DOI:10.19476/j.ysxb.1004.0609.2018.04.01
AA5754铝合金电阻点焊接头的微观组织和力学性能
吴赛楠1,贾志宏1,GHAFFARI Bita2,刘 庆1
(1. 重庆大学 材料科学与工程学院,重庆 400044;
2. Ford Research and Advanced Engineering, Ford Motor Company, Dearborn, MI 48124, USA)
摘 要:以汽车车身用AA5754铝合金板材制备的电阻点焊接头为研究对象,通过金相观察、显微硬度矩阵测试和拉伸试验对焊接接头的微观组织、工艺缺陷与力学性能进行表征与分析。结果表明:根据组织和性能的差异,接头可分为3个典型区域:焊核区、热机械影响区和母材区。接头焊核心部为等轴枝晶组织,焊核边部为柱状枝晶组织,焊核周边的热机械影响区内的材料发生部分熔化,产生了晶内及晶界枝晶。接头中主要缺陷为喷溅、焊核区气孔、缩孔和沿晶裂纹、液化裂纹。母材区硬度沿厚度方向渐变,边部呈现最大值,心部呈现最小值;焊核硬度与母材硬度相近;焊核两侧的热机械影响区中,在接头的压痕边缘和板材接触面缝隙尖端处存在1~2 mm宽的硬化区。接头的强度与焊点直径呈正相关关系,拉剪试验的失效模式为焊点熔核界面断裂,剥离试验的失效模式为纽扣剥离断裂。
关键词:AA5754铝合金;电阻点焊;微观组织;缺陷;显微硬度;力学性能
文章编号:1004-0609(2018)-04-0645-09 中图分类号:TG146.2 文献标志码:A
随着汽车产业的迅猛发展,环境污染与能源消耗两大问题日益突出,实现汽车的轻量化是节能减排的重要手段。铝合金是一种优良的轻合金材料,被逐渐应用于汽车车身的设计和开发中[1-3]。AA5754铝合金板材强度适中,具有良好的成形性和耐腐蚀性,常被用于车身内板等变形量大、形状复杂的部位[4-5],是白车身结构的重要组成部分。
目前,可用于铝合金车身连接的工艺主要有电阻点焊[6-8]、激光焊[9-10]、搅拌摩擦焊[11-12]、胶结连接[13-14]和自冲铆接[15-16]等,其中,电阻点焊是车身制造中使用最广泛的装配连接工艺。铝合金具有较高的电导率和热导率,焊接过程中所需焊接电流和电极压力分别是传统钢板点焊的3倍和2倍,导致电极寿命锐减至传统点焊的1/4甚至1/5[17]。电阻点焊过程中,受电极与工件表面状态、电极压力、焊接电流及焊接时间等因素的影响,加之铝合金本身的物理化学特性,接头中经常出现焊点熔核尺寸波动、飞溅、缩孔等缺陷、电极烧损等现象[18],这对铝合金电阻点焊的广泛应用提出了严峻的挑战。尽管电阻点焊工艺已被广泛应用于钢材的连接,但对于铝合金电阻点焊的微观组织、力学性能的研究,国内外均还处于起步阶段。对接头开展微观组织和力学性能的研究是车身连接件安全性评定和强度设计的基础,而进行高可靠性铝合金电阻点焊连接,是汽车工业迫切需要解决的问题。
本文作者以AA5754-O铝合金电阻点焊接头为研究对象,系统地研究点焊接头宏观结构、微观组织、工艺缺陷、显微硬度分布和力学性能。对接头的组织性能特点有了更全面的认识和理解,为解决铝合金的焊接性问题、保证高可靠性接头提供依据。
1 实验
实验选用2mm厚汽车车身用AA5754-O铝合金板材作为母材,通过多步焊接工艺制备出具有不小于 和
和 焊点直径的高质量接头试样和低质量接头试样进行对比研究(其中t为板材厚度2 mm)。为便于描述,后文中将两种焊点直径分别表述为
焊点直径的高质量接头试样和低质量接头试样进行对比研究(其中t为板材厚度2 mm)。为便于描述,后文中将两种焊点直径分别表述为 和
和 。试样选用拉剪和剥离两种搭接形式,具体尺寸如图1所示。板材化学成分和力学性能分别如表1和表2所示,微观组织如图2所示。
。试样选用拉剪和剥离两种搭接形式,具体尺寸如图1所示。板材化学成分和力学性能分别如表1和表2所示,微观组织如图2所示。
表1 AA5754-O铝合金的化学成分
Table 1 Nominal chemical composition of AA5754-O aluminum alloy (mass fraction, %)

表2 AA5754-O铝合金的力学性能
Table 2 Measured mechanical properties of AA5754-O aluminum alloy
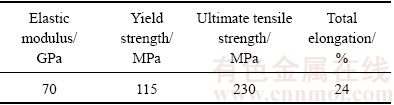
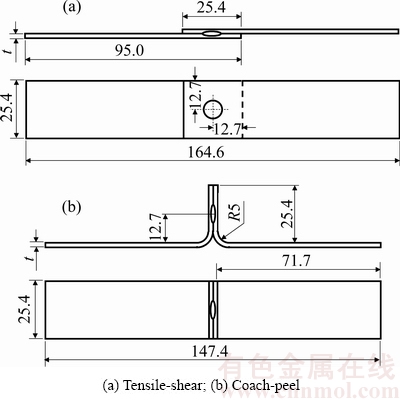
图1 电阻点焊试样几何尺寸
Fig. 1 Resistance spot weld (RSW) specimen geometry and dimensions (Unit: mm)
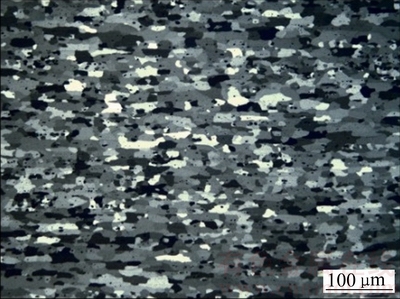
图2 AA5754-O铝合金板材微观组织
Fig. 2 Microstructure of AA5754-O aluminum alloy sheet
为方便进行微观组织观察,使用Keller试剂(190 mL H2O、5 mL HNO3、3 mL HCl和2 mL HF)和Barker试剂(5 mL HBF4+200 mL H2O)分别对焊接接头剖面进行化学腐蚀和电化学腐蚀。采用Olympus SZX12体式显微镜和Nikon Microphot-FXA金相显微镜观察焊接接头的组织形貌。维氏显微硬度矩阵测试在LECO AMH43硬度测试系统上进行,加载载荷200 g,加载时间13 s,硬度点间距为100 μm,测试方法如图3所示。每个接头剖面的测试矩阵包含约7000个硬度点,在满足分辨率的情况下保证覆盖接头所有的典型区域。电阻点焊试样的拉剪和剥离试验在MTS液压伺服试验系统上进行,加载速度10 mm/min,每组试验重复3次,结果取平均值。
2 结果与分析
2.1 宏观结构
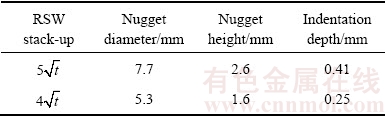
图4所示为AA5754-O铝合金电阻点焊接头(Resistance spot weld, RSW)横截面的典型宏观结构照片。由图4可看出,根据组织和性能的差异,接头可分为3个典型区域:焊核区、热机械影响区(Thermo- mechanically affected zone,TMAZ)和母材区。3个区域的尺寸、组织形貌差异主要是由焊接过程中不同区域受到的电阻热不同所致。试验制备的不同焊点直径(和)的电阻点焊接头宏观组织照片如图5所示。由图5可以看出,两种质量接头在形状和尺寸上存在明显差异,孔洞缺陷非常明显。每种接头取3个样品进行尺寸测量,平均值见表3。
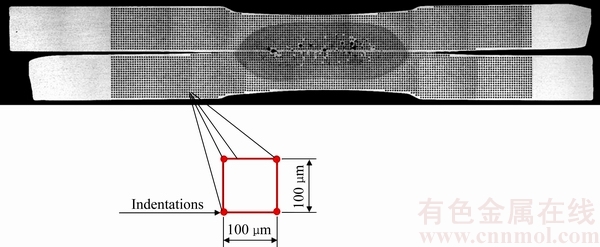
图3 维氏显微硬度矩阵测试示意图
Fig. 3 Schematic of Vickers micro-hardness grid measurement
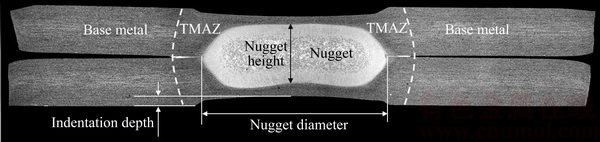
图4 AA5754-O铝合金电阻点焊接头的宏观结构和特征尺寸示意图
Fig. 4 Schematic diagram of macrostructure and size of AA5754-O RSW
2.2 微观组织
由于铝合金板材在电阻点焊过程中各区域受到的电阻热和发生的变形量不同,使得焊后接头的3个典型区域呈现出不同的微观组织,如图6所示。
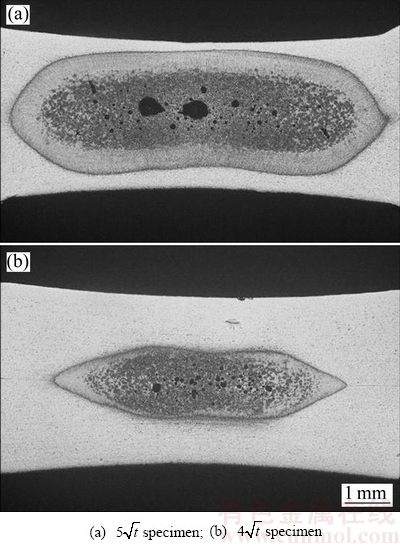
图5 AA5754-O铝合金电阻点焊接头宏观组织照片
Fig. 5 Macrostructure of AA5754-O RSW
表3 AA5754-O铝合金电阻点焊接头尺寸
Table 3 Dimensions of AA5754-O RSW
2.2.1 焊核区
焊核区位于接头中部。在焊接过程中电阻热的作用下,焊核区金属达到液相线温度并完全熔化,经过后续锻压冷却阶段迅速冷却凝固,在心部和边部呈现出两种不同的铸态微观组织。其中,焊核边部为沿凝固过程中热流方向排布的柱状枝晶组织,如图6(b)、(e)和(h)所示;焊核心部为等轴枝晶组织,如图6(c)、(f)和(i)所示。焊核中微观组织的转变是由于冷却过程中不同部位凝固条件的改变引起的。此外,从图6(a)中还可看出,焊核晶粒尺寸远大于母材,焊核心部与焊核边部晶粒尺寸相当。
2.2.2 热机械影响区
热机械影响区位于焊核周边部位。该区金属在焊接过程中同时受到了电极压力和电阻热的影响,并在两者的共同作用下板材发生局部变形和组织改变。在宏观上,形成了板材与电极接触面处的压痕,以及板材间接触面的缺口空隙,如图4所示。微观上,在焊核周边3~4个晶粒范围内,金属经历的最高温度高于固相线低于液相线,发生部分熔化,沿晶界分布的低熔点共晶相或杂质相发生部分液化,冷却凝固后产生晶内及晶界枝晶,如图6(d)和(g)所示。在距离焊核区稍远的热机械影响区,若焊接过程中经历的最高温度大于再结晶温度,加之一定的冷作加工量,可使其发生回复再结晶或晶粒长大,最终在焊核周边生成大尺寸等轴晶。但在本研究中的AA5754电阻点焊接头热机械影响区中未发现大尺寸等轴晶,晶粒尺寸与母材晶粒尺寸相近。
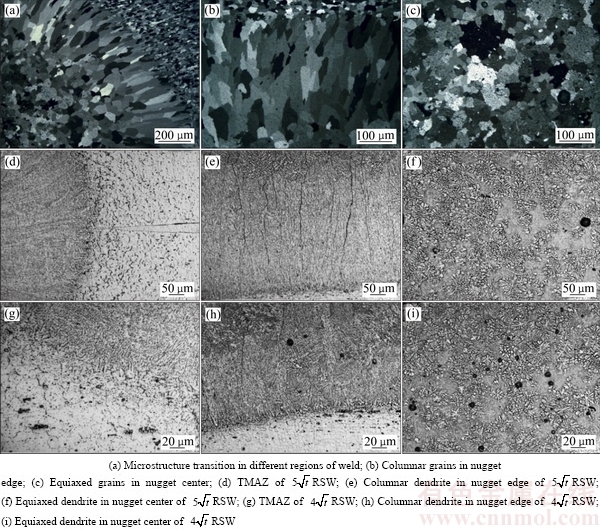
图6 AA5754-O铝合金电阻点焊接头微观组织
Fig. 6 Microstructures of AA5754-O RSW
2.2.3 母材区
母材区距离焊核区较远,在焊接过程中未受到电阻热和变形的影响,微观组织与初始板材一致,主要由沿轧制方向的拉长晶粒和部分等轴晶组成,如图2所示。
2.3 接头缺陷
AA5754铝合金具有较低的熔点、较高的热导率和电导率,在短焊接时间、大焊接电流和高电极压力的特殊焊接工艺下,焊接过程中温度梯度大,加热及冷却速度快,接头中容易产生缺陷。通过实验观察,AA5754-O铝合金电阻点焊接头的主要缺陷包括喷溅、孔洞和裂纹。
如图7(a)和(b)所示,接头试样板材结合面间均有熔化金属喷出,即为喷溅。当焊接过程中输入热量较大时,液态熔核区的扩展速度将大于周围固态金属塑性环的扩展速度,此时熔核中液态金属在电极压力及自身热膨胀力的作用下冲破塑性环的束缚飞出而形成喷溅,如图7(c)所示。板材结合面上的金属喷溅来自于焊核中的液态金属,液态金属的缺失会在焊核内引入缩孔,进而影响接头的强度。
此外,AA5754-O铝合金电阻点焊接头中存在大量孔洞,如图5所示。这些孔洞在形状、尺寸和分布上具有一定特点:焊核边缘区域几乎没有或者有很少量的小孔洞存在;越靠近焊核心部孔洞越多,尺寸越大。这是由于在凝固过程中焊核边缘部位最先冷却凝固,越靠近焊核心部金属液态熔核的总能量越少。接头焊核中的孔洞主要有气孔和缩孔两种。气孔尺寸较小,有光滑的表面,由液态金属中的气泡形成。部分不稳定的合金元素如Mg、Zn和板材表面的有机油脂,在焊核熔化的过热状态下会蒸发成气态,这些气体在冷却凝固过程中以气孔形式存留于焊核中。缩孔存在于焊核的中心部位,尺寸较大,表面不光滑,形状不规则,主要来自于冷却凝固过程中液态金属、固态金属的体积收缩和结合面上喷溅导致的熔核金属大量流失。
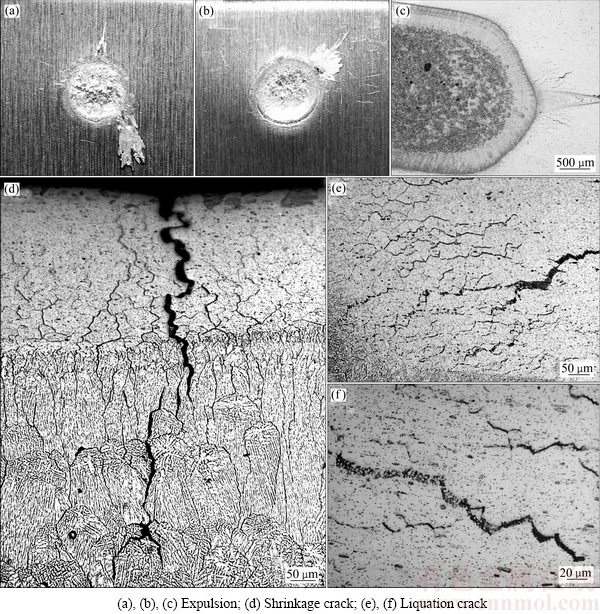
图7 AA5754-O铝合金电阻点焊接头缺陷纹
Fig. 7 Discontinuities of joint in AA5754-O RSW
图7(d)中接头试样的裂纹由焊核区延伸至板材表面,裂纹的方向近似垂直于板材结合面,属于沿晶裂纹。点焊过程中,熔核在上下电极压力和周围母材的共同限制下受压应力,靠近电极的母材金属被挤压至周边形成压痕。在冷却过程中,液态熔核凝固产生收缩变形,母材金属迅速降温并硬化,被挤压至电极周边的金属不能回到原位,焊核受到拉应力的作用,形成微裂纹。这些微裂纹多存在于焊核中,在后续拉力的作用下加宽并沿垂直于结合面方向的枝晶界面扩展,甚至到达板材表面。
图7(c)中接头试样的裂纹位于热机械影响区喷溅周围,属于液化裂纹。液化裂纹在靠近焊核边界的部位形成,沿晶界向远离焊核的母材区扩展。裂纹根部较宽,越远离焊核裂纹越窄,裂纹内部充满了枝晶状组织,如图7(e)和(f)所示。焊接过程中热机械影响区的金属发生部分熔化,在晶界上形成了几乎连续的低熔点液化膜。在后续的冷却过程中,液态金属存留于裂纹中形成枝晶状凝固组织。液化裂纹的存在会影响热机械影响区的性能。
2.4 显微硬度
显微硬度是一种常用的反映材料综合性能的参数指标。通过试验测得的AA5754-O铝合金电阻点焊接头的显微硬度矩阵分析结果如图8所示。由图8可以看出,对于两种不同焊点直径(和)的电阻点焊接头,母材区硬度均沿厚度方向渐变,边部呈现最大值(63~68 HV),心部呈现最小值(58~63 HV)。这种渐变是由板材在生产运输使用过程中经过多次卷板开卷,在板材表面引入大量位错产生应变强化导致。
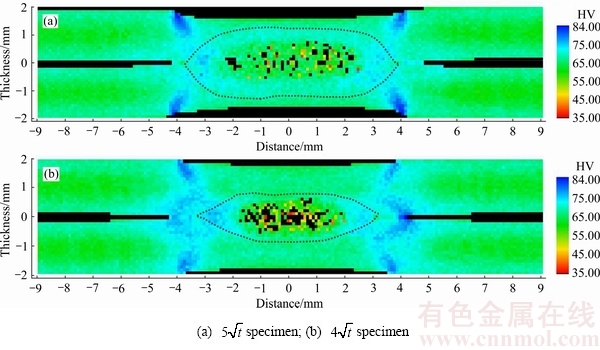
图8 AA5754-O铝合金电阻点焊接头显微硬度矩阵分析结果
Fig. 8 Vickers microhardness grid measurement results of AA5754-O RSW
焊核区微观组织与母材区有显著区别,但硬度却与母材区相近,没有明显的硬度梯度。对比接头剖面的硬度图和金相,可对焊核边界进行识别,如图8中黑色虚线所示。其中,焊核心部为等轴枝晶组织,硬度值约为58~65 HV。这个区域孔洞缺陷较多,试验中应尽量避开,因此在硬度图中存在大量黑色无值区域。焊核边部为柱状枝晶组织,根据硬度分布可细分为个两个区域,即焊核上下区域(68~70 HV)和焊核左右区域(70~74 HV),硬度均高于焊核心部和母材。这两个区域的材料性能差异主要是由板材形变引入位错量的不均匀性导致的,焊核上下区域相比左右区域应变量少,引入位错量少,硬化程度小。
此外,在两种不同焊点直径接头的热机械影响区中均发现1~2 mm宽的硬化区。该区硬度远高于母材,是接头最硬的区域,主要集中于接头的压痕边缘和板材接触面缝隙尖端。AA5754是不可热处理强化铝合金,焊接过程中的热影响不能起到强化作用,其硬化区的形成是由电极压力作用下板材形变带来的应变强化机制导致的。
2.5 力学性能
AA5754-O铝合金和电阻点焊接头拉剪试验和剥离试验的峰值载荷和失效模式见表4。由表4可以看出,拉剪试验的失效模式均为焊点熔核界面断裂,剥离试验的失效模式均为纽扣剥离断裂,如图9所示。同种搭接形式下接头试样的峰值载荷大于接头试样的峰值载荷,表明接头的强度与点焊接头的焊点直径呈正相关关系;拉剪试样的静拉强度约为剥离试样4倍左右,表明拉剪试样的强度远大于剥离试样,因此应在车辆结构中尽量避免直角搭接设计。
拉剪试验和剥离试验典型载荷-位移曲线如图10所示。对于拉剪试验,初始加载端载荷和位移呈线性,此时主要为弹性变形。随着载荷增大,靠近板材接触面缝隙尖端附近的材料发生屈服,产生剧烈塑性变形,使得载荷的增长速度逐渐放缓。当载荷达到焊点承载极限时,焊点熔核界面发生横贯韧性断裂,载荷迅速降低至0。对于剥离试验,试验开始时载荷的增长趋势与拉剪试验类似;当焊点近载荷轴线一侧产生裂纹时,载荷开始下降,此时焊点仍具备一定的承载能力,直至裂纹扩展过整个焊点圆柱面而发生纽扣剥离断裂,载荷迅速降至零点。剥离试样的特殊形状导致其接头除受到剥离力外还受到偏轴弯矩作用,其接头局部材料的变形量较大,最终总位移量也远远高于拉剪试样。
表4 AA5754-O铝合金电阻点焊接头峰值载荷与失效模式
Table 4 Peak load and fracture mode of AA5754-O RSW
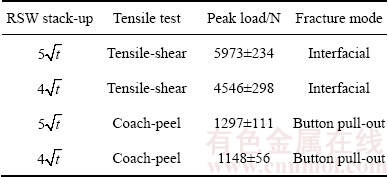
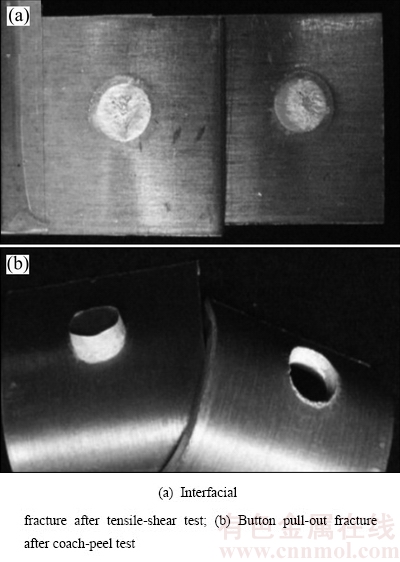
图9 AA5754-O铝合金电阻点焊试验失效模式
Fig. 9 Fracture modes of AA5754-O RSW
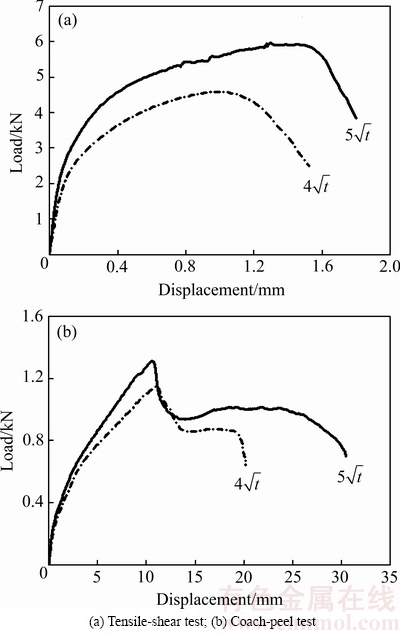
图10 AA5754-O铝合金电阻点焊试验载荷-位移曲线
Fig. 10 Load-displacement curves of AA5754-O RSW
3 结论
1) 接头由3个典型区域组成:母材区、焊核区和热机械影响区。其中,焊核边部至焊核心部依次为柱状枝晶和等轴枝晶组织;热机械影响区中距离焊核周边3~4个晶粒范围内,材料发生部分熔化产生晶内及晶界枝晶。
2) 接头的主要缺陷为喷溅、焊核区气孔、缩孔和沿晶裂纹、液化裂纹。
3) 接头各区硬度排序为焊核心部与母材区硬度最小且相近,焊核边部居中,热机械影响区硬度最大。母材区的硬度沿厚度方向渐变,边部呈现最大值,心部呈现最小值。热机械影响区中存在1~2 mm宽的硬化区,它们集中分布于接头的压痕边缘和板材接触面缝隙尖端处。
4) 接头的强度与焊点直径呈正相关关系,拉剪试样的强度远大于剥离试样。拉剪和剥离试验的失效模式分别为焊点熔核界面断裂和纽扣剥离断裂。
REFERENCES
[1] MILLER W S, ZHUANG L, BOTTEMA J, WITTEBROOD A J, DE SMET P, HASZLER A, VIEREGGE A. Recent development in aluminium alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280(1): 37-49.
[2] 刘 宏, 宋文举, 赵 刚, 刘春明, 左 良. 6000系铝合金汽车板预时效及组织性能[J]. 中国有色金属学报, 2005, 15(2): 270-276.
LIU Hong, SONG Wen-ju, ZHAO Gang, LIU Chun-ming, ZUO Liang. Pre-aging and microstructures properties on 6000 series aluminium alloys for automotive body sheets[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(2): 270-276.
[3] 关绍康, 姚 波, 王迎新. 汽车铝合金车身板材的研究现状及发展趋势[J]. 机械工程材料, 2001, 25(5): 12-18.
GUAN Shao-kang,YAO Bo,WANG Ying-xin. The progress and prospect of research on aluminium alloys for auto body sheets[J]. Materials for Mechanical Engineering, 2001, 25(5): 12-18.
[4] 胡静远, 王孟君, 李继林, 陈新欢, 张 放. 汽车用5754铝合金温拉深成形性能的研究[J]. 材料研究与应用, 2016, 10(1): 39-42.
HU Jing-yuan,WANG Meng-jun, LI Ji-lin, CHEN Xin-huan, ZHANG Fang. Forming properties of 5754 aluminum alloy for automotive body sheet during warm deep drawing processes[J]. Materials Research and Application, 2016, 10(1): 39-42.
[5] 贾志宏, 丁立鹏, 吴赛楠, 王雪丽, 刘 庆, 陈昌云. 汽车车身用6000系铝合金板材微观组织与热处理工艺的研究进 展[J]. 材料工程, 2014(12): 104-113.
JIA Zhi-hong, DING Li-peng,WU Sai-nan,WANG Xue-li,LIU Qing,CHEN Chang-yun. Research progress on microstructure and heat treatment of 6000 series aluminum alloys sheet for automotive body[J]. Journal of Materials Engineering, 2014(12): 104-113.
[6] CHO Y, HU S J, LI W. Resistance spot welding of aluminium and steel: A comparative experimental study[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2003, 217(10): 1355-1363.
[7] SENKARA J, ZHANG H. Resistance welding: Fundamentals and applications[M]. New York: CRC Press, 2006.
[8] FLOREA R S, SOLANKI K N, HAMMI Y, BAMMANN D J, CASTANIER M P. An experimental study of mechanical behavior of resistance spot welded aluminum 6061-T6 joints[J]. ASME International Mechanical Engineering Congress and Exposition, 2010, 9: 37-43.
[9] BORRISUTTHEKUL R, MIYASHITA Y, MUTOH Y. Dissimilar material laser welding between magnesium alloy AZ31B and aluminum alloy A5052-O[J]. Science and Technology of Advanced Materials, 2016, 6(2): 199-204.
[10] ZHAO H, WHITE D R, DEBROY T. Current issues and problems in laser welding of automotive aluminium alloys[J]. International Materials Reviews, 1999, 44(6): 238-266.
[11] LIN P C. Failure mode, fracture and fatigue analyses of resistance spot welds and spot friction welds[D]. Ann Arbor: University of Michigan, 2006.
[12] CAVALIERE P, CAMPANILE G, PANELLA F, SQUILLACE A. Effect of welding parameters on mechanical and microstructural properties of AA6056 joints produced by friction stir welding[J]. Journal of Materials Processing Technology, 2009, 180(1/3): 263-270.
[13] PETRIE E M. Adhesive bonding of aluminum alloys[J]. Metal Finishing, 2007, 105(9): 49-56.
[14] BOUTAR Y, NA MI S, MEZLINI S, ALI M B S. Effect of surface treatment on the shear strength of aluminium adhesive single-lap joints for automotive applications[J]. International Journal of Adhesion and Adhesives, 2016, 67: 38-43.
[15] ABE Y, KATO T, MORI K. Joinability of aluminium alloy and mild steel sheets by self piercing rivet[J]. Journal of Materials Processing Technology, 2006, 177(1/3): 417-421.
[16] HUANG L, SHI Y, GUO H, SU X. Fatigue behavior and life prediction of self-piercing riveted joint[J]. International Journal of Fatigue, 2016, 88: 96-110.
[17] PATRICK E P, AUHL J R, SUN T S. Understanding the process mechanisms is key to reliable resistance spot welding aluminum auto body components[J]. SAE Transaction, 1984, 93(2): 435-448.
[18] 张宏伟. 铝合金常见焊接缺陷分析[J]. 轻合金加工技术, 2010, 38(1): 53-55.
ZHANG Hong-wei. Analysis on usual welding defects of aluminum alloy[J]. Light Alloy Fabrication Technology, 2010, 38(1): 53-55.
Microstructure and mechanical property of AA5754 aluminum alloy resistance spot welds
WU Sai-nan1, JIA Zhi-hong1, GHAFFARI B2, LIU Qing1
(1. College of Materials Science and Engineering, Chongqing University, Chongqing 400044, China;
2. Ford Research and Advanced Engineering, Ford Motor Company, Dearborn, MI 48124, USA)
Abstract: AA5754 aluminum alloy sheets used for automotive body were joined by resistance spot welding. The microstructure, discontinuities and mechanical properties of the welds were characterized and analyzed by optical microscope observation, Vickers microhardness grid measurement and tensile tests. The results show that, according to the differences of microstructure and properties, the weld joint can be divided into three regions, i.e. nugget, thermo-mechanically affected zone (TMAZ) and base metal (BM). An equiaxed dendritic structure exists in the nugget center while a columnar structure is observed at the nugget perimeter. Minor amounts of inner and inter-grain dendritic structures, resulting from partial melting, is found in TMAZ. Discontinuities in the welds are expulsion, gas bubbles, shrinkage cavity, shrinkage cracks and liquation cracks. The thru-thickness hardness of the BM sheet displays a distinct variation. A 1-2 mm wide hardened zone was observed around the indentation perimeter and crack tip on the faying surface in the TMAZ. The positive correlation is found between the weld strength and weld button diameter. The fracture mode for tensile-shear tests is interfacial fracture while button pull-out fracture for coach-peel tests.
Key words: AA5754 aluminum alloy; resistance spot welding; microstructure; discontinuity; microhardness; mechanical property
Foundation item: Project(2014DFA51270) supported by International Science and Technology Cooperation Program of China
Received date: 2017-03-03; Accepted date: 2017-07-20
Corresponding author: JIA Zhi-hong; Tel: +86-23-65102029; E-mail: zhihongjia@cqu.edu.cn
(编辑 李艳红)
基金项目:国家国际科技合作专项(2014DFA51270)
收稿日期:2017-03-03;修订日期:2017-07-20
通信作者:贾志宏,教授,博士;电话:023-65102029;E-mail: zhihongjia@cqu.edu.cn

