������������������©��״̬��������ģ��
���t�������ۣ�������
(���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ�� ���� ��ɳ��410083)
ժҪ�����������©�����вⶨ�����IJ��㣬ͨ��������������©�粿λ���ص㣬�ƶ����������²�ͻ�������ƽ���������©��״̬�жϷ����������������¶ȳ�ģ�ͺ�������-��תҤ-���������ƽ��ģ��Ϊ������©��״̬������ģ���ṩ���ݻ��������з�������©��״̬������ϵͳ��������֮Ӧ���ڹ���ij���ų���©���ж������ʴ�95%���ϣ�ÿ�����ſ�ѹǿ�����86 N��һ��Ʒ�����2.54%���豸��ҵ�����1.1%��ú�����Ľ���1.2 kg/t��
�ؼ��ʣ���������©�磻�¶ȳ�������ƽ�⣻������ģ��
��ͼ����ţ�TF046 ���ױ�־�룺A ���±�ţ�1672-7207(2014)03-0671-06
Soft sensing model of air leak status in grate during iron ore oxide pellet production
WANG Yi, FAN Xiaohui, CHEN Xuling
(School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China)
Abstract: Aiming at improving the existing methods of air leak measurement, soft sensing models based on gas temperature difference and gas balance were established to detect the location of air leak anomaly in grate by characteristic analysis. Models were developed by simulating temperature field and gas balance to provide data for the soft sensing models. Software was developed and put into practice in a certain domestic pellet plant. The results show that the hit rate of air leak diagnosis is over 95%. And compressive strength of each product pellet is 86 N higher. First grade rate increases by 2.54%, operating rate of the device increases by 1.1% while coal consumption is 1.2 kg/t low.
Key words: grate; air leak; temperature field; gas balance; soft sensing model
Ŀǰ���ҹ�������-��תҤϵͳ©����һ��Ϊ30%~40%[1-2]�������������豸�ṹ��������ʽ�ϸ��ӣ���ϵͳ©��״̬���Ĺؼ���������©���쳣�ᵼ��������ʧ��ϵͳȼ�����ߣ�������ɼӴ�����������¶Ƚ��ͣ����ſ�����������������ܵ�Ӱ�죺��ˣ������������©���쳣���Ӷ���ʱ����������©���ʣ����������������������ܽ��ġ��ȶ��������ı�Ҫ��ʩ[3-5]����ǰ���ս�������������©���о���Ҫ����ս�����ս��©��ⶨ�����������鹫ʽ���㷨���ܷⷨ��������ٷ�����Ե©�編�������ɷֻ��㷨�Լ����ȷ���[6-9]�����������ս���ṹ�������������ƣ���������������©���ʡ���ʱ��ȡ��ʩ�����쳣©����������������������������л������塣�����鹫ʽ���㷨�����������壬�ܷⷨ��������ٷ����ϴ�Ե©�編�ⶨλ�����ޣ������ɷֻ��㷨�����ȷ�������ά�����øߣ���������ԭ���������ϲ��ȵȹ��ղ���Ӱ�����ˣ������������������©���쳣����ⷽ�������о�������������ģ���ƶ�ȷ�Ըߡ��ɱ��͡������������������Ҫ���©���쳣����·�����
1 ������©��״̬����
������©�粿λ��Ҫ�����ϲ���©�硢����©�硢����©�硢�����ⲿ©�硢�����ⲿ©�硢�����ڲ�©�硢�����ڲ�©��7�֣���ͼ1��ʾ��
�ϲ���©����ָ�������������У����ϻ����������쳣�����������ϲ����γɲ����ȿ�϶������ͨ���ϴ��϶���ٴ����ϲ㣬��δ�����Ž��г�ִ��ȵ����������������ϲ���©���쳣����ʵ�������ŷ������ȵ������������ͣ�����������ƽ���õij��ϲ������¶Ƚ��ͣ�������߽϶����������ˣ�������ڶ�(�ĸɶ����֡���ɶκ�Ԥ�ȶη���)�ȵ�ż�����¶ȼ��ֵ����������©���Dz�������ģ�©������̨���ƶ�ֱ��ж�϶ˡ���̨������1���������ں����²��ϣ���ˣ�������©��һ�㲻��������
����©����ָ���������γɲ����ȿ�϶�����������崫�������͵�������������������©�����ϲ���©����������ԣ������©���Ѹ��ͨ�������¸�����ƽ�������õij��ϲ������¶Ƚ��ͣ����ȵ�ż���ֵ������©�����̨���ƶ�������ͬ���ϲ���©�磬���������ǰ������©���������̨������һ���������ڡ�
����©����ָ���ܷ��Բ�����������������ϲ�������϶����ķ��������ֻ������Ρ�Ԥ�Ȣ�κ�Ԥ�Ȣ�η����������������������©��Ҳ����ƽ�������ó��ϲ������¶Ƚ��Ͷ��ȵ�ż���ֵ���ߵ��ص㣬��©��㲻��̨���ƶ�����̨������1���������ں�©��������ڡ�
�����ⲿ©����ָ������ѹ�������£�ͨ�������϶�ӻ������������������ڵ�����������������©�緢���쳣ʱ�����ڻ��������Ķ��룬���������¶ȼ��ֵ�½������½����ȴ��ڸ�������ƽ�������õij��ϲ������¶ȡ��뻬��©�����ƣ������ⲿ©�����©��λ�ù̶�����һ̨����������©��������ڵ��ص㡣
�����ⲿ©����ָ������ѹ�������£�ͨ�����ֿ�϶�ӻ������������������ڵ�����������������©���������ķ���λ����Ԥ�Ȣ�Σ���������ƽ���ϵ���ӻ�תҤҤβ����������Ԥ��II������������©����֮�͵�����Ԥ�ȶμ��ǽ���״����������Ԥ�Ȣ�������ϲ���������֮�͡�
�����ڲ�©����ָ���ڷ�����������ѹ�������£�ͨ����������϶������ѹ�ϸ߷��������ѹ�ϵͷ��������������������©���������ķ���λ���ڹķ����Σ��ĸɷ����������һ���ֽ���ĸɶ������ϲ㣬����һ���������ѹ�Ĺĸɶη�������ɶη��䡣
�����ڲ�©����ָ����������������ѹ�������£�ͨ�����ָ�ǽ���ף�����ѹ�ϸ����ֽ�����ѹ�ϵ����ֵ�����������������Ԥ�ȶμ��ǽ���״����ڴ��磬��������ƽ���ϵ������Ԥ�Ȣ�������ϲ�����������������ͻ����λ����ȷ�2���֡�
����7��©�粿λ�������ص��������Ϊ2��©��״̬�жϷ�����һ���ǻ��������²�仯��������©���쳣��λ�жϷ�������һ���ǻ�������ƽ���������©���쳣��λ�жϷ�����

ͼ1 ������©�粿λ
Fig. 1 Locations of air leak in grate
2 ���������²��������©��״̬�ж�
2.1 ©��״̬�жϷ���
��������©������������£�������ƽ�������õij��ϲ������¶����ȵ�ż���ֵ֮���TΪ��ֵ�������ϲ���©�硢����©�硢����©��ͷ����ⲿ©�磬ͨ����T�IJ�����������©��λ����̨���ƶ���������̨��ѭ�����й����г��ֵ������ԣ���ʵ��������©���쳣λ�õ��жϣ�����������1��ʾ��
��1 ������©���쳣��λ�ж�
Table 1 Location detection of air leak anomalies in grate

�����Ը���̨����ɱ��������к�©��ij�������жϡ��������ж���Ҫȷ������ʱ�����趨������������ͳ�Ƹ�����©�����������ʱ����������������������������������ʷ���ݽ��м��㡣��������һ��ȡ3����©���쳣��������������2�������ڣ�����Ϊ��©������쳣��������3������©���쳣��Ȼ���ڣ�����Ϊ��©���쳣�����������Ը���©��λ���Ƿ���̨���ƶ��жϣ���©�����̨���ƶ�����Ϊ����©�磬����Ϊ���㡣���ϲ������¶�ƽ�����ֵ�����������¶ȳ�ģ�ͽ��м��㡣
2.2 �������¶ȳ�ģ��
������������������ŷֱ�������ƽ�ⷽ��[10-13]����ʽ(1)��(2)��ʾ������������������ˮ�֡�����������������������١����������¶ȡ����������¶ȡ���������ѹ������������ѹ����ʵʱ���������ϢΪ���룬ʵ�������������ź������¶������㡣
 (1)
(1)
 (2)
(2)
ʽ�У�MgΪ��������ͨ����kg/(m2��s)��CgΪ��������ݣ�J/(kg��K)��TgΪ�����¶ȣ�K��xΪ�ϲ�߶ȣ�m��tΪʱ�䣬s��hΪ���������ż�Ĵ���ϵ����J/(m2��K��s)��AΪ��λ��������ϲ㴫�������m2/m3��TpΪ�����¶ȣ�K��qcdΪˮ��������Ӧ�������ʣ�J/(m3��s)�� Ϊ�����ܶȣ�kg/m3��
Ϊ�����ܶȣ�kg/m3�� Ϊ�����ϲ��϶�ʣ�%��CpΪ���ű����ݣ�J/(kg��K)��qevΪˮ��������Ӧ�������ʣ�J/(m��s)��qoxΪ������������Ӧ�������ʣ�J/(m3��s)��
Ϊ�����ϲ��϶�ʣ�%��CpΪ���ű����ݣ�J/(kg��K)��qevΪˮ��������Ӧ�������ʣ�J/(m��s)��qoxΪ������������Ӧ�������ʣ�J/(m3��s)��
�����������¶ȳ�ģ�ͼ����õij��ϲ������¶�ƽ�����ֵ���ȵ�ż���ֵ��������á�T��
3 ��������ƽ���������©��״̬�ж�
3.1 ©��״̬�жϷ���
���͵�������-��תҤ-����������ֲ������ͼ2��ʾ��
�����ڲ�©��(����24)�������ڲ�©��(����15)��״̬��ͨ��©���ʲ�����������жϣ���©���ʳ�������������Χ���� ��
�� ��
�� ��
�� ������Ϊ�����쳣©�硣
������Ϊ�����쳣©�硣 Ϊ��ǰ�����ڲ�©���ʣ�
Ϊ��ǰ�����ڲ�©���ʣ�
 ��
�� Ϊ©����������·����ڲ�©���ʱ�ֵ��Ϊ�����ڲ�©�����������©���������IJ�����Χ��
Ϊ©����������·����ڲ�©���ʱ�ֵ��Ϊ�����ڲ�©�����������©���������IJ�����Χ�� Ϊ��ǰ�����ڲ�©���ʣ�
Ϊ��ǰ�����ڲ�©���ʣ� ��
�� Ϊ©����������������ڲ�©���ʱ�ֵ��Ϊ�����ڲ�©�����������©���������IJ�����Χ��
Ϊ©����������������ڲ�©���ʱ�ֵ��Ϊ�����ڲ�©�����������©���������IJ�����Χ��
�����������ⲿ©����������14��15��16������ƽ���ϵ �����жϣ�����ƽ���ϵ������
�����жϣ�����ƽ���ϵ������ ��
�� (Ϊ����ƫ��)������ʾ�����ⲿ©�緢���쳣���輰ʱ���д�����
(Ϊ����ƫ��)������ʾ�����ⲿ©�緢���쳣���輰ʱ���д�����
�����ⲿ©�硢�����ڲ�©��������ڲ�©��״̬�жϷ������漰������������(G14��G15��G24��G27��G16)����������-��תҤ-���������ƽ��ģ�ͽ��м��㡣

ͼ2 ������-��תҤ-����������ֲ�
Fig. 2 Gas distribution of grate-kiln-cooler system
3.2 ������-��תҤ-���������ƽ��ģ��
��������-��תҤ-�����ϵͳ��������Ϊ������������(G1��G4��G7��G10��G13��G18��G26��G27)�����������ϲ������(G20��G23��G28��G16)�Լ�©�紮��(G15��G17��G24) 3�����ͽ��������������㡣
�������̴��ʣ����������غ㶨�ɣ�G14=G13+G3���軷����©����Ϊ��ֵ ����
���� ������13Ϊ���������������������¹�ʽ���м��㣺
������13Ϊ���������������������¹�ʽ���м��㣺
 (3)
(3)
ʽ�У�GiΪ����������������t/h��i=1, 4, 7, 10, 13, 18, 26, 27��KdΪ������ſ��ȣ�%��KcΪ�����������ȣ�%��G0Ϊ����������t/h��
���������غ㶨�ɣ�G15=G20-G19�����У�G19=G6���軷����©����Ϊ��ֵ ����
���� ����G5= G4��G4����ʽ(3)���м��㣻����20Ϊ���������ϲ����������㹫ʽ���£�
����G5= G4��G4����ʽ(3)���м��㣻����20Ϊ���������ϲ����������㹫ʽ���£�
 (4)
(4)
ʽ�У�GjΪ���������ϲ�����������t/h��j=20, 23, 28��AbedΪ�����ϲ������m2��poutΪ�����ϲ����������ѹ����Pa��P inΪ�����ϲ����������ѹ����Pa��dpΪ����ֱ����m��hbΪ�����ϲ�߶ȣ�m��patm����ѹ����101 325 Pa��RΪ���峣����286.68 J/(kg��K)��TbedΪ�����ϲ�ƽ���¶ȣ�K��ȡ�������¶ȳ�ģ�ͼ���ֵ��
���������غ㶨�ɣ�G24=G27-G28�����У�����27Ϊ������������������ʽ(3)���㣻����28Ϊ���������ϲ�����������ʽ(4)���㡣
����16Ϊ���������ϲ�������������Ԥ��II��λ���������˿ڣ�©�������Ϊ���أ���ˣ���ͬ��G20��G23��G28�ļ���ʽ(4)��Ϊ��ø�ȷ�Ľ����G16ͨ����������ƽ���ϵ���㣺
G16= G18��( -298)/(
-298)/( -298) (5)
-298) (5)
ʽ�У�G18����ʽ(3)���㣻Ϊ����������������¶ȼ��ֵ��ȡ����������������¶ȼ��ֵ��Ϊ������ȷ���������¶��Խ���Ԥ�Ȣ�η����ȵ�ż��װλ�öԽ�����ȷ�������¶ȼ��ֵȷ�Ե�Ӱ�죬K��ΪԤ�Ȣ�γ��ϲ������¶ȼ���ֵ��K��ȡ�������¶ȳ�ģ�ͼ���ֵ��K��
4 ����ϵͳ������Ӧ��
����Visual C++����������©��״̬�������� ��[14-15]��������ͼ3��ʾ��
��ϵͳ��2011-01�ڹ���ij���ų�Ͷ������Ӧ�ã����˹��ж�Ϊ����ϵͳ�жϽ���������©���ж������ʴ�95%���ϡ����û��������²������ƽ���������©��״̬������ģ�Ͷ��������쳣©��IJ����ͷ���λ�ý���ʵʱ��⣬�Ӷ���ʱ��ȡ��ʩ����©���ʣ���������ſ������ָ�ꡢ�����ܺĵȷ����յ����õ�Ч������ϵͳ��Ӧ��ʹ�ó�ÿ�������ſ�ѹǿ�����86 N��һ��Ʒ�����2.54%���豸��ҵ�����1.1%��ú�����Ľ���1.2 kg/t��Ϊ��ҵ���������õľ���Ч�档
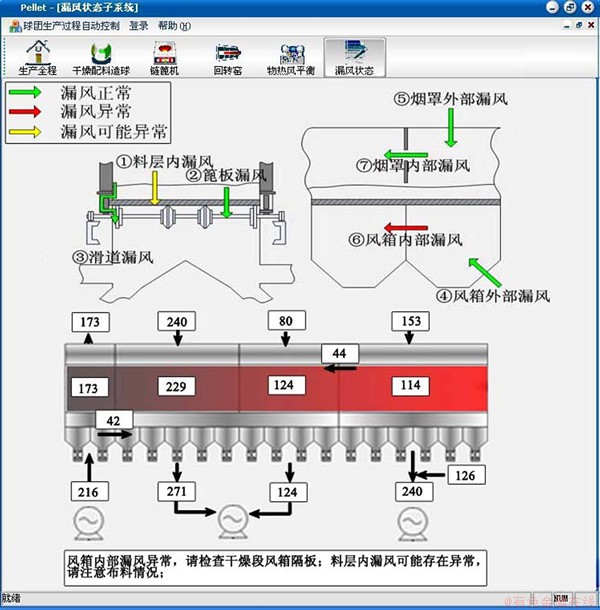
ͼ3 ��������
Fig. 3 Software interface
5 ����
(1) ��������©�粿λ���з��������©�粿λ�ص㣬�ƶ����������²�ͻ�������ƽ���������©��״̬�жϷ�����
(2) �����������¶ȳ�ģ�ͺ�������-��תҤ-���������ƽ��ģ�ͣ�ʵ���������������¶��Լ�������-��תҤ-�����ϵͳ��λ������������������������Ϊ������©��״̬������ģ���ṩ���ݻ�����
(3) ����Visual C++����������©��״̬������������ϵͳӦ���ڹ���ij���ų���©���ж������ʴ�95%���ϣ�ÿ�����ſ�ѹǿ�����86 N��һ��Ʒ�����2.54%���豸��ҵ�����1.1%��ú�����Ľ���1.2 kg/t��
�ο����ף�
[1] ��һ��. ���ſ�����֪ʶ�ʴ�[M]. ����: ұ��ҵ������, 2005: 139-140.
ZHANG Yimin. Questions and answers of pellet production[M]. Beijing: Metallurgical Industry Press, 2005: 139-140.
[2] Afzal M, Cross M. GASFLO-Airflow distribution evaluation software tool for ducting systems of pellet induration processes[J]. Applied Mathematical Modelling, 1994, 18(7): 408-414.
[3] Thurlby J A. Gas flow and pressure balancing in modeling grate/kiln induration[J]. Metallurgical Transactions B: Process Metallurgy, 1988, 19B(1): 113-121.
[4] ������, ����, �촺��, ��. ����60��t������-��תҤ�������ܺ�ʵ��[J]. ɽ��ұ��, 2012, 34 (3): 51-52.
LI Xingyi, YANG Yuhua, XU Chunling, et al. Practice of reducing energy consumption in Laiwu Steel��s 600 000 t Grate-kiln[J]. Shandong Metallurgy, 2012, 34 (3): 51-52.
[5] Ҷ����. �ս���̡����Ź��̵����������Ż�ѡ��[J]. �ս�����, 2010, 35 (1): 1-6.
YE Kuangwu. Energy flow and optimization of sintering and pelletizing[J]. Sintering and Pelletizing, 2010, 35(1): 1-6.
[6] ������, ����. ��ʽ�ս�ϵͳ©���ʵIJⶨ[J]. �ս�����, 1986, 11(2): 32-41.
HUANG Tianzheng, JIANG Tao. Air leakage detection of sintering machine[J]. Sintering and Pelletizing, 1986, 11(2): 32-41.
[7] ������, ����ƽ, ��ʿӢ, ��. �ս��©���ʲⶨ�¼������о���Ӧ��[J]. �����о�ѧ��, 1999, 11(3): 67-70.
JIN Yonglong, XU Nanping, WU Shiying, et al. Study and Application of a New Technology for Measuring the Leakage Ratio of Sintering Machine[J]. Journal of Iron and Steel Research, 1999, 11(3): 67-70.
[8] ������. �����������ս��©��Ĵ�ʩ[J]. �ս�����, 1988, 13(3): 40-44.
SUN Shengchun. Measures for reducing air leakage rate of sintering machine in Nippon Steel[J]. Sintering and Pelletizing, 1988, 13(3): 40-44.
[9] ������, ����ƽ, ��ʿӢ, ��. �ս��������©����Լ����о���Ӧ��[J]. ����, 2003, 38(3): 1-3.
JIN Yong-long, XU Nan-ping, WU Shi-ying, et al. Study and application of test technique for air leakage determination on sintering machine[J]. Iron and Steel, 2003, 38(3): 1-3.
[10] Young R W, Cross M, Gibson R D. Mathematical model of grate-kiln-cooler process used for induration of iron ore pellets[J]. Ironmaking and Steelmaking, 1979, 6(1): 1-13.
[11] Barati M. Dynamic simulation of pellet induration process in straight-grate system[J]. International Journal of Mineral Processing, 2008, 89(1/2/3/4): 30-39.
[12] Sadrnezhaad S K, Ferdowsi A, Payab H. Mathematical model for a straight grate iron ore pellet induration process of industrial scale[J]. Computational Materials Science, 2008, 44(2): 296-302.
[13] WANG Yi, FAN Xiao-hui, CHEN Xu-ling. Mathematical models and expert system for grate-kiln process of iron ore oxide pellet production (Part ��): Mathematical models of grate process[J]. Journal of Central South University, 2012, 19(4): 1092-1097.
[14] Majumder S, Natekar P V, Runkana V. Virtual indurator: A tool for simulation of induration of wet iron ore pellets on a moving grate[J]. Computers & Chemical Engineering, 2009, 33(6): 1141-1152.
[15] Kruglinski D J. Visual C++������Ļ[M]. �˰���, ����ӡ, ��. ����: �廪��ѧ������, 1999: 3-17.
Kruglinski D J. Programming Visual C++[M]. PAN Aimin, WANG Guoyin, transl. Beijing: Tsinghua University Press, 1999: 3-17.
(�༭ ������)
�ո����ڣ�2013-03-28�������ڣ�2013-05-26
������Ŀ�������������������˲�֧�ּƻ���Ŀ(NCET050630)
ͨ�����ߣ�������(1969-)��Ů���ӱ������ˣ���ʿ�����ڣ����¸���ұ����ѧģ�����˹����ܡ��ս������������¹��յ��о����绰��0731-88830542��E-mail: csufanxiaohui@126.com

