���±��: 1004-0609(2005)04-0519 -05
6061���Ͻ�ECAP���κ��˻���֯�ȶ��Ժ�֯���仯
������1, �� ݶ1, �Ź���1, J. C. Lee2
(1. �Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ����, �Ϻ� 200030;
2. Division of Materials Science and Engineering,Korea University, Anam, Seoul 136-701, Korea)
ժ Ҫ:����һ�ֻ��ڵ�ͨ���Ǽ�ѹ(ECAP)����ģʽ��ȫ�µķ�������DCAP����, ��6061���Ͻ�����DCAP����, ��������羵��X���������6061 ���Ͻ�DCAP���κ���˻���֯��֯���������о��� �������: ���Ͼ�DCAP�����˻��ľ�����330���������ܱ��ֽ�ϸ�ľ�����, ������СԼΪ0.6��m; �����ƹ�����ͨ�����ֵ�����֯����ͬ, DCAP�˻�����Ҫ�ٽᾧ֯��Ϊ��ת����֯��{001}��110��, ������{111}��110����Ҫ֯������; �˻�ʱ��ת����֯�����ֳ���ǿ�ҵ�������������, �����ΪDCAP���κ���Ҫ�ٽᾧ֯����ԭ��
�ؼ���:���Ͻ�; ��ͨ���Ǽ�ѹ; �ٽᾧ; ֯�� ��ͼ�����:TG376; TG379
���ױ�ʶ��: A
Microstructure and texture change in equal channel angular
pressed 6061 aluminum sheet by static annealing
QIN Ji-ning1, ZHANG Di1, ZHANG Guo-ding1, J. C. Lee2
(1. State Key Laboratory of Metal Matrix Composites,Shanghai Jiaotong University, Shanghai 200030, China;
2. Division of Materials Science and Engineering,
Korea University, Anam, Seoul 136-701, Korea) Abstract: A novel equal channel angular pressing(ECAP) based process called dissimilar channel angular pressing(DCAP) was conducted to 6061 aluminum. The samples after DCAP were annealed isochronally up to 330��, and the microstructural change and the texture evolution were investigated by means of TEM and three-dimensional orientation distribution functions (ODFs), which were determined by X-ray diffraction. The results show that the ultrafine grains induced by DCAP are quite stable, remaining in size of 0.6��m up to the annealing temperature of 330��. The macrotexture after annealing is characterized by two components: {111}��110�� component and a very sharp rotated cube texture component in place of the cube component, which generally appears to be the dominant component in rolling deformation. The occurrence of preferential growth of rotated cube grains may give rise to the strong intensity of rotated cube orientation in recrystallized texture.
Key words: aluminum alloy; equal channel angular pressing; recrystallization; texture
��ʮ������, ��ͨ���Ǽ�ѹ(ECAP��Equal Channel Angular Pressing)���ڿ��Ʊ���ϸ���ͳ�ϸ�������������ܵ�Խ��Խ�㷺������[1-3]�� ���Ͻ��е�ͨ���Ǽ�ѹʱÿ���εı�������, ���κ����������������ֲ���, ��������ͨ������α��ζ��������ڵõ������ۻ�����Ӧ��, ���ڹ�����Լ�, ʹ�����Ӧ���ڴ��ģ��ҵ������ǰ����
��ECAP����ʱ, ���������������Ƿ��λ���Բ��, ͨ��������Ϊ��״�� ���ڰ�״����, ���ô�ͳ��ECAP�������ܶ�����Ρ� Ϊ������ϵ�ECAP��������, һ���µ�ECAP������DCAP����(Dissimilar Channel Angular Pressing)�������[4, 5]�� ���ͨ���Ǽ�ѹ��Ӧ, DCAP���Ա���Ϊ�ǵ�ͨ���Ǽ�ѹ�� ����һ�����������Ƶı��η�ʽ, �������ϵؽ�����Ӧ����������С� ��ECAP����һ��, ��Ҳ���Զ��������ж���α��������������е��ۻ�Ӧ������ ����DCAP���η�ʽ, Lee��[6]��1050���Ͻ�DCAP���κ������֯�ݱ�������о�, Han��[7, 8]�о���DCAP���κ�IJ�����֯���ı仯�� ��Ŀǰ��DCAP���κ�����˻�ʱ֯���ı仯, ��δ���о������� �����������DCAP���κ�6061���Ͻ����˻�ʱ����֯�仯, �Լ�����֯���ı仯�����˳���̽�֡� DCAP���η�����Ȼ������ϵı���, �������ģʽ��һ���ECAP����һ��, �����ڲ������������������Ӧ�䡣 ������о������ECAP����ͬ�������塣
1 ʵ��
ͼ1��ʾΪDCAP���η�ʽʾ��ͼ�� �����ԭ��Ϊ�����������Ƶķ�������Ϊ���Ϸ�ʽ, �����Ǵ�ͳ�Ŀ���ͷ�ƽ���Ϊ���Ϸ�ʽ�� ��һ�ı䱣֤�˿��������ؽ�������, �Ӷ�ʹ���ϵ�ECAP��Ϊ����, �������ϵij��������Ͽ��Դﵽ������ DCAP�ij���ͨ��Ϊ1.55mm, �����ͨ��1.45mm�Դ�, ��Ҳ��������DCAP�������� ��ͨ���Ӻϴ�����ECAP���б���, ���������õ�ת��Ϊ20��, ������ʽ���Լ����DCAP������[6]:

��ʵ����K=0.935, ��Ϊͨ��֮��ļн�, ��ʵ��Ϊ120�㡣 ��ΪDCAP���εĵ�ЧӦ��, ���Կ���, ��ʱ��DACP������Ϊ0.58��
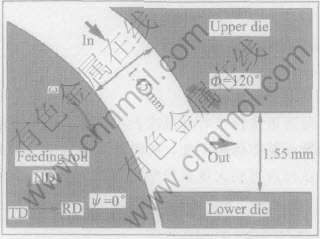
ͼ1 DCAP����ģ��ʾ��ͼ
Fig.1 Schematic representation of DCAP
ʵ���ò���Ϊ5mm��ҵ��6061���Ͻ���, ��ɷ�(��������, %)ΪAl-1.0Mg-0.6Si-0.3Cu-0.2Cr��
�������Ⱦ���350��, 1h����ȫ�˻�����, ����250����ÿ����10%~15%���������������ơ� ����75%�����Ʊ��κ�, ��5mm��İ������Ƶ�1.55mm�� �����ϲó�20mm��200mm�İ���״����, ��ʹ�����ij��߷��������Ʒ���ƽ�С� ��������ڦ���Ϊ120���DCAPģ���н���DCAP����, �õ�������Ϊ0.58��DCAP������ DCAP������¯�н��в�ͬ�¶��µ�1h�˻� �˻����VickesӲ��������ϲ�������Ӳ�ȵı仯, ��ȷ���˻�����ʱ���¶ȡ�
�羵�����û�е�����������IJ����ȡ, �������ĺ���(TD)��羵��Ʒ�ķ���ƽ��, ��ɰֽ������30��m��������Ӽ��������ס� ������Hitachi H-800��羵���Լ��ٵ�ѹ175kV���й۲⡣ ����ѡ����������(SADE)�ߵ����붨���ж��Ǿ�֮���λ���, ����ѡ�ԡ�110����111��������, ѡ����ΧԼ4��m��
���֯�������ı��淨����DCAP�������淨��ND����һ��, ��Phillops X��pert�Զ�����������CuK�����߲����� Ϊ�˱������Ʊ���Ʒ�Ĺ���������������κλ�е���˵���֯�����������, ��Ʒ��60���NaOH��Һ�м�����0.5mm�� ��Schultz[9]���䷨����{111}, {200}��{220}3����������ͼ, ��������3����ͼ��WIMV����������Ʒ��ȡ��ֲ�����(ODF)��
2 ���������
2.1 DCAP���˻�ʱ6061���Ͻ������֯�仯
ͼ2��ʾΪ6061���Ͻ�����Ϊ0.58��DCAP���˻�1hʱ��ͬ�˻��¶���ά��Ӳ�����¶ȵı仯���ߡ� ��ͼ2�п��Կ���, �˻��¶���330������ʱ, ���ϻ����˻���ϡ� �������ѡȡ��240, 285��330���˻���3���������۲��������֯�ı仯�ͺ��֯�����ݱ䡣
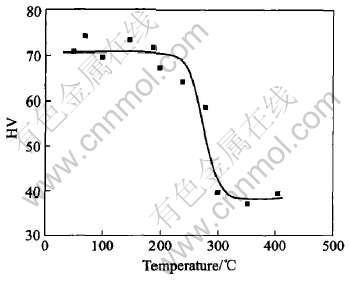
ͼ2 6061���Ͻ�DCAP���˻�1hʱ�˻��¶���ά��Ӳ�ȵĹ�ϵ
Fig.2 Vickers hardness vs annealing temperature of 6061 Al annealed for 1h after DCAP
ͼ3��ʾΪ6061���Ͻ�DCAP���κ�1h��ͬ�¶��˻��ĵ羵��Ƭ�Լ���Ӧ��ѡ����������ͼ�� �ɼ����Ͼ�DCAP���κ������֯(ͼ3(a))����Ϊ�����ڴ��ڴ�����λ������, ��һЩ�������ľ���, �����ֻ��0.5��m, ����Ϊ2~4 ��m, ���Ҵ���һЩ���۵ġ� �Ϻ�ľ���, ������ʱ�д����ķ�ƽ�⾧�硣 ѡ������ߵ�����Ǿ�֮���λ���Ϊ5��~7�㡣 �����Ͼ���240��, 1h�˻��(ͼ3(b)), ���Կ���һЩ�Ǿ�����Ȼ�Դ���λ���ѻ�, ����һЩ�Ǿ��е�λ������, ���Ҿ��翪ʼ����, �ɲ�ô�ʱ�ľ���ƽ���ߴ�ԼΪ0.48��m, ����ƽ���ߴ�Ϊ�뾧�����Ǿ�����ͬ����ĵ�Ч������ƽ��ֵ�� �������Ͼ�285���˻��(ͼ3(c)), �����Կ���������240���˻�ʱ��, �����ѱ�ý�Ϊƽֱ, ���������Կ��Կ���λ���ṹ, ��ʱ������СԼΪ0.52��m�� ������330���˻�1h��, Ӳ�Ȳ��Ա�����ʱ�˻�����Ѿ�����(ͼ2), �羵��Ƭ��(ͼ3(d))Ҳ�ɿ����������ѻ�����λ��, �����Ϊƽֱ���硣 ������ʱ��������ƽ�⾧��ṹ, ������СԼΪ0.58��m�� �˻������ѡ������ߵ�һֱ����5��~7������, ˵�����˻�������Ǿ�����֮���λ������δ�䡣
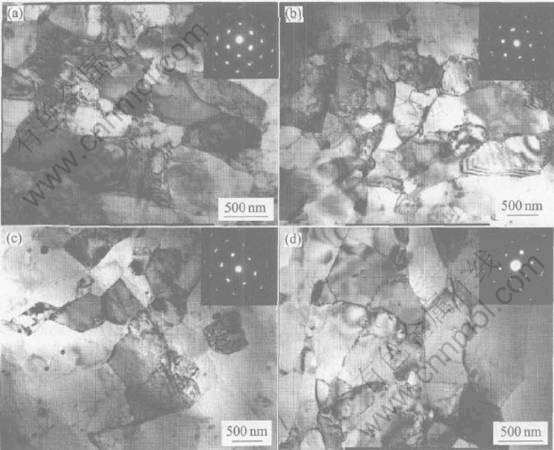
ͼ3 DCAP��(a)����240�� (b), 285�� (c)��330�� (d)�˻�1h��������羵��Ƭ
Fig.3 Microstructures of specimens as-DCAPed (a) and after annealing for 1h at temperatures of 240�� (b), 285�� (c) and 330�� (d)
2.2 �˻��6061���Ͻ�֯���ı仯
ͼ4��ʾΪ��DCAP���ε�6061���Ͻ����֯����1h�����˻���ȡ��ֲ�����(ODF)�ڦ�2Ϊ45��, 60���90���ϵĽ���ͼ�� ����DCAP����ģʽΪ���б��η�ʽ, ��ͬ��һ������Ʊ���, ��ʱDCAP���β�û��3���Գ����ֻ��2���Գ��ᡣ ���, ��Eular�ӿռ��Ц�1ȡֵ��Χ��0��~180��, ������2��ȡֵ��Χ��0��~90��[10]�� ��ͼ�п��Կ���, 6061���Ͻ�DCAP���κ��֯������Ϊ2��֯������, ������ת����֯��{001}��110��Ϊ��Ҫ֯������, ͬʱ��{112}��110��֯���Ĵ��ڡ� ����285���˻�1h��, ���Կ�������������֯��ǿ����Լ���, �ر�����ת����֯���� ����������330���˻�1h��, ���Կ����������ֳ��ֺ�ǿ����ת����֯����{111}��110��֯��, ������ת����֯��Ϊ��Ҫ֯������, ��ǿ�ȴﵽ��14�������ǿ�ȡ�
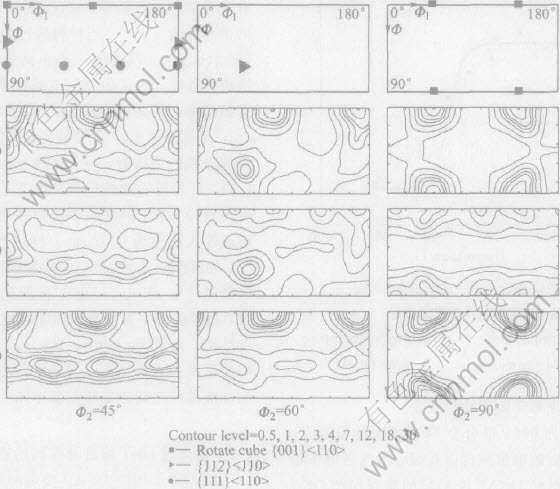
ͼ4 DCAP�����֯��(a)��285��(b)��330��(c)�¶����˻�1h����ٽᾧ֯��
Fig.4 Textures of specimens as-DCAPed (a) and annealed for 1h at temperatures of 285�� (b) and 330�� (c)
���ݽ�����о�, ���Ͻ���ٽᾧ�������������ܽϸ�, �����������ٽᾧ����, Ҳ�����Ƿ������ٽᾧ����[11, 12]�� �ڱ�ʵ����, �����ȶ�����������ǰ�����������Ӱ��, 6061�еij����ಢû�г���Ƭ״��ɢ�ֲ�, ��������ٽᾧ�������������Ǻܴ� ���, ��285���˻�ʱ�ĺ��֯����Ҳ���Կ���(ͼ4(b)), ��ʱ�ĺ��֯��ȡ��ֲ�ǿ���������, ����������ٽᾧ, �����еı���֯������Ӧ������ǿ, ˵����ʱ���Ͻ��ǽ��������ٽᾧ���̡� ���������Ͻ�ķ������ٽᾧ����, ���ܻ���2�ֻ���, �ڶ����κ�(PSN)�;����κ�, �ڶ����κ�һ���ڵ��´����Ա����в���, ����PSN�ľ���һ��Ӧ��Ϊ�ִ�ĵڶ�������, �Կ��еĹ۵�����, ����Ӧ����1��m[13, 14]�� ��ʵ���еĵ羵�۲���ʾ������������߱��� �������ڵڶ�����Χ���εIJ���������ɾ���ͬ�Ƕȵ�ת��, PSN�κ˻������漴֯��, ��Ҳ��ͨ���˻������Ͻ��漴֯������������֮һ[13]�� ����Ҳ�뱾ʵ��������, ��Ϊ��ͼ4(c)�п��Կ���ǿ�ҵ��ٽᾧ֯����
���, �ӱ�ʵ���������ٽᾧ���֯���ı仯, ���ǿ����ƶϱ�ʵ���еľ����κ˻���Ӧ��Ҫ���ٽᾧ���ơ� ͼ5��ʾ�ĵ羵��Ƭ�������ʾ�˾��紦�κ˲�����γ̶ȴ�ľ���һ�������Ρ� ���ھ����ھ������κ˲�����, ����˹���������֯���ļ����� ��ֻ��2��֯��������֯��, ����2��֯��������λ����, ����֮��Ĵ�ǶȾ��������ƶ���ʹ����һ�����ڳ�����һ����, ����γ��������֯�����Ƶ��˻�֯���� �˻�ǰ��Ĵ�Ҫ֯����������Ҳ˵���������κ��Ǿ����κˡ� ��Ҳ������[15]�й��ھ����κ����γɵ�֯��������ơ� ����ʱ��ת����֯������������λ������������������ת����֯������������, ʹ�����ճ�Ϊ��Ҫ֯����
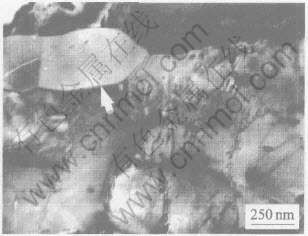
ͼ5 ���紦�κ�(285��, 1h�˻�)
Fig.5 Microstructure of nucleation at grain boundary (Annealed for 1h at 285��)
3 ����
1) ��DCAP���ε�6061���Ͻ��ϸ����֯�������õ����ȶ���, �˻����������С�Ա���ԼΪ0.6��m, ������Ȼֻ��������
2) �����ƺ����Ͻ��ֵ��˻�֯��Ϊ����֯����ͬ, 6061���Ͻ��˻�����Ҫ֯��Ϊ��ת����֯��, ����DCAP���εļ��б��η�ʽ�йء�
3) �����Ʊ��ε�����֯������, DCAP���κ���ٽᾧ����ӦΪ�����κ˳������, ������ת����֯�����ֳ�ǿ�ҵ���������������ʹ�����˻���ȡ��ֲ��г�Ϊ��Ҫ֯��������ԭ��
REFERENCES
[1] Segal V M, Reznikov V I, Drobyshevskiy A E, et al. Plastic metal working by simple shear[J]. Izvestiya AN SSSR: Metally, 1981, 1: 115-123.(in Russian)
[2] Segal V M. Materials processing by simple shear[J]. Mater Sci Eng A, 1995, A197: 157-164.
[3] Nakashima K, Horita Z, Nemoto M, et al. Influence of channel angle on the development of ultrafine grains in equal-channel angular pressing [J]. Acta Mater, 1998, 46(5): 1589-1599.
[4] Lee J C, Seok H K, Han J H, et al. Controlling the textures of the metal strips via the continuous confined strip shearing(C2S2) process[J]. Materials Research Bulletin, 2001, 36: 997-1004.
[5] Lee J C, Seok H K, Suh J Y, et al. Structural evolution of a strip-cast Al alloy sheet processed by continuous equal-channel angular pressing[J]. Metallurgical and Materials Transactions A, 2002, 33: 665-673.
[6] Lee J C, Seok H K, Suh J Y. Microstructural evolutions of the Al strip prepared by cold rolling and continuous equal channel angular pressing[J]. Acta Materialia, 2002, 50: 4005-4019.
[7] Han J H, Seok H K, Chung Y H, et al. Texture evolution of the strip cast 1050 Al alloy processed by continuous confined strip shearing and its formability evaluation[J]. Materials Science and Engineering A, 2002, 323: 342-347.
[8] QIN J N, HAN J H, ZHANG G D, et al. Characteristic of textures evolution induced by equal channel angular pressing in 6061 aluminum sheets[J]. Scripta Materialia, 2004, 51: 185-189.
[9] Schultz L G. Direct method of determining preferred orientation of flat reflection sample using Geiger counter X-ray spectrometer[J]. J Appl Phys, 1949, 20: 1030-1033.
[10] Randle V, Engler O. Introduction to Texture Analysis: Macrotexture, Microtexture and Orientation Mapping[M]. Netherlands: Gordon and Breach Science Publishers, 2000.
[11] Engler O, Huh M Y. Evolution of the cube texture in high purity aluminum capacitor foils by continuous recrystallization and subsequent grain growth[J]. Materials Science and Engineering A, 1999, 271: 371-381.
[12] Humphreys F J, Hatherly M. Recrystallization and Related Annealing Phenomena[M]. Amsterdam: Elsevier Science Ltd, 1995.
[13] Perez-Prado M T, Gonzalez-doncel G, Ruano O A, et al. Texture analysis of the transition from slip to grain boundary sliding in a discontinuously recrystallized superplastic aluminum alloy[J]. Acta Mater, 2001, 49: 2259-2268.
[14] Liu W C, Zhai T, Morris J G. Comparison of recrystallization and recrystallization textures in cold-rolled DC and CC AA 5182 aluminum alloys[J]. Materials Science and Engineering A, 2003, 358: 84-93.
[15] Engler O. On the origin of the R orientation in the recrystallization textures of aluminum alloys[J]. Metallurgical and Materials Transactions A, 1999, 30: 1517-1527.
������Ŀ: ������ѧ��������Ժ (KISTEP)���Ϻ��п�ѧ����ίԱ���ش�����о�������Ŀ(04DZ14002)
�ո�����: 2004-10-28; ������: 2004-12-22
�����: ������(1964-), ��, ������, ��ʿ�о���.
ͨѶ����: ������, ������; �绰: 021-62933106; E-mail: jnqin@sjtu.edu.cn
(�༭ Ԭ��ǰ)

