AZ31镁合金板材温热冲压数值模拟与实验研究
苌群峰1, 李大永1, 彭颖红1, 曾小勤2
(1. 上海交通大学 机械与动力工程学院, 上海 200030;
2. 上海交通大学 材料科学与工程学院, 上海 200030)
摘 要: 采用Gleeble3500热模拟实验机进行了单向拉伸实验, 分析了AZ31镁合金板材的力学性能; 以此实验数据为基础, 对温热冲压过程进行了数值模拟, 研究了拉深温度、 压边力等工艺因素对镁合金板材成形性能的影响; 通过极限拉深比实验, 对数值模拟结果进行了实验验证。 结果表明: 在极限拉深温度150℃, 极限拉深速度15mm/s, 固定压边力的工艺条件下, 极限拉深比能够达到2.5。 模拟结果表明: 模拟结果和实验结果具有良好的一致性; 采用变压边力可以明显提高板材的冲压性能, 极限拉深比将达到5.0。
关键词: AZ31镁合金板材; 温热冲压; 数值模拟; 极限拉深比; 变压边力 中图分类号: TG386.3
文献标识码: A
Numerical simulation and experimental study of warm deep drawing of AZ31 magnesium alloy sheet
CHANG Qun-feng1, LI Da-yong1, PENG Ying-hong1, ZENG Xiao-qin2
(1. School of Mechanical Engineering,Shanghai Jiao Tong University, Shanghai 200030, China;
2. School of Materials Science and Engineering,Shanghai Jiao Tong University, Shanghai 200030, China)
Abstract: The uniaxial tensile test was conducted by using Gleeble 3500 thermal-mechanical simulator, and the mechanical property of AZ31 magnesium alloy sheet was analyzed. The test results were then employed in the numerical simulation of warm drawing process, and the influences of process parameters such as drawing temperature, blank holder force were investigated. In order to validate the simulation results, the limiting drawing ratio tests were also performed. The results show that, under the technique condition of limit forming temperature of 150℃ and limit drawing velocity of 15mm/s, the limiting drawing ratio can reach 2.5. The simulation results show that, simulation results are consistent with the experimental results. Using variable blank holder force can remarkably improve the forming performance, and the limiting drawing ratio would reach 5.0.
Key words: AZ31 magnesium alloy sheet; warm drawing; numerical simulation; limiting drawing ratio; variable blank holder force
进入21世纪, 以变形镁合金为主的第二次镁合金时代已经来临, 近年来镁合金在汽车工业、 航空航天业以及3C行业得到了广泛的应用[1-4]。 镁合金薄板冲压成形技术不仅可以充分利用镁合金材料优异的机械性能、 环保性以及满足产品薄壁化、 轻量化的趋势, 而且能够大幅度提高生产效率和产品合格率, 因此研究开发镁合金板材冲压成形技术, 已经逐渐成为研究的热点[5-10]。
利用数值仿真技术模拟薄板冲压成形过程, 不仅可以预测成形过程中材料的流动趋势和应力应变分布, 避免实际生产中的成形缺陷, 预测与消除起皱和拉裂, 计算回弹、 毛坯尺寸以及确定压边力等, 还可以实现工艺参数的优化, 目前已经在生产中得到广泛的应用[11, 12]。 但是由于镁合金的密排六方(HCP)晶体结构, 冲压成形工艺条件复杂, 所以镁合金薄板成形数值模拟技术是涉及到几何、 材料、 和边界条件三重非线性的复杂问题, 成为国际薄板塑性成形领域的一个研究难题, 国外学者做了大量的研究工作[13-16]。
本文作者从板材的轧制、 力学性能实验、 数值模拟直到最后的极限拉深比实验验证, 对镁合金薄板冲压成形进行了系统全面的研究。 通过单向拉深实验, 获取材料的力学性能数据; 通过有限元数值模拟分析了应力应变场的分布, 研究了温度、 压边力等工艺参数对板材成形性能的影响; 通过极限拉深比实验对模拟结果进行了实验验证。
1 单向拉深实验
实验材料为商用AZ31挤压板材, 由于挤压板材晶粒粗大并且不均, 需要进行轧制处理。 轧制采用多道次温轧工艺, 终轧厚度为0.8mm。 为了提高合金组织成分的均匀性, 将轧制后的板材进行均匀化退火处理, 退火温度为300℃, 保温1h后空冷, 图1所示为轧制退火态合金的显微组织。 组织试样尺寸按照GB6395-86(金属高温拉伸持久实验方法)设计, 拉伸实验参数列于表1。 实验设备为美
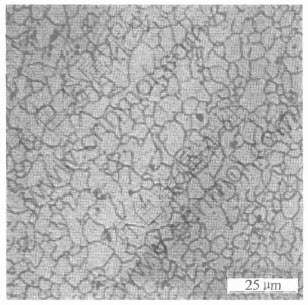
图1 轧制退火态AZ31镁板的显微组织
Fig.1 Microstructure of rolled and annealed of AZ31 magnesium sheet
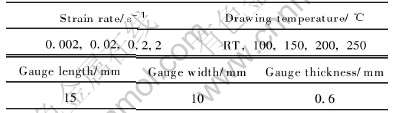
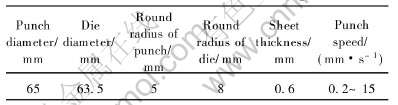
表1 单向拉伸实验工艺参数
Table 1 Processing parameters of uniaxial tensile tests
国DSI公司的Gleeble 3500热力学模拟实验机。 图2所示为应变速率为2×10-2 s-1时延伸率随温度的变化。 可见, 随着温度的升高, 延伸率明显提高, 200℃以上延伸率超过50%, 在400℃时高达100%, 显示出良好的塑性。 图3所示为单向拉伸实验得到的不同工艺参数下真实应力―应变曲线。 图3(a)所示为200℃时应变速率对流变应力的影响。 随着应变速率的降低塑性显著增加, 显示出明显的对应变速率敏感。 图3(b) 所示为应变速率为2×10-2 s-1时温度对流变应力的影响。 随着温度的升高, 屈服强度和抗拉强度明显降低, 在250℃以上, 由于动态回复的存在, 没有明显的加工硬化现象, 屈服强度和抗拉强度几乎相等。
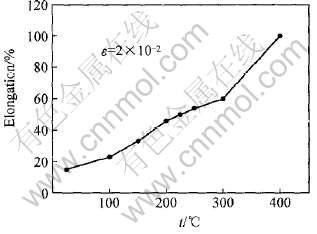
图2 不同温度下合金的延伸率
Fig.2 Elongation of alloy at different temperatures
2 极限拉深比实验
极限拉深比杯形件深拉延实验模具参照JB4409.3-88(薄板冲杯和冲杯载荷实验方法)设计, 模具尺寸列于表2。 镁板固定在凹模和压边圈之间, 用热电偶同时加热凹模和压边圈, 凸模不加热。 实验设备为普通的四柱液压机, 润滑采用易去除的油性PF润滑剂。 结果表明: 合适的拉延间隙为1.2δ(δ为板厚); 在极限拉深温度150℃, 拉深速度15mm/s的工艺条件下, LDR能够达到2.5(毛料直径165mm); 在200~300℃的温度区间内, LDR能够达到3.0(毛料直径200mm)。 LDR为2.0、 2.5、 3.0时拉延件实物照片如图4 所示。
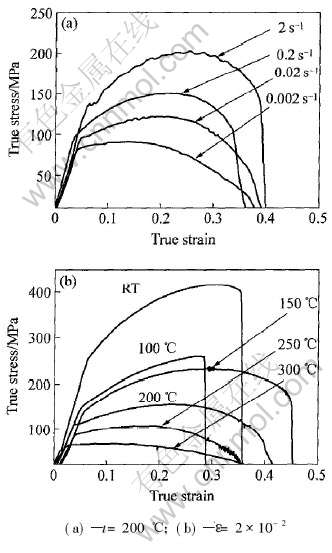
图3 不同工艺条件下的真实应力―应变曲线
Fig.3 True stress―true strain curves under different processing parameters
表2 拉延模具尺寸
Table 2 Dimensions of drawing die
3 数值模拟及分析验证
3.1 建模和模拟参数
采用Hypermesh建立冲压成形过程模拟模型, 考虑到模型的对称性, 本文利用1/4模型进行计算, 建立的模型如图5所示; 采用著名的显式算法求解器LS-DYNA进行求解。 为了使数值模拟结果和极限拉深比实验结果对比, 模型尺寸均按照表2设定。 板料设为变形体, 凸模、 凹模、 压边圈设

图4 LDR不同的拉延件
Fig.4 Drawn component of different LDRs
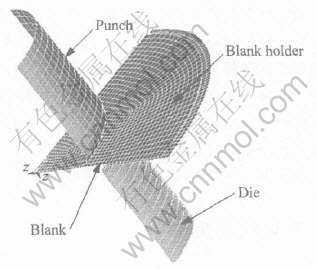
图5 拉延模有限元模型
Fig.5 Model for FEA of deep drawing
为刚体, 全部采用4节点壳单元划分网格。 AZ31镁板室温下的材料参数和模拟参数列于表3。 100、 150、 200、 250和300℃的材料参数由上述的单拉实验给出。
表3 数值模拟参数
Table 3 Parameters of numerical simulation
3.2 温度对成形性能的影响
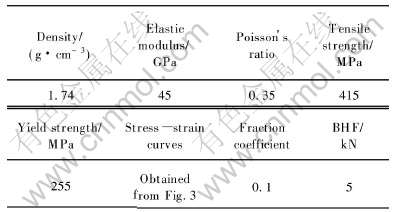
由图3(b)可知, AZ31镁合金对温度特别敏感, 因此在不同的温度下进行了数值模拟。 在较低的温度下, 由于材料的拉深性能较差, 不易于拉延成功, 图6(a)所示为温度100℃时, 冲头行程为10mm的等效应变等值线图, 图6(b)所示为200℃时, LDR为2.5的等效应变等值线图。 与文献[13]的成形极限图对比, 可以看出: 在100℃时, 在凹模圆角处的拉伸应变最早处于临界状态, 极限拉深比实验结果如图7(a)所示; 在200℃时, LDR达到2.5时拉伸应变才达到临界状态, 极限拉深比实验结果如图7(b)所示。 模拟结果和实验结果基本相一致。
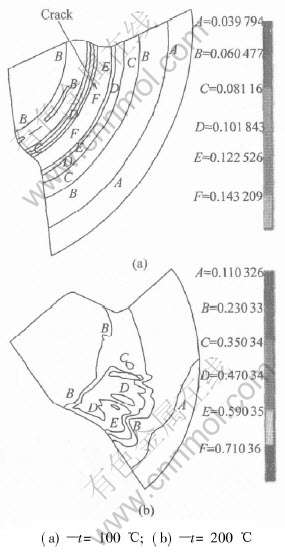
图6 不同温度下的等效应变等值线图
Fig.6 Contours lines of equivalent strain at different temperatures
3.3 压边力的影响
压边力(BHF)过大或过小, 将直接导致破裂和起皱的产生, 图8(a)所示为压边力为5kN时等效应力云图, 图8(b)所示为压边力为10kN时等效应力云图。 可以看出, 压边力过低时, 起皱为限制成形的主要因素; 压边力过高时, 断裂为影响成形的主要因素。 极限拉深比实验结果如图9所示。 图9(a)所示为压边力不足出现的起皱现象, 图9(b)所示为压边力过大造成的浅裂现象。
利用随凸模行程和位置变化的变压边力(VBHF)技术来改善板料的成形性能, 提高其成形精度和表面质量的作用已经为实验所验证, 国内外 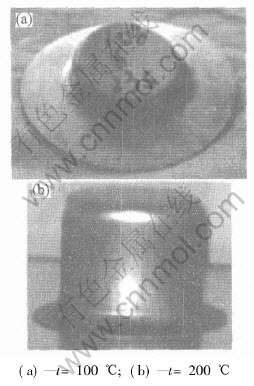
图7 不同温度下的拉深件图
Fig.7 Drawn component at different temperatures
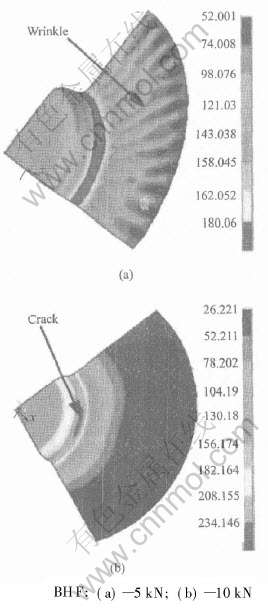
图8 不同压边力下的等效应力云图
Fig.8 Contours bands of equivalent stress at different BHFs
图9 不同压边力下的拉深件图
Fig.9 Photos of drawn component at different BHFs
在变压边力控制领域取得了一定成果[17-19]。 本文通过数值模拟探讨了变压边力对镁合金板材成形的影响, 根据冲压理论, 合理的压边力变化规律应该与冲头的冲压力相类似[20], 温度为200℃、 压边力为5kN时模拟的冲头冲压力随行程变化曲线如图10(a)所示, 根据此曲线设计的变压边力曲线如图10(b)所示, 开始压边力设为3kN, 行程为60mm时压边力设为7kN, 行程为120mm时下降到5kN。 采用变压边力模拟板料的厚度变化云图如图11所示, LDR可达5.0, 从图11可以看出, 深拉延时凸模圆角处厚度最薄为0.55mm, 已经成为易于拉裂部位。 模拟结果表明变压边力可以大大提高极限拉深比。
4 结论
1) 单向拉深实验数据表明: AZ31镁合金板材具有很强的温度敏感性和率相关性。
2) 极限拉深比实验表明: 拉深温度和压边力对AZ31镁合金板材的冲压性能具有重要的影响; 在200~300℃的温度区间内, LDR能够达到3.0; 在极限拉深温度150℃, 极限拉深速度15mm/s, 固定压边力的工艺条件下, 极限拉深比能够达到2.5。
3) 数值模拟结果表明: 实验结果和数值模拟结果具有良好的一致性; 应用变压边力可以显著提高镁合金板材的冲压性能, 极限拉深比可达5.0, 这一点还有待于进一步工艺验证。
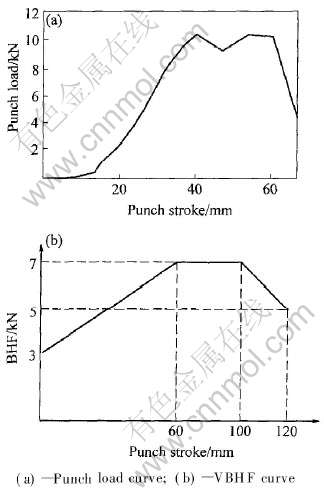
图10 数值模拟的冲压力曲线和变压边力曲线
Fig.10 Punch load and VBHF curves from numerical simulation
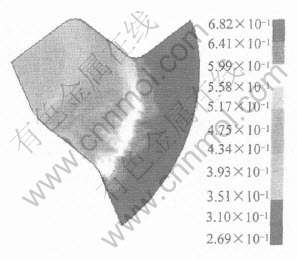
图11 厚度分布云图
Fig.11 Contours bands of thickness distribution(VBHF)
REFERENCES
[1]Friedrich H, Schumann S. Research for a “new age of magnesium” in the automobile industry[J]. Journal of Materials Processing Technology, 2001, 117: 276-281.
[2]余琨, 黎文献, 王日初, 等. 变形镁合金的研究开发及应用[J]. 中国有色金属学报, 2003, 13(2): 277-288.
YU Kun, LI We-xian, WANG Ri-chu, et al. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1505-1509.
[3]Clow B B. Magnesium industry overview[J]. Advanced Mater & Proc, 1996(10) : 33-36.
[4]Kojima Y. Platform science and technology for advanced magnesium alloy[J]. Mater Sci Forum, 2000, 350-351: 3-12.
[5]张凯锋, 尹德良, 吴德忠, 等. AZ31镁合金板的热拉深性能[J]. 中国有色金属学报, 2003, 13(6): 1505-1509.
ZHANG Kai-feng, YIN De-liang, WU De-zhong, et al. Deep drawability of AZ31 magnesium alloy sheets at elevated temperatures[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1505-1509.
[6]Iwanaga K, Tashiro H, Okamoto H, et al. Improvement of formability from room temperature to warm temperature in AZ31 magnesium alloy[J]. Journal of Materials Processing Technology, 2004, 155-156: 1313-1316.
[7]Lee S, Chen Y H, Wang J Y. Isothermal sheet metal formability of magnesium alloy AZ31 and AZ61[J]. Journal of Materials Processing Technology, 2002, 124: 19-24.
[8]Doege E, Droder K. Sheet metal forming of magnesium wrought alloys-formability and process technology[J]. Journal of Materials Processing Technology, 2001, 115: 14-19.
[9]张青来, 卢晨, 朱燕萍, 等. 轧制方式对AZ31镁合金板薄板组织和性能的影响[J]. 中国有色金属学报, 2004, 14(3): 391-397.
ZHANG Qing-lai, LU Chen, ZHU Yan-ping, et al. Effect of rolling method on microstructure and properties of AZ31 magnesium alloy thin sheet[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 391-397.
[10]张先宏, 崔振山, 阮雪榆. 镁合金塑性成形技术――AZ31B成形性能及流变应力[J]. 上海交通大学学报, 2003, 37(12): 1874-1877.
ZHANG Xian-hong, CUI Zhen-shan, RUAN Xue-yu. Warm forging of magnesium alloys: the formability and flow stress of AZ31B[J]. Journal of Shanghai Jiao Tong University, 2003, 37(12): 1874-1877.
[11]彭颖红. 金属塑性成形仿真技术[M]. 上海: 上海交通大学出版社, 1999. 10-12.
PENG Ying-hong. Simulation of Metal Plastic Forming [M]. Shanghai: Shanghai Jiao Tong University Press, 1999. 10-12.
[12]周飞, 苏丹, 彭颖红. 有限体积法仿真金属塑性成形的基本理论[J]. 上海交通大学学报, 2002, 36(7) : 915-919.
ZHOU Fei, SU Dan, PENG Ying-hong. Basic theory for simulation of metal forming with finite volume method[J]. Journal of Shanghai Jiao Tong University, 2002, 36(7): 915-919.
[13]Chen F K, Huang T B, Chang C K. Deep drawing of square cups with magnesium alloy AZ31 sheets[J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1553-1559.
[14]Palaniswamy H, Ngaile G, Altan T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures[J]. Journal of Materials Processing Technology, 2004, 146: 52-60.
[15]Yoshihara S,Nishimura H,Yamamoto H, et al. Formability enhancement in magnesium alloy stamping using a local heating and cooling technique: circular cup deep drawing process[J]. Journal of Materials Processing Technology, 2004, 146: 52-60.
[16]Takuda H, Hatta N. Numerical analysis of formability of a commercially pure zirconium sheet in some sheet forming processes[J]. Mater Sci Eng A, 1998, A242: 15-21.
[17]Doege E, Sommer N. Blank-holder pressure and blank-holder layout in deep drawing of thin sheet metal[J]. Advanced Technology of Plasticity, 1987, 11: 1305-1314.
[18]孙成智, 陈关龙, 林忠钦, 等. 利用变压边力控制技术改善盒形件成形性能[J]. 上海交通大学学报, 2003, 37(12): 1883-1887.
SUN Cheng-zhi, CHEN Guan-long, LIN Zhong-qin, et al. Improvement of the formability of box deep drawing using variable blank-holder force[J] . Journal of Shanghai Jiao Tong University, 200, 36(12): 1883-1887.
[19]Yoshihara S, Manabea K, Nishimura H. Effect of blank holder force control in deep-drawing process of magnesium alloy sheet[J]. Journal of Materials Processing Technology, 2005(1): 7-15.
[20]郑家贤. 冲压工艺与模具设计[M]. 北京: 机械工业出版社, 2005. 326-328.
ZHENG Jia-xian. Mold Design and Technology of Stamping [M]. Beijing: China Machine Industry Press, 2005. 326-328.
(编辑陈爱华)
基金项目: 国家自然科学基金资助项目(50405014); 上海市重点基础研究资助项目(03JC1405)
收稿日期: 2005-09-26; 修订日期: 2005-12-12
通讯作者: 苌群峰, 博士; 电话: 021-62933463; E-mail:chqf97@sjtu.edu.cn

