DOI��10.19476/j.ysxb.1004.0609.2018.09.10
Mn-Si�����仯�����ײ��ϵ��Ʊ�
���ĺƣ���Ծ�ԣ�������
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң���ɳ 410083)
ժ Ҫ����Mn��SiԪ�ط�ĩΪԭ�ϣ��÷�Ӧ�ϳɷ����Ʊ�Mn-Si�����仯�����ײ��ϣ��������ս��¶�����Ӧ�Ŀṹ�������ʺ�����ò���о��ս�����п�϶�����Ļ����������������Mn-Si�����仯�����ײ��ϵ��Ʊ��������ս��巢�����Ե�������ͣ��ս��¶���800 ��֮ǰʱ�����ʺͿ���϶�������¶ȵ����߲�������800 ���Ժ������ʺͿ���϶�ʾ����½����ƣ��������ս��¶�1040 ���µõ�����϶��Ϊ47.60%��ƽ����Ϊ11.97 ��m���ṹ���ȵĶ�ײ��ϡ�̽�ֶ�ײ��ϵ����������ҪΪѹ�ƿ�϶���ݱ䣬���ͼ����ѳ����Լ�MnԪ�غ�SiԪ������ɢ��Ӧ�в�ͬ��ɢ�ٶ������KirkendallЧӦ��
�ؼ��ʣ�Mn-Si����ײ��ϣ������仯��������
���±�ţ�1004-0609(2018)-09-1791-07���� ��ͼ����ţ�TG145���� ���ױ�־�룺A
��ײ�������������Ŀṹ�����Ÿߵıȱ�����������ʡ��Լ����õ������Ե��������ܡ�Ŀǰ��ײ����ѹ㷺Ӧ�������ҽҩ��������ұ�𡢻�������������[1-4]����ײ��ϰ�����������Ҫ���Է�Ϊ���࣬�л���ײ��Ϻ�����ײ��ϣ�����ײ����ֿɷ�Ϊ�մɶ�ײ��Ϻͽ�����ײ���[5]���л���ײ��ϲ�����Ӧ���¸�ѹ�Ĺ��������������л��ܼ���ʹ�û����ܵ��ϴ�ľ��ޣ�һ������ڹ�����������͵ij���[6]��������ײ����������õ���ѧ���ܺͿ��������ܣ��Լ��ϺõĻ�е�ӹ����ܺͺ������ܣ�����ʵ�ֹ����ĸ�����״�Լ��ӹ�����װ�������ڽ��������ԣ�������ײ����������������ڸ�������������������Ӧǿ����ԵĹ���[7]���մɶ�ײ������ȶ��Ժã�����Ӧ���¹��������������ܺͻ�е�ӹ����ܽϲ�����ڹ����ij��ͺ���װ[8]�������仯���ﲻͬ�ڽ������մɣ����н��������ۼ��Ļ���ṹ��ʹ�ý����仯�����ײ��ϼ����մɡ�������ײ��ϵ��ŵ㣬�����������ѧ���ܣ������¡�������������ã���е�ӹ�����Ҳ�����մɶ�ײ��ϵ�[8-11]��
Mn��Si���ڶ��ֶ�Ԫ�����仯���������ߵĵ����Ժ�����Ĵ�ѧ���ܶ����㷺�о����Ҳ��־��а뵼������ܡ����б���Mn-Si���ȵ���ϡ��뵼�����[12-14]�������ע��������������о���Mn-Si��ײ���ȴ���б��������б�����������ṹ�ܽ����ȵ���ϵ��ȵ��ʣ������ȵ�����[15-16]����װ뵼�������Ϊ﮵�ص缫�����ܻ���������ͶԻ������ʵ��ƻ�����Ч������ص�ѭ���ͱ�������[17-19]����ˣ��б�Ҫ��Mn-Si��ײ��ϵ��Ʊ�����������������о���
����������Mn��SiԪ�ط�ĩΪԭ�ϣ�ͨ�����෴Ӧ�ս��Ʊ�����ײ��ϣ��õ��ṹ���ȣ���϶�ʸߵ�Mn-Si�����仯�����ײ��ϡ����Է�Ӧ�ս�Mn-Si������仯�������ս�����е������ݱ��Լ��ɿ����������о�����ʾ��Mn-Si��ײ��ϵ��γɹ��̺�������Ϊ�ֶη�Ӧ�ս��Ʊ�Mn-Si��ײ��ϵĿ�϶�γ��ṩ���������ݡ�
1 ʵ��
ʵ��ԭ��Ϊ����Ϊ99.8%�����ȷֱ�Ϊ��75 ��m����15 ��m��Mn�ۺ�Si�ۣ��ɷ����Ϊn(Mn):n(Si)= 7:3����100 MPa��ѹ������ģѹ��ֱ��30 mm���Ϊ3 mm��Բ��ѹ������ѹ��������ն�Ϊ1��10-3 Pa���ⷢ��������ս�¯�н��зֶ�ʽ��ѹ��Ӧ�սᡣ�ս��¶ȷֱ�Ϊ400��600��700��750��800��900��1000��1040 �棬ÿ���¶ȶα���1 h���ս���̵������ٶ�Ϊ2.5 ��/min��
��Archimedes���ɷ����������Ŀ�϶��(����϶��)����D/MAX-3A��X����������(XRD)����Mn-Si��ײ��Ϻϳɹ����е���估�����,��SJM-6360VL��ɨ��羵(SEM)�۲�Mn-Si��ײ��ϵĿ���ò�ͳɷ�����������FBP-3���Ͷ�ײ������ܼ���DZ���Mn-Siϵ��ײ��ϵ����ȡ�������ƽ������
2 ʵ����
2.1 �ս���̵������ݱ�
ͼ1��ʾΪѹ��ѹ���ڷֶ��ս�����в�ͬ�ս��¶��µ�XRD�ס���֪���ս��¶�Ϊ400 ��ʱ���ս�����ֻ����Mn��Si�ĵ��ʣ�Mn��Si֮�仹δ��ʼ�������Ϸ�Ӧ���ս��¶�������600 ��ʱ����Ӧ��XRD���г���Mn��Si���ֵ��ʷ��⣬��ʼ������MnSi�壬�ɴ˿ɼ�MnSi���ս�����У��������ɵĽ����仯�����м��ࡣ�����������¶���700 �棬XRD��620 ��ʱ�����ƣ���Ҫ����Ϊ��Ӧ��Mn��Si�����ĺͽ����仯����MnSi�����ɣ����ս��¶�Ϊ750 ��ʱ���ս����е���Mn������Si��MnSi��Mn5Si3����棻���¶�����800 ��ʱ��Si��MnSi�����������������ʧ��Mn3Si�ķ���֡�1040 �汣�º��ս���ֻ��������Mn5Si3��Mn3Si��
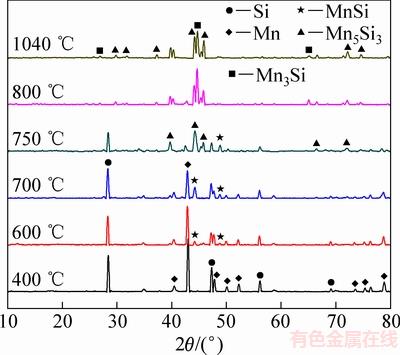
ͼ1 Mn-Si������仯����ֶ��ս�����в�ͬ�ս��¶ȵ�XRD��
Fig. 1 XRD patterns of porous Mn-Si at different sintering temperatures
X�����������������������ս�����У������仯���������˳����MnSi��Mn5Si3��Mn3Si�������Ļ�ѧ��Ӧ[20]Ϊ��
Mn+Si=MnSi (1)
2Mn+3MnSi=Mn5Si3 (2)
5Mn+3Si=Mn5Si3 (3)
4Mn+Mn5Si3=3Mn3Si (4)
��������������Ӧ�ڸ����¶��µı�����˹�����ܣ����ʾ�ڱ�1��������Ӧ�Ħ�G��С��0��������ѧ�������������ġ���Mn5Si3�����ɹ����У���Ӧ(2)�ͷ�Ӧ(3)ͬʱ���ڡ�������[21]��������Mn��Si����ɢ��Ӧ�У�Si��MnSi�е���ɢ�ٶȽϴ���ΪMnSi�е�������ɢԪ�أ�Si��MnSi����ɢ��Mn��MnSi�Ľ��洦��Mn��Ӧ��750 ���XRD����Si�����Ե���700 ��ʱ�ģ�Ҳ˵����Mn5Si3�����ɹ����д���Si�����ġ�
��1 Mn-Si���������ɵķ�Ӧ����ʽ�ı�����˹������
Table 1 Reaction equations and standard free energies for manganese silicide formation at different sintering temperatures

�ս�������ճɷְ������࣬Mn3Si��Mn5Si3������Mn-Si��Ԫ��ͼ��Mn5Si2��850�����ȶ����ڡ�LUKASHENKO��[22]���о���ָ��Mn5Si2�����Ǻ���������Ԫ�صĽṹ��Si������25%~37.5%(Ħ������)ʱ��ֻ��Mn5Si3��Mn3Si��������ѧ�ȶ�״̬�����о��У��ڸ����¶������δ����Mn5Si2��
2.2 �ս��������ʺͿ���϶�ʵı仯
��ͼ2��ʾ���ս����������ս�����У�����������״̬�������������ߵ�б�ʱ仯�ɽ������̷�Ϊ3���Σ��ڢ����Ϊ400~600 �棬����б�ʽ�С���ս��������¶ȵ����߽ϻ����ķ������ͣ�����600 ��ʱ�ﵽ1%���˽����ս����������ռ�����������9%���ڢ��Ϊ600~800 �棬����б�ʽϴ��ս���������ͣ�����800 ��ʱ�ﵽ���������11.06%���˽����ս����������ռ�����������91%���ڢ��Ϊ800~1040 �棬����б��K��0���ս������ܻ��������ʿ�ʼ��С��

ͼ2 Mn-Si ��ײ��Ϻϳɹ���������������ս��¶ȵĹ�ϵ
Fig. 2 Volume expansions as function of sintering temperature for Mn-Si intermetallic compounds
��XRD�����п���֪������һ�ε�������Ϊ�͵ڶ��ε�������Ϊ�������¶����䶼�����������̡�����800 ����ս��弸��û����䡣��ʱ��Ӧ�����������ߵĵ����Σ��ս��忪ʼ�������������ܻ��������ƶ���ɢ�����������ս���������Ϊ����Ҫԭ���ڷ�Ӧ�д��ڵ�4����Ӧ������仯������ʾ��
��V1=-26.5% (5)
��V2=+3.66% (6)
��V3=-18.31% (7)
��V4=-5.02% (8)
ʽ�У���V1����V2����V3����V4�ֱ��Ӧǰ���ķ�Ӧ(1)��(2)��(3)��(4)�����У���V1����V3�ͦ�V4��Ϊ��ֵ������䷴Ӧ������������Ϸ�Ӧ���С��ֻ�Ц�V2Ϊ��С����ֵ���ڸ���䷴Ӧ�У���������ȽϷ�Ӧ�����Ž�С��������͡��ݹ������ս���̵������̣������ƶϣ��ս����������Ϊ����������ͷ�Ӧ���ܶ�֮������µġ�
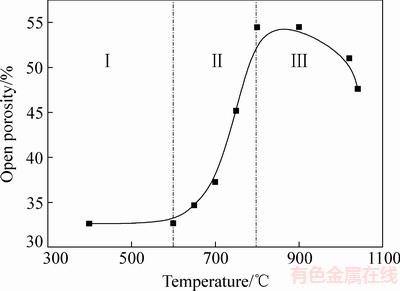
ͼ3��ʾΪ�����¶����ս��忪��϶�ʱ仯���ߣ���϶�ʵı仯�����������ʵı仯���ָ߶ȵ�һ�£�ͬ�����Ը���б�ʽ����߷�Ϊ3�����֡���ͼ3��ʾ�����ߵĵڢ��¶�����Ϊ400~600 �棬��ʱ�ս��忪��϶�ʻ����������ڢ��¶�����Ϊ600~800 �棬��ʱ�ս��忪��϶�ʿ����������ڢ��¶�����Ϊ800~1040 �棬����϶�ʿ�ʼ�½����ս������ܻ���
����϶�ʵ���ߵ�������ʵ����ֵ��������800 ���λ�ã��Ҷ���800 ���ʼ�½���600~800 ���ǿ���϶�����������¶����䣬Ҳǡ�����ս��������ٶ������¶����䡣���һ��˵�����ս����������Ϊ�����ս��������ɢ���������Ŀ�϶�仯���µġ�
ͼ3 Mn-Si�����仯�����ײ��Ͽ���϶�����ս��¶ȵĹ�ϵ
Fig. 3 Open porosity as function of sintering temperature for Mn-Si intermetallic compounds
ͼ4��ʾΪ�����ս��¶���SEM���Կ���600 ���700 ��ʱ����϶��Ҫ��ԭʼ��ĩ�Ķѻ���϶��ɡ��¶�����800 ��ʱ����Ǽ��Ѿ������γɣ���϶��������ߣ��������������֮��ͨ����ɢ��Ӧ�γ�ұ���ϡ�800~1040 ��Ϊ��������ܻ����̣��ս��忪ʼ�����������ʴ�11.06%����4.67%��
��ͼ5��ʾ���ں������ս�����У����ż����¶ȵ����ߣ��ս����������ƽ���������ȡ������������ս��嵽�������¶�1040 ��ʱ�����ŽϺõ�ұ���ϣ��õ�����϶��Ϊ47.6%��������ƽ�����ֱ�Ϊ14.87 ��m��11.97 ��m�Ķ�ײ��ϡ���ʱ���з�ĩ�������ѷ�Ӧ��ȫ�����¶��µ�XRD��Ҳ֤ʵ���Ѿ�û�е��ʵĴ��ڡ��ڸ��¶���SEM����Թ۲쵽���ȵĶ�ṹ��
2.3 ��϶�γɹ��̼�����
����ǰ��XRD��������е�֪����400 ��֮ǰ��Mn��Si�Ļ��Ϸ�Ӧ��δ��������ʱ��϶��Ҫ����ѹ��ѹ��������Ŀ�϶�ͳ��ͼ��ѳ�ʱ�����Ŀ�϶��ɡ�Mn��Si���ս�������������ɵĽ����仯������MnSi����ͼ6(a)��ʾ���������ʾAΪ����Mn��BΪ����Si��CΪMnSi��Mn��Si���ս�����У����ɢ���������γ���MnSi�����仯����˽����XRD�������ϡ����Է��֣�MnSi��Mn��Si�����Ľ��������ɡ�����MnSi�����仯�����Mn����֮����ڿ���600~700 ���ս�ʱ����϶�ʵĴ�������������MnSi�������ɵ��¶����䣬��ʱ����϶�ʴ������ӡ������ױ�������MnSi�������У�Mn����ɢռ����[21]����Щ��������Mn����ɢ�ٶȴ���Si����KirkendallЧӦ�����µ�[23-25]�������ս��¶����ߣ���ɢ������������700 ���SEM��(��ͼ6(b)��(c))�п��Թ۲쵽Mn������MnSi֮������˽ϴ�Ŀ�϶������������������ɢ�Ľ��У�Kirkendall�ײ������ɡ�����������ͨ�γɵġ�

ͼ4 ��ͬ�ս��¶���Mn-Si��ײ��ϵı�����ò
Fig. 4 Surface morphologies of porous Mn-Si materials at different sintering temperatures
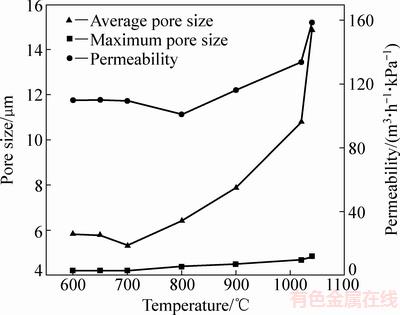
ͼ5 Mn-Si�����仯�����ײ��Ͽṹ�������ս��¶ȵĹ�ϵ
Fig. 5 Pore structure parameters as a function of sintering temperature
�����仯����Mn5Si3�����ɣ��������ַ�Ӧ����һΪMn��MnSi��Ӧ����Mn5Si3�������������MnSi��Si����ɢ��Mn����ɢռ����[21]��Siͨ��MnSi��ɢ��MnSi��Mn�Ľ��洦����Mn������Ӧ������Mn5Si3���˹����д���KirkendallЧӦ����750 ���ս����SEM���У���Si��������Χͬ�������ҵ�����KirkendallЧӦ�����Ŀ��������¶ȵ����ߣ���ɢ�������У�Mn��Si��MnSi�����Ĵ������ڸ�Si���γ�Mn5Si3���ڸ�Mn�������γ�Mn3Si��ͼ6(e)��ʾΪ�����ս��¶��µĿ�϶��ò��
���������������ս�����У��������ҪΪ��ҪΪѹ�ƿ�϶���ݱ䣬���ͼ����ѳ����Լ�MnԪ�غ�SiԪ������ɢ��Ӧ�в�ͬ��ɢ�ٶ������KirkendallЧӦ����϶���γɿ��Է�Ϊ�����Σ���һ���Σ����Ϸ�Ӧ��δ��������ͼ7(a)��ʾ����϶��Ҫ��ѹ��ԭʼ������϶����ɣ����ų��ͼ����ѳ�����϶��С�����ӣ��ڶ�������MnԪ�غ�SiԪ�ط���ƫ��ɢ����MnSi������KirkendallЧӦ����϶��������������ͼ7(b)��ʾ����Mn��MnSi�Ľ����ϲ���������Kirkendall�ף�����������Mn5Si3�����ɣ�Si��MnSi�е���ɢ���ʽ�Mn�Ĵ���Kirkendall�ס�

ͼ6 ��ͬ�ս��¶��±���1 h��Mn-Si�ս���ı�ɢ��SEM��
Fig. 6 BSSEM images of Mn-Si sintered compacts at different holding temperatures for 1 h

ͼ7 Mn-Si��ĩѹ�������
Fig. 7 Kirkendall pore formation process of Mn-Si
3 ����
1) Mn��Si��ĩ�ڳɷ����Ϊn(Mn):n(Si)=7:3����ѹ��Ӧ�ս������������м���MnSi��Ȼ����������Mn5Si3��Mn3Si�����������ս��¶�1040 ���ֻ����Mn5Si3��Mn3Si���࣬���õ���϶�ֲ����ȣ��ṹ���ã���϶��Ϊ47.60%�Ľ����仯�����ײ��ϡ�
2) Mn-Si�����仯�����ײ��ϵ��������ҪΪѹ�ƿ�϶���ݱ䣬���ͼ����ѳ����Լ�Mn��Si��ĩ����ɢ��������ɢ�ٶȲ�ͬ�����KirkendallЧӦ��
REFERENCES
[1]  A J, MORENO R. Forming of nickel compacts by a colloidal filtration route[J]. Acta Materialia, 2005, 53(4): 919-925.
A J, MORENO R. Forming of nickel compacts by a colloidal filtration route[J]. Acta Materialia, 2005, 53(4): 919-925.
[2]  S E, HART B R. Functionalized silicon membranes for selective bio-organismcapture[J]. Nature Materials, 2003, 2(6): 391-395.
S E, HART B R. Functionalized silicon membranes for selective bio-organismcapture[J]. Nature Materials, 2003, 2(6): 391-395.
[3] YAMAGUCHI A, UEJO F, YODA T, UCHIDA T, TANAMURA Y, YAMASHITA T, TERAMAE N. Self-assembly of a silica surfactant nanocomposite in a porous alumina membrane[J]. Nature Materials, 2004, 3(5): 337-341.
[4] BRUGGEN B V D, VANDECASTEELE C. Distillation vs. membrane filtration: Overview of process evolutions in seawater desalination[J]. Desalination, 2002, 143(3): 207-218.
[5] JULBE A, FARRUSSENG D, GUIZARD C. Porous ceramic membranes for catalytic reactors��Overview and new ideas[J]. Journal of Membrane Science, 2001, 181(1): 3-20.
[6] ������, ����Ⱥ, ���ճ�, ��С��, �� ��, ��־��. Fe-Al��Ti-Al��Ni-Alϵ�����仯�����ײ��ϵ��о���չ[J]. �й���ɫ����ѧ��, 2011, 21(4): 784-795.
LI Ting-ting, PENG Chao-qun, WANG Ri-chu, WANG Xiao-feng, LIU Bing, WANG Zhi-yong. Rwsearch progress in porous Fe-Al,Ti-Al and Ni-Al intermetallic compound porous materials[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 784-795.
[7] HEIKKINEN M S A, HARLEY N H. Experimental investigation of sintered porous metal filters[J]. Journal of Aerosol Science, 2000, 31(6): 721-738.
[8] HE Y H, JIANG Y, XU N P, ZOU J, HUANG B Y, LIU C T, LIAW P K. Fabrication of Ti-Al micro/nanometer-sized porous alloys through the Kirkendall effect[J]. Advanced Materials, 2010, 19(16): 2102-2106.
[9] KUMARAN S, CHANTAIAH B, SRINIVASA R T. Effect of niobium and aluminium additions in TiAl prealloyed powders during high-energy ball milling[J]. Materials Chemistry & Physics, 2008, 108(1): 97-101.
[10] LANG F, YU Z, GEDEVANISHVILI S, DEEVI S C, HAYASHI S, NARITA T. Sulfidation behavior of Fe-40Al sheet in H-HS mixtures at high temperatures[J]. Intermetallics, 2004, 12(5): 469-475.
[11] AMAYA M, ESPINOSA-MEDINA M A, PORCAYO- CALDERON J, MARTINEZ L, GONZALEZ-RODRIGUEZ J G. High temperature corrosion performance of FeAl intermetallic alloys in molten salts[J]. Materials Science & Engineering A, 2003, 349(1/2): 12-19.
[12] YANG Z, GU Y, CHEN L, SHI L, MA J, QIAN Y. Preparation of Mn5Si3 nanocages and nanotubes by molten salt flux[J]. Solid State Communications, 2004, 130(5): 347-351.
[13] OKADA S, SHISHIDO T, ISHIZAWA Y, OGAWA M, KUDOU K, FUKUDA T, LUNDSTR M T. Crystal growth by molten metal flux method and properties of manganese silicides[J]. Journal of Alloys & Compounds, 2001, 317(1): 315-319.
[14] CHEVALIER P Y, FISCHER E, RIVET A. A thermodynamic evaluation of the Mn-Si system[J]. Calphad-computer Coupling of Phase Diagrams & Thermochemistry, 1995, 19(1): 57-68.
[15] SONG D, CHEN G. Thermal conductivity of periodic microporous silicon films[J]. Applied Physics Letters, 2004, 84(5): 687-689.
[16] DE BOOR J, KIM D S, AO X, HAGEN D, COJOCARU A, F LL H, SCHMIDT V. Temperature and structure size dependence of the thermal conductivity of porous silicon[J]. Epl, 2011, 96(1): 16001.
[17] KANEMITSU Y. Light emission from porous silicon and related materials[J]. Physics Reports, 1995, 263(1): 1-91.
[18] GE M, FANG X, RONG J, ZHOU C. Review of porous silicon preparation and its application for lithium-ion battery anodes[J]. Nanotechnology, 2013, 24(42): 422001.
[19] ANGLIN E J, CHENG L, FREEMAN W R, SAILOR M J. Porous silicon in drug delivery devices and materials[J]. Advanced Drug Delivery Reviews, 2008, 60(11): 1266.
[20] EREMENKO V N, LUKASHENKO G M, SIDORKO V R. Thermodynamic properties of manganese silicides communication 3[J]. Soviet Powder Metallurgy & Metal Ceramics, 1969, 8(2): 140-141.
[21] ZHANG L, IVEY D G. Low temperature reactions of thin layers of Mn with Si[J]. Journal of Materials Research, 1991, 6(7): 1518-1531.
[22] LUKASHENKO G M, SIDORKO V R, KOTUR B Y. Phase constitution and thermodynamic properties of alloys of the Mn-Si system in the range from 25 to 37.5 at.% Si[J]. Soviet Powder Metallurgy & Metal Ceramics, 1981, 20(8): 571-574.
[23] BRINKMANF J A. Mechanism of pore formation associated with the Kirkendall effect[J]. Acta Metallurgica, 1954, 3(2): 140-145.
[24] DONG H X, HE Y H, ZOU J, XU N P, HUANG B Y, LIU C T. Effect of preheating treatment at 575��C of green compacts on porous NiAl[J]. Journal of Alloys & Compounds, 2010, 492(1/2): 219-225.
[25] SEITZ F. On the porosity observed in the Kirkendall effect[J]. Acta Metallurgica, 1953, 1(3): 355-369.
Fabrication of porous Mn-Si intermetallic compounds
LI Wen-hao, HE Yue-hui, KANG Jian-gang
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: Porous Mn-Si material was prepared by reactive synthesis, and the pore structure, expansion rate and microscopic morphologies were characterized, and the mechanism of pore formation in the sintering process was investigated. The results show that the volume of compact increases significantly during the reactive synthesis process. When the sintering temperature is below 800 ��, the expansion and the open porosity increase with increasing the sintering temperature. However, both the expansion and the open porosity begin to decrease after the temperature rising to 800 ��. After being sintered at 1040 ��, a porous material is obtained with a porosity of 47.60%, an average pore size of 11.97 ��m, and a uniform pore structure. The main pore formation mechanisms are evolvement of interparticle pores, removal of binder and the Kirkendall effect due to the difference in diffusion rates of Mn and Si.
Key words: Mn-Si; porous material; intermetallics; pore formation mechanism
Received date: 2018-04-24; Accepted date: 2018-09-07
Corresponding author: HE Yue-hui; Tel: +86-731-88836144; E-mail: yuehui@csu.edu.cn
(�༭ �� ��)
�ո����ڣ�2018-04-24�������ڣ�2018-09-07
ͨ�����ߣ���Ծ�ԣ����ڣ���ʿ���绰��0731-88836144��E-mail��yuehui@csu.edu.cn

