J. Cent. South Univ. Technol. (2009) 16: 0190-0194
DOI: 10.1007/s11771-009-0032-4 
Processing and properties of 2D SiC/SiC composites by precursor infiltration and pyrolysis
YU Hai-jiao(�ں���)1, ZHOU Xin-gui(���¹�)1, WANG Hong-lei(������)1,
ZHAO Shuang(�� ˬ)1, YANG Jian-gao(��)2, HUANG Ze-lan(������)2
(1. College of Aerospace and Materials Engineering, National University of Defense Technology,
Changsha 410073, China;
2. Chongyi Zhangyuan Tungsten Co. Ltd., Chongyi 341300, China)
Abstract: Two-dimensional plain-weave silicon carbide fiber fabric reinforced silicon carbide (2D-SiC/SiC) composites were molded by stacking method and densified through precursor infiltration and pyrolysis (PIP) process. SiC coating was deposited as the fiber/matrix interphase layer by chemical vapor deposition (CVD) technique. Fiber/matrix debonding and relatively long fiber pullouts were observed on the fracture surfaces. Additionally, the flexural strength and elastic modulus of the composites with and without fiber/matrix interphase layer were investigated using three-point bending test and single-edge notched beam test. The results show that the fiber fraction and the porosity of 2D-SiC/SiC composites with and without coating are 27.2% (volume fraction) and 11.1%, and 40.7% (volume fraction) and 7.5%, respectively. And the flexural strength and elastic modulus of 2D-SiC/SiC composites with and without coating are 363.3 MPa and 127.8 GPa, and 180.2 MPa and 97.2 GPa, respectively. With a proper thickness, the coating can effectively adjust the fiber/matrix interface, thus causing a dramatic increase in the mechanical properties of the composites.
Key words: SiC/SiC composites; coating; precursor infiltration and pyrolysis; chemical vapor deposition
1 Introduction
SiC/SiC composites exhibit excellent high temperature mechanical properties, corrosion resistance and thermodynamic stability, thermal conductivity, as well as low induced radioactivity, quick decay of activity, low afterheat, low atomic number, good fracture resistance. Therefore, they are considered the most attractive materials for the fusion applications such as the first wall and blanket.
There are several processes to obtain SiC/SiC composites, such as chemical vapor infiltration (CVI) [1-4], precursor infiltration and pyrolysis (PIP) [5-6], melt infiltration (MI) [7-8], nano-powder infiltration and transient eutectic phase (NITE) [9-11] techniques. Among them, the former two are more popular. CVI process has some advantages such as low processing temperature and formation of pure SiC matrix. However, it requires a long manufacturing time, introduces 10%-20% (volume fraction) of voids in the composites and leads to intrinsically porous composites with low thermal diffusivity/conductivity [12].
The interphase layer between SiC fiber and SiC matrix is very important to mechanical properties of the SiC/SiC composites. It arrests and deflects the micro-cracks that develop under load, thus protecting the brittle fiber from early failure by means of a notch effect. The propagation of cracks deflected along the interface enables energy dissipation through friction, and consequently allows a pseudo-ductile macroscopic fracture behavior in ceramic composites.
So far, pyrolytic carbon [13-17], hexagonal boron nitride (BN) [18] or variety of other materials [15, 19-21] have been reported widely as coating materials. For fusion reactor components, however, these coatings are not favorable because of their chemical reactivity with oxygen and water, and their residual radioactivity after fusion- neutron irradiation. Therefore, SiC becomes one of the most potential coating candidates to improve those properties.
In order to realize the molding process, a sheet stacking process and a hot-mold pressing process were introduced. On this basis, we paid attention to the PIP process which had a low processing temperature and possibility of densification and near-net shape formation of components with complex shape.
2 Experimental
2.1 Raw materials
Type KD-I SiC fiber (800 filament/yarn) was used as the reinforcement. Tensile strength of the fiber is 2.2-2.4 GPa. Polycarbosilane (PCS), a precursor of the SiC matrix, with relative molecular mass about 1 300 and soften point about 210 ��, was supplied by National University of Defense Technology. Divinylbenzene (DVB) was used as solvent and cross-linking reagent for PCS. SiC particles used as inert fillers were produced in the Second Gear Plant of Zhengzhou, China. The density and the size d50 are about 3.20 g/cm3 and 0.40 ��m, respectively.
2.2 Preparation of 2D-SiC/SiC composites
There are three steps: preparation of the SiC fiber plain-weave fabric, preparation of the SiC coating and fabrication of the SiC/SiC composites. The process is shown in Fig.1.
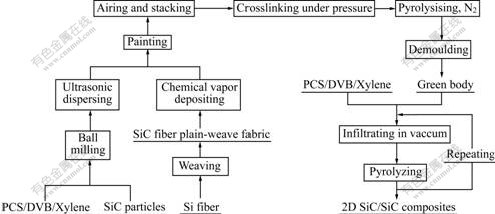
Fig.1 Fabrication process of 2D SiC/SiC composites
2.2.1 Preparation of plain-weave fabric
The schematics of the three most popular weave- types of 2D fabric��plain, twill and satin are shown in Fig.2 [22]. In the present work, the SiC fiber fabric was woven in the form of plain-weave.
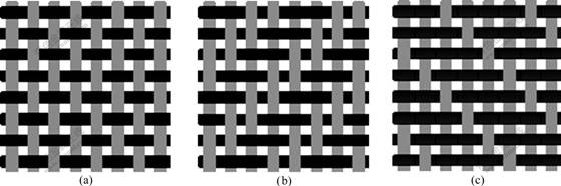
Fig.2 Schematics of different weave-patterns: (a) Plain; (b) Twill; (c) Satin (4-H)
2.2.2 Preparation of SiC coating
A proper bonding of the fiber-matrix interface can make advantages to the interfacial debonding, post- debonding friction, stress redistribution after fiber breakage and fiber pull-out, in addition to the fractures of fiber and matrix.
So far, several techniques are employed to deposit the fiber coating, such as PIP [23] and CVD [24]. However, CVD method is superior to PIP in the process of the fiber-coating deposition. On one hand, the elimination of the volatile and extraction of the organic compound, which appears in the PIP frequently, can be avoided during the CVD processing. On the other hand, the integrity and the uniformity of CVD coating are preferably likewise.
In this study, the plain-weave SiC fiber fabric was subjected to a short isothermal CVD run to form a thin layer (about 0.34 ��m) of silicon carbide coating at first, and particular emphasis was placed not only on the morphological characteristics of the interfaces, but also on their correlation with the failure mechanisms and the energy absorption capability of the composites.
2.2.3 Fabrication of SiC/SiC composites
The green body with PCS/DVB as precursor and SiC powder as inert filler was obtained by stacking and hot-mold pressing. Each plate consists of eight layers of the plain-weave fabric.
Firstly, to prepare the slurry, PCS was dissolved into DVB, and ball-milled SiC powder was added into the above mixture by ultrasonic dispersion.
Secondly, the plain-weave SiC fiber fabrics with and without coatings were cut into pieces of 35 mm��35 mm. Each sheet was painted with the above slurry, dried at room temperature, and then stacked in a graphite die. The die was then put in the high temperature baric- chamber. Finally, after the pyrolysis process, the green bodies of composites were densified through PIP process, which is shown in Fig.1, for 15 infiltration-pyrolysis cycles.
3 Results and discussion
3.1 Coating on fiber surface
Fig.3 shows morphologies of cross-section and profile of the as-received SiC fiber. Uneven fracture surface illustrates that lots of defects distribute in the interior and the exterior of the fiber. These defects supply sufficient ways for cracks on the fiber surface to propagate and expand, and lead to a fail ahead of time. The tough profile and stack of SiC flakes indicate that the un-coated SiC fiber has a fragile surface, and is prone to be corroded and destroyed by environment.

Fig.3 Morphologies of as-received SiC fiber: (a) Cross-section; (b) Profile
As shown in Fig.4, surface morphologies of the SiC fibers with coating are observed. Thin (about 0.34 ��m) and uniform SiC coating is obtained through CVD routine. On the fracture surface of the fiber, there are also stack of SiC flakes adhered. This indicates that the SiC coating with proper thickness is fragile itself and can supply an appropriate bonding with the SiC fiber. That is to say, it provides a proper interface for crack deflection or energy consuming and itself debonding from the fiber.

Fig.4 Morphologies of SiC fibers with CVD SiC coating: (a) Cross-section; (b) Profile
With the increase in deposition time, some tiny SiC inoculating crystals appear. The inoculating crystals distribute on the entire surface of the SiC fiber, continue to grow up at a appropriate temperature, and finally to become a mass of isolated micro-islands. By all appearances, these isolated islands will avoidably introduce surface stress.
3.2 Properties of composites
Characteristics of the 2D SiC/SiC composites with and without SiC coating are listed in Table 1. From which we can see, though the coating introduced is relatively thin, there is a distinct decrease in the fiber fraction, as well as an evident increase in the porosity. The fiber fraction decreases from 40.7% (volume fraction) to 27.2%, and the porosity increases from 7.5% to 11.1%.
Table 1 Characteristics of 2D SiC/SiC composites

Due to the introduction of SiC coating, flexibility of the fabric is avoidably lost to some extend. Thus, when the fabric layers are pressed in the hot-mold, adjacent layers are not compact enough to each other any more. There are less layers of fabric and more voids in the same volume of the composites, which leads to the quantity variation in the fiber fraction and the porosity.
However, it seems that bulk density of the composites is not influenced by the fiber coating. Densities of the 2D SiC/SiC composites with and without fiber coating are both 2.34 g/cm3.
Average flexure strength and elastic modulus of the composites with interphase layer are 363.3 MPa and 127.8 GPa, respectively. They are dramatically superior to those of composites without interphase layer, which are 180.2 MPa and 97.2 GPa, respectively. This demonstrates that with a proper thickness, the CVD SiC coating effectively improves the accommodation of the fiber/matrix, and effectively exhausts the elastic energy.
Due to the proper combination between the fiber/ matrix, most matrix cracks deflect, round and even disappear when they meet the interphase layer during fracture process of the composites. Thus the cracks can be hold back from linear expansion, and the fracture energy can be consumed.
3.3 Fracture morphologies and load��displacement curves of composites
Fracture surface morphologies of the 2D SiC/SiC composites without and with fiber-coating are shown in Figs.5 and 6, respectively. Typical flexural load��displacement curves of the two are shown in Fig.7. They both illustrate excellent pseudo-flexible behaviors, but small rupture elongation.
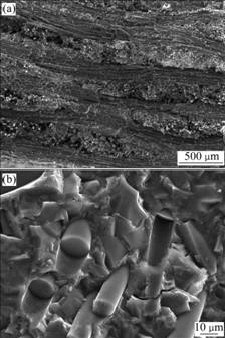
Fig.5 Fracture morphologies of 2D SiC/SiC composites with- out fiber-coating: (a) Lower magnification; (b) Higher magnification
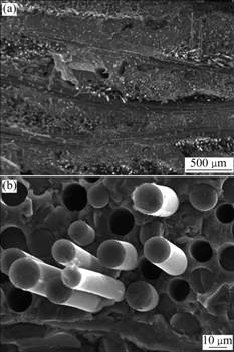
Fig.6 Fracture morphologies of 2D SiC/SiC composites with CVD SiC fiber-coating: (a) Lower magnification; (b) Higher magnification
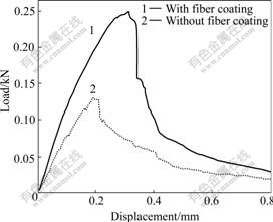
Fig.7 Load��displacement curves of 2D SiC/SiC composites with and without fiber coating
It is obvious that there is small distance between the reinforcement layers of the composites without coating. Moreover, the fabrics can be easily controlled during the hot-mold pressing, and well accommodates with the
matrix. The porosity is relatively low, and the fracture surface presents a large gurgitation and shows an evidently flexural fracture.
It is concluded that, the SiC coating properly bonds with the fiber and the matrix, and therefore it is prone to peel off under load. The interphase layer then can supply an energy-consuming mechanism for the debonding of fibers, turning of cracks and pull-out of fibers, and so forth. This means that mainly enhancenment of properties of the SiC/SiC composites coating is via the improvement of the bonding characteristic between ceramic matrix and SiC fibers.
4 Conclusions
(1) The thin CVD SiC fiber-coating, which looks like a mass of isolated micro-islands, will avoidably introduce surface stress.
(2) Introduction of the CVD SiC fiber-coating leads to a distinct decrease in the fiber fraction, as well as an evident increase in the porosity of the 2D SiC/SiC composites. The fiber fraction and the porosity of 2D-SiC/SiC composites with and without coating are 27.2% (volume fraction) and 11.1%, and 40.7% (volume fraction) and 7.5%, respectively.
(3) With proper thickness, the CVD SiC interphase layer really does a perfect job to improve the mechanical properties of the composites. The flexural strength and elastic modulus of 2D-SiC/SiC composites with and without coating are 363.3 MPa and 127.8 GPa, and 180.2 MPa and 97.2 GPa, respectively.
References
[1] TANG Zhong-hua, ZOU Zhi-qiang, XIONG Jie. Effects of carrier gas on densification of porous carbon-carbon composites during chemical vapor infiltration [J]. Journal of Materials Science and Technology, 2003, 10(1): 7-12.
[2] YANG W, ARAKI H, KOHYAMA A, YANG Q F, NODA T. Effects of heat treatment on the microstructure and flexural properties of CVI�CTyranno-SA/SiC composite [J]. Ceramics International, 2007, 33(2): 141-146.
[3] MORSCHER G N, SINGH M, KISER D J, FREEDMAN M, BHATT R. Modeling stress-dependent matrix cracking and stress�Cstrain behavior in 2D woven SiC fiber reinforced CVI SiC composites [J]. Composites Science and Technology, 2007, 67: 1009-1017.
[4] IGAWA N, TAGCHI T, NOZAWA T, SNEAD L L, HINOKI T, MCLAUGHLINJ C, KATOHY, JITSUKAWAS, KOHYAMAA. Fabrication of SiC fiber reinforced SiC composite by chemical vapor infiltration for excellent mechanical properties [J]. Journal of Physics and Chemistry of Solids, 2005, 66: 551-554.
[5] WANG Jing, WEN Guang-wu, MENG Qing-chang. Preparation of BN/SiO2 ceramics by PIP method [J]. Journal of Central South University of Technology, 2005, 12(1): 31-34.
[6] NANNETTI C A, RICCARDI B, ORTONA A, BARBERA A L, SCAFE E, VEKINIS G. Development of 2D and 3D Hi-Nicalon fibres/SiC matrix composites manufactured by a combined CVI�CPIP route [J]. Journal of Nuclear Materials, 2002, 307/311: 1196-1199.
[7] FENG Di, HAN Guang-wei. Synthesis of SiC/Al co-continuous composite by spontaneous melt infiltration [J]. Journal of Materials Science and Technology, 2000, 16(5): 466-470.
[8] TAGUCHI T, IGAWA N, YAMADA R, JITSUKAWA S. Effect of thick SiC interphase layers on microstructure, mechanical and thermal properties of reaction-bonded SiC/SiC composites [J]. Journal of Physics and Chemistry of Solids, 2005, 66: 576-580.
[9] YOUNG J L, HAN K Y. Effect of microstructure and sintering temperature on fabrication of NITE-SiCf/SiC composite [J]. Key Engineering Materials, 2007, 345/346: 1229-1232.
[10] PARK J S, KOHYAMA A, HINOKI T, SHIMODA K, PARK Y H. Efforts on large scale production of NITE-SiC/SiC composites [J]. Journal of Nuclear Materials, 2007, 367/370: 719-724.
[11] KISHIMOTO H, OZAWA K, HASHITOMI O, KOHYAMA A. Microstructural evolution analysis of NITE SiC/SiC composite using TEM examination and dual-ion irradiation [J]. Journal of Nuclear Materials, 2007, 367/370: 748-752.
[12] YOSHIDA K, MUKAI H, IMAI M, HASHIMOTO K, TODA Y, HYUGA H, KONDO N, KITA H, YANO T. Reaction sintering of two-dimensional silicon carbide fiber-reinforced silicon carbide composite by sheet stacking method [J]. Journal of Nuclear Materials, 2007, 367/370: 769-773.
[13] ZHU Yu-ling. Comparison of tribological properties for graphite coatings used for remanufacturing [J]. Journal of Central South University of Technology, 2005, 12(S2): 41-44.
[14] PFRANG A, REZNIK B, GERTHSEN D, SCHIMMEL T. Comparative study of differently textured pyrolytic carbon layers by atomic force, transmission electron and polarized light microscopy [J]. Carbon, 2003, 41(1): 181-185.
[15] YANG W, NODA T, ARAKI H, YU J, KOHYAMA A. Mechanical properties of several advanced Tyranno-SA fiber reinforced CVI-SiC matrix composites [J]. Materials Science and Engineering A, 2003, 345: 28-35.
[16] HENAGER C H J, SHIN Y, BLUM Y, GIANNUZZI L A, KEMPSHALL B W, SCHWARZ S M. Coatings and joining for SiC and SiC-composites for nuclear energy systems [J]. Journal of Nuclear Materials, 2007, 367/370: 1139-1143.
[17] DONG S M, KATOH Y, KOHYAMA A. Processing optimization and mechanical evaluation of hot pressed 2D Tyranno-SA/SiC composites [J]. Journal of the European Ceramic Society, 2003, 23: 1223-1231.
[18] NYUTU E K, SUIB S L. Experimental design in the deposition of BN interface coatings on SiC fibers by chemical vapor deposition [J]. Surface & Coatings Technology, 2006, 201: 2741-2748.
[19] IGAWA N, TAGUCHI T, YAMADA R, ISHII Y, JITSUKAWA S. Mechanical properties of SiC/SiC composite with magnesium�Csilicon oxide interphase [J]. Journal of Nuclear Materials, 2007, 367/370: 725-729.
[20] JACQUES S, DI-MURRO H, BERTHET M P, VINCENT H. Pulsed reactive chemical vapor deposition in the C-Ti-Si system from H2/TiCl4/SiCl4 [J]. Thin Solid Films, 2005, 478(1/2): 13-20.
[21] YU Jin-nan, YAO Zhong-wen, YU Gang, CHU Feng-min, TANG Xiu-zhang, ZENG Yi, Noda T. The behavior of coatings and SiCf/SiC composites under thermal shock [J]. Journal of Nuclear Materials, 2000, 283/287: 1077-1080.
[22] BIJWE J, RATTAN R. Influence of weave of carbon fabric in polyetherimide composites in various wear situations [J]. Wear, 2007, 263: 984-991.
[23] FERRARIS M, SALVO M, SMEACETTO F. Cordierite-mullite coating for SiCf/SiC composites [J]. Journal of the European Ceramic Society, 2002, 22: 2343-2347.
[24] RICCARDI B, TRENTINI E, LABANTI M, LEUCHS M, ROCCELLA S, VISCA E. Characterization of commercial grade Tyranno SA/CVI-SiC composites [J]. Journal of Nuclear Materials, 2007, 367/370: 672-676.
Foundation item: Project(NCET-07-0228) support by the New Century Excellent Talents in University
Received date: 2008-07-16; Accepted date: 2008-09-24
Corresponding author: YU Hai-jiao, Doctoral candidate; Tel: +86-13787150669; E-mail: yunzeyu2000@163.com
(Edited by YANG You-ping)

