网络首发时间: 2016-08-23 16:15
稀有金属 2017,41(09),1042-1049 DOI:10.13373/j.cnki.cjrm.XY16040015
酸性焙烧-浮选联合工艺从铅银渣中回收铅银的影响因素和机制
李国栋 林海 孙运礼 郭海宁
北京科技大学能源与环境工程学院
西北矿冶研究院
摘 要:
传统的湿法炼锌工艺在热酸浸出阶段, 会产出大量的铅银渣, 由于该工艺的特点, 冶炼原料中的绝大部分的铅银金属会进入铅银渣中, 由于其矿石性质的特殊性, 目前对铅银渣中的有价金属尚无有效的回收方法, 大部分的铅银渣都采取堆存的方法。由于铅银矿物被铁酸锌包裹, 利用传统的浮选工艺难以达到理想的回收效果, 针对上述问题, 研究了“酸性焙烧-浮选”联合工艺从铅银渣中回收铅银的影响因素和机制。结果表明:将铅银渣在650℃, 硫酸用量为25%的条件下进行酸性焙烧50 min后浮选的联合工艺流程可以获得含铅46.76%, 铅回收率75.89%, 含银2846.41 g・t-1, 银回收率为84.06%的铅银精矿。利用X射线衍射 (XRD) 、扫描电子显微镜 (SEM) 和能谱仪 (EDS) , 研究了酸性焙烧的机制, 通过对比焙烧前后的矿物组成及微观结构的变化, 发现酸性焙烧导致包裹铅银的铁酸锌包裹层被破坏, 其中的有价铅银矿物得以释放, 是提高浮选回收铅银渣中铅银的主要原因。
关键词:
铅银渣;酸性焙烧;浮选;焙烧机制;
中图分类号: TD923;TD95
作者简介:李国栋 (1983-) , 男, 甘肃张掖人, 博士研究生, 研究方向:复杂难选矿选矿技术;E-mail:lgdabcd@163.com;;林海, 教授;电话:010-62333603;E-mail:Linhai@ces.ustb.edu.cn;
收稿日期:2016-04-18
基金:国家科技部高技术研究发展计划项目 (2012AA062402) 资助;
Recovery of Lead and Silver from Pb-Ag Residue by Acid Roasting-Flotation Combined Process
Li Guodong Lin Hai Sun Yunli Guo Haining
School of Energy and Environmental Engineering, University of Science and Technology Beijing
Northwest Research Institute of Mining and Metallurgy
Abstract:
In traditional zinc hydrometallurgy process, a large amount of Pb-Ag residue was produced, at leaching stage of high temperature acid. Due to the characteristics of this process and the special nature of the residue, most of the lead and silver metal in raw materials remained in the Pb-Ag residue. At present, there is no effective method for the recovery of the metals in the Pb-Ag residue, thus the storage method is adopted. Because lead and silver minerals are wrapped in zinc ferrite, the conventional flotation is difficult to achieve desired recovery of lead and silver metals. In view of the above problems, acid roasting-flotation combined process was applied in this paper to recover lead and silver from Pb-Ag residue. Test results showed that with roasting temperature of 650 ℃, dosage of sulfuric acid of 25%, roasting time of 50 min and with the combined flotation method, the lead-silver concentrate was obtained with lead content of 46. 76%, silver content of 2846. 41 g・t-1and lead recovery of 75. 89%, silver recovery of 84. 06%. The X-ray diffraction ( XRD) , scanning electron microscope ( SEM) and energy dispersive spectrometer ( EDS) were applied to study the mechanism of acid roasting, as well as to compare mineral composition and microstructure of Pb-Ag residue before and after roasting. It was found that a package layer by zinc ferrite forming was destroyed and the encapsulated valuable minerals were released, which was the main reason for the increase of flotation recovery of lead and silver from Pb-Ag residue.
Keyword:
Pb-Ag residue; acid roasting; flotation; mechanism of roasting;
Received: 2016-04-18
全世界大约有80%的锌来自湿法炼锌[1], 传统的湿法炼锌利用硫化锌和氧化锌, 通过焙烧-磨矿-酸浸-除杂-电积工艺回收锌金属而在湿法炼锌热酸浸出的过程中会产出大量的铅银渣[2,3,4], 大约每生产1 t电解锌会产生0.3~0.4 t的铅银渣。由于湿法炼锌的过程中仅对锌金属进行了回收, 而大部分的铅、银等有价金属都存在于铅银渣中。目前对铅银渣中的有价金属尚无有效的回收方法, 大部分的铅银渣都采取堆存的方法[5]。铅银渣中不仅含有大量的有价金属, 而且含有镉、砷、锗等大量有害金属元素, 简单的堆存不但造成了二次资源的浪费, 而且给当地的环境造成了严重的污染[6,7,8]。
在湿法炼锌的过程中, 冶炼原料经过焙烧时, 大量的有价金属被焙烧时形成的铁酸锌所包裹[9], 直接采用浮选的工艺对铅银回收率低[10,11]。因此, 通过浮选实现回收铅银, 必须要经过预处理将铁酸锌所形成包裹破坏, 目前的预处理工艺主要有还原焙烧、氧化焙烧和热酸浸出等工艺。
本文针对西北某铅锌冶炼厂的铅银渣为研究对象, 采用酸性焙烧-浮选的联合工艺回收铅银渣中的铅银, 试验重点研究了焙烧温度, 硫酸用量以及焙烧时间对铅、银浮选指标的影响及酸性焙烧的机制。
1 矿石性质
试验所用矿样取自西北某铅锌冶炼厂, 为湿法炼锌过程中的铅银渣, 将试样在干净的地面上晾晒、后利用对辊破碎机进行破碎、筛分、制样。试样的多元素分析见表1, 铅物相见表2, 银物相见表3, 粒度分析结果见表4。
表1 铅银渣主要化学分析结果Table 1Multi-elementary analysis results of Pb-Ag resi-due (%, mass fraction) 下载原图
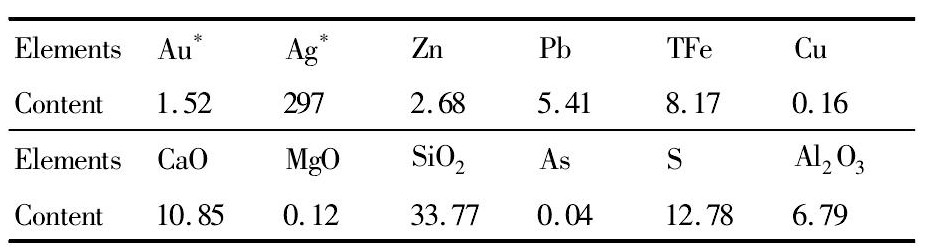
*:unit being g・t-1
表1 铅银渣主要化学分析结果Table 1Multi-elementary analysis results of Pb-Ag resi-due (%, mass fraction)
表2 铅物相分析结果Table 2 Analysis results of lead phase (%, mass fraction) 下载原图
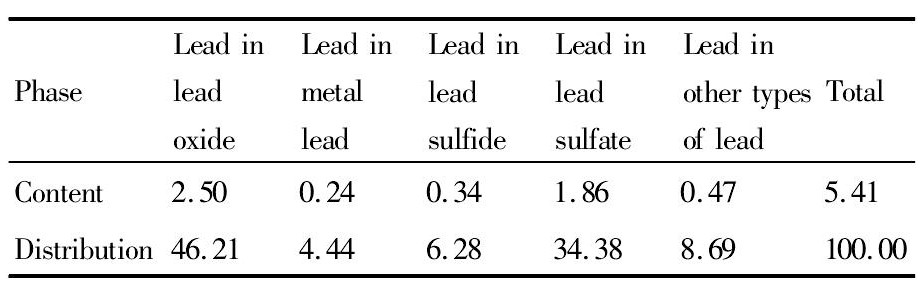
表2 铅物相分析结果Table 2 Analysis results of lead phase (%, mass fraction)
表3 银物相分析结果Table 3 Analysis results of silver phase 下载原图
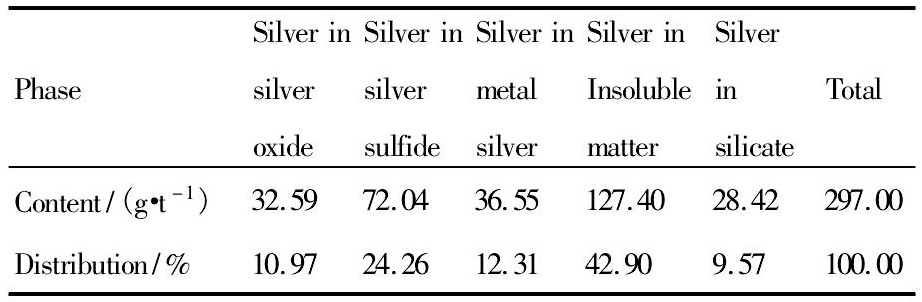
表3 银物相分析结果Table 3 Analysis results of silver phase
表4 铅银渣的粒度分析结果Table 4 Distribution of particle size and metal quantity of Pb-Ag residue 下载原图
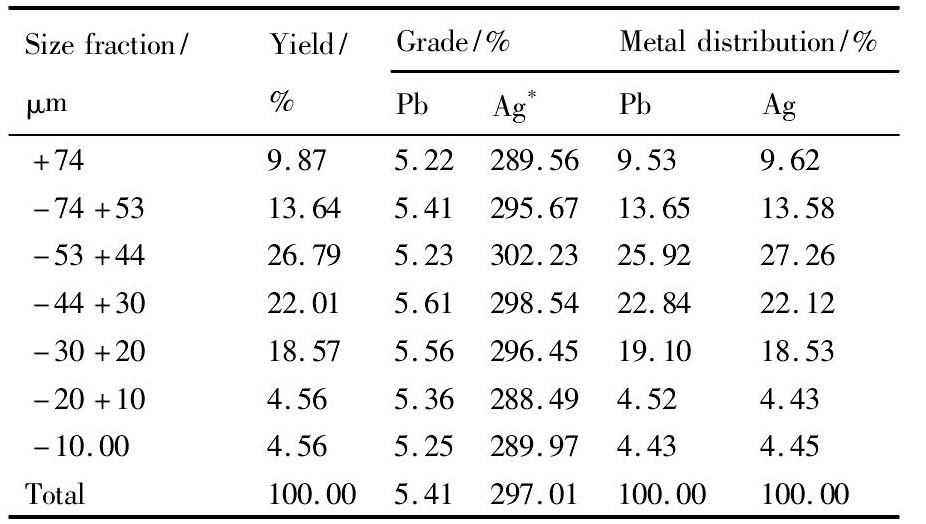
*:unit being g・t-1
表4 铅银渣的粒度分析结果Table 4 Distribution of particle size and metal quantity of Pb-Ag residue
从表1的化学分析结果可以看出, 铅银渣中可供回收的有价金属元素有金、银、铅、锌等金属。表2和3的物相分析结果表明:铅主要以氧化铅、硫酸铅为主, 含量高达80%以上, 此外还有少量的硫化铅和其他形式赋存的铅;银主要以难溶包裹银和硫化银、金属银的形式赋存, 此外还有少量的氧化银和氯化银。
由表4的粒度分析结果可知, 铅银金属主要分布在细粒级当中, 在-74 mm中铅银的金属分布率分别为90.47%和90.48%, 特别是在-44 mm中铅银的分布率也分别达到了50.89%和49.53%。矿物的嵌布粒度较细也为有价金属的回收带来了一定的困难[10]。
2 试验
2.1 方法
取600 g试样, 置于陶瓷坩埚中, 加入设定值的浓硫酸, 搅拌均匀后放入JZ-4-1200马弗炉中进行焙烧, 待焙烧完成后取出坩埚, 将焙烧好的试样移至8 L烧杯, 加入3 L的自来水 (液固比为5∶1) 搅拌清洗15 min后, 沉淀过滤。
将滤渣加入RK/240×90的锥形球磨机中进行磨矿, 且在球磨机中直接添加p H调整剂碳酸钠 (2000 g・t-1) 和活化剂硫化钠 (5000 g・t-1) , 在磨矿浓度为55%的条件下, 将滤渣按照事先制定好的磨矿曲线, 磨至-0.038 mm占85%细度后, 在XFD 1.5 L挂槽浮选机中进行浮选试验。在浮选过程中, 加入丁基黄药和丁基胺黑药的混合药剂为捕收剂 (质量比例为1∶3) 用量为500 g・t-1, 起泡剂松醇油用量为40 g・t-1, 搅拌3 min后充气, 浮选时间为9 min, 待浮选完成后, 将产品过滤, 烘干, 称重, 制样, 经化验后计算各项指标。试验以铅、银粗选指标来研究焙烧条件对浮选指标的影响。试验流程如图1所示。
2.2 试剂
试验中所用浓硫酸、硫化钠、碳酸钠、为分析纯, 丁基胺黑药、丁基黄药及松醇油为工业纯。
3 结果与讨论
3.1 酸性焙烧试验
3.1.1 焙烧温度
添加硫酸用量为20%, 焙烧时间为1 h, 考察温度在500~750℃之间的变化对铅、银粗选试验结果的影响, 试验结果见图2和3。
从图2和3的试验结果可知, 焙烧温度对铅银的回收影响较大, 粗精矿中铅银的品位和回收率都随着温度的升高而增加, 当焙烧温度达到650℃时, 铅银的品位和回收率变化都不再明显, 原因是在低温情况下, 即使在强酸性的环境中, 铅银渣中的铁酸锌也不能完全的分解, 从而无法彻底的释放包裹在其中的出有价金属矿物[9,12], 经过650℃高温焙烧后, 铁酸锌的结构得到了完全的破坏, 有价金属矿物才可以在浮选阶段得以上浮回收。因此在酸化焙烧铅银渣时, 焙烧温度选择650℃为宜, 此时粗精矿中铅的品位和回收率分别为26.72%和72.33%, 银的品位和回收率分别为1610.25 g・t-1和80.81%。
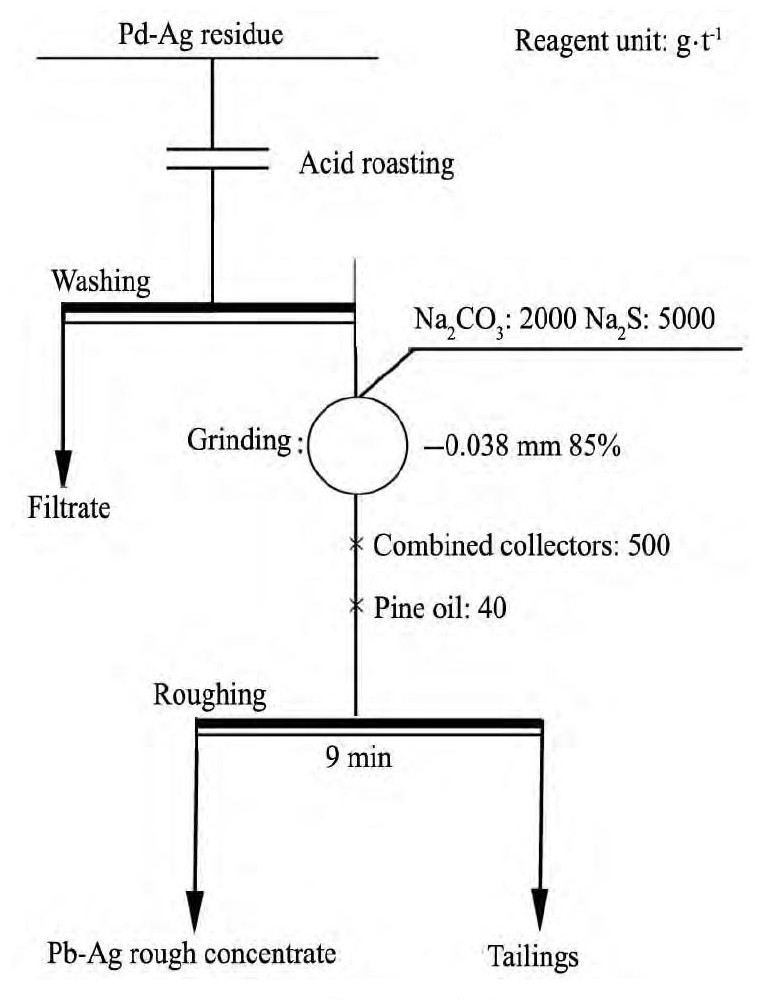
图1 粗选试验流程Fig.1 Flow sheet of roughing flotation
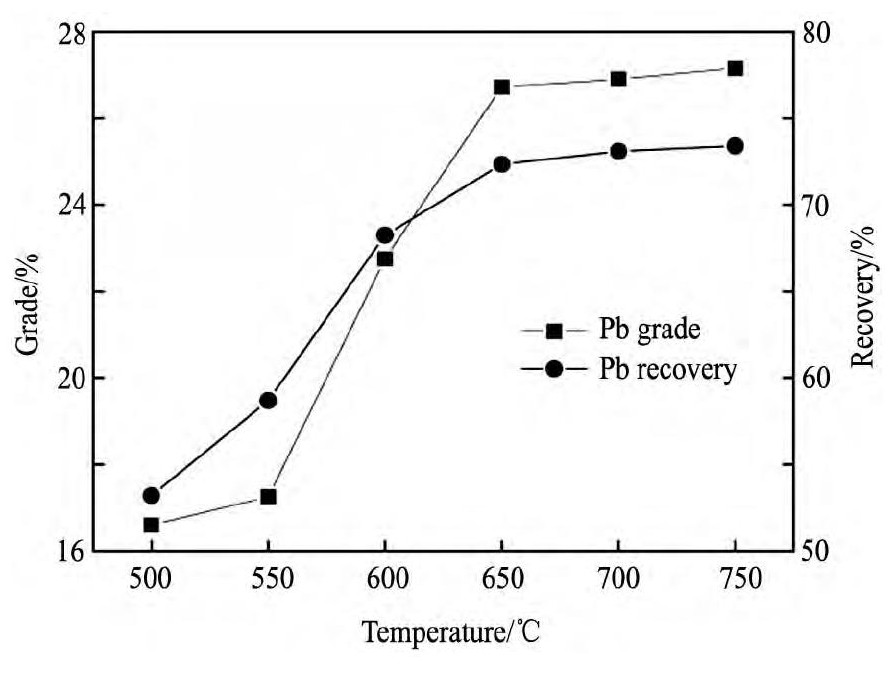
图2 焙烧温度对铅粗选结果的影响Fig.2 Efect of roasting temperature on lead roughing
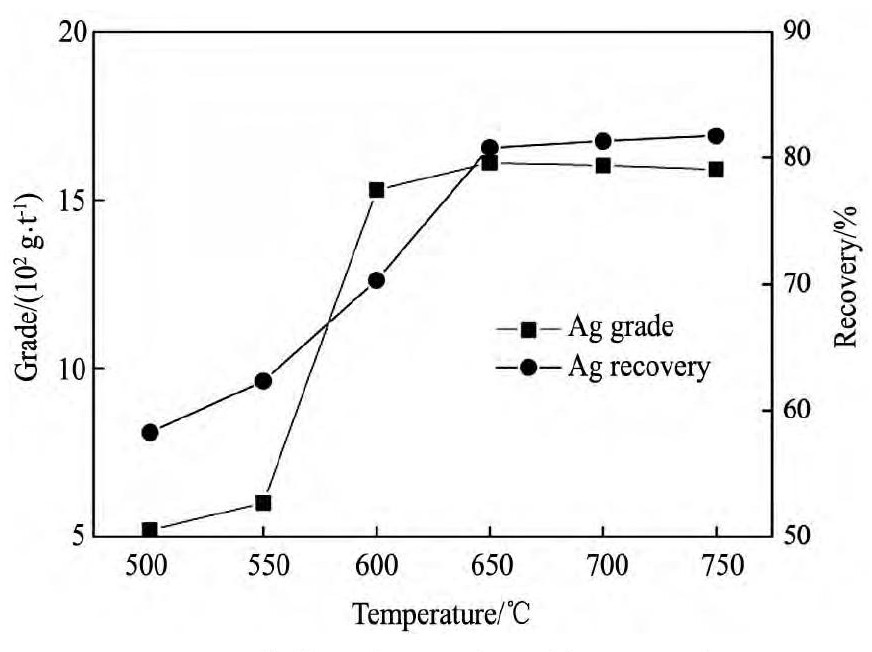
图3 焙烧温度对银粗选结果的影响Fig.3 Effect of roasting temperature on silver roughing
3.1.2 硫酸用量
焙烧时间1 h, 焙烧温度为650℃, 研究酸化焙烧过程中硫酸的用量在0%~30%范围内, 对铅银回收的影响。酸化焙烧硫酸用量对铅、银粗选试验结果见图4和5。
由图4和5可知, 硫酸的用量对铅银的回收率影响较大, 在不添加硫酸进行焙烧时, 粗精矿中铅的品位和回收率仅为16.25%和53.2%, 银的品位和回收率仅为2100.2 g・t-1和48.6%, 回收效果不理想。当进行酸化焙烧时, 浮选指标明显改善。随着硫酸用量的增加, 铅的品位先升高后降低, 但回收率呈现持续增加的趋势;银的品位持续降低, 回收率呈现升高的趋势, 银品位和回收率在硫酸钠用量为25%后变化趋于稳定。酸性焙烧过程中, 硫酸可以提供一个强酸的环境, 在一定的温度下, 铁酸锌可以很好的分解, 并且酸用量的增加有助于提高铁酸锌分解的速率[13]。此外, 在高温环境中, 硫酸可以与铅银渣中某些含铅的矿物发生反应, 生成以相对易浮矿物硫酸铅, 从而在浮选阶段被回收[14]。因此, 在焙烧过程中, 硫酸的添加必不可少, 其不仅有助于铁酸锌的充分解离, 还能够提高铅的回收率。综合浮选铅银指标, 选择硫酸用量为25%为宜, 此时粗精矿中铅银的品位和回收率分别达到了25.9%和75.25%, 1590.3 g・t-1和83.5%。
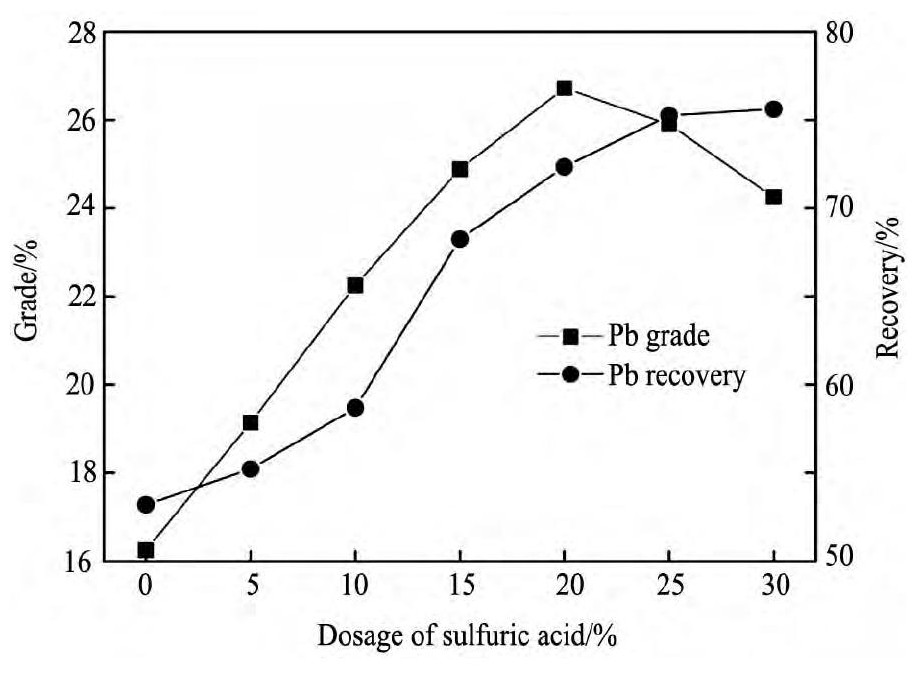
图4 硫酸用量对铅粗选试验结果的影响Fig.4 Effect of dosage of sulfuric acid on lead roughing
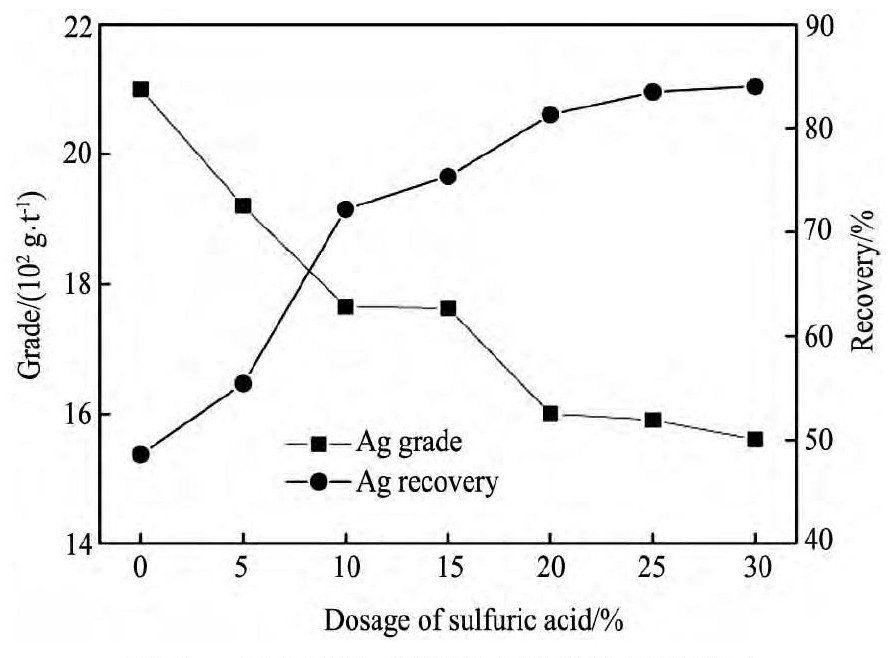
图5 硫酸用量对银粗选试验结果的影响Fig.5 Effect of dosage of sulfuric acid to silver roughing
3.1.3 焙烧时间
在焙烧温度为650℃, 硫酸用量为25%, 焙烧时间试验时间变化, 考察焙烧时间在15~75 min变化过程中, 对铅银粗选试验结果的影响。酸化焙烧时间对铅、银粗选试验结果的影响见图6和7。
从图6和7的试验结果来看, 随着焙烧时间增加, 粗精矿中铅的品位和回收率都呈现持续增加的趋势, 且焙烧时间超过50 min后, 其品位和回收率变化不在明显;银的品位和回收率在焙烧时间为50 min时达到最大值, 再增加焙烧时间, 银品位和回收率呈现下降趋势。由铁酸锌分解的动力学机制研究可知, 铁酸锌分解是随着时间的增加而增加的, 且高温、强酸环境有助于反应的加快进行[13,15]。随着时间的增加, 被铁酸锌包裹的金属银得以解离, 但在长时间的高温环境中易被氧化[16], 造成银在浮选时难以富集, 因此可以得出结论:增加焙烧时间, 有助于铁酸锌的解离, 但焙烧时间过长易造成部分金属银被氧化而难以回收, 所以焙烧时间应严格控制。综合考虑, 酸性焙烧铅银渣时间以50 min为宜。
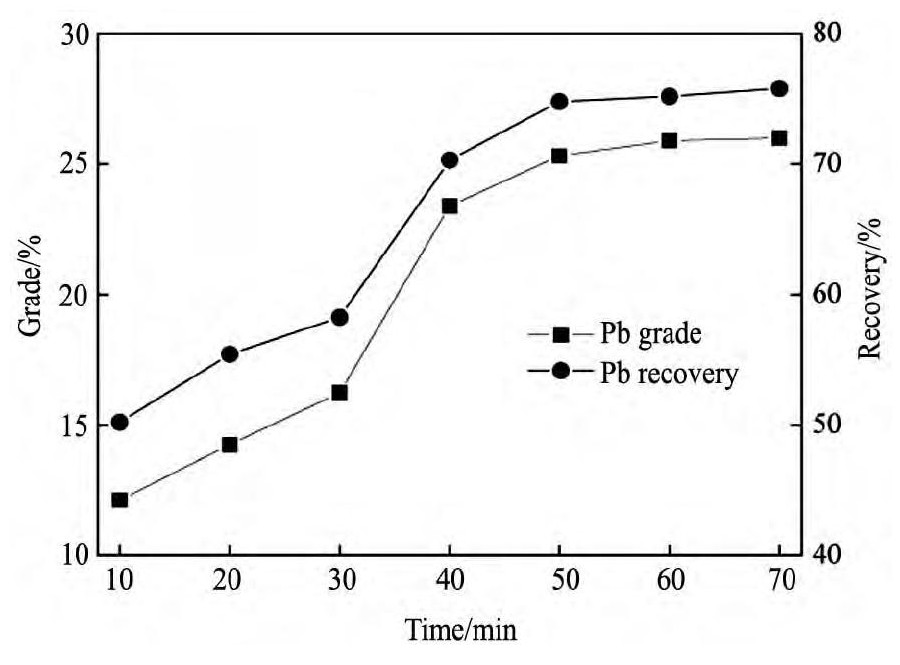
图6 焙烧时间对铅粗选试验结果的影响Fig.6 Effect of roasting time to lead roughing
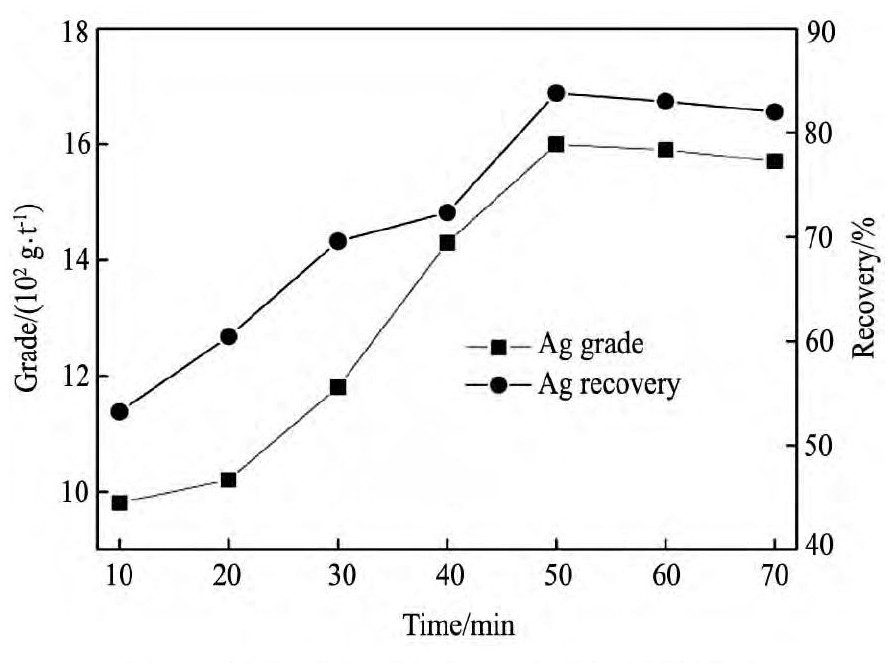
图7 焙烧时间对银粗选试验结果的影响Fig.7 Effect of roasting time to silver roughing
3.2 闭路流程试验
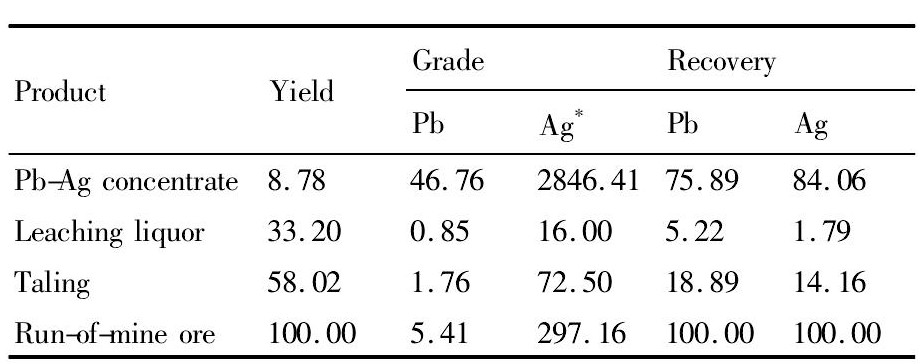
在最佳焙烧试验工艺条件下, 焙烧温度650℃、硫酸用量25%、焙烧时间50 min, 进行了闭路试验。图8的为酸性焙烧-浮选的闭路试验流程, 闭路试验结果见表4。
从表4的闭路试结果可知, 铅银渣经过酸性焙烧后, 水洗过滤, 经磨矿达到-0.038 mm占85%的细度条件下, 通过一次粗选、两次精选、一次扫选、中矿顺序返回的浮选工艺流程后可以得到含铅46.76%, 铅回收率75.89%, 含银2846.41 g・t-1, 银回收率为84.06%的铅银精矿。焙烧后的浸出液经除铁后可送至湿法炼锌系统回收锌。该工艺流程较好的实现了铅银渣中铅银的再回收利用。

图8 闭路试验流程Fig.8 Flow sheet of closed-circuit flotation
表4 闭路实验结果Table 4 Closed circuit test results (%, mass fraction) 下载原图
*:unit being g・t-1
表4 闭路实验结果Table 4 Closed circuit test results (%, mass fraction)
3.3 酸性焙烧机制
酸性焙烧的铅银渣的目的是为了铁酸锌能够被分解。铁酸锌是属于典型的尖晶石类型的矿物, 即在晶格结构上属于等轴晶系, 而在化学上有AO和B2O3或者AB2O4型的化合物组成 (其中的AB代表两价或者三价金属阳离子) 。金属阳离子的性质以及阳离子在四面体空隙和八面体空隙的分布直接影响铁酸盐的理化性质。其主体结构由O2-组成。Fe3+位于八面体的中心, 而Zn2+位于四面体的中心。Fe3+和Zn2+之间为较强的离子键, 但Zn2+与之间则在一定程度上属于共价键。Zn2+的配位数为4, 提供4个轨道 (一个4s和3个4p) , 因而较易和O2-的2p电子结合, 形成稳定的配价键。Fe3+与O2-与则形成较强的离子键。Zn2+成键由所谓的sp3杂化轨道互成109°, 28°的角度成键, 具有更大的稳定性。
铁酸锌由于四面体内部存在含量较高的共价键, 使铁酸锌不仅不溶于水而且不溶于稀硫酸溶液。铁酸锌没有磁性, 与锌或锌离子外层电子成对有关[9]。
铁酸锌在高温、强酸的环境中被分解, 可能发生的化学反应主要如下:

吴雪兰[17]根据有关的热力学数据计算铁酸锌水系 (Zn O・Fe2O3-H2O) 相关反应在25和100℃的平衡条件认为铁酸锌的浸出反应是分段进行的, 开始进行的反应是在低酸的条件下发生的:

酸度继续增加时, 在高酸的条件下进行反应如下:

铁酸锌的酸解过程中, 也就是Fe3+的浸出时, 铁比锌难以溶解。
铁酸锌在常温下溶解非常困难, 反应温度和酸浓度是控制此反应速度的关键。另一方面, 从矿物学角度分析, 铁酸锌是属于晶体结构比较坚固的尖晶石晶型, 界面化学反应控制浸出过程。在硫酸中反应时, 铁酸锌与H+的相关次序是0.6, 铁酸锌热酸浸出反应的活化能高达58.5 k J・mol-1。热酸浸出过程中, 铁酸锌的温度系数几乎是成倍增大;化学反应控制了浸出过程, 反应在动力学区域进行, 所以加速反应的方法可选择增加始酸浓度和升高温度两种方法。因此, 酸性焙烧是有效溶解铁酸锌的方法。
为了观察焙烧前、后铅银渣的化学成分和表面微观结构的变化情况, 分别对其在焙烧前后进行XRD, SEM和EDS分析。
图9是铅银渣酸性焙烧前后的XRD分析结果, 对比图9 (a) 和 (b) 中可以发现, 焙烧前铅银渣中含有铁酸锌物相的波峰, 而焙烧后铁酸锌物相的波峰消失了。由此可以得出结论:经过酸性焙烧、水洗后, 铅银渣中的铁酸锌已经被溶解。
图10和11为焙烧前后铅银渣的SEM和EDS分析结果, 从图10中可以清晰看到铁酸锌形成的包裹层将有价金属包裹, 这些包裹层严重的阻碍有价金属矿物与浮选药剂的接触, 导致浮选回收困难。而酸性焙烧很好地解决了这一难题, 经过酸性焙烧铁酸锌晶体被破坏, 释放出有价金属矿物, 从而提高了浮选的回收率。
图11可以看出, 经过酸性焙烧, 铁酸锌已很难观察到, 且整个矿物表面呈现疏松状态, 有价金属矿物与脉石矿物解离度较高, 经过磨矿后这些矿物解离度进一步的提高, 为浮选这些有价金属矿物提供有利基础。
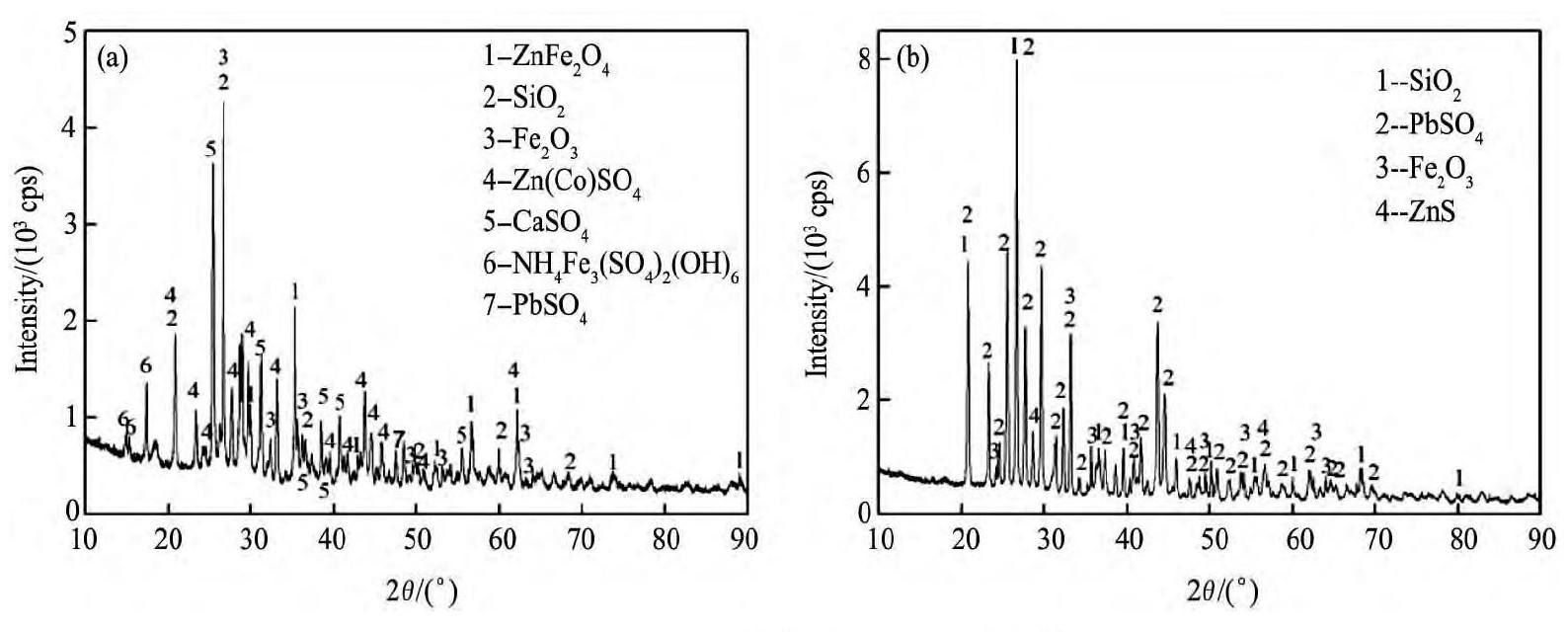
图9 铅银渣酸性焙烧前后XRD分析结果Fig.9 XRD pattern of Pb-Ag residue before and after acid roasting
(a) Before roasting; (b) After roasting
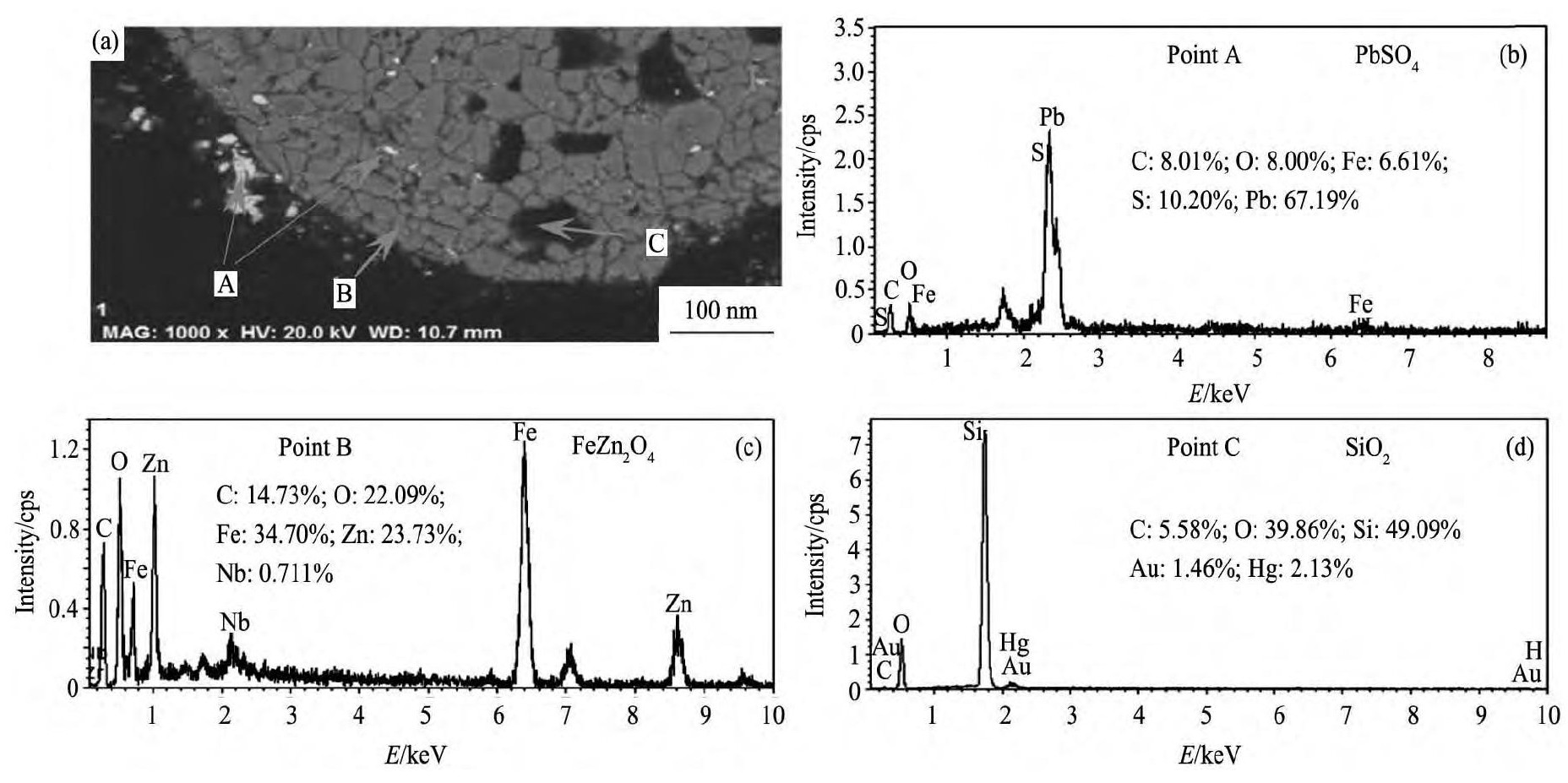
图1 0 铅银渣SEM和EDS分析图谱 (焙烧前) Fig.10 SEM (a) and EDS (b, c, d) analysis of Pb-Ag residue (before roasting)
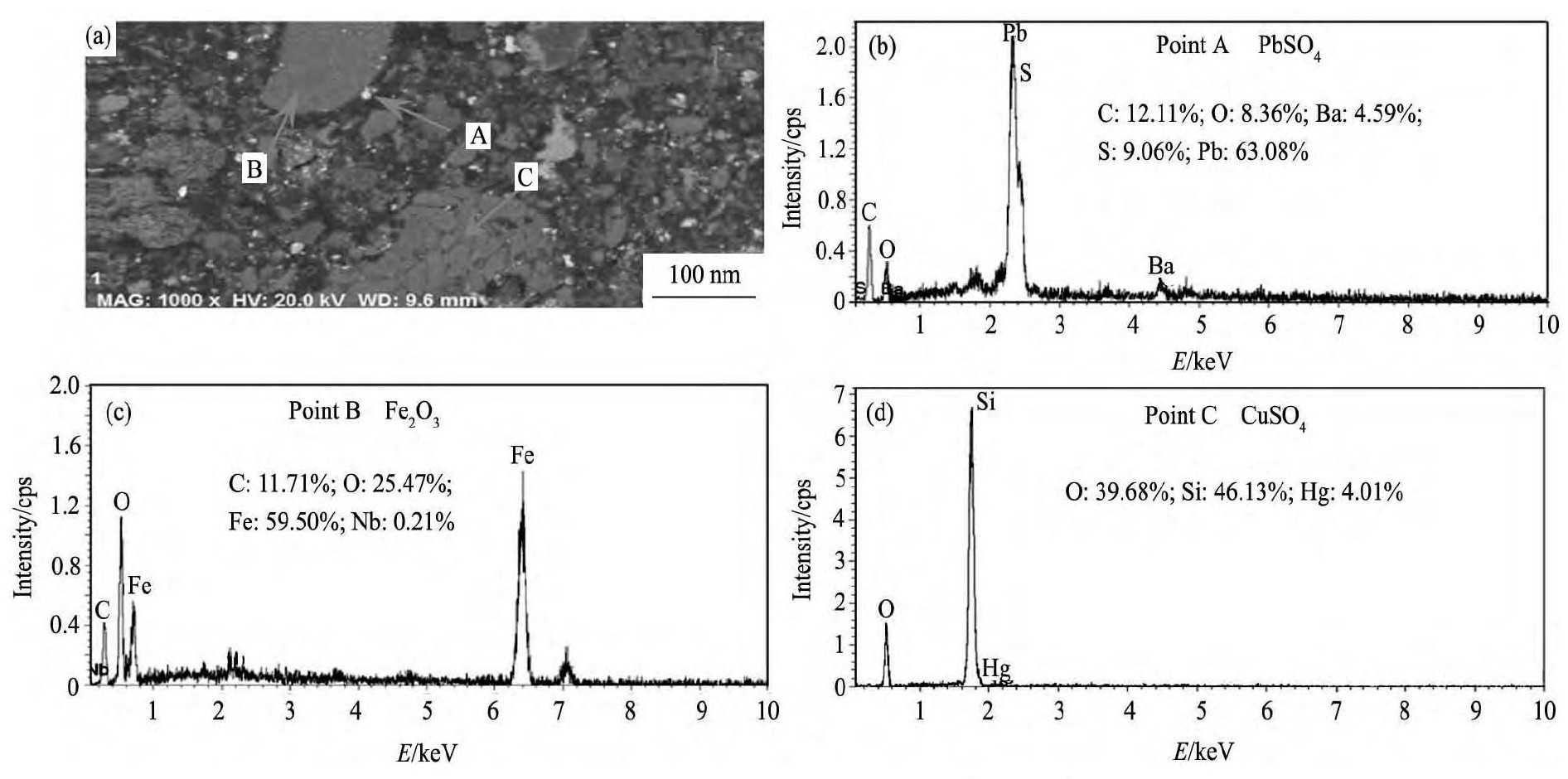
图1 1 铅银渣SEM和EDS分析图谱 (焙烧后) Fig.11 SEM (a) and EDS (b, c, d) analysis of Pb-Ag residue (after roasting)
4 结论
1.西北某冶炼厂铅银渣中含Pb 5.41%, Ag297 g・t-1, 物相分析结果表明:铅主要以氧化铅、硫酸铅为主, 含量高达80%以上, 此外还有少量的硫化铅和其他形式赋存的铅;银主要以难溶包裹银和硫化银、金属银的形式赋存, 此外还有少量的氧化银和氯化银。铅银金属主要分布在细粒级中。
2.铅银渣中含有铅银等有价金属矿物较高, 但由于铁酸锌形成的包裹物将铅银等金属包裹, 所以直接利用浮选回收铅银金属, 回收率较低。
3.试验采用酸性焙烧-浮选的联合工艺流程回收铅银渣中的铅银等有价金属。试验将铅银渣在650℃、硫酸用量为25%、焙烧50 min后, 水洗过滤, 滤渣经磨矿达到-0.038 mm占85%的细度条件下, 通过一次粗选、两次精选、一次扫选、中矿顺序返回的浮选闭路流程后可以得到一个含铅46.76%, 铅回收率75.89%, 含银2846.41 g・t-1, 银回收率为84.06%的铅银精矿。焙烧后的浸出液经除铁后可送至湿法炼锌系统回收锌。
4.利用XRD, SEM和EDS等分析, 发现铅银渣经过酸性焙烧后, 铁酸锌选形成的包裹层被破坏, 有价金属矿物得以释放, 为浮选回收这些有价金属矿物提供有利条件。
参考文献
[1] Antrekowitsch J.Hydrometallurgically recovering zinc from electric arc furnace dusts[J].Journal of Minerals, 2001, 53 (12) :26.
[2] Dutrizac J, Dinardo O.The co-precipitation of copper and zinc with lead jarosite[J].Hydrometallurgy, 1983, (11) :61.
[3] Luo W, Feng Q, Ou L, Zhang G, Chen Y.Kinetics of saprolitic laterite leaching by sulphuric acid at atmospheric pressure[J].Minerals Engineering, 2010, 23 (6) :458.
[4] Li C C, Xie F C, Ma Y, Cai T T, Li H Y, Huang Z Y, Yuan G Q.Multiple heavy metals extraction and recovery from hazardous electroplating sludge waste via ultrasonically enhanced two-stage acid leaching[J].Journal of Hazardous Materials, 2010, 178 (1) :823.
[5] Nagib S, Inoue K.Recovery of lead and zinc from fly ash generated from municipal incineration plants by means of acid and/or alkaline leaching[J].Hydrometallurgy, 2000, 56 (3) :269.
[6] zverdi A, Erdem M.Environmental risk assessment and stabilization/solidification of zinc extraction residue:I.Environmental risk assessment[J].Hydrometallurgy, 2010, 100 (3) :103.
[7] Turan M D, Altundogˇan H S, Tümen F.Recovery ofzinc and lead from zinc plant residue[J].Hydrometallurgy, 2004, 75 (1) :169.
[8] Steer Julian M, Griffiths Anthony J.Investigation of carboxylic acids and non-aqueous solvents for the selective leaching of zinc from blast furnace dust slurry[J].Hydrometallurgy, 2013, 140:34.
[9] Peng H L.Study on the behavior of zinc ferrite in conventional hydrometallurgical zinc production process[J].Hunan Nonferrous Metals, 2004, 20 (5) :20. (彭海良.常湿法炼锌中铁酸锌的行为研究[J].湖南有色金属, 2004, 20 (5) :20.)
[10] Zha H, Ge Y Y, Luo H, Huang L.Experimental research on recovering silver from high acid zinc leaching residue with flotation[J].China Mining Magazine, 2013, 22 (7) :94. (查辉, 葛英勇, 罗衡, 黄龙.从高酸锌浸出渣中浮选回收银的试验研究[J].中国矿业, 2013, 22 (7) :94.)
[11] Wang Y J, Wen S M, Liu D, Liu J, Feng Q C.Experimental research on flotation of gold encapsulated in pyrit[J].Chinese Journal of Rare Metals, 2016, 36 (6) :546. (王尹杰, 文书明, 刘丹, 刘健, 丰奇成.黄铁矿包裹金的浮选试验研究[J].稀有金属, 2016, 36 (6) :546.)
[12] Han H S, Sun W, Hu Y H, Jia B L, Tang H H.Anglesite and silver recovery from jarosite residues through roasting and sulfidization-flotation in zinc hydrometallurgy[J].Journal of Hazardous Materials, 2014, 278:49.
[13] Filipou D, Demopoulos G P.A reaction kinetic model for the leaching of industrial zinc ferrite particulates in sulfuric acid media[J].Canadiam Metallurgical Quarterly, 1992, 31:41.
[14] Zhang C B, Yan W B, Xu H, Gao F, Hua J.Study on recovery lead sulfate from complex acid leching residue of lead-zinc mine[J].Applied Chemical Industry, 2012, 41 (7) :1189. (张传宝, 颜文斌, 徐辉, 高峰, 华骏.难处理铅锌矿酸浸渣回收硫酸铅的工艺研究[J].应用化工, 2012, 41 (7) :1189.)
[15] Zhang Y, Yu Y.Zinc recovery franklinite by sulphation roasting[J].Hydrometallurgy, 2011, 109 (3-4) :211.
[16] Chen W H.Study of Na2S in sliver flotation from lixiviated zinc dregs[J].Nonferrous Metal, 2004, (4) :45. (陈卫华.硫化钠在锌浸出渣银浮选的中的研究[J].有色金属, 2004, (4) :45.)
[17] Wu X L.Recovery of Gallium and Germanium from Zinc Residue[D].Changsha:Central South University, 2013.46. (吴雪兰.从锌浸出渣中回收镓锗的研究[D].长沙:中南大学, 2013.46.)

