���±�ţ�1004-0609(2015)-07-1882-08
�����������ߵ��Ʊ���������֯������
�� �1�������1������1������1, 2���� ��1���� ��1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��ɫ�������Ͽ�ѧ�빤�̽������ص�ʵ���ң���ɳ 410083)
ժ Ҫ���������Ƶ����������豸�Ʊ����߲��ϣ��о������¶Ⱥ������ٶȵȹ��ղ����Բ��ϱ�������������֯����ѧ���ܵ�Ӱ�죬ͨ������ѹ����������Ʊ��������Ͽ���ò���й۲�ͷ�����̽������ػ���������������������¶�Ϊ675~685 �桢�����ٶ�Ϊ90~120 mm/minʱ�������Ʊ������������ϼѵ�������ͬʱ�����ղ�����Ծ��������ȡ�����һ��Ӱ�죬�������¶Ⱥ������ٶȷֱ�Ϊ680 ���90 mm/minʱ�������ȡ�����������<100>���������������¶�Խ�ߣ�������ѧ����Խ���졣�������ٶ�Ϊ90 mm/minʱ���Ʊ��������������߾�����ѵ����Լӹ��������������ͨ�ྦྷ���ߣ������������߾��и��õ����ԡ�
�ؼ��ʣ�������������������������ȡ����ѧ���ܣ��Ͽ���ò
��ͼ����ţ�TG146.2���� ���ױ�־�룺A
Preparation of aluminum wire by Ohno continuous casting and its microstructure and properties
HU Wei1, WANG Yan-hong1, ZHAO Xiao-jun1, XIAO Lai-rong1, 2, RAO Bo1, ZHANG Wei1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Key Laboratory of Nonferrous Metals Materials Science and Engineering, Ministry of Education,
Central South University, Changsha 410083, China)
Abstract: Aluminum wires were prepared using the self-made Ohno continuous casting equipment. The effects of process parameters, such as the mold temperature and casting rate, on the surface quality, microstructure and mechanical properties of aluminum wires were investigated. Besides, the microstructures of fracture surfaces of Al wires prepared under optimal process parameters were evaluated, and the relevant mechanisms were identified. The results show that the Al ingots with good surface quality can be successfully fabricated at the mold temperature of 675-685 �� and the casting speed of 90-120 mm/min. Meanwhile, the process parameters have a great effect on the preferred orientation of crystals. When the mold temperature is 680 �� and the casting speed is 90 mm/min, the crystal orientation of grain tends to grow along the direction of <100>. Moreover, when the casting speed is constant, the mechanical properties of ingots are improved with the increasing mold temperature. Furthermore, when the casting speed is 90 mm/min, the plastic processing capacity is the best. In comparison to polycrystalline Al wires, the Al wires prepared by Ohno continuous casting have better integrated performance.
Key words: Ohno continuous casting; surface quality; crystal orientation; mechanical property; fracture morphology
�������类���õļ���˿����֮һ�������������ܶ�С���ɱ����Լ����õĵ���(��λ�����ĵ���������ͭ������)�����Ⱥ���ʴ���ܵ��ŵ㣬�ڼ���˿�������о�����������[1]�����������Ʊ������߾��ж���������֯����ᾧ��������˿������ͬ���Ҿ�����������ѧ���ܺ���˿���ܣ�������ϸ˿���������[2-4]��
���⾭����������������������о����Ѿ�ȡ�����ش�ɹ�[5]����1978���ձ�ǧҶ��ҵ��ѧ����OHNO�����������������������ü������ձ������˹㷺��Ӧ���о�����ȡ��Խ�ɼ�[6]�����磬�ձ�������˾�����˸��ֽ�����״���ӵ���������ͭ�ܣ��ձ����渻ʿ��˾�����������������˸�Ӳ��Al-35%Cu�Ͻ�����Ӧ���ڲ��ͻ��������۵�Ӳ��Ѻ������Ͻ���ĺ������ձ��źӵ�����˾�ѳɹ���Ӧ���������������Ʊ��˵����߲IJ����г��ϵõ��˹㷺���ƹ��Ӧ�� [7]���ڹ����о����棬����������Ҫ�Ե��۵������������Ǧ��п����Ͻ���γɹ��ս����˴������о�������ô�����ѧ��1988�꽨���ĵ�����������ʵ���ң��ѿ������������۵����Sn��Bi��Al�Լ����۵����Ni��Co��[8]���ر���������Ϣ�����ķ�չ���������о���ͨ�����ü����ģ��ķ�ʽչ�����������������е��¶ȳ�����Һ�������״��λ�á�����ᾧ�����Լ����������ȷ�����о���ʹ���������������о�ȡ���˸����ͻ ��[9-10]����1986�꣬������ͨ��ѧ�̽���[11]�״ν����������������ܵ��й������ڲ�չ������������Sn��Al�߲ĵȵ��о�����㶫��ҵ��ѧ�IJ������[12]��Al��Cu��Sn����״����Ͻ�����������о�������ȡ��һ���ļ����ɹ���������ҵ��ѧ�ĺ�ƽ[13]��������������Al��Cu�߲ģ�����һ���о��˵�����֯�ݻ������������������չ��̵ȡ������Ƽ���ѧ�����ҵ��ѧ�����������������¶ȳ�ģ��ȷ���ȡ����һ����ͻ��[14-15]��������ԣ�������������������Ĺ����о��뿪����Ϊ��Ծ����죬�����������ָ����Լ����Լӹ��ĺϽ������Ͳġ����ҹ����ڶ����������������о������������������Ĺ��տ���ȱ��ϵͳ���ۣ�ͬʱ�о��Ľ���Ʒ�ֽ��٣�Ӧ�������������������IJ�Ʒֻ���߲ģ���ʵ��Ӧ���ϸ����ټ�����ʵ�������������������������൱���ľ���[8]����ˣ���չ�������������Ĺ����о������������Ƚ��Ƽ������ƽ��ҹ���������ĿƼ����������ش����塣
�����������ղ�����Ҫ�������¶ȡ������ٶȡ���ȴ����ȣ����ǵĸı����ƥ��ֱ��Ӱ���Ź�Һ�����λ������״���Ӷ�Ӱ���߲���֯������[16]�����У������¶Ⱥ������ٶ�����ɹ�Һ����λ������״�仯����Ҫ���أ������¶ȵĿ������������������Ĺؼ������������������������¶ȱ�������ڽ�����Һ�����¶����ϡ����ʵ������¶Ȳ������Ա������Һ�������������̣����ҿ��Ա�֤��Һ����ά�������ͳ��ڸ�����ʹ���ͳ��ڴ������߱�������Һ��Ĥ[17]��ͬʱ���о����������ٶȵĸı�������������������ȡ�������й�ϵ[18]��
���������о���ͬ���ղ����������������ߵ�����֯����ѧ���ܵ�Ӱ�죬���������������徺����������ѹ��ղ�������������̽�֡�
1 ʵ��
��ʵ���Դ�����(����Ϊ99.99%(��������))Ϊ��Ҫ���ϣ��������Ƶ����������豸�Ͻ���ʵ�飬�Ʊ��õ�d 3 mm�����ߡ������¶�Ϊ700 �棬�����¶�Ϊ665~695 �棬�����ٶ�Ϊ70~130 mm/min����ȴ����Ϊ30 mm����ȴˮ��Ϊ50 L/h��ѹ�˾�ѹͷΪ3 mm��
����D/Max 2500��X����������(XRD)��������������������ɼ�����ȡ���������в��Ժͷ����������������£��в�ΪCu�У����ٵ�ѹ�͵���ǿ�ȷֱ�Ϊ40 kV��250 mA��ɨ��Ƕ�(2��)Ϊ10��~80�㡣���У�ÿ��ɨ���ʱ��Ϊ15 s��ɨ�貽��Ϊ0.02�㡣����DDL100������������������������������������ܽ��в��ԣ�ѡȡ�����غ�500 kN�������ٶ�1 mm/min�������ߴ��Ϊd 3 mm��50 mm���������Ѻ���Sirion200������ɨ��羵�������������ߺ���ͨ�ྦྷ����(ij����ͳ��������)�ĶϿ���ò���й۲�ͷ�����
2 ���������
2.1 ���ղ����Ա���������Ӱ��
ͼ1��ʾΪ�����¶ȶ����߱���������Ӱ��(�����ٶ�Ϊ90 mm/min)����ͼ1�ɼ����������¶�Ϊ665��670 ��ʱ�����߱�����ڻ��ۣ��������¶ȷֱ�Ϊ675��680��685 ��ʱ����������⻬���������¶�Ϊ690��695 ��ʱ�����ͱ�����ڲ��ơ��������������¶ȵ�����ʹ����������ʱ���ͷŵĽᾧDZ�����ӣ����������ܼ�ʱ����ʱ�ᵼ�������������¶����ߣ���Һ�������ͨ�����������ɢ���ٶȣ���ƽ��ᾧ���ȡ���ˣ���Һ��������������¶ȵ����߶������ƣ������ı�������Ҳ��֮�����ı�[19-21]���������¶Ƚϵ�ʱ����Һ�����������ڣ���Һ�������ڲ��Ϳ�ʼ���̣����������������ڱڵ�Ħ��������������߱������ػ��ˡ����������¶����ߣ���Һ���������������ͳ��ڸ�������Һ��Ĥ�����ͼ��Ħ����С���������������ѡ����������¶ȸ���690 ��ʱ�����ڹ�Һ���������������ͳ��ڽ�Զ��λ�ã�������Һ����������Ӱ��ϴ�ʹ���������������ײ������ƣ����������ϲ�ڱ�ʵ���У�����ȴ����Ϊ30 mmʱ�������¶ȱ�����675~685 ��֮�����d 3 mm����������Ϊ���ʡ�
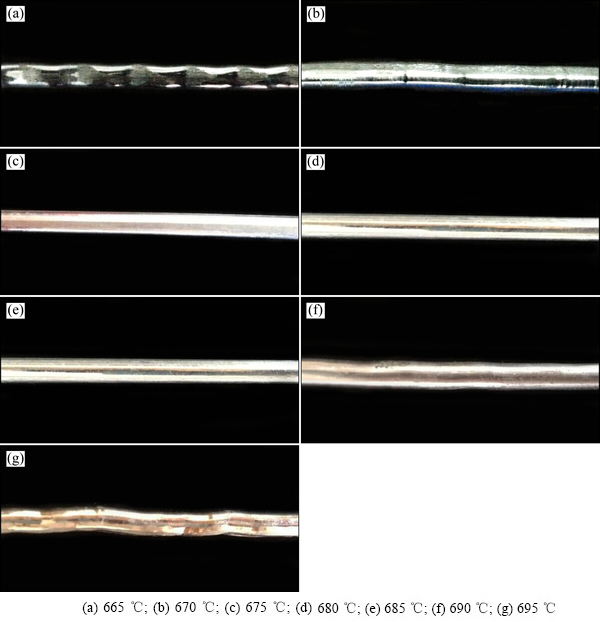
ͼ1 �����ٶ�Ϊ90 mm/minʱ��ͬ�����¶ȶ����߱���������Ӱ��
Fig. 1 Effects of different mold temperatures on surface quality of Al wires at casting speed of 90 mm/min
ͼ2��ʾΪ�����ٶȶ����߱���������Ӱ��(�����¶�Ϊ680 ��)����ͼ2�ɼ����������ٶȴ�70���ӵ�120 mm/minʱ�������������߱�����������ߡ��������������ٶȵ����ʹ�úϽ�����ʱ�ᾧDZ�ȵ��ͷ����ӣ���ʹ�����¶�����[22]����ˣ���Һ�������ͨ������������ɢ�ȣ�����ʹ�����¶ȱ��ֲ��䡣��Һ���������ƶ�����С�������������ڱڵĽӴ����������������������������������ٶȴﵽ130 mm/minʱ�����ڽ������Ϳڼ�ľ�����Ͻ�Һ��ı���������С��Һ��������������ײ������ƣ����������ϲ����ʱ�����ᷢ��©Һ������ȴ����Ϊ30 mmʱ�������ٶȱ�����90~120 mm/min�����ڵõ��⻬�����ߣ��Ҹߵ������ٶȿ����������Ч�ʣ������ڴ��ģ��ҵ��������
2.2 ���ղ�������֯�ṹ��Ӱ��
ͼ3��ʾ���ڲ�ͬ�����¶����Ʊ��������������ߵ�XRD��(�����ٶ�Ϊ90 mm/min)����ͼ3�ɿ������������¶�Ϊ665 ��ʱ����������������֯����4�ֲ�ͬ�ľ���ȡ������(111)�����������ǿ���þ���ľ������϶ࣻ�������¶�Ϊ680 ��ʱ������(200)������������ǿ��(111)��(200)��(311) 3������������ǿ�����Լ������������¶�������685��690 ��ʱ��������(200)�����⣬�������������档
�����¶ȸı���ɾ��徺����������Ϊ����ľ���������ͨ�����ƹ�-Һ�������״���ﵽ�ģ������ղ����ı�Թ�Һ�����λ�ü���״�кܴ�Ӱ��[23]����ˣ�����ľ��������빤�ղ����ĸı��ܲ��ɷ�[18]�������о��������εĹ�-Һ���������ھ����������̵���̭���ܹ�ʵ�ֵ�������[24-25]���������¶Ƚϵ�ʱ����Һ����Ϊ���Σ����徺�����������ع�-Һ����ǰ���¶ȷֲ�����ɢ����ˣ��Ӿ��������ܻ������ƣ���������������ܵ��Ӿ������ƣ������������������̵Ķྦྷ����״�����������¶�����ʱ�����ڼ������͵��¶ȸ��������۵㣬�������ͱ��ϵijɺˣ���Һ���������״����ʱ�侧�徺�������������Һ����ǰ���¶ȷֲ������ľ�£���Ӿ������ܵ��������ƣ����ܳ�������̭���Ӷ��������������ٵ���״��������������һ���棬�����¶ȼ�������ʱ����Һ�����λ�ý����ܵ��ϴ�Ӱ�졣��ˣ����ʵ������¶Ƚ������ھ��������������������Ϊ���������ṹ����<100>����Ϊ���������������������<011>����<111>����������ٶ�����������������������ʱ���ڲ�ͬ�����ϵ�����������ʹ������������������һ�µľ�������̭��ֱ���ﵽ�ȶ����̽Ρ�����������������¶�Ϊ680 ��ʱ�������ȡ�������������ԣ�����������Ϊ(200)������ȡ��Ϊ��ֱ��(200)���<100>����
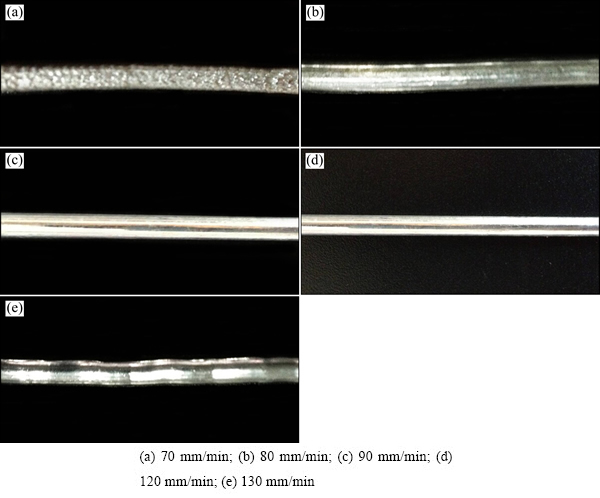
ͼ2 �����¶�Ϊ680 ��ʱ��ͬ�����ٶȶ����߱���������Ӱ��
Fig. 2 Effect of different casting speeds on surface quality of Al wires at mold temperature of 680 ��
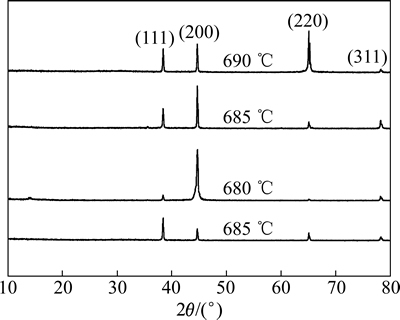
ͼ3 �����ٶ�Ϊ90 mm/minʱ��ͬ�����¶����Ʊ���������������XRD��
Fig. 3 XRD patterns of Al wires prepared by Ohno continuous casting at different mold temperatures at casting speed of 90 mm/min
ͼ4��ʾ�Dz�ͬ�����ٶ����Ʊ��������������ߵ�XRD��(�����¶�Ϊ680 ��)����ͼ4�ɿ������������ٶ�Ϊ80 mm/minʱ��(200)��(220)������������ǿ����������Խ϶ࣻ�������ٶ����ӵ�90 mm/minʱ��(311)��������̭��(111)��(220)����ǿ�Ƚ�����(200)�����������ǿ���������ٶ����ӵ�120��130 mm/minʱ����������������ǿ�ȳ�����������������Ϊ�����ٶȵı仯��ı��Һ�������״���������ٶ�����ʱ���������̹��̵Ĵ��������ܵ��ܴ�Ӱ�죬�����ȷ�����ɵ�����ʧ���ӣ���ʹ�����¶��ݶ�����������̽������ذ��ݣ���Һ�������״�����䰼���Ӿ��������������ƣ�����õ�ȡ��϶�ľ���[23]����ˣ��͵������ٶ������ڵõ��������ٵ���״������������Ȼ���������ٶȽ���ʱ����Һ����λ�����������ƶ����Ӷ�Ӱ�������������ߵı�����������ˣ����ʵ������ٶȲ���������ά�ֹ�Һ�������״��λ�ã����������ڵõ���������ȡ��ľ���������������������ٶ�Ϊ90 mm/minʱ������ľ���������������ԣ�����������������Ϊ<100>��
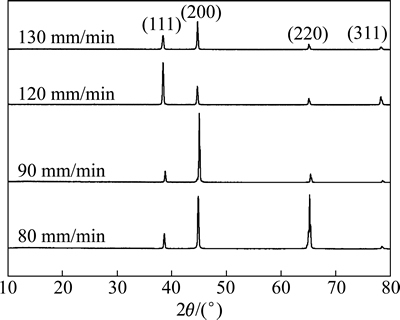
ͼ4 �����¶�Ϊ680 ��ʱ��ͬ�����ٶ����Ʊ��������������ߵ�XRD��
Fig. 4 XRD patterns of Al wires prepared by Ohno continuous casting at different casting speeds and molding temperature of 680 ��
2.3 ���ղ�������ѧ���ܵ�Ӱ��
ͼ5��ʾ�Dz�ͬ�����¶����Ʊ��������������ߵ�����Ӧ��-Ӧ������(�����ٶ�Ϊ90 mm/min)����ͼ5���Կ����������Ա��ο�ʼ������Ӧ���ںܳ�һ��ʱ���ڱ��ֲ��䣬����ֻ���������쳤��ֱ��������Ӧ���½����Աȷ����ɼ����������¶�Ϊ695 ��ʱ������Ӧ����������ɷ����ϴ�ľ������Ա��Ρ���˵�������¶�Խ�ߣ��ӹ�Ӳ������Խ�����ԣ������������ֻ��Ӧ����������ǿ�ȣ��Ϳɷ����ϴ�ľ������Ա��Ρ���һ��������Ʊ����������߲�ʱ�������¶�Խ������������Խ�ã�Խ�����ڲ��ϵĽ�һ����ӹ���
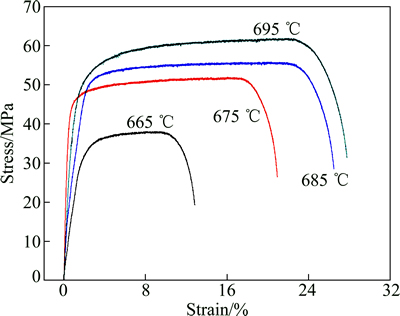
ͼ5 �����ٶ�Ϊ90 mm/minʱ��ͬ�����¶����Ʊ�������������Ӧ��-Ӧ������
Fig. 5 Stress-strain curves of ingots prepared at different mold temperatures and casting speed of 90 mm/min
ͼ6��ʾΪ��ͬ�������ٶ����Ʊ��������������ߵ�����Ӧ��-Ӧ������(�����¶�Ϊ680 ��)����ͼ6���Կ������������ٶ�Ϊ90 mm/minʱ�����ϵĿ���ǿ������Ҿ������Ա��γ̶���������������ߵ�������á�
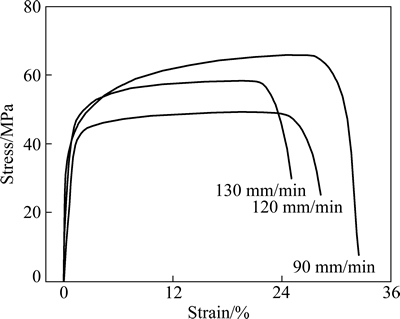
ͼ6 �����¶�Ϊ680 ��ʱ��ͬ�����ٶ����Ʊ�������������Ӧ��-Ӧ������
Fig. 6 Stress-strain curves of ingot prepared at different casting speeds and molding temperature of 680 ��
���ͼ5��6��֪��������������������{111}�����������췽��<100>(������������)��45�㡣�����ڻ��������ٽ����Ӧ���ϴ����������ף���δ�������ƽΡ����ڸ߲���ܵĴ�������������Ӳ���ε���ʼӦ���ܵͣ��ʸýο�ʼ�ú��磬�ڸ�������Ӳ���ε���������ˣ���Ӧ��-Ӧ�������ϣ�ֻ�кܳ�����������Ӳ���Ρ���������Ӳ�����̾������ԵĶ�̬�ظ�����ʹ�üӹ�Ӳ��ָ�����͡���ˣ������������߿��ڽϵ�Ӧ���·����ܳ��ľ��ȱ��Σ�������������Լӹ�������
2.4 �����������߶Ͽ�����
ͼ7��ʾΪ���ʵĹ��ղ�����(�����¶�Ϊ680 �棬�����ٶ�Ϊ90 mm/min)�Ʊ��������������ߺ���ͨ�ྦྷ�������������ĶϿ���ò����ͼ7�ɼ��������������߶Ͽھ������Ե����Ա�����������Ͽڳʱ��״�����ֱ��״�Ͽڵ��γ���Ҫ�����������������еĻ���ϵ�������Ӧ�����������¡���ͨ�ྦྷ���߶Ͽ�Ϊ��Բ�Ρ��ӶϿڵ��������������߶��������Լ����ͶϿڣ�ֻ�����������������ֳ���ȫ�����Զ��ѣ��Ͽ��������ң��ڶϿ����������ԵĻ���������[26]������ͨ�ྦྷ�����ĶϿ�������һ���̶Ⱥ�����Э�����θ������ѣ���Ҫ��Ӧ������һ�����λ����IJ������ۿ������ۼ������γ���ά״�Ͽڣ��ں���ϱ���Ϊ�ྦྷ�������쳤�ʺͶ��������ʶ�����������������С�ö�[27]��ͬʱ�����������������Ѷ����ܼ�����˵�������������ߵ����Լӹ����ܸܺߣ��Ͽڴ������Ե����Ա��Σ�����ͨ�ྦྷ���������٣��ұ������������ߵ�dz����Ҳ֤�������������ߵ��������ڽ����ྦྷ���ߵ����ԡ�
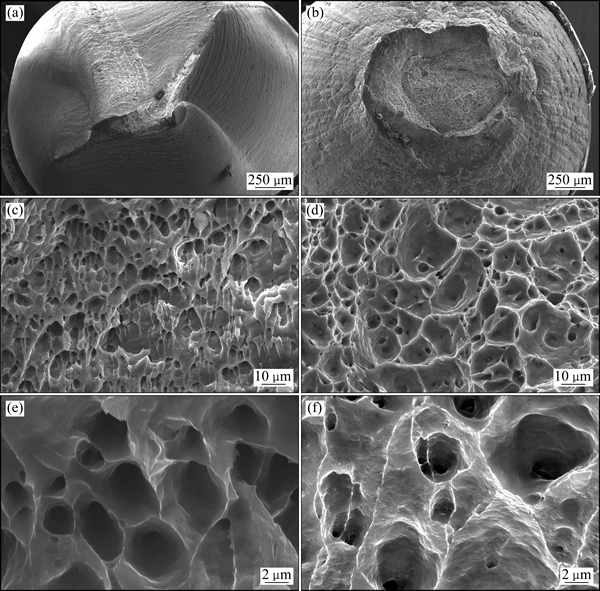
ͼ7 ����������������ͨ�ྦྷ�������������ĶϿ���ò
Fig. 7 Fracture surface SEM images of aluminum wire prepared by Ohno continuous casting ((a), (c), (e)) and polycrystalline aluminum wire ((b), (d), (f)) after tensile tests
3 ����
1) �����¶Ⱥ������ٶȶ������������ߵı�����������ѧ����Ӱ��ϴ�����ȴ����Ϊ30 mm�������£��������¶�Ϊ675~685 �桢�����ٶ�Ϊ90~120 mm/minʱ�������Ʊ������������Ϻá���ѧ�������������ߣ��������¶�Ϊ680 �桢�����ٶ�Ϊ90 mm/minʱ���Ʊ��������������߾�����ѵ����Լӹ����ܡ�
2) ���ղ����ĸı�Ծ��������ȡ������ϴ��Ӱ�졣�������¶�Ϊ680 �桢�����ٶ�Ϊ90 mm/minʱ����������<100>�������������ֳ����Ե�����ȡ��������
3) ����ͨ�ྦྷ������ȣ������������߶Ͽڳʱ��״�����Ѷ����ܼ�������ͨ�ྦྷ���߶Ͽ�Ϊ��Բ�Σ�������dz������������������߾��и��õ����ԡ�
REFERENCES
[1] OKAYASU M, TAKASU S, YOSHIE S. Microstructure and material properties of an Al-Cu alloy provided by the Ohno continuous casting technique[J]. Journal of Materials Processing Technology, 2010, 210(11): 1529-1535.
[2] ZHANG Z M, LI T, XU C J, GUO X F. Microstructure of binary Mg-Al eutectic alloy wires produced by the Ohno continuous casting process[J]. Acta Metallurgica Sinica (English Letters), 2008, 21(4): 275-281.
[3] �� ӱ, �� Զ, �ַ���, �����. ��������п���Ͻ��������߲ĵ���֯����[J]. �й���ɫ����ѧ��, 2001, 11(2): 221-226.
MA Ying, HAO Yuan, YAN Feng-yun, LIU Hong-jun. Microstructure analysis of ZA alloy rod directionally solidified by heated mold continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 221-226.
[4] HUANG Hai-you, NIE Ming-jun, LUAN Yan-yan, LIU Xue-feng. Fatigue property of single-crystal and columnar-grained polycrystalline Cu-12wt.% Al alloys[J]. Procedia Engineering, 2012, 27: 1686-1693.
[5] OKAYASU M, YOSHIE S. Mechanical properties of Al-Si13-Ni1.4-Mg1.4-Cu1 alloys produced by the Ohno continuous casting process[J]. Materials Science and Engineering A, 2010, 527(13): 3120-3126.
[6] OHNO A. Continuous casting of single crystal ingots by the OCC process[J]. Journal of Metals, 1986, 38(1): 14-16.
[7] SODA H, CHABCHOUB F. Experimental study of the horizontal Ohno continuous casting system[J]. Canadian Metallurgical Quarterly, 1992, 31(3): 231-239.
[8] KWON Y A, DAYA Z A, SODA H, WANG Z R, MCLEAN A. Deformation behavior of bismuth�Ctin alloy wires with eutectic morphology produced by the Ohno continuous casting process[J]. Materials Science and Engineering A, 2004, 368(1): 323-331.
[9] BOUHOUCHE S, LAHRECHE M, BAST J. Control of heat transfer in continuous casting process using neural networks[J]. Acta Automatica Sinica, 2008, 34(6): 701-706.
[10] CHANG Guo-wei, CHEN Shu-ying, ZHOU Cong, YUE Xu-dong, QI Yi-hui. Relationship between solid/liquid interface and crystal orientation for pure magnesium solidified in fashion of cellular crystal[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(2): 289-293.
[11] �Ͻ���. OCC������������[J]. ���켼��, 1986, 1(001): 7-11.
XING Jian-dong. Two trials OCC experiments[J]. Foundry Technology, 1986, 1(001):7-11.
[12] ������, ��ҵ��, �̻�, ���ֹ�. ��������������CuAlNi�Ͻ�˿������ƣ������[J]. �ȼӹ�����, 2006, 35(9): 5-8.
CAI Lian-shu, YU Ye-qiu, LUO Ji-hui, LI Wo-guang. Tensile fatigue of superelastic CuAlNi SMA wires by heated mould continuous casting process[J]. Casting and Forging, 2006, 35(9): 5-8.
[13] �� ƽ. ��������ͭ��̬��������о�[D]. ����: ������ҵ��ѧ, 2004: 51-71.
HE Ping. Study on the characteristics of continuous casting of single crystal Cu dynamic impact[D]. Xi��an: Northwestern Polytechnical University, 2004: 51-71.
[14] ������, �� ��, ���ؽ�, ������, �����. ��������Al-Cu�Ͻ����֯������[J]. ���ҵ��ѧѧ��, 2000, 26(2): 12-15.
DING Yu-tian, DAI Lei, YANG Shou-jie, YAN Wei-wu, XU Guang-ji. Microstructure and properties of Al-Cu alloy produced by OCC[J]. Journal of Gansu University of Technology, 2000, 26(2): 12-15.
[15] ÷ ��, ���»�, л����. BFe10��ͭ�ܲ������������ˮƽ���������¶ȳ�ģ��[J]. �й���ɫ����ѧ��, 2012, 22(5): 1430-1439.
MEI Jun, LIU Xin hua, XIE Jian xin. Solidification temperature field simulation of BFe10 cupronickel tube during heating cooling combined mold continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1430-1439.
[16] �� ��, ����ï. �������������ķ�չ�����ڵ���ͭ�����е�Ӧ��[J]. �Ϻ���ɫ����, 2009, 30(3): 134-137.
PENG Zi, LI Ming-mao. Development of Ohno continuous casting process and its applications for producing single crystalline copper[J]. Shanghai Nonferrous Metals, 2009, 30(3): 134-137.
[17] ��ҵ��, �� ��, ���ֹ�. ��ͭ�������������¶ȳ�[J]. ���켼��, 2006, 26(11): 1054-1057.
YU Ye-qiu, ZHAO Feng, LI Wo-guang. Temperature fields in the heated mold continuous casting of cupronickel tubes[J]. Foundry Technology, 2006, 26(11): 1054-1057.
[18] �� ��, �� ��, ������, �� ��. ��������ַ��ĵ��������������̹��̵���ֵģ��[J]. �ϲ���ѧѧ��(���ư�), 2008, 30(1): 32-35.
LI Ke, BI Yun, LUO Pei-lan, GUO Feng. Numerical simulation of solidification in OCC Process based on the finite difference method[J]. Journal of Nanchang University (Engineering and Technology), 2008, 30(1): 32-35.
[19] ���»�, ���, ����־. ��Һ�����뵥��������������[J]. �����о�ѧ��, 2009, 13(3): 320-322.
FAN Xin-hui, LI Jian-Guo, FU Heng-zhi. Effects of solid-liquid interface on surface quality of CCSC[J]. Chinese Journal of Materials Research, 2009, 13(3): 320-322.
[20] �� ӱ, �� Զ, �ַ���. п���Ͻ����������Ĺ��շ���[J]. �й���ɫ����ѧ��, 2001, 11(S1): s56-s62.
MA Ying, HAO Yuan, YAN Feng-yun. Process for zinc-aluminum alloy of Ohno continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(S1): s56-s62.
[21] ������, ����ԥ, �����, �¹���, ������. ��ͭ��������������ά����֯ģ��[J]. �������켰��ɫ�Ͻ�, 2006, 26(9): 554-558.
DING Yu-tian, ZHANG Qin-yu, XU Guang-ji, YI Guan-yu, KOU Sheng-zhong. Simulation of three-dimensional microstructure on pure copper of Ohno continuous casting process[J]. Special Casting and Nonferrous Alloys, 2006, 26(9): 554-558.
[22] ������, ������. ����������Һ����λ�ú���״�Ŀ��Ʒ���[J]. ���켼��, 2008, 29(1): 72-74.
KOU Sheng-zhong, DING Yu-tian. Control and analysis of location and shape of solid/liquid interface in heated mold continuous casting[J]. Foundry Technology, 2008, 29(1): 72-74.
[23] WANG Zhen, LIU Xue-feng, XIE Jian-xin. Effects of solidification parameters on microstructure and mechanical properties of continuous columnar-grained Cu-Al-Ni alloy[J]. Progress in Natural Science: Materials International, 2011, 21(5): 368-374.
[24] �� ӱ, �� Զ, �ַ���, �����. ��������п���Ͻ��ȱ���γ������[J]. �й���ɫ����ѧ��, 2001, 11(S2): s47-s53.
MA Ying, HAO Yuan, YAN Feng-yun, LIU Hong-jun. Defect formation and mechanism of cast zinc-aluminum alloy of continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(S2): s47-s53.
[25] �� ��, �� ��, ��սӢ, ���»�, �� ��. ��������ͭ�߲ľ����������ݻ��������о�[J]. ���켼��, 2006, 27(1): 11-14.
WANG Xin, LI Bing, ZHANG Zhan-ying, FAN Xin-hui, YAN Wen. Study on the characteristic of crystal growth and evolution of copper wires produced by OCC method[J]. Foundry Technology, 2006, 27(1): 11-14.
[26] MURPHY W J, HIGGINBOTHAM A, KIMMINAU G. The strength of single crystal copper under uniaxial shock compression at 100 GPa[J]. Journal of Physics: Condensed Matter, 2010, 22(6): 065404.
[27] ����ϼ, ����. �����������������ĶϿ���ò���γɻ���[J]. �Ϻ�����, 2013, 35(4): 13-16.
LI Xing-xia, CUI Guo-ming. Fractography and formation mechanisms of single crystal metals prepared by Ohno continuous casting[J]. Shanghai Metals, 2013, 35(4): 13-16.
(�༭ �� ��)
������Ŀ���㶫ʡ��������ѧ�н����Ŀ(2012A090300008)
�ո����ڣ�2014-09-12�������ڣ�2014-12-24
ͨ�����ߣ�Ф���٣����ڣ���ʿ���绰��0731-88877499��E-mail��xiaolr@csu.edu.cn

