���±�ţ�1004-0609(2013)S1-s0167-07
Fe������(Ti69.7Nb23.7Zr4.9Ta1.7)100-xFex�Ͻ���ϵ�Ǿ��γ����������ȶ��Ե�Ӱ��
������1, 2���� ��2����һ��1
(1. ������ɫ�����о�Ժ ��ĩұ���о���������510650��
2. ����������ѧ ��е����������ѧԺ������ 510640)
ժ Ҫ���о��� Fe������Ti-Nb-Zr-Ta-Fe�Ͻ���ϵ�ķǾ��γ����������ȶ���Ӱ�졣���û�е�Ͻ����ϳ�(Ti69.7Nb23.7Zr4.9Ta1.7)100-xFex(x=0��2��6��10) 4�ַǾ�/�����Ͻ��ĩ������X�����������(XRD)��ɨ��羵(SEM)����羵(TEM)�Ͳ�ʾɨ��������(DSC)�Ժϳɷ�ĩ����ת��ṹ����ò���۽ṹ�������ԵȽ����˱���������������Ͻ���ϵ�ķǾ��γ����������ȶ������� FeԪ�غ������������ǿ����x=0ʱ����̬��ĩΪ�����ṹ����x=10ʱ����ĩ�ϳ�Ϊ��ȫ�Ǿ�̬��ĩ��
�ؼ��ʣ���е�Ͻ��Ǿ��Ͻ��������ѺϽ����ȶ���
��ͼ����ţ�TB331���� ���ױ�־�룺A
Effect of Fe content on glass forming ability and thermal stability for (Ti69.7Nb23.7Zr4.9Ta1.7)100-xFex alloy system
ZOU Li-ming1, 2, YANG Chao2, CAI Yi-xiang1
(1. Institute of Powder Metallurgy, Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510650, China;
2. School of Mechanical and Automative Engineer, South China University of Technology, Guangzhou 510640, China)
Abstract: The effect of Fe content on glass forming ability and thermal stability for Ti-Nb-Zr-Ta-Fe alloy system was investigated. Four kinds of (Ti69.7Nb23.7Zr4.9Ta1.7)100-xFex (x=0, 2, 6, 10) amorphous/nanocrystalline powder were synthesized by mechanical alloying. The phase transition structure, morphology, microstructure and thermal properties of synthesized powder were characterized by XRD, SEM, TEM and DSC, respectively. The results show that the glass forming ability and thermal stability of alloy system become strong with the increase of Fe content. The synthesized alloy powders after the steady state milling transform from full nanocrystalline structure for x=0 to full amorphous structure for x=10.
Key words: mechanical alloying; amorphous alloy; nanocrystalline; titanium alloy; thermal stability
20����60��������������̵Ľ�-��Ͻ��з����˷Ǿ��ṹ[1]�����ڷǾ��Ͻ���и�ǿ�ȡ���Ӳ�ȡ��������ʴ���ܵ��ŵ㣬�Ա��������������˴������е�λ����ҵ��������о�������ʮ�꣬�����߱�����Ǿ��γ���������ѧ���ܵĴ��Ǿ��Ͻ��Ϊ�˲��Ͽ�ѧ���о��ȵ�[2]��Ŀǰ��������Ա����ߺϽ�ķǾ��γ��������濪չ�˴���������
����ҽ�ò�����Ŀǰ���Ͽ�ѧ�о����ȵ㡣�ѺϽ���Ȳ���֡�Co-Cr�Ͻ𣬾��и��õ����������Ժ��͵���ģ�����ŵ㣬�ѳ�Ϊ����������Ʒ[3]���������ѺϽ��У������ѺϽ������͵ĵ���ģ������Ŀǰ�������о����ص㡣�����ѺϽ�һ�㺬�� Nb��Zr��Ta�ȸ��۵����[4-5]���ڲ������취�Ʊ�ʱ��������ЩԪ���۵���ܶȲ��ϴ��������ƫ���;����ִ��ȱ��[6]��������취����ĩұ�����Ʊ�����ϸС����ѧ�ɷ־��ȵ�ҽ�æ����ѺϽ𡣱�������ǰ�ڲ��÷ŵ�����ӷ����̽��е�ϽϳɵķǾ���ĩ�ɹ��Ʊ��˸�ǿ���ѺϽ�[7-10]����ˣ��ϳɽ�ǿ�Ǿ��γ��������ѺϽ��ĩ�Dz��÷ŵ�������ս��Ʊ���ǿ�ȡ���ģ��ҽ���ѺϽ�ı�Ҫ������
Ϊ�ˣ����������о���Fe������(Ti69.7Nb23.7Zr4.9- Ta1.7)100-xFex (x=0��2��6��10) ((TNZT)100-xFex)�Ͻ���ϵ�Ǿ��γ����������ȶ��Ե�Ӱ�졣TiNbZrTaFe�Ͻ� ��ϵ��Ϊ������������������Ժͽϵ͵���ģ������ѡ��
1 ʵ��
ʵ��� Ti�۴���Ϊ99.1%�⣬�����ĩ����Ϊ99.9%����ĩ����Ϊ45 ��m����������Ԫ�ذ���Ƴɷ����Ϻ���V�ͻ�ۻ��ϻ��24 h����л�е�Ͻ�ʵ�����QM-2SP20������ĥ��������ĥ�����в��������������ĥ��ĥ�����Ϊ����֣����ϱ�Ϊ12:1����ĥÿ��5 h��ͣ����ȴ�����£�ȡ�������ķ�ĩ���нṹ����ò�����ȶ��Եȸ��ֱ������ԡ����Ͻ��ĩ�Ǿ������ﵽ���ֵʱ(����XRD��DSC�����ж�)���Ž�����ĥ��
����ȫ�Զ�X����������(D8-Advance��Bruker��Germany)�Է�ĩ����������������ò�ʾɨ��������(STA449C��NETSCH��Germany)�Է�ĩ���������Է���������ɨ���������(Quanta 2000��FEI��USA)�۲���ĥ��ĩ������ò���������������(JEM 2200FS��JEOL��Japan)�۲���ĥ��ĩ���۽ṹ��
����Williamson-Hall��ʽBcos�� =0.9��/d+��sin�ȣ�����MA�����з�ĩ�ľ����ߴ����Ӧ�䣬ʽ�У�BΪ�۳������������ȵİ��߿�����ΪCu��K��1���䲨������dΪ�����ߴ磬hΪ��Ӧ�䣬��Ϊ����ǡ�MA����̬��ĩ�ķǾ�����������ɹ�ʽ��=(I1/I2)��100%����ó�(ʽ�У�I1Ϊ�Ǿ����ǿ�ȣ�I2Ϊ100%��ȫ��̬����������ǿ��)��
2 ���������
ͼ1(a)��ʾΪ��ͬ��ĥʱ���(Ti69.7Nb23.7Zr4.9- Ta1.7)90Fe10((TNZT)90Fe10)�Ͻ��ĩ��XRD�ס�������ĥʱ����ӳ���Nb��Zr��Ta��Feԭ����������ԭ���У��γɦ�-Ti��FeTi�����塣���ݶ�Ԫ��ͼ[11]��Nb��Ta������������Ti��Ti��Zr��ͬ��Ԫ�أ����Ի���ȡ������ Fe��Ti����γ�2�ֻ��������ĥ��ʼʱ����ĥ���еײ���£�Nb��Zr��TaԪ�غ��������ڦ�-Ti���γɦ�-Ti����Fe���ڳ�ʼ��Ti�γ�FeTi������Ҧ�-Ti����岻�Ͽ�����ǿ�Ȳ����½������������ĥ�����Ц�-Ti��������ϸ�����ҳ�����ĥ��ײ��ʹ��������Ӧ������Ӧ�䲻������[12]��������Ǿ�����ռ���������Խ��Խ�����ຬ��Խ��Խ�١�����ĥʱ��ﵽ40 h�������������ʧ������2��=38�㴦����һ�����������(ͼ1(a))����Ϻ����DSC������֪��ʱ�Ǿ��ຬ���ﵽ�����ֵ��
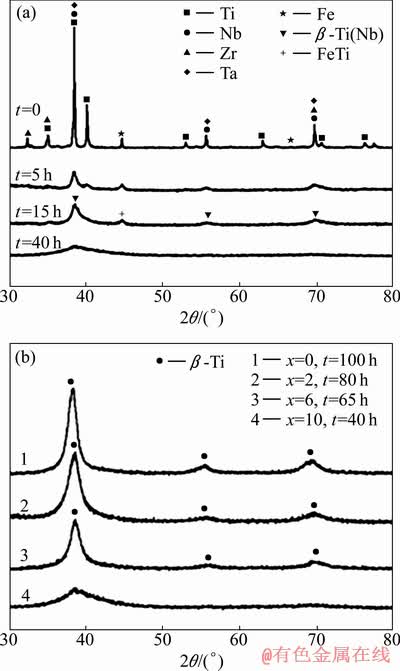
ͼ1 ��ͬ��ĥʱ���(TNZT)90Fe10��ĩ��XRD��(a)�� (TNZT)100-xFex��ĩ��ĥ����̬��XRD��(b)
Fig. 1 XRD patterns of milled (TNZT)90Fe10 powders (a) and (TNZT)100-xFex powders (b) after different milling time
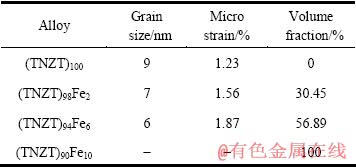
ͼ1(b)��ʾΪ4�ֲ�ͬ�ɷֺϽ��ĩ�Ǿ���ﵽ���ֵʱ(��XRD��DSC�����ж�)��XRD�ס���ͼ1(b)�ɼ�������Fe���������ӣ��ﵽ��ĥ��̬��ʱ��Ҳ��Ӧ��С��4�ֺϽ�ﵽ��ĥ��̬��ʱ��ֱ���100��80��65��40 h(�ֱ��Ӧ��x=0��2��6��10)��4�ֺϽ��У�����x=10ʱ���Ͻ��ĩ����Ϊ���Ǿ�̬����x=2��6ʱ�����պϽ��ĩΪ��-Ti�����ͷǾ���棻��x=0ʱ����̬�Ͻ��ĩΪ����-Ti�������Ǿ����γɡ���ˣ����аѺϳɵķ�ĩ��Ϊ�Ǿ�/������ĩ������Fe���������ӣ���-Ti���ǿ�Ȳ��ϼ�����������ںϽ��ĩ�о���������������½�(����1)����ˣ��Ͻ���ϵ�ķǾ��γ�������Fe���������Ӷ���ǿ����1����Ϊ4����ĥ��̬�Ͻ��ĩ�ľ����ߴ硢��Ӧ��ͷǾ���������ɼ��������ߴ����Ӧ������ĥʱ������Ӷ����١�ͼ2(a)��ʾΪ��������Ϊ20 K/minʱ��ͬ��ĥʱ���(TNZT)90Fe10��ĩ��DSC���ߡ�����ĥʱ��Ϊ5 hʱ��û�г��ַ��ȷ塣������ĥʱ�����ӵ�15 hʱ����870 K����һ����С�ľ������ȷ壬��һ��֤ʵ��XRD�����õ���ĥ��ĩ�г����˷Ǿ��ࡣ������ĥʱ��Ľ�һ�����ӣ����ȷ��ǿ���������ҷ�ֵ������ƫ�ƣ������������ĥʱ����ӳ����Ǿ����������������Ͻ��ĩ�IJ���ת���¶�Tg�������¶�Tx �;�����ֵ�¶�Tp �������ߡ�����ĥʱ��ﵽ30 h����ĥ��ĩ�ľ������ȷ�����������ӡ���x=2��6ʱ���Ͻ��ĩ��DSC����Ҳ�����˺�ͼ2(a)���Ƶ����ȷ�����ַ��ȷ�����ȷ������������ȷ���������ת����̡�
��1 4�ֺϽ��ĩ��ĥ��̬�ľ����ߴ硢��Ӧ��ͷǾ����������
Table 1 Grain size, micro strain and volume fraction of amorphous phases for four kinds of alloy powders
ͼ2(b)��ʾΪ��������Ϊ20 K/minʱ��ͬFe�����Ͻ��ĩ��ĥ��̬��DSC���ߣ���һ��֤ʵ��Fe�����ԺϽ���ϵ�ṹת��ͷǾ��γ������������ش�Ӱ�졣��Fe����Ϊ0ʱ��û�зǾ����ȷ���֣�֤ʵ��XRD�����õ���ĥ��ĩ�Ǿ������(��ͼ1(b))������FeԪ�غ������ӣ��Ǿ����ȷ����Ҳ��֮�������Ӧ�ķǾ�������Ҳ���ӣ�������Ǿ��γ��������ǿ����x=10ʱ�����ӦDSC������2���������ȷ壬��˵���Ͻ��ĩ���ܳ���������������2����Ϊ��DSC�����Ϸ����õ��IJ���ת���¶�(Tg)�������¶�(Tx)������Һ����(��Tx)��������ֵ�¶�(Tp)���ۻ��¶�(Tm)��Լ������ת���¶�(Trg=Tg/Tx)�;�����(��Hx����ֵΪDSC�����о�����Ļ������)������TURNBULL[13]���ڷǾ��Ͻ��γɵ���Trg�ܷ�ӳ�Ͻ�Ǿ��γ�������ǿ�����ɼ�������Fe���������ӣ�TrgҲ��Ӧ�����ˣ�FeԪ�ص���������˺Ͻ���ϵ�����ȶ��ԺͷǾ��γ���������ĥ�õ��Ǿ�/������ĩ����Fe���������ӣ�Tg���Խ��ԽС��Tx������������[14-15]�������ѺϽ�Ǿ���ĩ���Ͻ���ϵ���нϸߵ�Tx ��Tp��������Ϊ�����ϸ��۵��Nb��Ta��Zr��Ե�ʡ���ˣ��ϳɵķǾ�/������ĩ���нϸߵ����ȶ��ԡ����⣬���кϳɵķǾ�/������ĩ�����п��Ĺ���Һ������Tx����x=10ʱ�������Һ�������ȴﵽ��122 K������Ŀǰ���ױ������ѻ��Ǿ���ĩ��Tx�����ֵ[14-15]���ϳɳ�������Һ�����ķǾ���ĩΪ�����ŵ�������ս᷽���̽���ηǾ���ĩ���Ʊ�����������ѧ���ܵĸ��ϲ��ϵ춨�˼�ʵ�Ļ�����

ͼ2 (TNZT)90Fe10�Ͻ��ĩ(a)��(TNZT)100-xFex�Ͻ��ĩ((b), (c))��ĥ��ͬʱ���DSC����(��������20 K/min)
Fig. 2 DSC curves of (TNZT)90Fe10 alloy powder (a) and milled (TNZT)100-xFex powder (b) and (c) after different milling time at heating rate of 20 K/min
Ϊ�˴�����ֱ�۵ؽ�ʾFeԪ�����ӶԺϽ��ĩ�ṹת��ͷǾ��γɹ��̵ľ�Ӱ�죬����ĥ�Ǿ�/������ĩ������TEM���ԡ�ͼ3��ʾΪ��ĥ��̬(TNZT)100-xFex(x=6��10)�Ͻ��ĩ�ĸ߷ֱ�TEM���Լ�ѡ�����������ס��ɼ�����x=6ʱ����ṹ��2��������ɣ�������Ϊ�Թ�״�����ǵ��͵ķǾ���������С��������ԭ�ӳʹ������У����XRD����(ͼ2(b))��������Ϊ������-Ti�ࡣѡ������������Ҳ֤ʵ����һ�㣬���Թ۲쵽���ԵķǾ����������Ĺ����Լ����Ķྦྷ���价����x=10ʱ�����۽ṹΪ���Ǿ��࣬ѡ�����������ױ��ֳ��Ǿ����������Ĺ��Σ������������ȫ�ķǾ�̬������
��2 ��ĥ��̬(TNZT)100-xFex��ĩ��Tg, Tx, ��Tx,Tp, Tm, Trg�͡�Hxֵ(��������20 K/min)
Table 2 Tg, Tx, Tp, ��Tx, Tm, Trg and ��Hx obtained from DSC analysis for milled (TNZT)100-xFex alloy powders at heating rate of 20 K/min


ͼ3 ��ĥ��̬(TNZT)100-xFex�Ͻ��ĩ�߷ֱ�TEM����Ӧ��ѡ������������
Fig. 3 High-resolution TEM image and corresponding selected area diffraction patterns of milled (TNZT)100-xFex powders
ͼ4��ʾΪ��ͬ��ĥʱ���(TNZT)98Fe2�Ͻ��ĩ��SEM����ͼ4�ɼ���ԭʼ��Ϸ�ĩ����״����������ͬ�ķ�ĩ���(��ͼ4(a))��������ĥ��һ����ĩ���������������ӡ��亸�Ĺ��̡�����ĥ���ڣ���Ϸ�ĩ�������õ����ԣ���ˣ��ڸ��ٲ�������ײ���£���ĩ������ѹ�⣬��ɲ�Ƭ״���������һ���γɽϴֵ��ž���(��ͼ4(b))��������ĥʱ����ӳ�����ĩ�����ߴ���ֱ�С������(��ͼ4(c))��������������ĥ�����з�ĩ������������Ӧ����Ӧ�䣬ȱ�����ӡ�ȱ�ݵĴ����շ������ƣ������ڼӹ�Ӳ�����ã���ĩ��࣬ʹ�÷�ĩ�ھ�����ײ�����������Զ��ѣ����·�ĩ�����ߴ��С������ĥʱ���ӳ���40 hʱ����ĩ�����ֿ�ʼ����(��ͼ4(d))���������ڷǾ���ij��֣����·�ĩճ���½����Ӷ������ž�������ĥʱ������ӳ�ʱ����ĩ��������ĥ���ڷ����亸���ž۵�����Ҳ��Ӷ�ʹ��ĩ��һ��ϸ��������ѡ���ĩ���Ѻ��亸����ƽ�⣬���������ȶ�(��ͼ4(e)��(f))�����ĩ����Ϊ20 ��m���ң���ĩΪ�����Ρ�
���Ͽ�֪��Fe������(TNZT)100-xFex�Ͻ���ϵ�Ǿ��γ����������ȶ��Ծ���������Ӱ�졣���ȣ����ԴӶ�Ԫ��ͼ�л����������ܺ���һ���������Խ��͡���(TNZT)100�Ͻ𣬸���Ti-Nb��Ti-Zr��Ti-Ta��Ԫ��ͼ[11]��Nb��Zr��Taԭ������ȫ������Tiԭ�ӡ���ˣ���ĥ��ʼʱ���ڻ�е�������£���3��ԭ��Ѹ�ٹ�����Tiԭ���У��Ͻ���ṹ�ɦ�-Tiת��Ϊ��-Ti��������ĥʱ����ӳ����γ����ȶ��Ħ�-Ti�����壬����ĥʱ���ӳ���100 h��û�зǾ����γɡ�������Ϊ��ĥ������λ���;�������ӵ�����ϵ���������ӣ�GCΪ������������ܣ�GDΪ����ȱ�ݲ����������ܣ�GAΪ�Ǿ����γ����������ܡ����γ��ȶ��������Gc+GD��GA��������ȱ�����ӵ������ܻ������Ը����γɷǾ�����Ҫ��������[16]�������ӳ���ĥʱ�䣬���ž���ȱ�ݵ����ӣ���ij��ʱ����п��ܻ��γɷǾ��ࡣ

ͼ4 ��ͬ��ĥʱ���(TNZT)98Fe2�Ͻ��ĩ��SEM��
Fig. 4 SEM images of (TNZT)98Fe2 alloy powder after different milling time
����Ti-Fe��ͼ[11]������2��������FeTi��FeTi2����FeԪ�ؼ���TNZT�Ͻ���ϵ��������ĥʱ����ӳ���FeTi�����仯����ͦ�-Ti�������ͬʱ����(ͼ1(a))������������£���ϵ�����ܵ����Ӳ�����λ���;�����������𣬻���FeTi�������������������[17-19]�����ԣ���ϵ���ӵ��������ܹ���Խ�γɷǾ�������Ҫ�������ܡ�ͬʱ����(TNZT)100-xFex�Ͻ���ϵ�У�����Fe���������ӣ�FeTi �����������Ҳ��Ӧ���ӡ���ˣ���FeTi ��������������̶�Ҳ��Ӷ�������Ǿ��γ���������ǿ�����⣬��(TNZT)100-xFex�Ͻ���ϵ�У��Ǿ��γ���������Ҳ������ԭ�ӳߴ���Ԫ��֮�����ʵĹ�ϵ�����͡���3����Ϊ�Ͻ���ϵ�в�ͬԪ��֮���ԭ�Ӱ뾶��(��R/R)�ͻ����(��Hmix)���ɼ���Ti��Nb��Zr��Ta��ԭ�Ӱ뾶�С��12%������Fe��Ti��Nb��Zr��Ta��ԭ�Ӱ뾶�Զ����12%��FeԪ�صļ���������ԭ�Ӱ뾶����Ч�ز������ܶѽṹ�Ӷ������ڷǾ��γɡ����⣬Ti��Nb��Zr��Ta�Ļ���ʦ�Hmix ��Ϊ�������谭��TNZT�Ͻ���ϵ�зǾ�����γɡ�Ȼ����Fe��Ti��Nb��Zr��Ta�Ļ���ʶ�Ϊ��ֵ����Ϊ(TNZT)100-xFex�Ͻ���ϵ�зǾ�����γ��ṩ�˴������ѧ��������
��3 ��ͬԪ��֮���ԭ�Ӱ뾶��(��R/R)�ͻ����(��Hmix)
Table 3 Atomic radius difference (��R/R) and heat of mixing (��Hmix) between different atomic pairs

3 ����
1) Fe�����ԺϽ���ϵ�Ǿ��γ����������ȶ���Ӱ���������Ͻ�ķǾ��γ�������Fe���������Ӷ���ǿ����x=0ʱ����ĥ��̬��ĩ�Ǿ�����֣���x=10ʱ����ĥ��̬��ĩΪ���Ǿ��ṹ��xΪ2��6ʱ����ĥ��̬��ĩΪ�Ǿ�/�������Ͻṹ��������Ϊ�Ͻ���ϵ������Fe���������ӣ������������Ҳ��Ӧ���ӣ��ɻ��������������Ҳ��Ӷ�������Ǿ��γ�������ǿ���Ǿ��γ��������������ԭ�ӳߴ���Ԫ��֮�����ʵĹ�ϵ�����͡�
2) �ϳɵķǾ�/������ĩ���нϸߵ����ȶ��ԣ����кϳɷǾ�/������ĩ���п��Ĺ���Һ������Tx����x=10ʱ�������Һ�������ȴﵽ��122 K��������Fe���������ӣ�TrgҲ��Ӧ������ϳɷ�ĩ���ȶ����� Fe������������ӡ�
3) �ڻ�е�Ͻ����У���ĩ�����ߴ羭������(�ž�)����С(����)������(�Ǿ��ർ�µĸ���ճ���½�)�����ȵĹ��̣����շ�ĩ��״Ϊ���Ρ�
REFERENCES
[1] KLEMENT W, WILLENS R H, DUWEZ P. Non-crystalline structure in solidified gold�Csilicon alloys [J]. Nature, 1960, 187: 869-870.
[2] WANG W H, DONG C, SHEK C H. Bulk metallic glasses [J]. Materials Science and Engineering R, 2004, 44: 45-89.
[3] GEETHA M, SINGH A K, ASOKAMANI R, GOGIA A K. Ti based biomaterials, the ultimate choice for orthopaedic implants- A review [J]. Progress in Materials Science, 2009, 54: 397-425.
[4] ����ƽ, ��˼��, ������, ���ﻪ. ����Ti-Fe-Mo-Mn-Nb-Zrϵ�ѺϽ����ѧ����[J]. �й���ɫ����ѧ��, 2002, 12(S1): s78-s82.
ZHANG Xin-ping, YU Si-rong, HE Zhen-ming, HAN Qiu-hua. Mechanical properties of new type Ti-Fe-Mo-Mn-Nb-Zr titanium alloy [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): s78-s82.
[5] �� ��, �� ��. Sn��Zr��Mo��Ti35Nb���Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(6): 1560-1566.
CHEN Feng, WANG Yu. Influence of Sn, Zr and Mo elements on microstructure and mechanical properties of Ti35Nb based alloys [J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6):1560-1566.
[6] MITCHELL A. Melting, casting and forging problems in titanium alloys [J]. Materials Science and Engineering A, 1998, 243: 257-262.
[7] LI Y Y, YANG C, WEI T, LI X Q, QU S G. Ductile fine-grained Ti-O-based composites with ultrahigh compressive specific strength fabricated by spark plasma sintering [J]. Materials Science and Engineering A, 2011, 528: 1897-1900.
[8] LI Y Y, YANG C, QU S G, LI X Q, CHEN W P. Nucleation and growth mechanism of crystalline phase for fabrication of ultrafine-grained Ti66Nb13Cu8Ni6.8Al6.2 composites by spark plasma sintering and crystallization of amorphous phase [J]. Materials Science and Engineering A, 2010, 528: 486-493.
[9] LI Y Y, YANG C, CHEN W P, LI X Q, QU S G. Ultrafine- grained Ti66Nb13Cu8Ni6.8Al6.2 composites fabricated by spark plasma sintering and crystallization of amorphous phase [J]. Journal of Materials Research, 2009, 24: 2118-2122.
[10] ��ԪԪ, �� ��, ��Сǿ, �� ��. �ŵ�������ս�-�Ǿ��������ϳ��ѻ���״�Ǿ����ϲ���[J]. �й���ɫ����ѧ��, 2011, 21(10): 2305-2323.
LI Yuan-yuan, YANG Chao, LI Xiao-qiang, CHEN You. Fabrication of Ti-Based composites based on bulk amorphous alloys by spark plasma sintering and crystallization of amorphous phase [J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2305-2323.
[11] NAGASAKI S, HIRABAYASHI M. Binary alloy phase diagrams [M]. Tokyo: AGNE Gijutsu Center Co. Ltd., 2002.
[12] SURYANARAYANA C. Mechanical alloying and milling [J]. Progress in Materials Science, 2001, 46: 1-184.
[13] TURNBULL D. Under what conditions can a glass be formed [J]. Contemporary Physics, 1969, 10: 473-488.
[14] ZHANG L C, XU J, MA E. Mechanically alloyed amorphous Ti50(Cu0.45Ni0.55)44-xAlx Si4B2 alloys with supercooled liquid region [J]. Journal of Materials Research, 2002, 17: 1743-1749.
[15] WANG Y L, XU J, YANG R. Glass formation in high-energy ball milled Tix (Cu0.45Ni0.55)94-xSi4B2 alloys [J]. Materials Science and Engineering A, 2003, 352: 112-117.
[16] SHARMA S, VAIDYANATHAN R, SURYANARAYANAA C. Criterion for predicting the glass-forming ability of alloys [J]. Applied Physics Letters, 2007, 90: 111915.
[17] CHO Y S, KOCH C C. Mechanical milling of ordered intermetallic compounds: The role of defects in amorphization [J]. Journal of Alloys and Compounds, 1993, 194: 287-294.
[18] KOCH C C, WHITTENBERGER J D. Mechanical milling/ alloying of intermetallics [J]. Intermetallics, 1996, 4: 339-355.
[19] ZHAO Y H. Thermodynamic model forsolid-state amorphization ofpure elements by mechanical milling [J]. Journal of Non- Crystalline Solids, 2006, 352: 5578-5585.
(�༭ ����Ⱥ)
������Ŀ��������Ȼ��ѧ���������ѧ����������Ŀ(50801028)���������������������˲�֧�ּƻ�������( NCET-11-0163)
�ո����ڣ�2013-07-24�������ڣ�2013-10-08
ͨ�����ߣ�������������ʦ����ʿ���绰��020-61086128��E-mail: leon.zou@163.com

