240#���ͻ�������ȡ�����о�
��Դ�ڿ���ϡ�н���2021���1��
�������ߣ��ܽ�Ӣ ������
����ҳ�룺85 - 92
�ؼ��ʣ���������;ճ��;240#���ͻ�����;��;ϡ��;
ժ Ҫ��̽�����л�������ֵ���Ȼ�����Һ��ʼpH����ȡ�¶ȡ���ȡʱ�䡢��ȼ�������Ũ�ȶ�240#���ͻ�������������������Ӱ�켰��ʧ�������ʵ��������,���л������Ϊ20%������+20%������+60%�ǻ�ú��(�л�����ֵΪ0.75 mol��L-1),����ֵ0.05��0.15 mol��L-1,��ȡ�¶�25��,��ȡʱ��60 min,���O/A���л�����ˮ������ȣ�=1/1,pHΪ3.51��������ʱ,240#���ͻ��������Ч����,��������黯���������������ֵΪ0.10 mol��L-1ʱ,������������Ϊ0.055��0.056 mol��L-1֮��,�ϴ�ͳ180#���û�����߳�14%,�ܽ���ʧ����������������ʧ�����ϴ�ͳ180#���û��������ʧ����,�����˴�ͳ180#��������ȡ����ճ�ȴ������Բ�,�ײ����黯�������ᷴ��ʱ,���ػ��������ķ������൱,����99.40%���ϡ����ϡ����Һ�е�������2��������ȡ��,����Һ��Al3+�ĺ�����Ϊ540 mg��L-1,��������кͳ��ӹ����Ʊ�ϡ����Һ;����3��������ȡ��,����Һ��Al3+�ĺ�����Ϊ81 mg��L-1,��ʵ���õͼ۵�̼���δ���۲������ϡ����Ʒ,���������ɱ����ڳ���������,240#���ͻ������ܹ������ͳ180#�������ʹ�á�
ϡ�н��� 2021,45(01),85-92 DOI:10.13373/j.cnki.cjrm.XY18110008
�ܽ�Ӣ ������
����������ѧұ���뻯ѧ����ѧԺ
̽�����л�������ֵ���Ȼ�����Һ��ʼpH����ȡ�¶ȡ���ȡʱ�䡢��ȼ�������Ũ�ȶ�240#���ͻ�������������������Ӱ�켰��ʧ�������ʵ�������������л������Ϊ20%������+20%������+60%�ǻ�ú��(�л�����ֵΪ0.75 mol��L-1)������ֵ0.05��0.15 mol��L-1����ȡ�¶�25�棬��ȡʱ��60 min�����O/A(�л�����ˮ�������)=1/1,pHΪ3.51��������ʱ��240#���ͻ��������Ч���ã���������黯���������������ֵΪ0.10 mol��L-1ʱ��������������Ϊ0.055��0.056 mol��L-1֮�䣬�ϴ�ͳ180#���û�����߳�14%���ܽ���ʧ����������������ʧ�����ϴ�ͳ180#���û��������ʧ���ͣ������˴�ͳ180#��������ȡ����ճ�ȴ������Բ�ײ����黯�������ᷴ��ʱ�����ػ��������ķ������൱������99.40%���ϡ����ϡ����Һ�е�������2��������ȡ������Һ��Al3+�ĺ�����Ϊ540 mg��L-1����������кͳ��ӹ����Ʊ�ϡ����Һ������3��������ȡ������Һ��Al3+�ĺ�����Ϊ81 mg��L-1����ʵ���õͼ۵�̼���δ���۲������ϡ����Ʒ�����������ɱ����ڳ��������У�240#���ͻ������ܹ������ͳ180#�������ʹ�á�
��������;ճ��;240���ͻ�����;��;ϡ��;
��ͼ����ţ� TF845
����飺�ܽ�Ӣ(1984-)��Ů����������ˣ���ʿ�о�����������ʦ���о�����ϡ�������������ܽ��ģ�E-mail:confident-zhou@163.com��;*�����������ڣ��绰��18970706889,E-mail:yanguming@126.com;
�ո����ڣ�2018-11-08
����������Ȼ��ѧ������Ŀ(51774155)����;
Zhou Jieying Yang Youming
School of Metallurgy and Chemical Engineering,Jiangxi University of Science and Technology
Abstract��
Due to the high co-occurrence of aluminum and rare earth,aluminum will enter the rare earth solution with leaching,leaching liquor precipitation and hydrochloric acid decomposition,which will affect the subsequent extraction ability and the quality ofrare earth products.It is very important to remove aluminum efficiently before rare earth solution enters the extraction and separationprocess.At present,neutralization precipitation method and naphthenic acid single stage aluminum removal method are widely used,neutralization precipitation method is difficult to filter,rare earth loss is large,traditional 180#naphthenic acid extraction aluminum iseasy to emulsify,and difficult to realize continuous impurity removal.240#new type naphthenic acid has the superior characteristics ofhigh acid value,low viscosity and good fluidity,it may be a good choice to replace the traditional 180#naphthenic acid extraction to re-move aluminum.Therefore,the performance of 240#new type naphthenic acid extraction aluminum was researched,which expected toprovide technical support for the removal of aluminum from rare earth solution.Industrial-grade 240#new type naphthenic acid and sul-fonated kerosene were used,analytical-grade isooctanol,anhydrous aluminium chloride,NaOH,and HCl were purchased.The organ-ic phase and the aluminum chloride solution were prepared according to the set conditions,the organic phase mixed by 240#new typenaphthenic acid,sulfonated kerosene and isooctanol(in volume ratio),and the aluminum chloride solution was obtained by dissolvinganhydrous aluminium chloride with deionized water.The effect of the organic phase saponification value,the initial pH value of alumi-num chloride solution,the extraction temperature,the extraction time,the O/A volume ratio(volume ratio of organic phase to aqueousphase)and the concentration of 240#new type naphthenic acid in organic phase on aluminum saturation capacity and organic phaseviscosity of 240#new type naphthenic acid were investigated in a fully automatic flip thermostat by single stage extraction.The alumi-num saturation and dissolution loss rate of 240#new type naphthenic acid and traditional 180#naphthenic acid were compared.The ex-traction and separation behavior of aluminum and rare earth in the mixed rare earth solution was studied under better conditions.Theorganic phase viscosity was determined by viscometer,the concentration of aluminum ion was determined by flame atomic absorptionspectrometry,and the concentration of rare earth ions in the solution was determined by ethylenediamine tetraacetic acid(EDTA)complexometric titration and inductively coupled plasma atomic emission spectrometry(ICP-AES).The experimental results showedthat the optimum conditions of 240#new type naphthenic acid single stage extraction aluminum were as follows:the organic phase com-posed of(in volume ratio)20% 240#new type naphthenic acid,20% isooctyl alcoho,and 60% sulfonated kerosene(the organic phaseacid value was 0.75 mol��L-1),the saponification value was 0.05 to 0.15 mol��L-1,the extraction temperature was 25 ��,the extractiontime was 60 min,the volume ratio was 1/1 and the aluminum chloride solution initial p H was 3.51,the aluminum saturated capacitycould reach 0.038 to 0.075 mol��L-1,the stratification effect between organic phase and aqueous phase was very good,and there was nothree-phase and emulsification phenomenon.Comparison of the results of aluminum extraction with 240#new naphthenic acid and tradi-tional 180#naphthenic acid,with the increase of cycle reaction number of times,the aluminum saturation capacity of 240#new naph-thenic acid and traditional 180#naphthenic acid decreased,the total loss of dissolution and aluminum extraction saturation capacity in-creased.When the saponification value was 0.10 mol��L-1,the aluminum saturated capacity was 0.055 to 0.056 mol��L-1,14% higherthan traditional 180#naphthenic acid.After 10 times cycle,the total amount of dissolution loss and aluminum extraction saturated ca-pacity loss of 240#new naphthenic acid were 0.25% and 1.42%,which were lower than those of traditional 180#naphthenic acid dissolu-tion loss of 0.31% and aluminum extraction saturated capacity loss of 2.03%,and the stratification effect of 240#naphthenic acid was ob-viously better than that of traditional 180#naphthenic acid,which can effectively avoid emulsification due to high viscosity and poor flu-idity of organic phase.When hydrochloric acid was used for stripping,the stripping rates of two loaded aluminum naphthenates weremore or less,both above 99.40%.Used 240#new type naphthenic acid to extract aluminum from the mixed rare earth solution,the ��Al(3+/RE3+) increased and the aluminum content in the rare earth solution decreased with the increase of extraction stage.For two stages ex-traction,the ��Al(3+/RE3+) was 115.63,the content of aluminum in the raffinate reduced to 540 mg��L-1,which could replace the neutralizationand impurity removal process to prepare the rare earth solution.Extract for three stages,the ��Al(3+/RE3+) reached to 361.28,and the contentof aluminum in the raffinate was only 81 mg��L-1,which could replace high price oxalic acid with low price carbonate to precipitate rareearth and reduce production cost.In the aspect of extraction and aluminum removal,the 240#new naphthenic acid could replace the tra-ditional 180#naphthenic acid.
Keyword��
saturation capacity; viscosity; 240# new type naphthenic acid; aluminum; rare earths;
Received�� 2018-11-08
����������ϡ����Դ�IJ��Ͽ��ɣ�Խ��Խ���ƶ�����ϡ�������뿪�����С���������ϡ���ĸ߶Ȱ����ԣ��������Ž���ĸҺ����������ֽ�Ľ��ж����뵽ϡ����Һ��
Ŀǰ��ϡ����Һ�����ķ�����Ҫ���кͳ�����
1 ʵ��
1.1 ԭ��
240#���ͻ�������ֵΪ3.75 mol��L-1����dz��ɫ��������������������ᣬ��������ᣬ����ɷ���ҪΪ���������ʣ�C=11��15�����ǻ�ú��Ϊ��ҵ��������������ˮAl Cl3��Na OH��HCl�Ⱦ�Ϊ�����������ϡ����Һ���Ϸ�������ϡ����������ֽ�����á�
1.2 �豸
ȫ�Զ���תʽ������ȡ���������߿�GGC-F����p H�ƣ�PHS-3C����ճ�ȼƣ�NDJ-8S����������������CJJ78-1�������Ӿ�����ƽ��FA1104����˫�����������HY-6���ȡ�
1.3 ����
��Ҫ������Һ�Ʊ�����������ȡ�ͼ�⻯����̡��ô�ˮ�ܽ���ˮ�Ȼ����Ʊ��Ȼ�����Һ������p H���ã��л������Ϊ240#���ͻ����ᡢ�ǻ�ú�ͺ���������һ������������ƶ��ɣ��л���������������Һ�����ⶨ����ֵ���ã���ȡ������ȫ�Զ���תʽ������ȡ������ɣ����÷ֲ�ⶨ����Һ������Ũ�ȣ��ò��������������������������ճ�ȼƲⶨ���ػ������ճ�ȣ����ػ����������ᷴ�ͣ��ⶨˮ��������Ũ�Ⱥ��ټ��㷴���ʡ�
������ȡ����Ϊѡ���Ȼ�����Һp H 3.51�����������Ϊ20%������+20%������+60%�ǻ�ú�ͣ��л�����ֵΪ0.75 mol��L-1��������ֵ0.10 mol��L-1,O/A��ȣ��л�����ˮ������ȣ�=1/1����ȡ�¶�25�棬��ȡʱ��60 min��6�����أ��ı�����ijһ�����أ��ڵ�����ȡ�������¿�������ض�240#���ͻ�������������������/���л���ճ�ȵ�Ӱ�졣
1.4 ��������
��Һ�е�ϡ������Ũ�Ȳ���EDTA���Ҷ��������ᣩ��ϵζ�����ICP-AES�������ϵ�������ԭ�ӷ���������ⶨ��������Ũ���û���ԭ�����չ����ⶨ�����ɸ�����ɫұ���о�������������IJⶨ�ṩ���÷��������ǹ��Ҽ��Ͽ�ʵ���ҡ�
1.5 ����
����������ָ���Ÿ��ص����ӣ���ȡ�����ؽ���Ԫ�صļ���ֵ����ʾ��ȡ�����ȶ�״̬ʱ�������������ʽ��1������240#���ͻ�������ȡ���ı���������

ʽ�У�Cs����ȡ���ı���������mol��L-1);Ct����ȡƽ��ʱ����Һ��������Ũ�ȣ�mol��L-1);Vt������Һ�����L);C0����ȡҺ�������ӳ�ʼŨ�ȣ�mol��L-1);V0����ȡҺ�����L);Vs���л��������L����
����ֵ��ָ��������Na OH��Ӧ���л���Ũ�ȡ��ⶨ����ֵʱ���������л����������������Һ���������л���10 min�����÷ֲ��ų�����Һ����ˮϴ�л������Σ�����Һ��ˮϴҺ�ϲ�����Na OH����Һ�ζ������ԣ���ʽ��2��ͨ�������ȷ�����л��������ֵ��

ʽ�У�C�����л�������ֵ��mol��L-1);CHCl���������ҺŨ�ȣ�mol��L-1);CNa OH��Na OH����ҺŨ�ȣ�mol��L-1);VNa OH��Na OH����Һ�����L);Vs���л���ȡ�������L����
2 ���������
2.1 ����ֵ�����ͻ�������������������ճ�ȵ�Ӱ��
��1.3ʵ����̿�������ֵ��240#���ͻ��������������������л���ճ�ȵ�Ӱ�졣����ֵ�ֱ�ȡ0,0.05,0.10,0.15,0.20,0.25,0.30��0.75mol��L-1��ʵ������ͼ1��2��ʾ��
��ͼ1��2�����֪��240#���ͻ�������������������������ֵ�����߶���������0.20mol��L-1ʱ�����������������ӵ��ٶȻ���������ֵΪ0.25 mol��L-1����ʱ��ͼ2б�ʷ������ʾ�ͺ������Ϊ[Al(HA2)]2+����ʽ��������ֵ����0.25mol��L-1ʱ���ͺ������Ϊ[Al(HA2)0.45]2.55+����ʽ��˵����������ֵ����ߣ����������������������ӣ���״Һ�δ��������ӣ������ų���������Һ�����Ծ۽ᣬ�������ȶ���״Һ���Ӷ��������黯
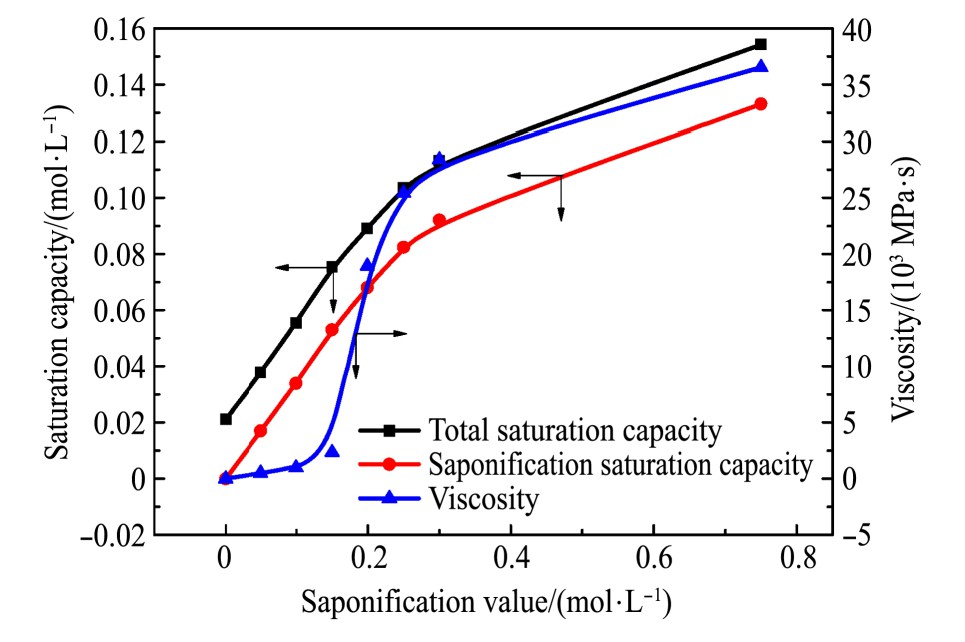
ͼ1 ����ֵ�����ͻ�������������������Ӱ��
Fig.1 Effect of saponification value on aluminum saturation capacity of new naphthenic acid
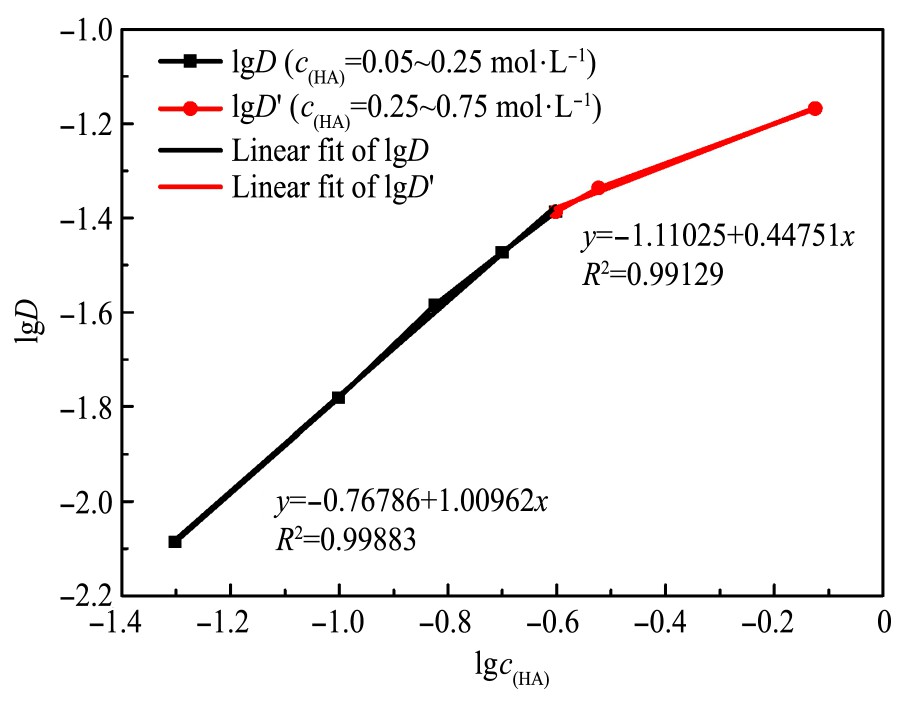
ͼ2 lg D��lgc(HA���Ĺ�ϵ
Fig.2 Relationship between lg D and lgc(HA)
(D-distribution ratio of Al3+,c(HA)-concentration of naphthenicacid in organic phase)
ͼ1��������������л���ճ��������ֵ�����Ӷ����ߣ�������ֵΪ0.20 mol��L-1ʱ��ճ���ѿɸߴ�18619 m Pa��s������Ӱ����ȡ���̵Ľ��У���������ֵ�Ľ�һ���Ӵ�ճ�ȼ����������л�������������ճ��Խ���л���Ǩ���ٶ�Խ������̬��������ƽ��ʱ��̣�������ɲ�ƽ�⣬Ҳ��������ͺ���ļ���仯��
�ۺϵ�֪�����ͻ���������ʱ����ֵӦѡȡ��0.05��0.15 mol��L-1֮�䡣
2.2 �Ȼ�����Һp H�����ͻ�������������������Ӱ��
��1.3ʵ����̿����Ȼ�����Һ��ʼp H��240#���ͻ������������̱���������Ӱ�졣�Ȼ�����Һ��ʼp H�ֱ�ȡ0.89,1.88,2.02,3.18,3.51,4.15��4.52��ʵ������ͼ3��ʾ��
��ͼ3�����֪��240#���ͻ����������������������Ȼ�����Һp H�����߳���������͵����ƣ���p H=3.51���ּ�ֵ����ʱ��������Ϊ0.0554 mol��L-1����ȡ���������ӽ����Ĺ��̣�ͨ������£�ֻҪ���ͽ������Ӻ������ߣ��л�����ˮ���Ͼ��ȣ�������֮���������������ӽ��������ǿ������������Ӧ���γ���Ӧ���ͺ������Na OH��Һ����ʱ����������ֵ�����ӣ������ᱻ�����ɻ������Ƶı������ӣ�������ʽ���ڵĻ���������½���ʹ���л�����ֵ�½���ʵ�������ʾ������ȡ��ʱ�����������ӵIJ��ϱ���ȡ������Һp H����ȡҺ��ȳ����Ƚ��ͺ����������ơ���p H�ܵ�ʱ���հ��л�����ȡ��ռ��Ҫ���̣��ų���H+��ʹ����Һ���������p H���ͣ�����p H�����ߣ���������������ǿ������Һp H����������һ����p H��Χ�ڣ�����Һ������ˮ����л���֮�䲢�����������������ȡҺp H����4��ʱ��������ȡ�Ľ��У�ˮ������ְ�ɫ�������������������ˮ�����л���֮�䣬Ӱ����ȡ�Ľ��С���Ҫ����Ϊ����Һˮ��p H���ߣ�������ˮ�⣬�����������������ʽ����

ͼ3 �Ȼ�����Һ��ʼp H�����ͻ�������������������Ӱ��
Fig.3 Effect of aluminum chloride solution initial p H on alu-minum saturation capacity of new naphthenic acid
2.3 ��ȡ�¶ȶ����ͻ�������������������ճ�ȵ�Ӱ��
��1.3ʵ����̿�����ȡ�¶ȶ�240#���ͻ������������̱���������ճ�ȵ�Ӱ�졣��ȡ��ȡ�¶ȷֱ�ȡ5,15,25,35,45��55�棬ʵ������ͼ4��ʾ��
��ͼ4�����֪��240#���ͻ����������������������¶ȵ����߶��������л���ճ�����¶ȵ����Ӷ����͡�����Ҫԭ������Ϊ�¶ȵ����ߣ����ӵ����˶��ӿ죬��������ȡҺ�����ӻ�ȣ�����˷��Ӷ��ܣ��ٽ��˷��Ӽ�������������˷��Ӽ�����������Ӷ�������ճ��
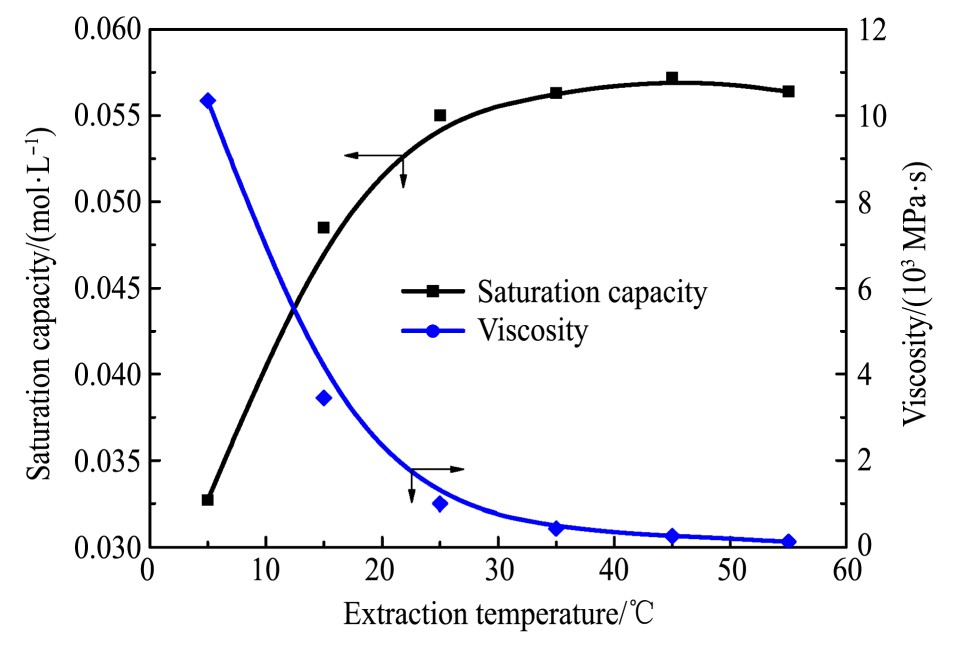
ͼ4 ��ȡ�¶ȶ����ͻ�������������������Ӱ��
Fig.4 Effect of extraction temperature on aluminium satura-tion capacity of new naphthenic acid
2.4 ��ȡʱ������ͻ�������������������Ӱ��
��1.3ʵ����̿�����ȡʱ���240#���ͻ������������̱���������Ӱ�졣��ȡʱ��ֱ�ȡ15,30,45,60,90��120 min��ʵ������ͼ5��ʾ��
��ͼ5�����֪��240#���ͻ�����������������������ȡʱ����ӳ�����������������ʱ����ӳ������˷��Ӽ����ײ���ʣ�������ȡ�����������ӣ������л�����ȡ���ͺ���ȡ�����㲻�����ӡ���ʱ������120 minʱ�������������60 minʱֻ������3.25%���ۺ���ȡЧ�ʡ����������ܺĵȿ������أ���ȡʱ������ѡȡ60 min��
2.5 ��ȶ����ͻ�������������������Ӱ��
��1.3ʵ����̿���O/A��ȣ��л�����ˮ������ȣ���240#���ͻ������������̱���������Ӱ�졣O/A��ȷֱ�ȡ3/1,2/1,1/1,1/2��1/3��ʵ������ͼ6��ʾ��
��ͼ6�����֪��240#���ͻ���������������������O/A��ȵĽ��Ͷ����͡�O/A��ȴ�ʱ����λ�������Ч������������٣������������࣬��Ծ���������Ч�������������ӵ���ײ���ʣ���֤������Ч������ĸ�Ч�ͺϣ��Ӷ���Ч�������ȡ������O/A��Ƚ�Сʱ����λ����ڵ���Ч����������������࣬��������Ӽ������ã�����ʱ������ͬ������Ӽ����ų����ã�������������������Ч�������ĸ�Ч�ͺ�������������ˮ������������л��λ��������������ӣ������л���ֲ������ͣ�Ӱ�췴Ӧ�ľ����Ժ�������
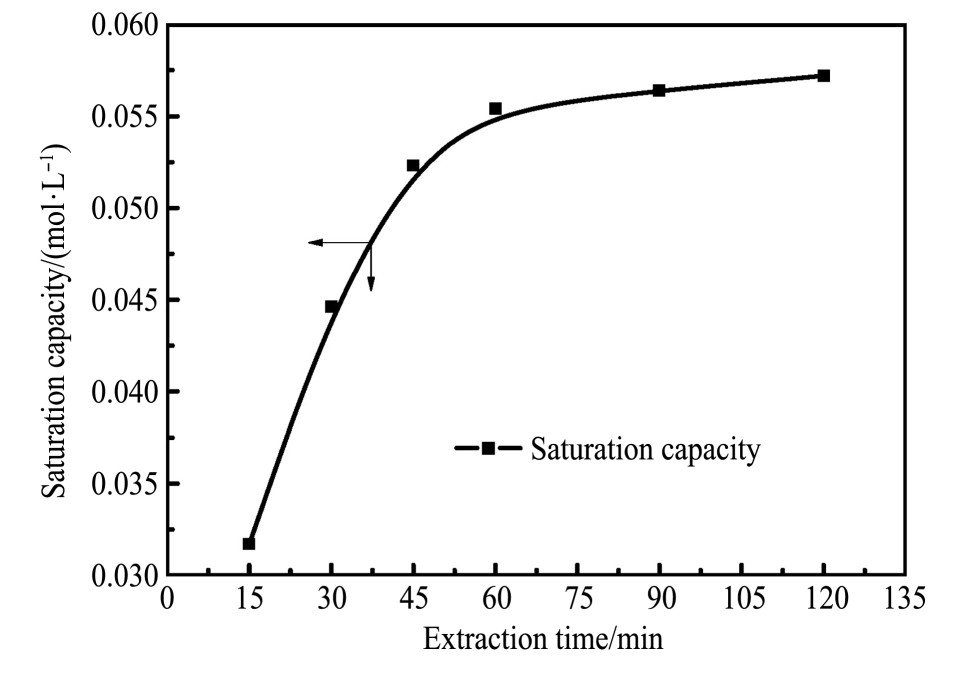
ͼ5 ��ȡʱ������ͻ�������������������Ӱ��
Fig.5 Effect of extraction time on aluminium saturation capac-ity of new naphthenic acid
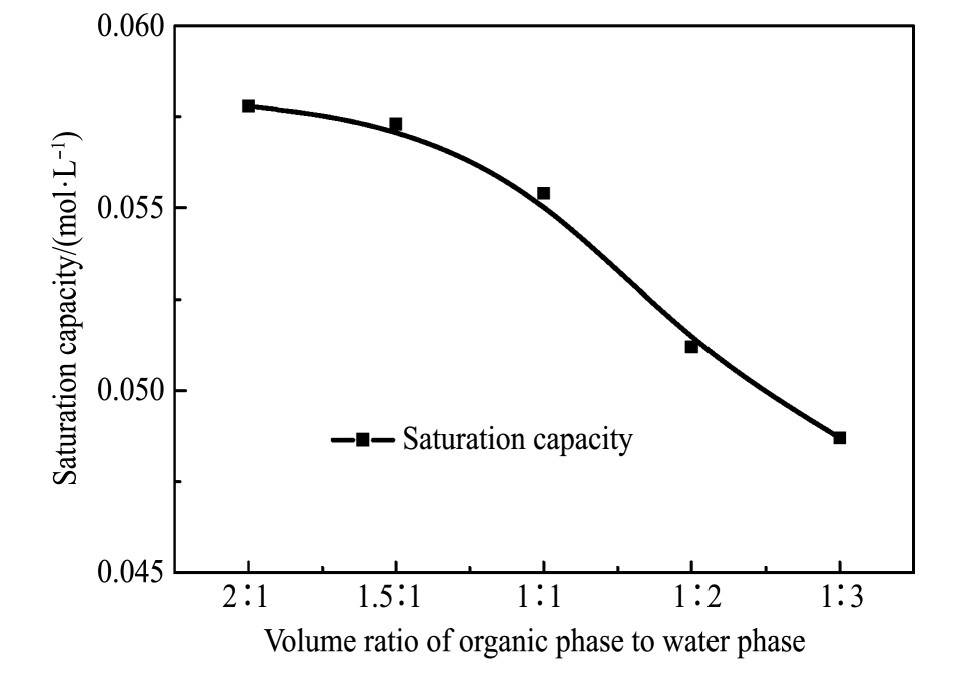
ͼ6 O/A��ȶ����ͻ�������������������Ӱ��
Fig.6 Effect of O/A volume ratio on aluminium saturation ca-pacity of new naphthenic acid
2.6 ������Ũ�ȶ����ͻ�������������������Ӱ��
��1.3ʵ����̿��컷����Ũ�ȶ��������̱���������ճ�ȵ�Ӱ�졣������Ũ�ȷֱ�Ϊ0.375,0.563,0.75,1.125,1.5,1.875,2.25��3.75 mol��L-1��ʵ������ͼ7��ʾ��
��ͼ7�����֪��240#���ͻ��������������������Ż�����Ũ�ȵ����߳���������͵����ƣ������л���ճ�����������Ũ�ȵ�������ճ�������������л���Ǩ���ٶ�Խ���������ȡ��ƽ�⣬���ս���������������������Ȼ��Ũ��Ϊ1.125 mol��L-1ʱ���������м���ֵ������ʱ�л����ճ��������Ӱ������ȡ�Ľ��У��ۺϿ��ǣ�ѡȡ�л���Ũ��Ϊ0.75 mol��L-1�Ϻ��ʡ�
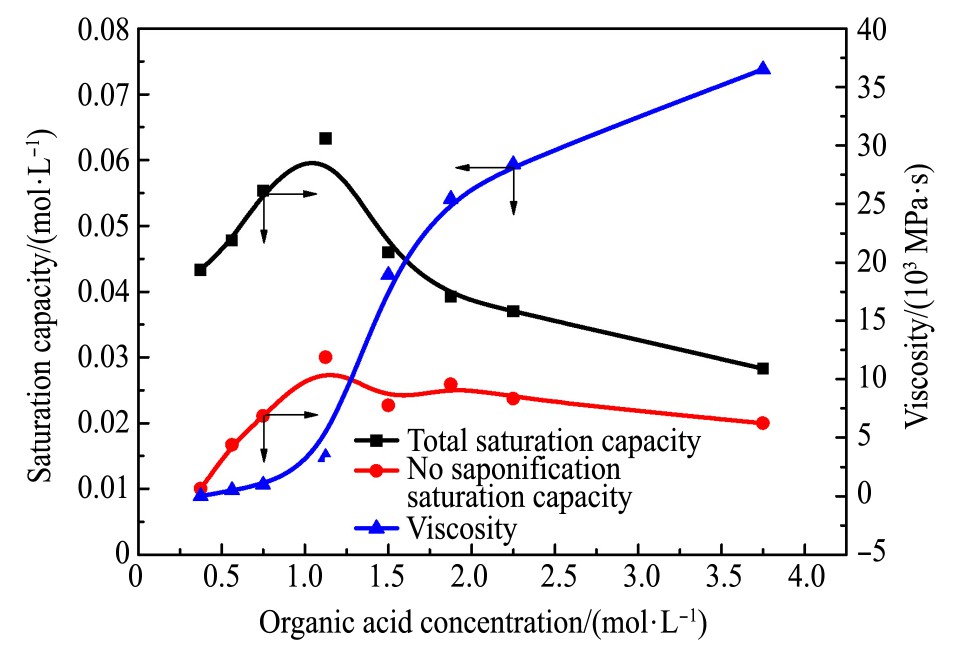
ͼ7 ������Ũ�ȶ����ͻ�������������������Ӱ��
Fig.7 Effect of naphthenic acid concentration on aluminium saturation capacity of new naphthenic acid
2.7 ���ͻ������봫ͳ������Ա�ʵ�鼰�ܽ���ʧ�ⶨ
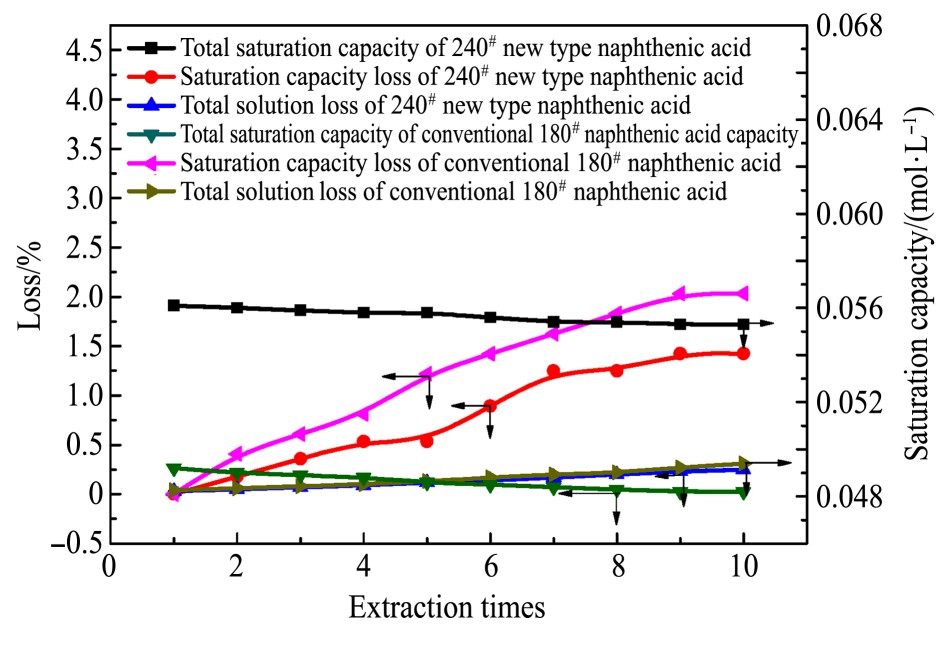
��1.3ʵ����������240#���ͻ������봫ͳ���������������������ܽ���ʧ�ʣ�����3.50mol��L-1�����ᷴ���ػ���������ʵ�����ֱ���ͼ8��ͼ9��ʾ��
��ͼ8�����֪�����ŷ�Ӧ���������ӣ����ֻ������������������������½����ܽ���ʧ����������������ʧ��������ͼ9����������ػ������������ʾ���99.4%���ϣ�˵����ȡ�������ױ�������ˮ�࣬�Ӷ�ʵ���л����ѭ��ʹ�á�
ͼ8 ������Ա�ʵ����
Fig.8 Contrast experimental results of naphthenic acid
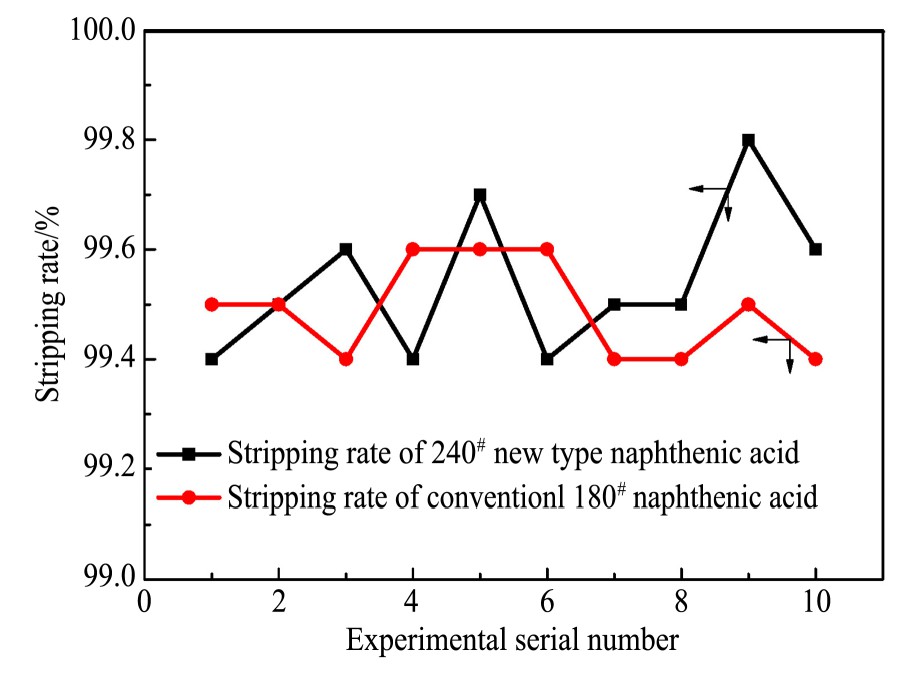
ͼ9 ���ػ����������ͽ��
Fig.9 Results of stripping of loaded aluminium naphthenate
��ͳ180#������ʹ��10�κ��ܽ���ʧ����Ϊ0.31%����������������ʧ����Ϊ2.03%;240#���ͻ�����ʹ��10�κ��ܽ���ʧ����Ϊ0.25%����������������ʧ����Ϊ1.42%���ϴ�ͳ180#���û��������ʧ�����͡����ܽ���ʧ��������������������ʧ���������ȣ�����Ҫ����Ϊ240#���ͻ����������л��д����ij��������ࣨC=11��15�������ʴ��ڣ���Щ����ˮ����С����ʧ�٣�˵���ܽ���ʧ��������Ҫ�ǻ�����ɷ֣�����������������������ʧ���ܽ���ʧ������
240#���ͻ�������������������0.055��0.056mol��L-1֮�䣬�ϴ�ͳ180#���û�����0.048��0.049mol��L-1�߳�14%��ʵ����̲ⶨ�����ͻ�����ճ�����Ե��ڴ�ͳ180#������ճ�ȣ�����ȡ������������黯�������������Ҫ��240#���ͻ����������������ͳ180#�����Ậ�У������Ĵ���Ҳ�����黯��ԭ��֮һ
���ԣ������Ǵ����������������л���ճ�ȼ���ʧ�ʵȷ��棬���Ǵ���ȡ������黯����ĽǶȶ��ԣ�240#���ͻ���������Ч���������ڴ�ͳ180#�����ᣬ�����ػ�������������Ч���൱����Ի����ϡ����Һ�ַֽγ��������кܺõ�ָ�����á�
2.8 ���ͻ�������ȡ����ϡ�����о�
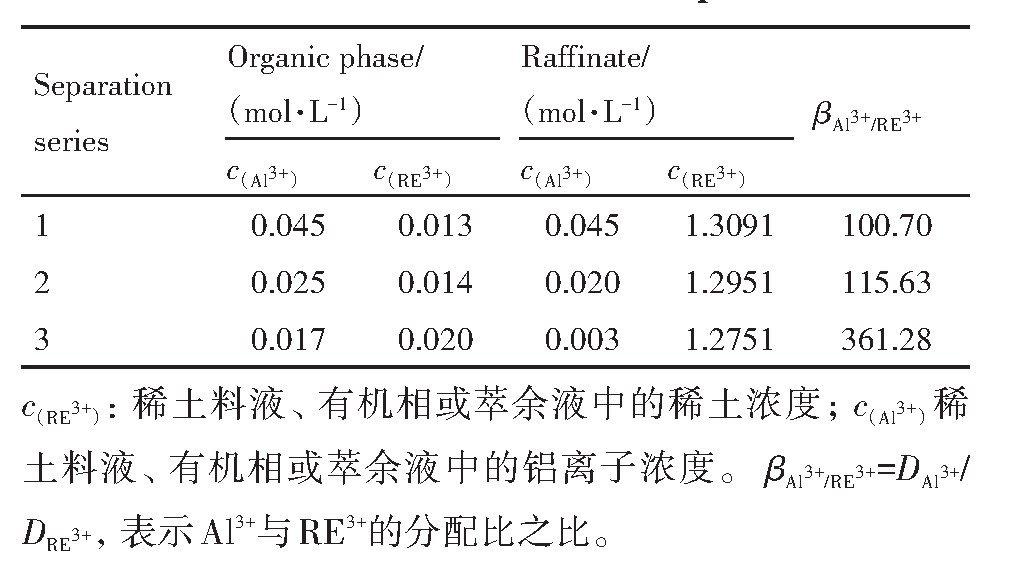
��1.3ʵ����̿���240#���ͻ�������ȡ���ϡ����Һ������ϡ�����о�������Ȼ�ϡ����Һp HΪ3.51,c(RE3+)=1.3221 mol��L-1,c(Al3+)=0.090mol��L-1��ʵ��������1��
�ɱ�1�����֪���ڸ������£�������ȡ���������ӣ���Al3+/RE3+��������2��������ȡ������Һ��Al3+�ĺ�����Ϊ0.020 mol��L-1����540 mg��L-1������ȫ����ϡ����Һ�ַֽν�����ҺAl3+С��1000 mg��L-1��Ҫ��������кͳ����Ʊ�ϡ����Һ�Ĺ��̣�����3��������ȡ������Һ��Al3+�ĺ�����Ϊ0.003 mol��L-1����81 mg��L-1������̼���γ���Ҫ���100 mg��L-1������ȫʵ���õͼ۵�̼���δ���۲������ϡ����Ʒ�����������ɱ�����Դ��Ȼ�ϡ����Һ�����������Ʊ�ϡ����Ʒ��һ����ָ�����塣
��1 ���ͻ�������ȡ��������ϡ����� ����ԭͼ
Table 1 Results of extraction and separation of alumi-num and rare earth with new naphthenic acid
3 ����
1.240#���ͻ�������ȡ������ѹ�������Ϊ���л������Ϊ20%������+20%������+60%�ǻ�ú�ͣ��л�����ֵΪ0.75 mol��L-1��������ֵ0.05��0.15 mol��L-1,p H=3.0��4.0����ȡ�¶�25�棬��ȡʱ��60 min,O/A���=1/1��
2.240#���ͻ������봫ͳ180#������Ա�ʵ�������240#���ͻ�����ʹ��10�κ��ܽ���ʧ����Ϊ0.25%����������������ʧ����Ϊ1.42%���ϴ�ͳ���û��������ʧ�����ͣ�������������Ϊ0.055��0.056 mol��L-1֮�䣬�ϴ�ͳ180#���û�����0.048��0.049 mol��L-1�߳�14%������������黯����������Ҹ��ػ��������ķ������൱��240#���ͻ��������Խ�Խ������ȡ�۵�ѹ����������ȡ���������������˴�ͳ180#��������ȡ����ճ�ȴ������Բ�ײ����黯����ķ������ڳ������̣��ܹ������ͳ180#�������ʹ�á�
3.��240#���ͻ�������ȡ������ϡ����Һ�е����������ʾ������ȡ���������ӣ���Al3+/RE3+��������2��������ȡ������Һ������ϡ����Һ�ַֽεĽ�����ҺҪ��������кͳ����Ʊ�ϡ����Һ�Ĺ��̣�����3��������ȡ������Һ����ȫʵ���õͼ۵�̼���δ���۲������ϡ����Ʒ�����������ɱ�����Դ��Ȼ�ϡ����Һ�����������Ʊ�ϡ����Ʒ��һ����ָ�����塣
�����

