ti/Rene88DT alloy, Ti/Ti2AlNb alloy and Ti60/Ti2AlNb alloy manufactured by LAM were studied by LIN et al [17], LIU et al [18] and YANG et al [19], respectively.
In this work, the GSM was fabricated by TA2 and TA15. TA15, namely Ti-6.5Al-2Zr-1Mo-1V, which is in catalog of near-α type of titanium alloy, has drawn much attention in fabricating SLMCs due to its low density, moderate strength at room or high temperature, good welding performance and excellent high temperature durability. TA2, namely a grade 3 CP-Ti, which has excellent ductility with low strength, is used widely in aerospace and industry. The GSM was designed (Fig. 1) with expecting being an ideal beam structure in aircraft [20]. It can not only reduce the structure mass and the fabricating cost, but also break through the limitation of titanium alloy specification and variety. Thus, it is valuable to investigate the TA2/TA15 GSM. The TA2/TA15 GSM is fabricated by LAM. The chemical composition, microstructure and micro-hardness of the TA2 part, the TA15 part and the graded zone are studied to reveal the relationship among them, which are important for the design and application of the GSM.
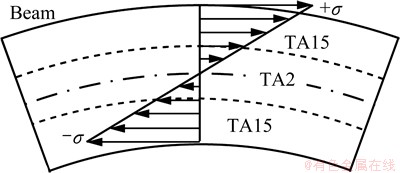
Fig. 1 Schematic diagram of GSMs
2 Experimental
A TA2/TA15 GSM plate, 600 mm×40 mm×60 mm, was fabricated by a low fiber laser material processing system in Ar atmosphere. The LAM process is shown in Fig. 2. Argon was used as the shielding gas to protect the molten pool from oxidization. Oxygen content during processing was kept less than 7×10-5. At first, the powder of TA2 was deposited on the substrate. When the height of TA2 part reached 30 mm, the raw material changed to TA15 powders, and the deposited TA2 plate served as the substrate on which the TA15 alloy was deposited subsequently. The GSM plate went through stress relief annealing for 2 h at 600 °C in the air followed by air-cooling after fabricating completely. The LAM processing parameters were as follows: laser power of 4.5-5 kW, beam diameter of 5 mm, laser scanning speed of 300-350 mm/min and power feed rate of 10.5-12.5 g/min. The measured compositions (mass fraction) of TA15 and TA2 are listed in Table 1.
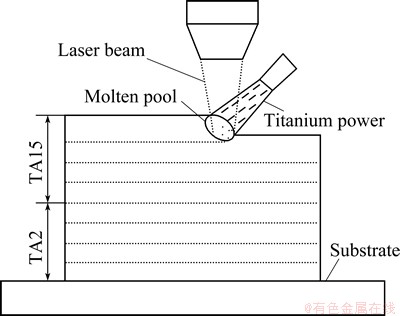
Fig. 2 Schematic illustration of LAM process for TA2/ TA15 GSM plate samples
Specimens with geometric sizes of 20 mm×40 mm× 60 mm and 10 mm×10 mm×7 mm, which were prepared for observation of macrostructure and microstructure, respectively, were machined by wire electrical discharge machining (WEDM) from the middle of the plate-like sample to make sure that specimens were divided equally between deposited different parts. The micro-hardness dents were used as the position markers to analyze the microstructure, chemical composition and micro- hardness. HXZ-1000 semi-automatic Vickers tester with a test load of 0.49 N and a dwell time of 10 s was used to test the micro-hardness. The OLYMPUS BX51M optical microscope (OM), Cam Scan 3400 (CS3400) and Apollo 300 scanning electron microscope (SEM) were used to characterize the microstructure. The chemical composition was analyzed by ZXA-8100 EDS. Metallographic specimens for OM and SEM were prepared by standard mechanical polishing method and etched in a mixed solution of 10 mL HF, 60 mL HNO3 and 420 mL H2O.
Table 1 Compositions of TA15 and TA2 powder (mass fraction, %)

3 Results and discussion
3.1 Macrostructure of TA2 and TA15
The TA2/TA15 GSM plate was successfully fabricated by the LAM process. As can be seen in Fig. 3, no thermal stress induced cracks, shrinkage pores or other metallurgical defects were found in the as-deposited GSM plate. The Ti contents of TA2 and TA15 are almost 99% and 85% (mass fraction), respectively. The elastic modulus (ETA15=118 GPa, ETA2=107.2 GPa) and the coefficient of linear expansion (aTA15=8.9×10-6 K-1, aTA2=8.2×10-6 K-1) between the two alloys are also very similar. Therefore, it will not produce overmuch thermal stress within the deposited materials during the LAM process. Meanwhile, when TA15 was deposited on the pre-deposited TA2 layers, the last deposited layer of the TA2 alloy would be partially re-melted and then mixed with the fed TA15 powders in the molten pool, leading to a composition dilution of the nominal deposited TA15 layer by TA2. This composition dilution of TA2 would decrease layer by layer, resulting in a gradual composition transition of adjacent deposited layers from TA2 to TA15. The gentle transition of chemical composition as well as the coefficient of linear expansion could contribute to the agreeable metallurgical bonding of the gradient transition layers and the low level of internal thermal stress within the GSM.
The macrostructure of the GSM presents different grain morphologies between the TA2 part and the TA15 part, as shown in Fig. 3. The TA15 part contained large columnar prior-β grain morphology and layer bandings spaced regularly. The prior-β grains were continuous across the layer bandings and multiple layers. On the contrary, the TA2 part shows near-equiaxed morphology, which might be attributed to the absence of β phase in the as-deposited materials. When the melted TA2 solidified during the LAM process, columnar β grains might also exist due to directional epitaxial growth above β transformation temperature [21]. However, all the β phase would transform to α phase as the temperature fell below β transformation temperature during cooling. The lack of β phase might induce the unstable columnar grain boundaries and hence the features of columnar prior-β grain vanished totally in the as-deposited materials.

Fig. 3 Longitudinal section macrostructure of TA2/ TA15 GSM
3.2 Microstructure of TA2 and TA15
The observed microstructure of the TA15 part, exhibiting large columnar grains (Fig. 4(a)), was fine basket-weave microstructure with α-laths distributing along the grain boundaries and within the grains (Fig. 4(b)). It could be seen there were some layer bands feature between the adjacent layers (Fig. 4(c)), which was called as the interlayer heat-affected zone (ILHAZ) [22]. The microstructure of ILHAZ was α-laths colonies (Fig. 4(d)), which was finer than the basket-weave microstructure in a single deposition layer. This might result from the thermal effects during the LAM process. When the following layer was deposited on the previous layer, the top un-melted region of the previous layer was reheated above phase transformation temperature in a short time. Then they formed tiny α-laths due to the fast cooling rate, and the degree of the primary α coarsening was lower than the rest portion of the previous layer which was annealed below β phase filed. The TA2 part exhibited α-laths colonies microstructure with serrate boundaries but no ILHAZs (Fig. 4(e)). When the deposited TA2 cooled from β field, α phase precipitated at β grain boundaries firstly. Then α-laths colonies formed from prior grain boundaries into the grains. The α-laths of the same orientation continued to grow until the whole β grains transferred to α phase. When they encountered other α-laths of different orientations, the interfaces were irregular and appeared serrate. Because no residual β phase retained at the interfaces, it was hard to distinguish a single α-lath. As a result, although the reheating thermal effect of the following deposited layers did affect the pre-deposited TA2 layer, no characteristics of ILHAZs appeared and the variation of α-lath morphology could hardly be observed by OM or SEM.
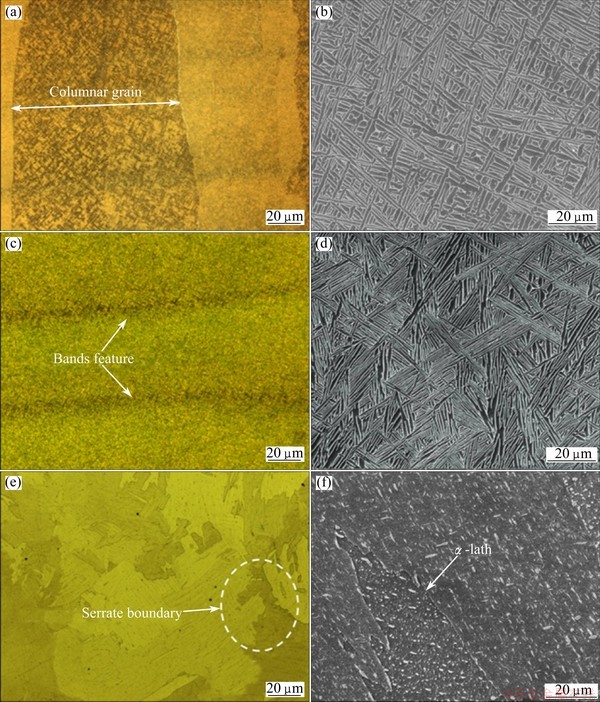
Fig. 4 OM and SEM images of microstructure of TA15 (a, b), bandings of TA15 (c, d), TA2 (e, f)
3.3 Chemical composition, microstructure and micro- hardness of TA2/TA15 GSM
As TA2 contains very few alloy elements,the contents of Al, Mo, Zr and V in the deposited TA2 part were almost negligible. The chemical composition of the TA15 part tested in the present work is listed in Table 2.
Table 2 Alloy element content of deposited TA15 part (mass fraction, %)

It is worth mentioning that the content of V in Table 1 was not reasonable. As the peaks of V Kα and Ti Kβ overlap each other and the energies of them are also equal, it was difficult to distinguish them, which made the tested content of V affected by Ti. The original data show 0.5% V in TA2, therefore it was regarded that 100% Ti made the content V increase about 0.5%. Based on the account, the V content in Table 1 could be amended as 2.13%, and the plot of V content in Fig. 5(a) has been corrected.
It could be observed that the composition varied stepwise from the curve of chemical composition (Fig. 5(a)). Taking Al for example, the phenomenon could be stated in detail (Fig. 6).
A series of numbers have been used to mark the dots in the curve of Al composition. The range of dots can be regarded as three different platforms such as 8-12, 15-18 and 20-23. In the LAM process, the high energy of the laser beam produced a molten pool on the top surface of the pre-deposited layer. ANTHONY and CLINE [24] pointed out that the surface-tension and the buoyancy were the main forces existing in the molten pool. As to the LAM process, the main driving force to make liquid flow was the convection created by surface tension gradient balanced with viscous shear force convection generated. During the LAM process, the temperature gradient existed around the molten pool. A temperature gradient extended radially away from the laser beam center. Under the beam, the temperature of the liquid was the highest and the surface tension of the liquid was the lowest. As the temperature of the liquid decreased away from the center of the laser beam, the surface tension of the liquid increased. This surface tension gradient pulled the liquid away from the center of the beam, resulting in the convection of molten alloys in the melting pool, which made alloy elements mix uniformly. This was the reason for the formation of the composition platform.

Fig. 5 Schematic of chemical composition corresponding to microstructure of graded zone (a), microstructures of first layer (b), second layer (c), third layer (d) and fourth layer (e)

Fig. 6 Plot of Al composition across graded zone measured by EPMA
The composition of the graded zone varied stepwise which was due to the re-melting in the LAM process (Fig. 7). When the first layer of TA15 was deposited on the top of the last layer of TA2, a portion of the last TA2 layer was re-melted and mixed with the powder of TA15 in the molten pool. So the composition of the first layer of TA15 was between the composition of TA15 and TA2, and that cycle was shown in Fig. 7. After depositing 4 layers of TA15, the composition and microstructure of the forth layer were near the same as TA15. Therefore the layers deposited after the forth layer belonged to the TA15 part.

Fig. 7 Schematic diagram of layer-wise deposition of 4-layer GSM
The width of graded zone was nearly 3000 μm, as shown in Fig. 5(a). The graded zone could be divided into 4 layers according to the composition steps and the bandings as mentioned above. The microstructure of the first deposited layer of the graded zone (Fig. 5(a) primarily consisted of α-laths with presumably a very small volume fraction of β phase in the lath boundaries (Fig. 5(b)). In the second layer, some α-laths precipitated along the boundaries and other α-laths intersected with each other within the grains (Fig. 5(c)). Basket-weave α-laths with a few longer α-laths were obtained in the third deposition layer (Fig. 5(d)). The fourth layer was all basket-weave α-laths (Fig. 5(e)). Obvious variations of microstructure could be observed in these four layers. Specific changes reflected in two aspects. Firstly, the volume fraction of α-phase gradually reduced accompanied by the increase in the volume fraction of β phase. In addition, the graded zone showed that there was an evolution of α-laths morphology from α-laths to basket-weave α-laths.
For Mo and V alloying elements at low concentrations, the microstructure was dominated by Widmanstatten α-laths forming what was typically referred to as the colony microstructure [25]. The colony microstructure could be observed in the first layer of the graded zone for lack of β phase stabilizer elements (Fig. 5(b)). The colony of α-laths was a group or cluster of laths, formed during the β to α transformation, where all laths belonged to the same crystallographic variant. With the contents of β-stabilize elements increasing from the first layer to the fourth layer, it tended to form more basket-weave microstructure. It is known that the process of α phase precipitation was a process of nucleation and growth, and the nucleation site, nucleation quantity and the growth rate were related to the alloy composition and the cooling condition [26]. Therefore, the evolution of the microstructure from α-laths colonies to basket-weave α-laths could be explained as follows.
In the first place, it is known that increasing cooling rate from the β phase field was one of the reasons for the formation of the basket-weave microstructure [21]. During the LAM process, as the temperature of the melt-pool dropped from liquid phase field to β phase field, in the metal liquid solid-state phase transformation first occurred and β phase formed. When the temperature continued to drop from β phase field to α+β phase field, the α phase nucleated based on the β phase matrix. According to the temperature variation curve of the deposited layer mentioned in Ref. [27], it can be seen that the higher the temperature is, the faster the cooling rate will be, as shown in Fig. 8. The phase-transition temperature of TA2 (Tβ-TA2) was nearly 1140 K and that of TA15 (Tβ-TA15) was nearly 1300 K, which meant the cooling rate of TA15 was faster than that of TA2. Primary α phase of TA2 nucleated at lower temperature than that of TA15. The faster cooling rate made the nucleation site and nucleation quantity more, which was a favor to the formation of basket-weave microstructure. On the other hand, the alloy elements in TA15 were to the benefit of the nucleate rate. In the β phase filed, all alloy elements dissolved in the β phase. When the temperature cooled down to α phase filed fast, the elements were supersaturated in β phase, which was easy to form constituent supercooling, and the constituent supercooling was advantageous to the nucleation rate [28]. TA2 contained no alloy elements, implying that it could not form constituent supercooling. In one word, the nucleation rate of TA15 was higher than that of TA2 due to the faster cooling rate and constituent supercooling in TA15.

Fig. 8 Schematic of temperature versus time during LAM
In the second place, the growth rates of TA15 and TA2 were different. The solid phase transformation of TA2 and TA15 both belonged to diffusive transformation. The higher temperature was in favor of the α phase growth, which meant that the primary α phase of TA15 grew up faster than that of TA2. However, the growth was not only affected by the temperature, but also by the alloy elements. TA15 contained β-stabilizer (Mo and V) and α-stabilizer (Al). When primary α phase nucleated on the β matrix, Al was rich in primary α phase nucleated and Mo and V were expelled from primary α phase. The surroundings of primary α phase nucleated initially were rich in Mo and V, but poor in Al, then the growth of the primary α phase was restrained, which made the α-laths could not grow up lager enough to form α-lath cluster. Therefore the primary α-laths existed dispersedly as basket-weave microstructure. As the inhibition effect was absent in TA2, the primary α phase in TA2 grew up fully to form α-laths. As the contents of Mo and V increased in the graded zone from TA2 to TA15, the inhibition effect enhanced gradually. The stronger inhibition effect of Mo and V was, the more easily the basket-weave α-laths formed. It could be concluded that the variation of primary α phase nucleation rate and the inhibition effect of Mo and V on primary α phase growth were the main reasons for the evolution of the microstructure from α-laths to basket-weave α-laths.
The micro-hardness (HV) increased from 173 of the TA2 part to 400 of the TA15 part (Fig. 9). This could be ascribed to the following two reasons. Firstly, it was resulted from solid solution strengthening. To be specific, the alloy elements which were rich in β phase led to lattice distortion and would interfere with dislocation slips, which enhanced the ability to resist deformation. Secondly, the volume fraction of the β phase increased in a systematic manner accompanied by the decrease in α volume fraction. It made the interface of α/β increase, which resulted in phase boundary strengthening.

Fig. 9 Plot of micro-hardness variation in GSM
4 Conclusions
1) The TA2/TA15 GSM plate sample without metallurgical defects was fabricated successfully by the LAM.
2) The TA2 part containing near-equiaxed grains was α-laths microstructure. The TA15 part exhibiting large columnar grains was fine basket-weave microstructure.
3) The width of gradient zone was nearly 3000 μm and divided into 4 layers. As the distance from the TA2 part increased, the alloy elements contents in the graded zone and the volume fraction of β phase increased, the volume fraction of α phase decreased and the microstructure converted from α-laths to basket-weave α-laths gradually.
4) As the distance from the TA2 part increased, the graded zone micro-hardness (HV) increased from 173 to 400. The rise of the micro-hardness was the result of the solid solution strengthening and the grain boundary strengthening
References
[1] KOIZUMI M. FGM activities in Japan [J]. Composites Part B: Engineering, 1997, 28: 1-4.
[2] ZHU J C, YIN Z D, LAI ZH. Fabrication and microstructure of ZrO2-Ni functional gradient material by powder metallurgy [J]. Journal of Materials Science, 1996, 31: 5829-5834.
[3] KHOR K A, DONG Z L, GU Y W. Plasma sprayed functionally graded thermal barrier coatings [J]. Materials Letters 1999, 38(6): 437-444.
[4] KAWASE M, TAGO T, KUROSAWA M, UTSUMI H, HASHIMOTO K. Chemical vapor infiltration and deposition to produce a silicon carbide-carbon functionally gradient material [J]. Chemical Engineering Science, 1999, 54: 3327-3334.
[5] YI H C, MOORE J J. Review self-propagating high-temperature (combustion) synthesis (SHS) of powder-compacted materials [J]. Journal of Materials Science, 1990, 25: 1159-1168.
[6] SU B, YAN H G, CHEN G, SHI J L, CHEN J H, ZENG P L. Study on the preparation of the SiCp/Al-20Si-3Cu functionally graded material using spray deposition [J]. Materials Science and Engineering A, 2010, 527: 6660-6665.
[7] SANTOS E C, SHIOMI M, OSAKADA K, LAOUI T. Rapid manufacturing of metal components by laser forming [J]. International Journal of Machine Tools & Manufacture, 2006, 46: 1459-1468.
[8] YADROSITSEV I, BERTRAND P H, SMUROV I. Parametric analysis of the selective laser melting process [J]. Applied Surface Science, 2007, 253(19): 8064-8069.
[9] WANG Hua-ming, ZHANG Shu-quan, WANG Xiang-ming. Process and challenges of laser direct manufacturing of large titanium structural components (Invited Paper) [J]. Chinese Journal of Lasers, 2009, 36(12): 3204-3209. (in Chinese)
[10] LIU Chang-meng, WANG Hua-ming, TIAN Xiang-jun, TANG Hai-bo, LIU Dong. Microstructural characterization of laser melting deposited Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy [J]. Journal of Alloys and Compounds, 2013, 572: 17-24.
[11] LIU Chang-Meng, WANG Hua-Ming, TIAN Xiang-Jun, TANG Hai-Bo, LIU Dong. Microstructure and tensile properties of laser melting deposited Ti-5Al-5Mo-5V-1Cr-1Fe near β titanium alloy [J]. Materials Science and Engineering A, 2013, 586: 323-329.
[12] LIN X, YUE T M. Phase formation and microstructure evolution in laser rapid forming of graded SS316L/Rene88DT alloy [J]. Materials Science and Engineering A, 2005, 402: 294-306.
[13] LI Jia, WANG Hua-ming. Aging response of laser melting deposited Ti-6Al-1Mo-1V alloy [J]. Materials Science and Engineering A, 2013, 560: 193-199.
[14] HUANG D M, WANG H L, CHEN X, CHEN Y, CUO H. Influence of forging process on microstructure and mechanical properties of large section Ti-6.5 Al-1Mo-1V-2Zr alloy bars [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(8): 2276-2282.
[15] WU Chen-bao, YANG He, FAN Xiao-guang, SUN Zhi-chao. Dynamic globularization kinetics during hot working of TA15 titanium alloy with colony microstructure [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(9): 1963-1969.
[16] QU H P, LI P, ZHANG S Q, LI A, WANG H M. Microstructure and mechanical property of laser melting deposition (LMD) Ti/TiAl structural gradient material [J]. Materials and Design, 2010, 31: 574-582.
[17] LIN X, YUE T M, YANG H O, HUANG W D. Microstructure and phase evolution in laser rapid forming of a functionally graded Ti-Rene88DT alloy [J]. Acta Materialia, 2006, 54: 1901-1915.
[18] LIU Jian-tao, LIN Xin, LU Xiao-wei, CHEN Jing, HUANG Wei-dong. Research on laser solid forming of a functionally gradient Ti-Ti2AlNb alloy [J]. Acta Metallurgica Sinica, 2008, 44(8): 1006-1012. (in Chinese)
[19] YANG Mo-cong, LIN Xin, XU Xiao-jing, CHEN Jing, HUANG Wei-dong. Microstructure and phase evolution in Ti60-Ti2AlNb gradient material prepared by laser solid forming [J]. Acta Metallurgica Sinica, 2009, 45(6): 729-736. (in Chinese)
[20] WANG Xiang-ming, LIU Wen-ting. The design and application of titanium alloy in aircraft structure [M]. 1st ed. Beijing: National Defense Industry Press, 2010: 138-154. (in Chinese)
[21] KELLY S M, KAMPE S L. Microstructure evolution in laser-deposited multilayer Ti-6Al-4Vbuilds: Part I. Microstructure characterization [J]. Metallurgical and Materials Transactions A, 2004, 35: 1861-1867.
[22] WANG Y D, TANG H B, FANG Y L, WANG H M. Microstructure and mechanical properties of laser melting deposited 1Cr12Ni2WMoVNb steel [J]. Materials Science and Engineering A, 2010, 527: 4804-4809.
[23] MOISEYEV V N. Titanium alloys: Russian aircraft and aerospace applications [M]. Florida: CRC Press, 2006.
[24] ANTHONY T R, CLINE H E. Surface rippling induced by surface-tension gradients during laser surface melting and alloying [J]. Journal of Applied Physics, 1977, 48(9): 3888-3894.
[25] COLLINS P C, BANERJEE R, BANERJEE S, FRASER H L. Laser deposition of compositionally graded titanium-vanadium and titanium-molybdenum alloys [J]. Materials Science and Engineering A, 2003, 352: 118-128.
[26] ZHANG Zhu, WANG Qun-jiao, MO Wei. Metallography and heat treatment of titanium alloy [M]. Beijing: Metallurgical Industry Press, 2009: 48-59. (in Chinese)
[27] KELLY S M, KAMPE S L. Microstructure evolution in laser-deposited multilayer Ti-6Al-4Vbuilds: Part II. Thermal Modeling [J]. Metallurgical and Materials Transactions A, 2004, 35: 1869-1879.
[28] PORTER D A, EASTERLING K E, SHERIF M Y. Phase transformations in metals and alloys [M]. 3rd ed. CHEN Leng, YU Yong-ning. Beijing: Higher Education Press, 2009: 153-163. (in Chinese).
钱婷婷,刘 栋,田象军,刘长猛,王华明
北京航空航天大学 材料科学与工程学院,大型整体金属构件激光直接制造教育部工程研究中心,北京 100191
摘 要:利用激光增材制造技术制备TA2/TA15梯度结构材料,研究该梯度结构材料的化学成分、显微组织和显微硬度的变化。结果表明:TA2部分宏观组织为近等轴晶组织,显微组织为魏氏α片层组织。TA15部分宏观组织是粗大的柱状晶,显微组织是细小的网篮组织。过渡区的厚度为3000 μm,分成4层。随着距离TA2部分距离的增加,合金元素和β相含量逐渐增加,α相含量逐渐减少,显微组织从魏氏α片层向网篮α片层逐渐演化。固溶强化和相界面强化使得显微组织从TA2部分到TA15部分逐渐增加。
关键词:激光增材制造;TA2/TA15;梯度结构材料;显微组织;化学成分
(Edited by Hua YANG)
Foundation item: Project (2010CB731705) supported by the National Basic Research Program of China
Corresponding author: Dong LIU; Tel: +86-10-82339691; E-mail: liudong@buaa.edu.cn
DOI: 10.1016/S1003-6326(14)63404-X

