��������������Ԥ�趨������Ӧ�о�
����1, 2��������1, 3����1, 2
(1. ��ɽ��ѧ ��е����ѧԺ���ӱ� �ػʵ���066004��
2. ��ɽ��ѧ �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004��
3. һ�ؼ��Ŵ�������о�Ժ������ ������116600)
ժҪ����ij�������������趨ģ��Ϊ�о���������ԭ���趨ģ��������������һ�ֱ��ο���ģ�ͣ�ͨ���������д�������ع�ϵ���ļ������������ģ�飬�������ӱ��ο���ģ�ͻع���ĸ���ϵ�����ֳ���������������ĸ��ֽ����趨���㣬�Ƚϱ��ο���ģ������ǰ���������Ԥ��ֵƫ�������������ӱ��ο���ģ�ͺ��������������Եõ��Ƚ�����ľ��ȣ�ƽ��ϵ��������Ӧѧϰ����ʮ�ֹؼ���Ӱ�����أ����ܽ��˾�����������Ӧģ����ƽ��ϵ����Ӱ�����غ���ƽ��ϵ���Ķ�̬�Ż�ģ�ͣ�ͨ����̶�ȡʵ�����ݼ������������Ƚ��Ż�ǰ���������������������ھ�����������Ӧ���̣���̬�Ż�ƽ��ϵ�������������������ģ��Ԥ�����ȡ�
�ؼ��ʣ����������������飻��ѧģ�ͣ�Ԥ�趨������Ӧ
��ͼ����ţ�TG335.11 ���ױ�־�룺A ���±�ţ�1672-7207(2012)07-2607-06
Research on finishing setup and self-adaptive of hot strip mill
WANG Jian1, 2, LIU Chang-qing1, 3, XIAO Hong1, 2
(1. School of Mechanical Engineering, Yanshan University, Qinhuangdao 066004, China;
2. National Engineering Research Center for Equipment and Technology of Cold Rolling Strip,
Yanshan University, Qinhuangdao 066004, China;
3. Dalian Design & Research Institute, China First Heavy Industries, Dalian 116600, China)
Abstract: The calculation process and file composition of the pre-setup model for finishing rolling of hot continuous rolling, were investigated. Another deformation resistance model was added to its original model by creating regression coefficient file and modifying input and calculation model using C language. Compared with the predicted values of rolling force with original resistance model, the result demonstrates that calculation precision of rolling force with modified resistance model could be satisfactory. Smoothing coefficient was a key factor for self-adaptive. After the influence factors of smoothing coefficient were summarized, the dynamical optimized model of smoothing coefficient was established. Then the rolling forces were calculated using the programming with actual data using the dynamical optimized model. The analysis of the errors after optimization clearly shows that dynamical optimization of smoothing coefficient is more helpful to improve the prediction precision of rolling force model.
Key words: hot strip mill; finishing mills; mathematical model; pre-setup calculation; self-adaptive
�����������о���������������Ʒ���豸�������趨ģ�͵ľ��Ⱦ����˴���ͷ���ijߴ羫��[1-3]�����������Թ���ij��1 780 mm���������ߵľ����趨ģ��Ϊ�о��������е��趨���㹦�ܺ�����Ӧ���ܽ������о����������뾫������ǰ���������Ҫȷ���������������豸�Ļ�ֵ(�ֽ��趨ֵ)��ͳ��Ϊ�����趨(FSU)���������趨����������Ǹ��ݴ������ڴ�����ʵ�ʺ�ȡ�ʵ�ʿ��ȡ�ʵ���¶��Լ����Ƽƻ��Դ��ֳ�Ʒ��Ҫ��ͨ�������趨ģ�ͣ�ȷ���������������豸���趨ֵ���Ա�֤��Ʒ������ָ������û���Ҫ��[4-7]��ģ�͵�����Ӧ��һ����������Ӧ���������ģ��Ԥ�����ȵ���Ч�������÷������Ը���ϵͳ״̬�仯���������ü�ʱ��Ϣ����һ��������Ӧ�㷨��ģ��ϵ������У��[8-9]������Ӧ�����㷨���������࣬��������������Ӧ��������ָ��ƽ���㷨[10-11]����ij��1 780 mm�������������FSUģ���У��趨���㹦�ܶ�Ӧ����MFS010ģ�飬����Ӧѧϰ���ܶ�Ӧ����MFS030ģ�顣FSUģ�͵�����ģ�黹�������ݷ�������ģ������������Զ�����ģ��ȡ�
1 ��������Ԥ�趨����
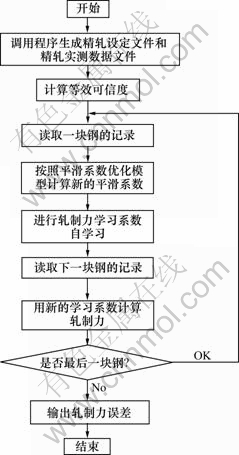
FSUģ�͵��趨����������ͼ1��ʾ����ģ����Ҫ���趨����Ҫ���������ݽ��д�������Σ�MFS010Ҫ���������ٶȵij�ʼֵ(FM���һ�����������ٶ�)�����ɷ��䡣�����ٶȵij�ʼֵͨ��������������ɷ�����̣���Ҫѡ�����ģʽ(1 780 mm�������ṩ�˹��ʡ���������ѹ����3�ָ��ɷ���ģʽ)������ȡ��Ӧģʽ�µķ�������Ϊ�趨����ij�ʼ�����ʣ�֮���ؼ���÷����ʺͺ�ȡ�
Ȼ����MFS010��������¶�(FET)��֤���̡��˹���Ԥ��Ӵ������ڲ����ǵ�F1(������һ������)�İ����ƶ�ʱ�䣬���ҿ��ƴ������Ⱦ���ͣ�������ӳٹ����ϰڸֵ�ʱ�䣬����֤FET����Ŀ���¶ȡ�FET�ܹ���֤֮��ʼ�������ƹ����еĹ������ܲ����������а������������������ٶȡ��¶ȡ����ο����������������ƹ��ʵȡ�֮��龫�������¶�(FDT)�Ƿ���Ա�֤��������ܱ�֤FDT����ͨ��������ˮ��ʽ���ٶ��������������ż�������������������ʺ�ѹ������Ԥ��ֵ����������ijЩֵ���ڸ��Ե�����ֵʱ���趨��̱����¼��㣻�������ټ�����ָܻ�ʱ�������ʾ���������趨��������������ļ��û�����⣬�ͼ����������졣
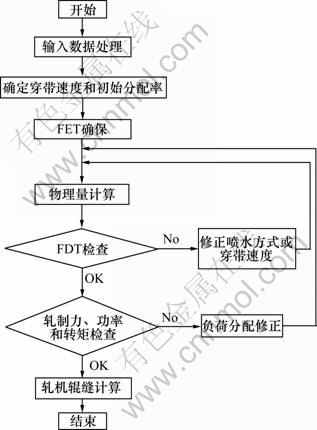
ͼ1 �����趨��������ͼ
Fig.1 Flow chart for finishing setup calculation
2 ����Ԥ�趨����
2.1 ����Ԥ�趨�ļ����
�����趨ģ���е�MFS010���趨������̷ֳ�17���¼�������10���������¼��������ֳ�������7����ģ���¼��������¼����ַ�Ϊһ���趨�¼��Ͷ����趨�¼���ÿ���¼����ж�Ӧ����Ϣ����Ҫ�������롢�����������̡��������õ����ļ������ո��Ե���;���ɼֳ�6�ࣺ�趨�����ļ���ԭʼ�����ļ������������ļ������������ļ���ʵ�������ļ����˹���Ԥ�����ļ��ȡ����У������趨�õ�����Ҫ�ļ��������ļ�MFS1F����������ļ�MFH1F��ѧϰϵ���ļ�MFL1F�ȡ�
MFS1F�ļ��Ǿ����趨�еĹؼ��ļ������Ӧ�������ļ�������20����¼�����Դ������20���ֵ��й���Ϣ���ڽ��о����趨�����У��뾫���趨�йص����ݶ������ڴ��ļ��С�MFH1F�ļ��Ը��֡���ȡ����ȵIJ�ͬ���ֳ�������ÿ���������Ŀ�����Ⱥ���������ֵ����Ŀ��
2.2 ���ο���ģ������
���ο�������������������е�һ����Ҫ��������[12]����ij��1 780 mm�����ߵľ����趨ģ���У�����������ʱ�õ��ı��ο���ģ��Ϊ־��ïģ�͡�Ϊ�������о����ο����ļ�����̣����ij��������ܼͻ����ܿ���ģ����������ο���[13]��ģ����ʽ���£�

 (1)
(1)
���У�TΪ����ѧ�¶ȣ�K����0Ϊ�����ο���(�ڱ����¶�t=1 000 �棬��=0.4�� =10 s-1ʱ�ı��ο���)��MPa��ΪӦ�����ʣ�s-1����Ϊ��Ӧ�䣻a1~a6Ϊ�ع�ϵ����
=10 s-1ʱ�ı��ο���)��MPa��ΪӦ�����ʣ�s-1����Ϊ��Ӧ�䣻a1~a6Ϊ�ع�ϵ����
������VC++6.0��������C���Ա�д�����ܼͻ����ܿ��ǻع����33�ֵָĸ��Ե�7���ع�ϵ�����浽�½��ع�ϵ���ļ�MFH3F�У�����MFH3F�����ݽṹ���ӵ������趨�ļ�MFS1F�У�ͬʱ����33�ֵָ��������ֺ��жϺ����ڣ����ֺ�ѡ1~160�м���������������33���ĺŶ�(ԭʼԤ��160��)����Σ����ع�ϵ���Ķ�ȡ�������ӵ������������У�Ȼ�������������㺯����ԭ�п���ģ�͵Ļ����ϣ������ܼͻ����ܿ��ǿ�������ģ�ͣ�������Ӧ�����͵��øú����ĵط���
��֤���ӵı��ο���ģ�͵�Ԥ��Ч��ʱ�����ð�ij���ֵ�ʵ�����ݶ��ص������趨������Ҫ�������ļ��У�Ȼ���ø��ĺ��ģ�ͽ����趨����ķ������˹�����Ҫ��ʵ�ʵ��趨������ʵ�����ݶ��ص���Ӧ���趨�ļ��У������ʵ�����������趨��������Ȼ����MFS010��������е�ѧϰϵ������һ���趨����ʱ��ѧϰϵ�����Ը��ݾ����趨�����Ҫ������ѧϰ������������ѧϰϵ������ֵ�����趨��������MFS010������Ϣ�еľ��ź����������趨�����������������ļ���ֵ����������Ӧѧϰ�������������ѧϰϵ����Ϊ�´ξ����趨������������
�����ܼͻ����ܿ��ǻع���ĸ������ֳ�ʵ�������ĸ��ֲ��õı���ͬ���Ҳ���2��Ԫ�غ�����ȫһ�µĸ��֣�������֤��ֻ����Ԫ��������ͬ��������ĸ��ֽ��м��㡣�ûع����16Mn�����ֳ���Q345B����������������ѧϰϵ���ı仯�����ͼ2��3��ʾ����ͼ2���Կ�����5���ߵ�б��������1�������ı��ο���ģ�ͺ����Ķ����趨����ֵ���ֳ��Ķ����趨ֵ���������ͼ3���Կ�����ÿһ����������5�����ֹ����ѧϰϵ�����ܺܿ������ȶ���˵�����ӵ�ģ�Ϳ���ȡ�ñȽ������������Ԥ�����ȡ�
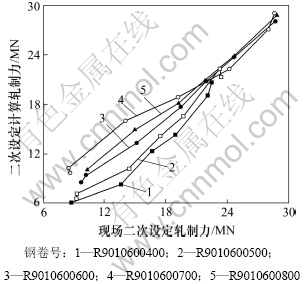
ͼ2 16Mn�������Ƚ�
Fig.2 Comparison for 16Mn rolling force
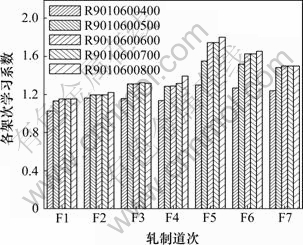
ͼ3 16Mnѧϰϵ���Ƚ�
Fig.3 Comparison for 16Mn learning coefficient
Ϊ�˽�һ����֤����ģ�ͺ��������Ԥ��Ч��������ѡ���ֳ��������ĸ���BN1P��ʵ�����ݣ����ܼͻ����ܿ��ǿ���ģ�Ͷ�����лع飬�õ��˶�Ӧ��BN1P�ֵ�7���ع�ϵ�������У���0=181.828 9 MPa��a1=-3.454 805��a2=4.367 28��a3=0.478 580 3��a4= -0.539 339 2��a5=0.440 572��a 6=1.777 03������7��ϵ�����ӽ���������Ļع�ϵ���ļ��У�������֤���㣬��������������ͼ4��ʾ��ѧϰϵ���仯��ͼ5��ʾ����ͼ4���Կ�����6���߱���Ϊб����������1��ֱ�ߡ���ͼ5���Կ�����ÿһ��������6���ֺ��ѧϰϵ�����ܺܿ������ȶ������ֳ�һ�µĹ����ԡ������ӵ��ܼͻ����ܿ��ǿ���ģ�Ϳ���ȡ�ñȽ�����ľ��ȡ�
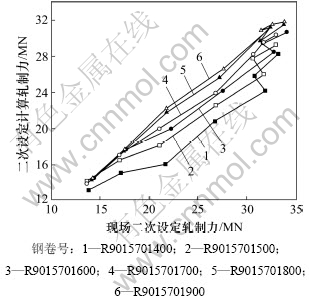
ͼ4 BN1P�������Ƚ�
Fig.4 Comparison for BN1P rolling force
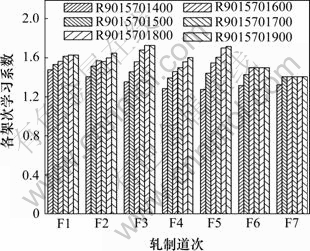
ͼ5 BN1Pѧϰϵ���Ƚ�
Fig.5 Comparison for BN1P learning coefficient
3 ��������Ӧ����
�ھ�������Ӧѧϰ�У��������ָ��ƽ���㷨����ѧϰ����ƽ��ϵ����ȡֵ��ʮ�ֹؼ���Ӱ���� ��[14]������1 780 mm�����������趨ģ�ͣ�������Ӧģ��MFS030�����ڻ�����ʱ�Ŷ�ƽ��ϵ������������ʹ�ýϴ��ƽ��ϵ���������ͬһ���Σ������κε����������Ʊػή����������Ԥ�����ȡ�����Ӧ�ø���ÿ��ʵ�����ݵ�״������ƽ��ϵ�����ж�̬�Ż���
ƽ��ϵ����ȡֵ����������йأ����ۺ�����[2]��[13]��[14]��������Ϊʵ�����ݵĿ��ŶȺͻ���������ƿ���������������Ϊ��Ҫ�����ڿ��Ŷȣ���������豸�IJ������Ȳ��ߣ���ʵ�����ݵĿ��ŶȻ�ܵͣ���ʱƽ��ϵ�� ��Ӧ��ȡ��Сһ�㣬����ȡ��(����������Ӧ)������ʹ����ӦѧϰЧ���ܲ����������ң�����DZ��������Ⱥܸߣ���ƽ��ϵ����ȡ�Ĵ�һЩ����ǿ����Ӧѧϰ��Ч�������ڻ���������ƿ��������ջ����ʱ��ƽ��ϵ��Ӧ�Ӵ��Լӿ�ѧϰ���̣����������ƿ��������ӣ���������3~5����ʱ��Ӧ�����С����ϵ������ѧϰ�ȶ�������[14]����������������Ӱ�죬��������Ϊ���������Ĵ��ڻ�ʹƽ��ϵ������������������ѧϰЧ�����ȶ���
��Ӧ��ȡ��Сһ�㣬����ȡ��(����������Ӧ)������ʹ����ӦѧϰЧ���ܲ����������ң�����DZ��������Ⱥܸߣ���ƽ��ϵ����ȡ�Ĵ�һЩ����ǿ����Ӧѧϰ��Ч�������ڻ���������ƿ��������ջ����ʱ��ƽ��ϵ��Ӧ�Ӵ��Լӿ�ѧϰ���̣����������ƿ��������ӣ���������3~5����ʱ��Ӧ�����С����ϵ������ѧϰ�ȶ�������[14]����������������Ӱ�죬��������Ϊ���������Ĵ��ڻ�ʹƽ��ϵ������������������ѧϰЧ�����ȶ���
���ڸ������ܵ�����״��������ͬ��ʵ�ʲ��������ݿ���Ҳ�ͬ�����Ӧ�ֱ����ÿ�����ܵ�ƽ��ϵ���������ǽ����л��ܵ�ƽ��ϵ����Ϊ��ͬ��ֵ��
�ڿ��ǵ�����Ӱ������֮��������[14]������ģ�ͣ����߽�����������Ż�ģ�ͣ�
 (2)
(2)
ʽ�У� ��
�� �ֱ�Ϊƽ��ϵ������Сֵ�����ֵ��MicΪ��i���ܲ���ֵ�ĵ�Ч���Ŷȣ���������������Ǻ�ȡ�������ٶȵȿ��Ŷ���ɣ�NΪ����������ƿ�����Ka��Kb��Kc��Ϊ����ϵ�������ڵ��Թ�����ȷ������Ч���ŶȰ���ʽ���м��㣺
�ֱ�Ϊƽ��ϵ������Сֵ�����ֵ��MicΪ��i���ܲ���ֵ�ĵ�Ч���Ŷȣ���������������Ǻ�ȡ�������ٶȵȿ��Ŷ���ɣ�NΪ����������ƿ�����Ka��Kb��Kc��Ϊ����ϵ�������ڵ��Թ�����ȷ������Ч���ŶȰ���ʽ���м��㣺
 (3)
(3)
ʽ�У�ViΪ��Ч���������Ŷȣ�VrfiΪ�������������Ŷȣ�VhiΪ����dz��ں�Ȳ����Ŀ��Ŷȣ�VsiΪ����������Ŷȣ�VviΪ�����ٶȿ��Ŷȡ�ʽ���漰�˶�����Ŀ��Ŷȣ�����ÿ������ֵ�ļ��㷽������ͬ[15]��
ͼ6 ƽ��ϵ����̬�Ż���������ͼ
Fig.6 Flow chart for smoothing coefficient optimization
Ϊ����֤ƽ��ϵ���Ķ�̬�Ż�Ч������VC++6.0��������C���Ա�дƽ��ϵ���Ż�������������̬�Ż�ģ�ͼ����µ�ƽ��ϵ����������������ѧϰ��������ƽ��ϵ���Ż�ǰ����������Ԥ������������ͼ��ͼ6��ѡȡ�ĸ���ΪB480GNQR��ͼ7��ʾΪ����B480GNQRʱ��F3��F7 5������ƽ��ϵ���Ż�ǰ������������Աȡ���ͼ7���Կ����������������²��ö�̬ƽ��ϵ������������ҪС��ƽ��ϵ��Ϊ�̶�ֵʱ������������������������Ʒ���������ԣ�����Ҳ�ܿ����и�����β��ö�̬ƽ��ϵ������������������ƽ��ϵ��Ϊ�̶�ֵ���������д����������������������⡣ͼ�е���������Ϊͬһ�������������Ĵ����������ݾ������μ������ѡȡ��һ��������ˣ�����˵��������ƽ��ϵ���Ķ�̬�Ż����������������Ԥ�����ȡ�
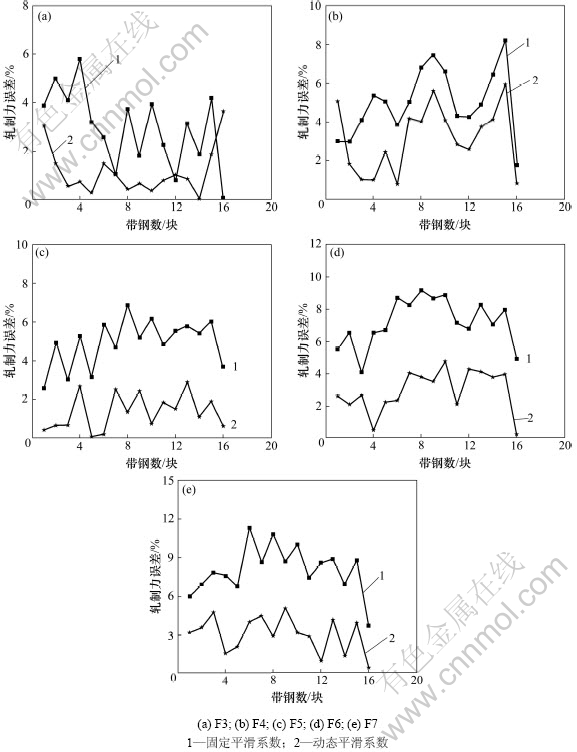
ͼ7 F3~F7���������Ƚ�
Fig.7 Comparison for F3-F7 rolling force error
4 ����
(1) ��������������������Ԥ�趨���̵Ĺ��ܡ��ļ���ɺ�����Ӧģ�飬�ھ���Ԥ�趨�������������ܼͻ����ܿ��DZ��ο���ģ�ͣ��ֱ�ѡ��������ֺ��ֳ����ֵĻع�ϵ��������֤���㣬���������µı��ο���ģ�ͺ�ľ����趨�������������������Եõ�����ľ��ȡ�
(2) ͨ�����ƶ�̬ƽ��ϵ���Ż�����ͨ��ʵ�����ݽ�����֤��֪���ھ�������Ӧģ�飬ƽ��ϵ���Ķ�̬�Ż���һ�����ģ������ӦѧϰЧ������Ч����������ÿ��ʵ�����ݵ�״����̬ȷ��ƽ��ϵ�������������������Ԥ�����ȡ��о����Ϊ�������������Ԥ�趨��������Ԥ�������ṩ����������ʵ���ݡ�
�ο����ף�
[1] Yildiz S K, Forbes J F, Huang B, et al. Dynamic modelling and simulation of a hot strip finishing mill[J]. Applied Mathematical Modelling, 2009, 33(7): 3208-3210.
[2] ���d, ������, ������. ���������Զ�������[M]. ����: ұ��ҵ������, 2006: 190-214.
LIU Jie, YANG Wei-dong, LIU Wen-zhong. Automation techniques of hot-rolling production[M]. Beijing: Metallurgical Industry Press, 2006: 190-214.
[3] �Ź���. 1 780 mm�������������趨�����Ż��о�[D]. �Ϻ�: �Ϻ���ͨ��ѧ���Ͽ�ѧ�빤��ѧԺ, 2008: 12-35.
ZHANG Guo-min. Research on parameter optimization of finishing setup in 1 780 mm hot strip mill[D]. Shanghai: Shanghai Jiao Tong University. School of Materials Science and Engineering, 2008: 12-35.
[4] Jelali M. Performance assessment of control systems in rolling mills-application to strip thickness and flatness control[J]. Journal of Process Control, 2007, 17(10): 805-816.
[5] Gheorghies C, Condurache-Bota S. Temperature correction for thickness measurements of hot rolled steel plates[J]. Journal of Iron and Steel Research, 2010, 17(2): 23-29.
[6] �Ѿ�, ���ı�, ���, ��. �����������趨ģ�ͼ����Ż������о�[J]. ���ּ���, 2010(1): 47-51.
FEI Jing, LI Wen-bin, YANG Chun-yu, et al. Study on setting model for finishing rolling of hot continuous rolling and its optimizing method[J]. Angang Technology, 2010(1): 47-51.
[7] Rudkins N, Evans P. Mathematical modelling of mill set-up in hot strip rolling of high strength steels[J]. Journal of Materials Processing Technology, 1998, 80/81: 320-324.
[8] Ǽ����, ����, ��ӥ��, ��. ����Ӧ���Ƽ��������ֹ����е�Ӧ�ú���չ[J]. ���ּ���, 2005(2): 27-30.
QIANG Ju-xing, SHU Ying, LING Ying-he, et al. Application and development of adaptive controlling technology in cold rolling process[J]. Baosteel Technology. 2005(2): 27-30.
[9] л����, ����ƽ, ���, ��. ����������ȴϵͳ�Ż���ģ�Ͳ�������Ӧ[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2006, 37(2): 320-321.
XIE Hai-bo, ZHANG Zhong-ping, LIU Xiang-hua, et al. System optimization and self-adaptation of model parameters in laminar cooling of hot rolling strip[J]. Journal of Central South University: Science and Technology, 2006, 37(2): 320-321.
[10] Gardner E S. Exponential smoothing: The state of the art (Part ��)[J]. International Journal of Forecasting, 2006, 22(4): 637-666.
[11] Taylor J W. Exponential smoothing with a damped multiplicative trend[J]. International Journal of Forecasting, 2003, 19(4): 715-725.
[12] Salganik V. Mathematical modelling of roll load and deformation in a four-high strip mill[J]. Journal of Materials Processing Technology, 2002, 125/126(9): 695-699.
[13] ��һ��. ���������������ģ�������[M]. ����: ұ��ҵ������, 2010: 78-136.
SUN Yi-kang. Model and control of cold and hot rolling mill for sheets and strips[M]. Beijing: Metallurgical Industry Press, 2010: 78-136.
[14] ����, ���, ����ΰ, ��. ��������������ģ����ѧϰ�㷨�Ż�[J]. �����Ƽ���ѧѧ��, 2010, 32(6): 802-806.
SONG Yong, SU Lan, JING Feng-wei, et al. Self-learning algorithm optimization for the rolling force model of hot strips[J]. Journal of University of Science and Technology Beijing, 2010, 32(6): 802-806.
[15] ���ވ�, �ŵ, ������, ��. �߾��Ȱ���ֺ�ȿ��Ƶ�������ʵ��[M]. ����: ұ��ҵ������, 2009: 64-67.
DING Xiu-kun, ZHANG Dian-hua, WANG Zhen-xiang, et al. Theory and practice for high precision control of strip thickness[M]. Beijing: Metallurgical Industry Press, 2009: 64-67.
(�༭ �°���)
�ո����ڣ�2011-08-29�������ڣ�2012-02-09
������Ŀ��������Ȼ��ѧ����������Ŀ(51075353)���ӱ�ʡ��Ȼ��ѧ����������Ŀ(E2009000397)
ͨ�����ߣ�����(1981-)���У��ӱ���ˮ�ˣ���ʿ�����½��������Գ�������֯�ݱ估�������ƹ����о����绰��0335-8388618��E-mail: jwang@ysu.edu.cn

