
Microwave drying characteristics and kinetics of ilmenite
LI Yu, LEI Ying, ZHANG Li-bo, PENG Jin-hui, LI Chang-long
Key Laboratory of Unconventional Metallurgy, Ministry of Education,
Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology,
Kunming 650093, China
Received 22 February 2010; accepted 4 May 2010
Abstract: The microwave drying of ilmenite was investigated. The effects of power levels and sample mass on drying characteristics of moisture content, drying rate, moisture ratio were studied, with microwave power ranging from 119 W to 700 W and sample mass from 5 g to 25 g. The drying processes were completed within 2-8 min at different conditions. The moisture content and drying rates are found to be dramatically affected by microwave power density. For all drying processes the prior microwave absorption of moisture produces an accelerating peak on the drying rate curves in the initial stage. For the sample mass of 25 g and power of 385 W, the drying kinetics were studied. The experimental results fit better to the Henderson-Pabis index model rather than the Page’s semi-empirical model; the drying rate constant k is increased with the increase of microwave power and decrease of sample mass.
Key words: ilmenite; microwave drying; moisture content; drying rate; moisture ratio; kinetics
1 Introduction
Ilmenite is the most important raw material to be applied in the pigment and titanium sponge production. Due to the low FeTiO3 grade in the original ore, it is necessary to enrich by gravity, magnetic and flotation separation[1-3]. After dressing, the moisture content of ilmenite ore is between 8%-12%. To meet the electro-smelting requirement, the moisture content of ilmenite should not exceed 1%[4], so the ilmenite must be dried. At present, the principal drying processes for ilmenite are flash drying, fluidized bed drying, rotary kiln drying and other conventional drying methods[4-6]. All of them are normal thermal medium or electric heating drying. During the conventional drying, heat is transferred from outside to inside, which is in the opposite direction to the steam diffusion, causing low drying efficiency. As a result, the conventional drying takes long time and consumes more energy. Apart from this, the shortcomings of conventional drying include: the drying system is very enormous and complicated; the main drying equipments need huge steam generators, large number of coal haulage truck and a big yard; numerous exhaust gases and hazardous substance from coal fuel burning are produced. Therefore, it is necessary to search for a new type of drying process to shorten the drying time and improve the drying efficiency.
Microwave heating meets the above demands and becomes one of the new drying process candidates. Microwave is a kind of electromagnetic wave, with frequency between 3×108 Hz and 3×1011 Hz, making bigger penetration depth in dielectrics. Microwave heating is realized through increasing the molecular thermal motion and collisions; in consequence, direct heating of materials through the energy exchange and high efficiency are reached without temperature gradient heating. The outstanding features of microwave heating are rapid and selective. The water specific inductive capacity of 60-78 is much bigger than that of the common ores irradiated in a microwave field, since water molecules always quickly absorb electromagnetic wave and the moisture is rapidly transferred to vapor. The characteristics of microwave heating define the advantages of microwave drying, such as shortening the process time, reducing the equipment space and decreasing the released pollutants. Many literatures referred to the microwave drying of woods[7-8], vegetables and fruits[9-10], and ores[11-13]. To the author’s knowledge, so far there is no reported literature on the microwave drying of ilmenite. In this work, the microwave drying characteristics of the ilmenite concentrates for different amount of materials and power are studied; and the impact of different powers and the different amounts of materials on the kinetics are discussed.
2 Experimental
2.1 Materials
The ilmenite was obtained from a company in Panzhihua, Sichuan Province of China. The chemical components and granularity distribution of the sample are shown in Tables 1 and 2.
Table 1 Chemical components of ilmenite (mass fraction, %)

Table 2 Granularity distribution of ilmenite

It can be seen from Tables 1 and 2 that the ilmenite is composed of titanic iron ore, iron oxides and gangues; its granular size mainly ranges from 50 to 250 μm. The titanic iron ore, iron oxide and gangue consisting of MgO have strong absorption capacity of microwave [14-16]. Before the experiments, ilmenite was placed in the drying oven until final mass reached; then the dried ilmenite was dipped in water. After adequate absorption of water, the water inside the sample was reduced to about 10% in mass by a centrifugal drier; thus the simulation material made of compounds during the ilmenite-concentrate flotation process was obtained. Three copies of simulation materials were placed inside the oven to bake at 105 °C for 24 h, then their exact moisture content was determined. The results showed that the moisture content of ilmenite is 0.11 kg water per kg dried basis (11%).
2.2 Drying equipment and procedure
The drying equipment (Fig.1) was modified from a domestic digital microwave oven with technical features of 220 V and frequency of 2 450 MHz, which has adjustable output microwave power of 119, 231, 385, 539, and 700 W, respectively.
Moisture loss was measured by a thermogravimetric balance, which has a precision of 0.001 g and is connected to the computer. The material to support the bracket and drainage thread is made of low dielectric material PTFE. Software provided by Shanghai Precision Scientific Instrument Company for data collection was used, with the interval (step size) of 5 s. The simulated
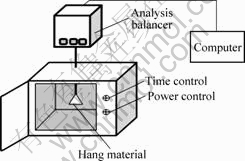
Fig.1 Diagram of microwave drying equipment
material was tiled on the plate of PTFE with rectangular shape and thickness of 8-10 mm. The drying surface area for 5, 10, 15, 20 and 25 g ilmenite are 3, 8, 10, 16.5 and 17.5 cm2 respectively. For the fixed sample mass of 25 g and power of 385 W, the drying kinetics were also performed.
2.3 Data analysis
The moisture content, drying rate and moisture ratio of ilmenite were calculated using the following equations[17-19]
mC=mt/m×100% (1)
where mC is the dried basis moisture content, %; m is the absolute amount of dried basis, kg; mt is the moisture amount at the time of t, kg;
DR=Ws/(A?t) (2)
where DR is the drying rate, g/(s・cm2); ms is the amount of vaporization of water, g; A is the area of drying surface of ilmenite, cm2; t is the drying time, s;
R=(mt-me)/(m0-me) (3)
where R is the dimensionless moisture ratio; mt is the moisture content at a specific time, %; m0 is the initial moisture content, %; me is the equilibrium moisture content, %. And the material of equilibrium moisture content is assumed to be zero[19].
It is necessary to take many factors into account in the drying kinetics, such as the temperature, the wind speed (air flow), the dry media, as well as the type, humidity, the thickness and the surface area of the sample. The experiment was taken in a closed space and continuous measurements for materials were conducted maintain the same air flow rate. Because of very tiny sample size, the effect of the air humidity on drying was negligible. Page’s semi-empirical model and Henderson-Pabis index model were adopted to fit experimental data, respectively[20-21]:
Page’s semi-empirical model
R=exp(-k?tn) (4)
Henderson-Pabis index model
R=A0?exp(-k?t) (5)
where R is the dimensionless moisture ratio; k is the constant of drying rate, s-1; t is the drying time, s; n is the dimensionless reaction order; A0 is the index of the dimensionless preexponential factor.
3 Results and discussion
3.1 Effect of microwave power
Figure 2 describes the microwave drying curves of the moisture content versus drying time at different microwave power levels. It can be seen from Fig.2 that, as the microwave power increases, the ilmenite moisture content significantly decreases. At the power of 119 W, the longest drying time is required, while at the power of 700 W the shortest drying time is required. At the power of 231, 385 and 539 W, the drying time is about the same. But when the moisture content of ilmenite is less than 2%, the drying curve of 700 W locates at the most left, indicating that the high microwave power density benefits the deep drying of ilmenite.
The drying rate curves of ilmenite at different power are given in Fig.3. Figure 3 shows that the impact of microwave power on the drying rate is significant, and the highest drying rate occurs at the power of 700 W. In the different drying stages, there is a distinctive feature in the drying rate curves, which displays the sharp peaks at the moisture content between 11% to 8%. The reason is that the permittivity of water of 78 is much larger than the permittivity of ilmenite of 7; in other words, the microwave absorption of water is much higher than that of the ilmenite. In the beginning stage, the quick microwave absorption of water leads to rapid water evaporation. After the ilmenite microwave absorption the temperature rises. The process tends to follow a general procedure: accelerating drying→constant rate drying→ decelerating drying. At the power of 119 W, the drying
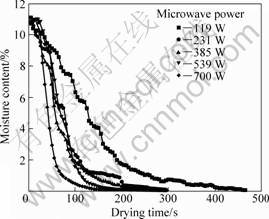
Fig.2 Moisture content vs drying time at various microwave power

Fig.3 Drying rate vs moisture content at various microwave power
rate shows a more relative remarkable peak than that under the other power levels, which further proves that the moisture has priority to absorb the microwave in the initial stage. Meanwhile, at the power of 119 W, the significances of acceleration and deceleration stage are much lower than those of the other powers, resulting in a long constant rate drying stage (the moisture content reduces from 10% to 2% in about 150 s). The reason is that, at low power, the heating rate of ilmenite is low, and the thermal equilibrium easily reaches. At the power of 700 W, the constant drying rate stage almost disappears. The reason is that, under high power, the temperature of ilmenite is higher than those of other power density, leading to quick drying. At the power of 231, 385 and 539 W, the drying rate changes dramatically, but generally maintains an accelerating drying→constant rate drying→decelerating drying pattern. Under all power levels, the drying process starts entering into the decelerating drying stage when the moisture content is close to 2%, it may be related with hard drying of the capillary and mineral bound water in ilmenite.
Figure 4 shows the moisture ratios of the ilmenite dried at various microwave power. It can be seen from Fig.4 that the moisture ratio displays similar trends to the moisture content. Page’s semi-empirical model and Henderson-Pabis index model are used to fit the curves in Fig.4. Henderson-Pabis model shows a 0.99 correlation (Table 3) which is higher than the Page’s semi-empirical model’s result. The model and experimental values of the lnR are shown in Fig.5, indicating the precision of Henderson-Pabis model used to fit the relation of moisture ratio versus drying time. The drying rate constant k and exponential factors A0 are shown in Table 4.
3.2 Effect of sample mass
Figure 6 shows the microwave drying curves for different sample mass. It can be seen from Fig.6 that the drying time needed increases with the increase of sample mass, which is more obvious when the moisture content is less than 4% for each sample. This may be related with the low power density and small steam diffusion rate inside the ilmenite layer. The temperature gradient also can affect the steam diffusion. The mass transfer process
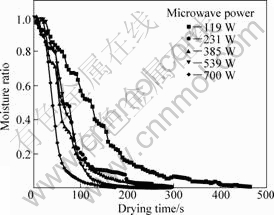
Fig.4 Moisture ratio vs drying time at various microwave power

Fig.5 Relationship between ln R and drying time by Henderson- Pabis model
Table 3 Fitting coefficient of different models

Table 4 Kinetics parameters of Henderson-Pabis index model at various microwave power
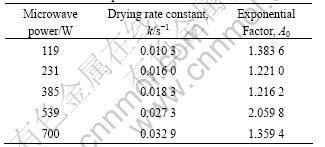
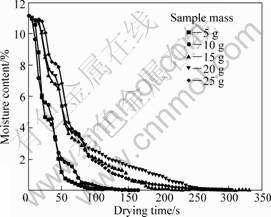
Fig.6 Moisture content vs drying time with various sample mass
will be intensified by the same direction of temperature gradient and steam diffusion, and this intensifying effect will increase with the raise of temperature gradient. In this work, the temperature gradients are related with the power density and the heat exchange between ilmenite layers and the atmosphere.
Figure 7 gives the drying rate curves for ilmenite vs moisture content with various sample mass. The drying rate curves at the mass of 15, 20, 25 g look similar. There is no apparent constant rate drying stage at the end of the accelerating drying, different from Fig.3. For the sample mass of 15 to 25 g at the moisture content of about 4%, the decelerating stage reaches instantly, because at a low power density, the residual moisture (including part of free water and capillary water) hardly evaporates. For the sample mass of 5 and 10 g, the dehydration rate peaks occur at the moisture content of about 5% and 8%, and it then quickly changes into the constant rate drying stage. The reason is that for the mass of 5 and 10 g at the power of 385 W, the high power density makes the moisture have bigger microwave absorption rate, so the drying rate increases rapidly at the beginning.
Figure 8 shows the moisture ratios of ilmenite with various sample mass. It also can be seen from Fig.8 that the moisture ratio curves display similar tendency with the drying curve in Fig.6. Henderson-Pabis index model also shows an average correlation coefficient of 0.99 (see
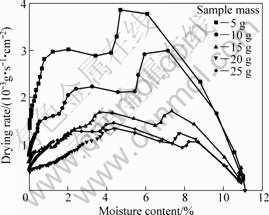
Fig.7 Drying rate vs moisture content with various sample mass
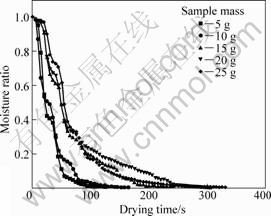
Fig.8 Moisture ratio vs drying time with various sample mass
Table 5), higher than the Page’s empirical model for this work. The precision of Henderson-Pabis model’s result for a comparison of theoretical and experimental value are described in Fig.9. The kinetics parameters are shown in Table 6.
Table 5 Fitting coefficient of different models
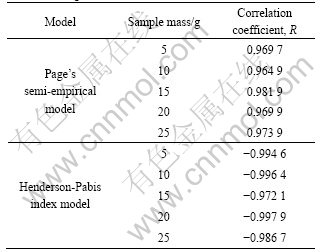
Table 6 Kinetics parameters of Henderson-Pabis index model at various sample mass
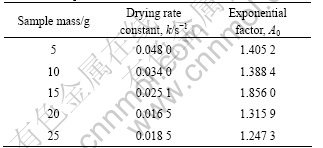

Fig.9 Relationship between ln R and drying time by Henderson-Pabis model
4 Conclusions
The drying characteristics of ilmenite were studied under microwave conditions with different power supplies and sample mass. The variations of moisture content, drying rate and moisture ratio are found to be dramatically affected by the microwave power density. The thermal exchange between material layer and ambient and the temperature gradient inside ilmenite layer also can affect the drying process. The prior microwave absorption of moisture gives rise to an accelerating peak on the drying rate curves in the initial stage.
References
[1] BULATOVIC S. Process development for treatment of complex perovskite, ilmenite and rutile ores [J]. Minerals Engineering, 1999, 12(12): 1407-1417.
[2] FAN X, ROWSON N A. The effect of Pb(NO3)2 on ilmenite flotation [J]. Minerals Engineering, 2000, 13(2): 205-215.
[3] ZLAGNEAN M, TOMUS N, VASILE C, VASILE I. Processing of valuable vein-minerals, as molybdenite, monazite, magnetite, pyrite and ilmenite [J]. Developments in Mineral Processing, 2000, 13: C10-5-C10-9.
[4] CAI N, YE S C. Heat transfer characteristics of ilmenite fine-particles in an aerated vibro-fluidized bed with horizontal heating tubes [J]. Journal of Sichuan University (Engineering Science Edition), 2002, 34(1): 44-55. (in Chinese)
[5] ZHAO M. Application of high efficiency flash dehydrator [J]. Journal of Guangdong Non-Ferrous Metals, 2002, 12(1): 13-16. (in Chinese)
[6] XIONG H R, WANG H Y. Application of pneumatic mill drier in the treatment of titanium concentrate and improvement of its feeder [J]. Journal of Guangdong Non-Ferrous Metals, 2001, 11(2): 96-98. (in Chinese)
[7] JIA D H, AFZAL M T. Modeling of moisture diffusion in microwave drying of hardwood [J]. Drying Technology, 2007, 25(1): 449-454.
[8] LI X J, ZHANG B G, LI W J. Microwave-vacuum drying of wood: model formulation and verification [J]. Drying technology, 2008, 26(10): 1382-1387.
[9] LUPINSKA A, KOZIOT A, ARASZKIEWICZ M. The changes of quality in rapeseeds during microwave drying [J]. Drying Technology, 2009, 27(7): 857-862.
[10] DADALI G, DEMIRHAM E, OZBEK B. Color change kinetics of spinach undergoing microwave drying [J]. Drying Technology, 2007, 25(10): 1713-1723.
[11] GANESAPILLAI M, REGUPATHI I, MURUGESAN T. Characterization and process optimization of microwave drying of plaster of paris [J]. Drying technology, 2008, 26(10): 1484-1496.
[12] TAIRA H, MATSUI T. High capacity microwave drying of monolithic refractories in nippon steel corporation [J]. Drying technology, 2008, 28(2): 143-149.
[13] BONAFONTE A B, IGLESIAS O, BUENO J L. Effects of operating conditions on the combined convective-microwave drying of agar gels [J]. Drying Technology, 2007, 25(10): 1867-1873.
[14] PENG J H, HUANG M Y, ZHANG Z Y, ZHANG L B, ZHANG S M, ZHANG Z B, HUANG M, FAN X X. Non-isothermal kinetics and absorption property of leaching primary titanium-rich materials by microwave heating [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(1): 207-214. (in Chinese)
[15] HUANG M Y, PENG J H, LEI Y, HUANG M, ZHANG S M. The temperature rise behavior and microwave absorbing characteristics of ilmenite concentrate in microwave field [J]. Journal of Sichuan University (Engineering Science Edition), 2007, 39(2): 111-115. (in Chinese)
[16] PENG J H, YANG X W. The new applications of microwave power [M]. Kunming: Yunnan Science and Technology Press, 1997. (in Chinese)
[17] AGIESZAK N, ADAM F, ALICJA Z K, ANNA S, ANITA B. Drying kinetics and quality parameters of pumpkin slices dehydrated using different methods [J]. Journal of Food Engineering, 2009, 94(1): 14-20.
[18] PAN Y K, WANG X Z, LIU X D. Modern dehydration technology [M]. Beijing: ChemicalIndustryPress, 2007. (in Chinese)
[19] GANESAPILLAI M, REGUPATHI I, MURUGESAN T. An empirical model for the estimation of moisture ratio during microwave drying of plaster of paris [J]. Drying Technology, 2008, 26(7/9): 963-978.
[20] SOYSAL Y. Microwave drying characteristics of parsley [J]. Biosystems Engineering, 2004, 89(2): 167-173.
[21] GIRI S K, PRASAD S. Drying kinetics and rehydration characteristics of microwave-vacuum and convective hot air dried mushrooms [J]. Journal of Food Engineering, 2007, 78(2): 512-521.
钛精矿的微波干燥特性及动力学
李 雨,雷 鹰,张利波,彭金辉,李长龙
昆明理工大学 冶金与能源工程学院,非常规冶金省部共建教育部重点实验室,昆明 650093
摘 要:研究微波功率及物料量对钛精矿微波干燥的含水率、脱水速率、水分比等干燥特性的影响。实验微波功率范围为119~700 W,物料量为5~25 g。不同的干燥条件下干燥过程均延续2~8 min。研究发现微波功率密度对含水率和干燥速率的影响较大,所有干燥过程都有一个明显的特征,即在初始阶段有加速干燥峰。固定物料量为25 g和微波功率为385 W时,分别对钛精矿的微波干燥动力学进行研究。结果表明:相对于Page半经验模型,干燥过程更符合Henderson-Pabis指数模型。干燥速率常数随着微波功率的增加和物料量的减少而增加。
关键词:钛精矿;微波干燥;含水率;干燥速率;水份比;动力学
(Edited by LAI Hai-hui)
Foundation item: Project(2007CB613606) supported by the National Basic Research Program of China; Project(50734007) supported by the National Natural Science Foundation of China
Corresponding author: PENG Jin-hui; Tel: +86-871-5192076; E-mail: jhpeng_ok@yeah.net
DOI: 10.1016/S1003-6326(11)60700-0

