文章编号: 1004-0609(2005)02-0224-05
凝固路径对Al-4.5%Cu合金显微偏析参数影响的数值模拟
刘永刚1, 陈 光1, 孙国雄2
(1. 南京理工大学 金属纳米材料与技术联合实验室, 南京 210094;
2. 东南大学 材料科学与工程系, 南京 210096)
摘 要: 通过对Al-4.5%Cu合金铸锭显微偏析形成的数值模拟, 研究了凝固路径对凝固后铸锭不同位置处显微偏析参数的影响。 在显微偏析模型中考虑了树枝晶粗化、 固相溶质逆扩散、 枝晶尖端过冷、 随温度变化的溶质扩散系数等影响显微偏析形成的动力学因素。 数值方法中采用变网格技术跟踪移动界面, 通过迭代求解溶质扩散方程和溶质守恒方程计算显微偏析参数。 结果表明, 对于Al-Cu合金, 固相扩散主要由溶质扩散速率控制, 而非局部凝固时间。 显微偏析参数不仅取决于局部凝固时间, 还要考虑凝固路径的影响。
关键词: 凝固路径; 显微偏析; 数值模拟 中图分类号: TG111.4
文献标识码: A
Simulation on influence of solidification path on microsegregation parameters in Al-4.5%Cu alloy
LIU Yong-gang1, CHEN Guang1, SUN Guo-xiong2
(1. Joint Laboratory of Nanostructured Materials and Technology,
Nanjing University of Science and Technology, Nanjing 210094, China;
2. Department of Materials Science and Engineering,
Southeast University, Nanjing 210096, China)
Abstract: Effects of solidification path on microsegregation parameters after solidification at different locations in the ingot of Al-4.5%Cu alloy were studied by microsegregation forming simulation. The main kinetic effects that can influence microsegregation were accounted for in the modeling including secondary arm coarsening, solid-state back diffusion, primary tip undercooling and variable diffusion coefficients according to temperature. Deforming grids technology was applied for tracking the moving interfaces, iterative method was applied for resolving diffusion equation and solute balance equation. The simulation indicates that solid-state diffusion is controlled mainly by the solute diffusing velocity but not the local solidification time for Al-Cu system studied, and the microsegregation parameters are affected not only by local solidification time but also by solidification path.
Key words: solidification path; microsegregation; simulation
在20世纪80年代后期至90年代, 凝固模拟开始向微观计算发展, 主要包括显微组织模拟和显微偏析模拟。 对于显微组织形成的数值模拟, 国内已有一些单位进行了研究, 但对于显微偏析形成数值模拟的研究还处于起步阶段, 相关的文献报道并不多见。 显微偏析数值模拟通过数值方法计算铸件或铸锭的枝晶参数及枝晶偏析(包括二次枝晶臂间距、 在二次枝晶臂中的浓度分布、 固相分数和共晶的数量), 其最终目的是对铸锭或铸件的显微偏析形成进行预测, 进而预测力学性能、 指导后续加工过程, 最终控制铸件的质量[1]。 本文作者以在通常铸造条件下凝固的整体铸锭为研究对象, 主要讨论凝固路径对铸锭不同位置处主要显微偏析参数的影响。
1 模型和算法
1.1 主要数学物理模型
粗化方程采用Roósz A等提出的动力学模型[2],
[λ(t)]3=∫t0BMdt(1)
式中 λ(t)为二次枝晶臂间距的一半; B为一形状因子, 对于特定合金有特定的数值, 对于本文所选的Al-Cu合金, B取为13.125[3, 4]; M为粗化参数, 其定义为

式中 ΔH为熔融焓; γ为固液界面能; Dl为溶质在液相中的扩散系数; T为温度; m为液相线斜率; k为平衡溶质分配系数; c*l为固液界面上液相中的溶质浓度。
固相中的溶质再分配符合菲克第二定律:

式中 cs为固相溶质浓度; Ds为溶质在固相中的扩散系数。
溶质分配应满足守恒控制方程:

式中 X(t)为体积元的长度; Xs为固相长度; c0为合金名义成分。
枝晶尖端过冷采用被广泛采用的KGT模型迭代计算[5], 该模型是Kurz、 Giovanola和Trivedi在研究枝晶尖端溶质平衡的基础上建立的, 定量地描述了枝晶尖端半径rT、 枝晶尖端生长速度vg和尖端过冷度ΔTT之间的关系。
1.2 数值方法
在耦合相图计算的宏/微观数值方法中, 宏观计算出铸件各结点的冷却曲线以后, 输入显微偏析微观模型计算各结点的显微偏析参数。 在微观计算中考虑了各种凝固过程的动力学现象, 通过迭代求解各项显微偏析参数, 并采用定时间步长、 递增结点数目的变网格技术跟踪移动界面。 其数值方法的具体细节作者已另文论述[6-8]。
2 相图计算的耦合
凝固模型的建立必须以正确描述固-液界面上的相平衡为基础, 关于相图的不正确假设很容易导致错误的仿真结果[9]。 目前, 处理界面平衡最好、 最准确的方法是把显微偏析计算和基于CALPHAD(Calculation of Phase Diagrams)方法的相图计算耦合起来。 近几年已经有研究者[10-12]开始利用相图计算耦合模拟显微偏析的形成, 并获得了较准确的计算结果。 为了获得更精确的显微偏析预测结果, 本文作者在计算耦合中采用了精确的相图计算软件Pandat2.0, 它是由美国Wisconsin-Madison大学CompuTherm LLC小组研究开发的。 Al-Cu合金是商业铝合金中一个重要的基础体系, 图1所示为本文耦合的Al-Cu合金体系计算相图, 已经被证明与实验相图吻合很好。
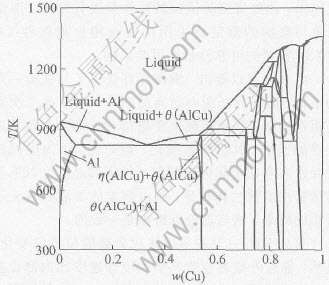
图1 相图计算软件Pandat2.0计算的Al-Cu合金相图
Fig.1 Calculated phase diagram of Al-Cu system by phase diagram
calculation software Pandat2.0
3 结果与讨论
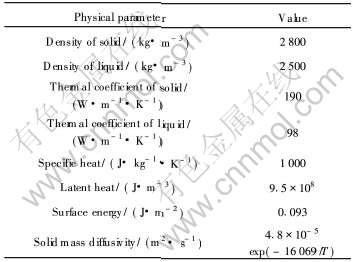
以水冷铜型内冷却的Al-4.5%Cu合金铸锭为例进行了仿真计算, 铸锭尺寸为d50mm×100mm, 水冷温度为300K, 浇注温度980K, 铸锭上表面直接和空气接触, 下表面绝热。 考虑到圆柱形的旋转对称性, 取其纵截面作为二维模拟计算区域。 模拟采用的Al-Cu合金的物性参数列于表1[13]。
表1 计算中使用的Al-Cu合金物性参数
Table 1 Physical data for Al-Cu alloys used in model calculation
以铸锭中距离顶面60mm的平面上距圆心不同距离位置处为例, 表2给出了这些位置处凝固结束后二次臂间距、 共晶相分数的模拟结果与试验测定结果, 此处得到的试验数据均是统计结果。 图像采集与数据的测定均采用商业金相检测软件CIMAS, 数据的可靠性是经过验证的。
由表2可以看出, 模拟计算获得了与试验一致的结果。 随着离开圆心距离的减小, 树枝晶二次臂间距在增加, 共晶相数量在增加, 即铸锭中愈靠近外壁的地方, 其组织愈细化、 均匀化。 因为模拟过程并没有考虑实际铸锭凝固过程中共晶温度以下固溶体析出的第二相数量, 所以测定的共晶分数大于模拟的结果, 这与理论分析也是一致的。
首先分析一下共晶相体积分数随位置的变化。 显然, 靠近外壁的位置其平均冷却速度比内部位置快, 其局部凝固时间比内部位置的短。 如果按照一般规律, 仅根据冷却速度或局部凝固时间来分析共晶相分数, 冷速愈快则固/液界面前沿溶质富集愈严重, 那么共晶相分数应该愈大, 将会得到与表2相反的结果。 而且根据Voller[14]和Yan[13]对Al-Cu合金定向凝固条件下冷却速率对共晶相分数影响的研究, 在定向凝固条件时非快速凝固的凝固速度下, 随着凝固速度的增加, 共晶相体积分数的计算结果也增加。 Yan[13]对Al-4.5%Cu合金定向凝固条件下的模拟结果列于表3, 类似的计算结果也可以在Voller[3]的研究结论中发现。
同样由于冷却速度的不同, 共晶相体积分数变化产生了互相矛盾的结果。 这说明不能仅由局部凝固时间来决定共晶相体积分数的变化。 Sasikumar等[14]指出, 冷却曲线的形状对固相分数的影响甚于局部凝固时间的影响, 在不说明冷却曲线形状的前提下, 讨论合金的显微偏析参数与局部凝固时间的关系会导致不合理的结果。 Sasikumar[14]研究了Al-4.8%Cu合金在相同局部凝固时间条件下3种不同的冷却曲线, 如图2所示。 对于这3种冷却条件, 其计算出的共晶相体积分数的变化如图3所示[14]。
由图2和3可以看出, 虽然这3种凝固条件下局部凝固时间相同, 但是由于冷却曲线形状的不同, 计算出的共晶相体积分数大不相同。 由此可见, 冷却曲线的形状对于显微偏析参数具有非常重要的影响。 对于相同的局部凝固时间, 图2中的曲线1比曲线2表现出更大的不均匀。 共晶相体积分数的多少决定于达到共晶点之前溶质扩散的程度, 而扩散程度又取决于扩散时间和扩散速率这两个因素。 在相同的局部凝固时间下, 溶质扩散时间相同, 因此上述结果只能是因为扩散速率的不同。 固相扩散速率由固相溶质扩散系数Ds和固/液界面位置处固相内的溶质浓度梯度来决定。 溶质扩散系数由其本身的活性能决定, 溶质浓度梯度由合金相图决定。 虽然在温度较高时, 溶质扩散系数较大, 但是对于溶质平衡分配系数小于1的合金其相应的固/液界面位置处溶质浓度梯度较小。 所以, 在相同的局部凝固时间下, 凝固过程处于高温区与低温区时间的不同, 固相溶质扩散系数和固/液界面处溶质浓度梯度的联合作用决定了固相扩散的程度不同, 从而决定了共晶相体积分数的不同。 对于Al-Cu合金, 显然此溶质浓度梯度随温度的变化对扩散过程起显著影响作用, 即主要由它控制合金的显微偏析参数。 这样就解释了为什么虽然靠近铸锭外壁处平均冷却速率较快, 但共晶相体积分数较小。 而仅由局部凝固时间来分析共晶相体积分数的变化有可能会得到错误的结论。
表2 不同位置处二次臂间距与共晶相体积分数的试验结果与模拟结果的对比
Table 2 Comparison between calculated results and experimental results of secondary dendrite arm spacing and volume fraction of eutectic for different locations

表3 Al-4.5%Cu合金共晶相体积分数随生长速度的变化
Table 3 Variation of volume fraction of eutectic
according to growth rate for Al-4.5%Cu alloy
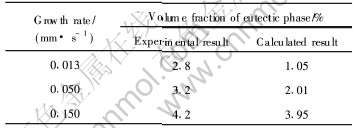
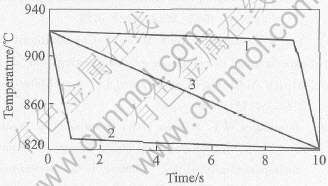
图2 三种不同的冷却曲线形状
Fig.2 Three kinds of cooling curve[14]
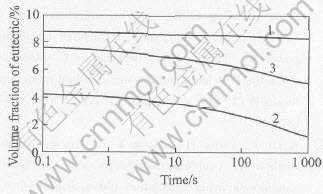
图3 不同冷却曲线条件下共晶相体积分数的变化
Fig.3 Variation of volume fractions of
eutectic phase with different cooling curves[14]
由表2还可以看出, 随着离开圆心距离的减小, 即由铸锭外表面向中心移动, 平均冷却速率减小, 也就是局部凝固时间增加, 二次臂间距随之增大。 按一般规律, 局部凝固时间增加, 则树枝晶粗化时间增加, 二次臂间距也会随之增大, 从表面上很容易理解。 在动力学粗化模型出现以前, 描述树枝晶二次臂粗化广泛应用经验模型[15],
λ(t)=Y・tn(5)
式中 Y, n均为常数。 这一经验模型在实际生产中现在还在广泛使用, 而且一般n值取为1/3, Y根据合金不同取值。 根据式(5)表示的关系, 二次臂间距取决于合金种类和局部凝固时间。 但Sasikumar[13]还研究了相同局部凝固时间条件下3种不同的冷却曲线对应枝晶臂间距的变化, 如图4所示。 这显然并不符合由局部凝固时间决定二次臂间距的规律。 Sasikumar指出虽然粗化时间相同, 凝固过程处于高温阶段的时间长的情况下具有比较高的粗化速率。 根据式(2), 结合Al-Cu二元合金相图, 当温度较高时, 粗化参数M的表达式中, 分子项中的T、 Dl较大, 分母中的c*l较小, 因此粗化参数M较大, 由式(1)描述的枝晶臂粗化积分也就较大。 由此可以得出, 在本文研究的铸锭中, 随着离开圆心距离的减小, 凝固过程处于高温阶段的时间变长, 不但二次臂间距随之增大, 其粗化速率也同样增大。 因此, 二次臂粗化并非仅由合金种类和局部凝固时间决定, 同样也受到凝固路径的显著影响。
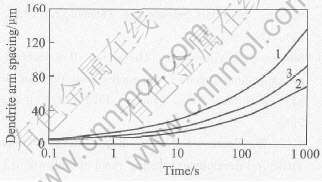
图4 不同冷却曲线条件下枝晶臂间距的变化
Fig.4 Variation of secondary arm
spacing with different cooling curves[13]
4 结论
1) Al-4.5%Cu合金铸锭中同一横截面上随距离圆心距离的减小, 局部凝固时间变大, 树枝晶二次臂间距增大, 共晶相体积分数也增加。
2) 对于Al-Cu合金, 固相扩散主要由溶质扩散速率控制, 而非局部凝固时间。 且扩散速率主要由固/液界面位置处固相内的溶质浓度梯度来决定, 而非固相溶质扩散系数。
3) Al-4.5%Cu合金铸锭中同一横截面上随距离圆心距离的减小, 不但二次臂间距随之增大, 二次臂粗化速率也增大, 粗化过程同样也受到凝固路径的显著影响。
4) 仅靠局部凝固时间来分析显微偏析参数的变化有可能会得到错误的结论, 凝固路径对共晶相体积分数的影响更为显著。
致谢
感谢国家自然科学基金(59974011)的资助; 同时对提供相图计算软件的美国Wisconsin-Madison大学CompuTherm LLC开发组表示感谢。
REFERENCES
[1]柳百成. 铸件凝固过程的宏观及微观模拟仿真研究进展[J]. 中国工程科学, 2000, 2(9): 29-37.
LIU Bai-cheng. Progress in macro and micro modeling of solidification process of shaped casting[J]. Engineering Science, 2000, 2(9): 29-37.
[2]Roosz A, Halder E, Exner H E. Numerical calculation of microsegregation in coarsened dendritic microstructures[J]. Materials Science and Technology, 1986, 2(11): 1149-1155.
[3]Voller V R, Sundarraj S. Modelling of microsegregation[J]. Materials Science and Technology, 1993, 9(6): 474-481.
[4]Sundarraj S, Voller R D. The binary alloy problem in an expanding domain: the microsegregation problem[J]. Int J Heat Mass Tansfer, 1993, 36(3): 713-723.
[5]Kurz W, Giovanola B, Trivedi R. Theory of microstructural development during rapid solidification[J]. Acta Metall, 1986, 34(5): 823-830.
[6]刘永刚, 孙瑜, 邱宗文, 等. 显微偏析数值模拟的微观模型和数值方法[J]. 中国有色金属学报, 2004, 14(3): 335-339.
LIU Yong-gang, SUN Yu, QIU Zong-wen, et al. Micro models and numerical methods of microsegregation simulation[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 335-339.
[7]刘永刚, 孙瑜, 孙国雄. 微观结点数目对显微偏析数值模拟的影响[J]. 中国工程科学, 2004, 6(2): 77-81.
LIU Yong-gang, SUN Yu, SUN Guo-xiong, et al. Discussion about influence of microgrid number on microsegregation simulation[J]. Engineering Science, 2004, 6(2): 77-81.
[8]刘永刚, 陈晋, 孙国雄, 等. 相图计算耦合显微偏析数值模拟的宏/微观数值方法[J]. 铸造, 2003, 52(2): 123-125.
LIU Yong-gang, CHEN Jin, SUN Guo-xiong, et al. Macro/micro numerical method of microsegregation simulation coupling with calculation of phase diagrams[J]. Foundry, 2003, 52(2): 123-125.
[9]Yan X Y, Chen S, Xie F Y, et al. Computational and experimental investigation of microsegregation in an Al-rich Al-Cu-Mg-Si quaternary[J]. Acta Materialia, 2002, 50(9): 2199-2207.
[10]Boettinger W J, Kattner U R, Banerjee D K. Analysis of solidification path and microsegregation in multicomponent alloys[A]. Thomas B G, Beckermann C. Modelling of Casting, Welding and Advanced Solidification Processed-Ⅷ(1)[C]. Warrendale, PA: TMS, 1998. 159-170.
[11]Greven K, Fackeldey M, Ludwig A, et al. Macroscopic modeling of the microstructural evolution in casting using thermodynamic formulated phase diagrams[A]. Thomas B G, Beckermann C. Modelling of Casting, Welding and Advanced Solidification Processed-Ⅷ(1)[C]. Warrendale, PA: TMS, 1998. 187-194.
[12]Kraft T, Liang H, Chang Y A. An approximate method for coupling microscopic and macroscopic simulations using calculation phase diagrams[A]. Thomas B G, Beckermann C. Modelling of Casting, Welding and Advanced Solidification Processed-Ⅷ(1)[C]. Warrendale, PA: TMS, 1998. 203-210.
[13]Yan X Y, Xie F Y, Chu M, et al. Microsegregation in Al-4.5%Cu alloy: experimental investigation and numerical modelling[J]. Materials Science and Engineering, 2001, A302(2): 268-274.
[14]Sasikumar R, Kraft T, Exner H E. Influence of the shape of the cooling curves on microsegregation[J]. Scripta Metall Mater, 1993, 28(2): 235-240.
[15]Battle T P, Pehlke R D. Mathematical modeling of microsegregation in binary metallic alloys[J]. Metallurgical Transactions, 1990, 21B(4): 357-375.
基金项目: 国家自然科学基金资助项目(59974011)
收稿日期: 2004-08-27; 修订日期: 2004-11-08
作者简介: 刘永刚(1976-), 男, 博士.
通讯作者: 刘永刚, 电话: 025-84315159; E-mail: lygnjust@mail.njust.edu.cn
(编辑何学锋)

