���±�ţ�1004-0609(2010)S1-s0847-05
Ti-55�ѺϽ��ĵij����Ա�����Ϊ
���Ӳ�1����³1, 2����־��1�����彭1��������1
(1. �й���ѧԺ �����о��������� 110016��
2. ������ѧ ��е����ѧԺ������ 110044)
ժ Ҫ���о�Ti-55�ѺϽ�����890~910 �桢��ʼ��������Ϊ4.4��10-4~1.76��10-3 s-1�����µij����Ա�����Ϊ�������������900 �桢��ʼӦ������Ϊ8.8��10-4 s-1����������ƽ�������ߴ���4 ��m����ϸС���ᾧ��Ti-55�ѺϽ��ĵ��쳤�ʿɴ�1 300%�����ֳ����õij����ԣ���һ�������¶����䳬���쳤����Ӧ�����ʵ�����������Ӻ͵����ƣ��������Ӧ������8.8��10-4 s-1�����ڻ����8.8��10-4 s-1����ĵij��ܱ��������������Խ��ͣ��ڸ�Ӧ�������£�Ti-55��ĵ�����쳤����������ƶ��������Ա��ι����о�������ۺϳ��������Ӧ���շ���֯�ֻ��dz��ܱ��ι�������֯�ֻ�����Ҫ���ء�
�ؼ��ʣ�Ti-55�ѺϽ𣻳����ԣ��������ʣ������¶ȣ�����֯
��ͼ����ţ�TG 456.3���� ���ױ�־�룺A
Superplastic deformation of Ti-55 alloy sheet
ZHAO Zi-bo1, GE Jing-lu1, 2, CHEN Zhi-yong1, WANG Qing-jiang1, LIU Jian-rong1
(1. Institute of Metal Research, The Chinese Academy of Sciences, Shenyang 110016, China;
2. College of Mechanical Engineering, Shenyang University, Shenyang 110044, China)
Abstract: The superplastic tensile tests were performed at various temperatures (890-910 ��) and initial strain rates (4.4��10-4-1.76��10-3 s-1). The results show that the fine-grained Ti-55 sheet, with an average grain size about 4 ��m, exhibits excellent superplasticity. On the optimal superplastic condition of 900 �� and initial strain rate 8.8��10-4 s-1, a maximum elongation of 1 300% can be achieved. There exists an optimal strain rate of 8.8��10-4 s-1 for each test temperature to get the highest strain, and the superplastic elongation would be significantly reduced at strain rates higher or lower than the optimum strain rate. The temperature for the best superplasticity of Ti-55 sheet moves to higher temperatures at high strain rates. The influence of the deformation on microstructure is obviously. The strain induce grain growth is one of the most prominent characteristic during superplastic deformation.
Key words: Ti-55 titanium alloy; superplasticity; strain rate; deformation temperature; microstructure
Ti-55�ѺϽ���һ�ֿ�����550 ���³��ڷ��۵�һ�ֽ����ѺϽ���550 �����¾������õ���ǿ�Լ����ȶ��ԣ���һ�ֱȽ�����ĺ��պ������[1]�����������ڲ���Ӧ�ù��̺�������״���ӹ���ʱ�������ȼӹ��������ѺͲ��������ʽϵ͵����⣬������Լ�˸����ѺϽ�ķ�չ��Ӧ�á������гɱ��ͣ��׳����ӹ������ռ��ŵ�ij��ܳ��ͼ���Ϊ�����һ�����ṩ����Ч;�����ü�������Ϊ���ѺϽ������Ч�ֶ�֮һ�������������ǵ����ӡ�ĿǰTi-6Al-4V�Ͻ�ij��ܳ��ͼ����Ѿ����죬�ձ�����������һ�־������ó��ܱ���������SP700�Ͻ�Ӧ���ڶ�����ҵ��������[2]�������ѺϽ����ھ��б�Ti-6Al-4V�ߵ�Ӧ�����������Ժ�����Ӧ������ˣ��о��úϽ�ij��ܳ����ռ������Բ����ƹ�Ӧ�þ�����Ҫ���塣
һ������£�Ҫʹ���Ͼ������õij����ԣ�����ϸС�ĵ��ᾧ����֯(һ�㲻����10 ��m)������Ҫ������֯�ڱ����ڼ䱣���ȶ������ʵı����¶ȡ����������Լ�ϸС�ĵ�����֯�ǻ�����ó����Ա�����������Ҫ����[3-6]������������Ti-55���Ϊ�о������о��˱������ʺͱ����¶ȶ�Ti-55��ij����Ե�Ӱ���Լ����ܳ��ι����е���֯�ݻ����ɡ�
1 ʵ��
��������Ti-55�Ͻ�������ɷ�(����������%)ΪTi-5.2Al-3.5Sn-3.0Zr-1.5Mo-0.4Ta-0.4Nb-0.30Si��������ƺ��˻�̬ԭʼ����֯��ͼ1���ɼ��ɵ���ϸС�Ħ����Լ��ֲ��ھ���Ħ�����ɣ�ƽ�������ߴ���4 ��m���ҡ�
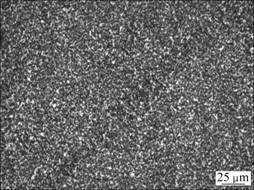
ͼ1 ����ԭʼ��֯
Fig.1 Original structure of specimen
���������г�����������������ձ�����DCS-25T������Ͻ��У�ѡ��������3�������¶ȣ�890��900��910 �棬����ʱ���ú㶨��ͷ�ٶ����졣���������ı��γߴ�Ϊ8 mm��4 mm��1.37 mm��ÿ�ֱ����¶��·ֱ��ȡ��3�ֺ㶨�����ٶȣ�0.21��0.42��0.84 mm/min���ֱ��Ӧ��ʼӦ������Ϊ4.4��10-4��8.8��10-4��1.76��10-3 s-1���������ش�ֱ�����Ʒ���ȡ�������ܱ�����ɺ����Ʒ������ZZeiss Axiovert 200 MAT ���������۲����ǰ������֯�ı仯��Ϊ���Ͱ�ı������������������β���Ϳ���˲���������[7]��
2 ���������
2.1 �������ʶԲ��ϳ������ܵ�Ӱ��
���ϵij����Ա��δ��¿��Է�Ϊ����3���Σ����ȱ��νΡ��ȶ����νκͱ���ʧ�ȽΡ��ڳ��ܱ��νΣ����쳤����Ҫ���ȶ����νλ�õġ�ͼ2��ʾΪTi-55�������ܱ���ǰ�������Ƭ���������ʶԲ��ϳ����쳤�ʵ�Ӱ���ͼ3����ͼ3��֪��Ti-55�����900 �棬��ʼӦ������Ϊ8.8��10-4 s-1���������³��ٱ����쳤�ʿɴ�1 300%��ͬһ�����¶��³��ܱ����쳤����Ӧ�����ʵ����Ӵ���һ��ֵ��������һ���Ӧ������(8.8��10-4 s-1)�����ڻ������һ���ʣ���ĵij��ܱ��������������Խ��͡���һ�������Hart��õ��ܺý��͡�
����Hart�����ڱ��ι����������������ļ�С����������ļ��ٳɷ��ȣ��� ��0ʱ������
��0ʱ������
������̬����̬���νΣ���ͬһʱ�̺��Զ���ѧЧӦ��ǰ���£�������Ϊ�Լ����н����ϵ�����F����仯�� ������ͬ�ġ���
������ͬ�ġ���
 (1)
(1)
 (2)
(2)
һ����ϸ������ʱ����Fֵ������ԣ�
 (3)
(3)
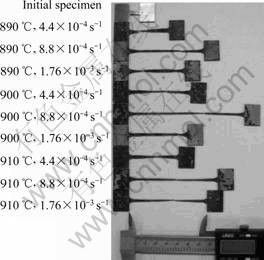
ͼ2 ��������ǰ�������Ƭ
Fig.2 Photos of specimens before and after superplastic deformation
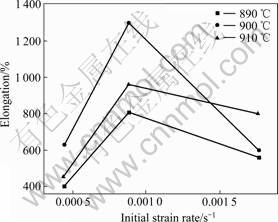
ͼ3 �쳤�����ʼӦ�����ʵĹ�ϵ
Fig.3 Relationship between elongation and initial strain rate
�ڱ��ι����У�������ֱ�����췽������ϵ���
��F����仯������ͬ��������ʽ(2)�ã�
 (4)
(4)
��ʽ(2)��(3)�ã�
 (5)
(5)
��ʽ(2)~(4)�ã�
 (6)
(6)
��ʽ(5)��(6)�ã�
 (7)
(7)
��Hart�������̬���Խα��У�
 ��
�� (8)
(8)
ʽ�У�AΪ�Լ��ĺ������� ΪӦ�����ʡ� ��ʾӦ�������ȳ̶ȵĶ���������������ʾӦ���IJ������ԣ���
��ʾӦ�������ȳ̶ȵĶ���������������ʾӦ���IJ������ԣ��� ���Ա�ʾӦ���������Եķ�չ���ʡ��ڲ��ϵ���̬���νΣ�ϸ�����ϵIJ�����ϸ�������Ժ����ڲ�Ӧ�����ʷ����������ϸ�������Ľ�����Ӧ���������ӣ�ʹ��ǿ�����ʴ����ɳ����ʴӶ����μ�����δ����ϸ���IJ���Ӧ�������������ɳ����ʴ���ǿ�����ʣ����ο���С���ٽ�����Σ������ڶ��ߵ��������ϸ������ת�ƺ���ɢ���������Եõ����ƣ�ʹ���ο��Լ������С�
���Ա�ʾӦ���������Եķ�չ���ʡ��ڲ��ϵ���̬���νΣ�ϸ�����ϵIJ�����ϸ�������Ժ����ڲ�Ӧ�����ʷ����������ϸ�������Ľ�����Ӧ���������ӣ�ʹ��ǿ�����ʴ����ɳ����ʴӶ����μ�����δ����ϸ���IJ���Ӧ�������������ɳ����ʴ���ǿ�����ʣ����ο���С���ٽ�����Σ������ڶ��ߵ��������ϸ������ת�ƺ���ɢ���������Եõ����ƣ�ʹ���ο��Լ������С�
��ʽ(8)��֪��ֻ�е�Ӧ�����ʲ������Լ�Ӧ���������Եķ�չ����ʱ��ϸ��������ɢ��ת�ơ����Ӧ�����ʵ���ijһ�ٽ�ֵ�����ڱ��ι����У�ϸ�������Ժ�Ӧ���������Եķ�չ���ʺ����׳���Ӧ�����ʣ�������Hart���ƻ�����ʱ��ϸ�������Ժ�ϸ�����ֻ��ij�̶ֳȵ�ǿ����������δ����ϸ���IJ���Ӧ��ˮƽ̫�ͣ��ɳ�����̫С��û�����ü����������ϸ����ת�ơ����յ�������ʧ�ȣ����϶��ѡ������Ӧ�����ʹ������ڲ����ε�Э�����̲��ܼ�ʱ���е��¿ն����ӣ�ʵ�ʳ������A��С��ͬ������ ͻȻ�����ƻ�Hart��[8]��
2.2 �����¶ȶ�Ti-55��ij��ܱ�����������֯�ݱ��Ӱ��
���ܱ����¶ȶ��쳤�ʼ�����֯��Ӱ����ͼ4��5��ʾ���ɼ����ڵ�Ӧ������ʱ���ϵ��쳤�����¶ȵ����߳������Ӻ͵����ơ��������ڱ����¶ȵ����ߣ������ԭ�ӻ����������ǿ��ԭ�ӵ���ɢ�����Լ��ڱ��ι����о����Э������������ʹ�����쳤���������ӡ���������ѱ����¶ȱ���ʱ�쳤��(��)������ߡ������Ա�����Ҫ��һ�־�����Ϊ[9]�����ܶ���ƽ̹�ľ��������ڳ����Ա��Σ������Ĵֻ��������쳤���½������Ե��¶ȼ�������ʱ���ڱ��ι����о�������ЧӦ�Լ�Ӧ���շ������·��������ֻ��ۺ�[10-12](��ͼ5��ʾ)���ֻ����Ƚ��Ͳ��ϳ����Ա��������������쳤��(��)�½������ű����¶����ӣ�
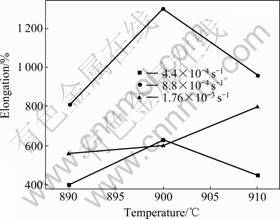
ͼ4 �쳤��������¶ȵĹ�ϵ
Fig.4 Relationship between elongation and temperature
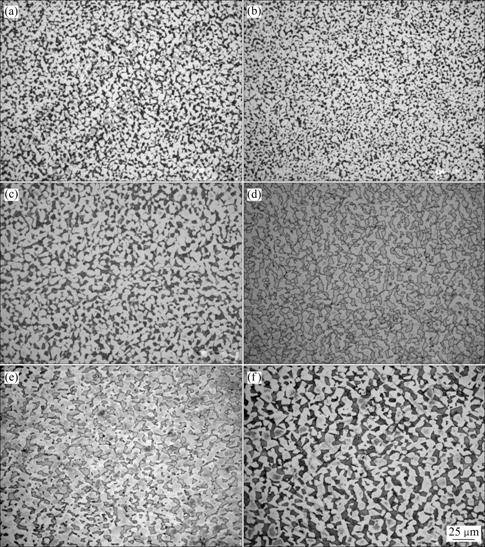
ͼ5 ������δ���κ������֯
Fig.5 Microstructure of tensiled specimen: (a) Chuck part of specimen, 890 ��, 4.4��10-4 s-1; (b) Chuck part of specimen, 890 ��, 8.8��10-4 s-1; (c) Chuck part of specimen, 910 ��, 4.4��10-4 s-1; (d) Fracture part of specimen, 890 ��, 4.4��10-4 s-1; (e) Fracture part of specimen, 890 ��, 8.8��10-4 s-1; (f) Fracture part of specimen, 910 ��, 4.4��10-4 s-1
�����ڲ���Э������������һ����ǿ�������ڽϸ߳�ʼӦ������(1.76��10-3 s-1)�����£�Ti-55��ĵ�����쳤�ʳ��ֵ�λ����������ƶ�����890 �桢4.4��10-4 s-1��890 �桢8.8��10-4 s-1��������Ʒ�гֲ�λ����ε�����֯�ֱ��ͼ5(a), (d)��5(b), (e)���ɼ����гֶ��ڳ�ʱ��(Լ4 h)���º�����ͼ1��ʾ��ԭʼ��֯���Դֻ�[13-15]����ƽ�������ߴ糤��8 ��m���ҡ���Ӧ�����ʽϿ�(����ʱ��϶�)�������£��гֶ˾������Ա�Ӧ�����ʽ���(����ʱ��ϳ�)ʱ��ϸ����һ����������̲��þ��侧������ģ���д�������С�������ۿɵõ��ܺý��͡����ű����¶ȵ����ߣ�����910 �桢4.4��10-4 s-1���������£������гֶ�����֯�г������ຬ�����м��٣����������¶�����ȫ�����+�������������ϵ��ٽᾧ�̶���ߣ������ֻ�Ҳ������������ͼ5(c)���ڳ��ܳ��ι��������ھ���Ļ�����������ת���Լ����ܶ�ȱ�ݵ����ɣ�ʹ�Ͻ�Ԫ����ɢ���ʼӿ죬ʹ���ξ�������̶Ƚϵ����˻���֯�������ӡ��ֱ�Ƚ�ͼ5(a)��(d)��5(b)��(e)�ɼ������������ʱ�䲻ͬ���¼гֶ˾����ߴ粻ͬ���������ξ����ߴ�����൱�������ڳ����Ա��ι����о��������ǵ�������ЧӦ������ģ�Ӧ���յ����������dz����Ծ����ֻ�����һ��Ҫԭ��
3 ����
1) ����ϸС���ᾧ��Ti-55�����890~910 ��������õij��ܱ�����������900 ���ʼ��������Ϊ8.8��10-4 s-1�����������쳤��(��)��1 300%��
2) ����ͬ�����¶��£����ϵı�������������һ���Ӧ�����ʣ����ڻ������һӦ�����ʰ�ĵij��ܱ��������������Խ��͡��ڸ�Ӧ�����������²��ϵij��ܱ����������ֵ��������ƶ���
3) �ڳ����Ա��ι����У�ͬ�ྦྷ��(��������¾���)���ϵؾۺϳ�����δ������֯���Ӧ���շ��ľ��������dz����Ա��ι�������֯�ֻ�����Ҫԭ��
REFERENCES
[1] �� ΰ, �ź���, ������, ���彭, ��־��, ������, ����. Ti-55�ѺϽ�弤�⺸��[J]. ϡ�н��������빤��, 2008, 37(3): 310-313.
YAN Wei, ZHANG Hai-long, LIU Jiang-rong, WANG Qing-jiang, CHEN Zhi-yong, LI Yu-lan, SUN Feng-jiu. Last beam welding of Ti-55 titanium alloy sheet[J]. Rare Metal Materials and Engineering, 2008, 37(3): 310-313.
[2] �̽���, �� ��, ����һ, �� ��, ������, �ܴ���. SP700��Ti-6Al-4V�ѺϽ�ϸ����֯��ƣ��������չ����[J]. ���ղ���ѧ��, 2006, 26(3): 71-74.
CAI Jian-ming, XU Chao, HAO Meng-yi, HUANG Xu, MA Ji-min, CAO Chun-xiao. Fatigue crack growth characteristics of fine structures of SP700 and Ti-6Al-4V titanium alloys[J]. Journal of Aeronautical Materials, 2006, 26(3): 71-74.
[3] �κ販. ϸ��TC4�ѺϽ����Ա��λ���[M]. ����: ����������ѧ, 2008: 5-40.
HE Hong-bo. The superplastic deformation mechanism and behavior of fine-grained TC4 titanium alloy[D]. Dalian: Dalian University of Technology, 2008: 5-40.
[4] IMAYEV R M, KAIBYSHEV O A, SALISHCHEV G A. Mechanical behavior of fine grained TiAl intermetallic compound-��. Ductile-brittle transition[J]. Acta Metallurgica et Materialia, 1992, 40(3): 589-595.
[5] SHAGIEV M R, SENKOV O N, SALLSHCHEV G A, FROES F H. High temperature mechanical properties of a submicrocrystalline Ti-47Al-3Cr alloy produced by mechanical alloying and hot isostatic pressing[J]. Alloys and Compounds, 2000, 313(1/2): 201-208.
[6] NIEH T G, HSIUNG L M, WADSWORTH J. Superplastic behavior of a powder metallurgy TiAl alloy with a metastable microstructure[J]. Intermetallics, 1999, 7(2): 163-170.
[7] �� ��, ����, κ ��. �����������ѺϽ������ܵ�Ӱ��[J]. �ѹ�ҵ��չ, 2006, 23(2): 21-24.
CUI Li, LI Zhuo-xin, WEI Qi. Influence of high temperature oxidation on the superplastic ability of Ti-6Al-4V alloy[J]. Titanium Industry Progress, 2005, 23(2): 21-24.
[8] ��ʫ��. ���������Ա�������[M]. ����: ������ҵ������, 2007: 12-32.
WU Shi-dun. The theory of superplastic deformation of metal[M]. Beijing: National Defense Industrial Press, 2007: 12-32.
[9] ����Ȫ. ��֯������[M]. ������: ��������ҵ��ѧ������, 1988: 110-114.
CHEN Pu-quan. Microstructure superplasticity[M]. Harbin: Harbin Institute of Technology Press, 1988: 110-114.
[10] ��־��. TC6�ѺϽ�ij������о�[D]. ����: ������ҵ��ѧ, 2002: 3-9.
ZHANG Zhi-qing. The superplastic deformation behavior of TC6[D]. Xi��an: Northwestern Polytechnical University, 2002: 3-9.
[11] ���ľ�, �� ��, �ܸ���, �����, ��־ǿ. Ti-6Al-4V�Ͻ����Ա��ι����е���֯�ݱ�[J]. �й���ɫ����ѧ��, 2007, 17(12): 1973-1980.
ZHAO Wei-juan, DING Hua, CAO Fu-rong, HOU Hong-ling, LI Zhi-qing. Microstructural evolution during superplastic deformation of Ti-6Al-4V alloy[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(12): 1973-1980.
[12] ZELIN M. Grain growth during superplastic deformation[J]. Interface Science, 2002, 10: 37-42.
[13] RICHTER S, HAMILTON C H. Deformation enhanced grain growth in a two phase titanium alloy[J]. Materials Science Forum, 1993, 113/115: 195-200.
[14] CAMPENNI V D, C?CERES C H. Strain enhanced grain growth at large strains in a superplastic Zn-Al alloy[J]. Scripta Metallurgica, 1988, 22(3): 359-364.
[15] ����, ������, ������. ��������Գ����Ե�Ӱ��[J]. ������ѧԺѧ��, 1988, 54(1): 6-10.
CUI Jian-zhong, WU Qing-ling, MA Long-xiang. Effect of grain growth on superplasticity[J]. Journal of Northeast University of Technology, 1988, 54(1): 6-10.
(�༭ ����ƽ)
ͨ�����ߣ����彭���о�Ա���绰��024-83978830��E-mail: qjwang@imr.ac.cn

