中国有色金属学报 2004,(12),1977-1984 DOI:10.19476/j.ysxb.1004.0609.2004.12.002
日本镁合金研究进展及新技术
吉泽升
哈尔滨理工大学材料科学与工程学院 哈尔滨150040东京大学生产技术研究所,东京1530041
摘 要:
对日本最新发表的镁合金研究文献、日本金属学会第 134次演讲会和塑性加工学会第 35次演讲会上演讲者发表的关于镁合金的内容进行整理和综合 ,全面介绍了日本高性能镁合金材料的制备、镁合金板材棒材、成形性及高温变形特性和镁合金的防燃、防氧化与循环再生等镁合金研究的最新成果 ,并结合自己的研究实践 ,对镁合金的发展趋势进行了分析 ,反映了日本镁合金研究的热点问题和最新进展
关键词:
镁合金 ;进展 ;新技术 ;
中图分类号: TG146
作者简介: 吉泽升(1962),男,教授,博士.教授;电话:045186674840,13804517924;Email:jizes@sohu.com;
收稿日期: 2004-07-15
Research process and new technology of magnesium alloy in Japan
Abstract:
The last published research literature of magnesium alloy in Japan, the content of magnesium alloy published in the 134th Lecture Conference of Japanese Metal Institute and the 35th Lecture Conference of Plastic Machining Institute were synthesized. The preparation technology of the high performance magnesium alloy, the shaping property of magnesium alloy plank or club, the characteristics of high temperature distortion and the new fruit of magnesium alloy including the combustion-proof of magnesium alloy liquid, the oxidation-proof of product and the regenerative circulation of die-casting water gap and leftover bits and pieces were thoroughly introduced. Prospect of magnesium alloy were analyzed on the basis of research practice. The hotspot problem and the last process on magnesium alloy in Japan were reflected on.
Keyword:
magnesium alloy; process; new technology;
Received: 2004-07-15
镁作为21世纪轻量化材料, 因其密度小(1.74 g/cm3 )、 比强度高, 可再生利用且电磁屏蔽性能优良, 使其使用量不断增加。 镁合金作为数码照相机、 摄像机、 手机壳体、 笔记本电脑壳体及其它电子产品壳体和汽车零件材料越来越受到人们的关注。 继欧美之后, 日本是镁合金研究比较先进的国家, 就镁合金的制造技术而言, 日本从原材料制造(铸造、 快速冷却和固相反应)到二次加工(轧制、 挤出、 锻造、 板材加工、 焊接和表面处理), 均以提高强度、 提高韧性、 简化工艺、 降低成本、 减少环境污染和循环再生利用为目标, 开展了大量的研究工作, 取得了许多创造性成果, 尤其以细致的研究
工作和重视设备及产品开发而著称。
1高性能镁合金材料的制备
1.1长周期有序结构材料的制备
熊本大学采用快速凝固粉末冶金法(RSP/M)于2001年成功开发世界最强屈服强度为610 MPa, 延伸率达到5%以上的Mg97 Zn1 Y2 和Mg96 Zn1 Y3 镁合金, 这种合金的镁具有长周期有序结构(PLSO)的特征
[1 ]
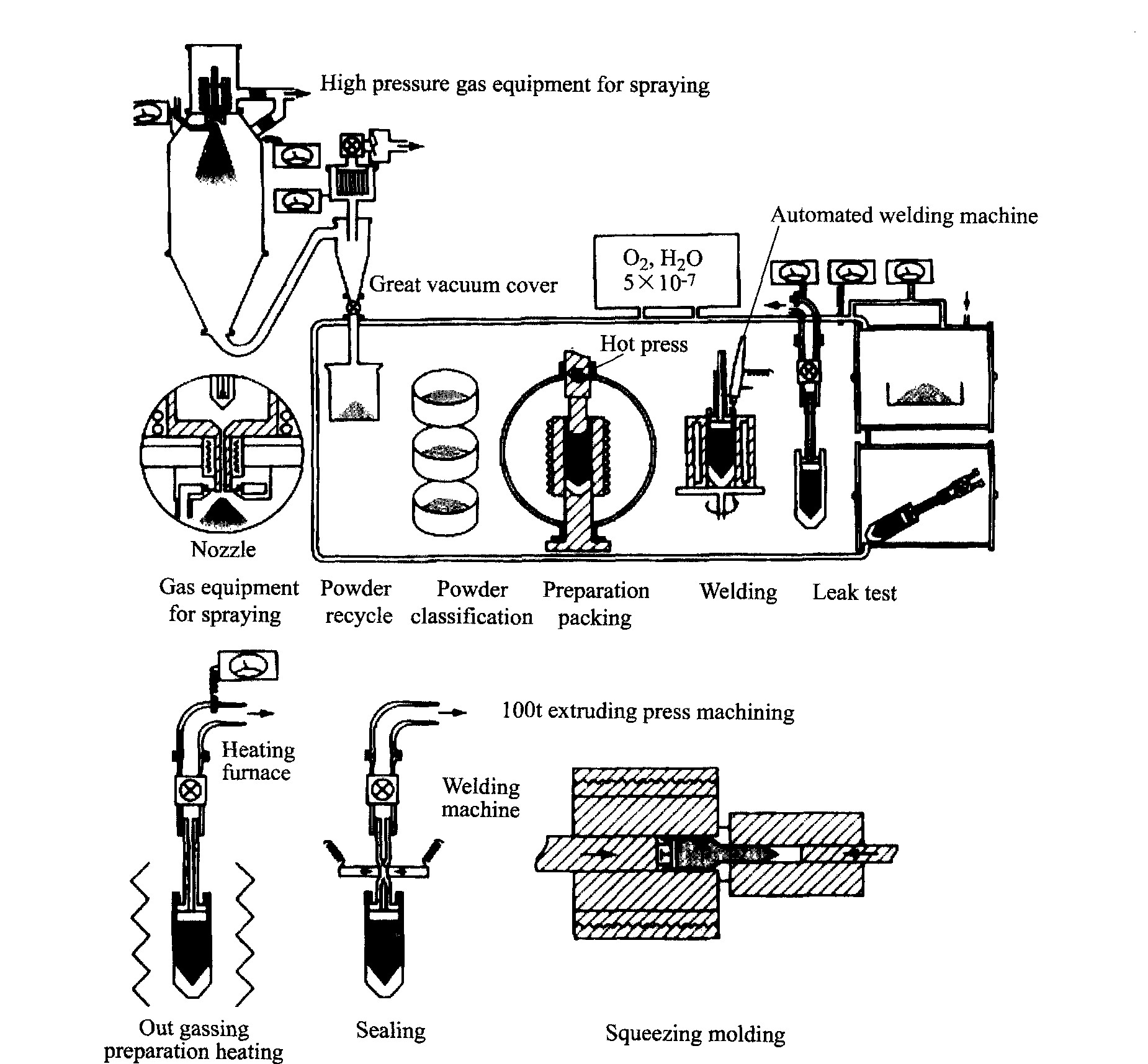
, 其制作方法如图1所示。 该系统由防爆机构及高真空超声波喷雾器组成, 在大型真空罩中配有真空热压机、 自动焊接机和加热脱气装置等, 可以实现从快速凝固制作粉末、 粉末回收与分级、 脱气及封口焊接到挤出固化成型一体化。 为了使粉末不暴露于大气,
体系中需保持氧气和水分的浓度不大于5×10-7 真空度或充填惰性气体。 利 用此法所得到的粉末呈球状, 当冷却速度达到105 K/s以上时, 粉末粒度可达到32 μm。 将32 μm以下的粉末装到铜制挤出筒中(外经23 mm, 内径20 mm)进行真空脱气, 在温度为573~273 K、 速度为2.5 mm/s、 挤出比为10的条件下挤出成型, 得到的平均粒径为100~200 nm的Mg97 Zn1 Y2 合金。 此合金以hcp-Mg为主相, 均匀分布着晶粒直径约为7 nm的Mg24 Y化合物。 通常情况下镁粒子为hcp-Mg(2H结构), 而这种合金为6H结构, 通过高分辨电子显微境(HREM)分析, 认为镁粒子底面上具有ABCBCB型6H结构。 由于长周期有序结构产生了高强度和高延伸率, 因此不仅是快速凝固
图1 快速凝固法粉末制作与固化成型封闭系统 Fig.1 Sealing system of power facture and solidify molding by speediness solidification
材料, 铸造材料也可以生成长周期有序结构。 以镁稀土中间合金的形式将稀土加入到镁中, 制成Mg97 Zn1 RE2 。 实验证明, Y以外的其他稀土元素只有Dy 、 Ho和Er形成长周期结构, La、 Nd、 Sm和Yb不形成长周期结构。 具有长周期有序结构的Mg-Zn-RE铸造合金, 经挤出加工后(挤出比为10, 挤出温度为623和673 K, 挤出速度2.5 mm/s)屈服强度达到400 MPa以上, 延伸率达到5%以上。 通过TEM观察, 认为高强度与Z n和Y的局部偏析形成特殊长周期有序结构(PLSO)有关
[2 ,3 ,4 ,5 ,6 ,7 ,8 ,9 ]
。 这种方法的成功标志着人们可以制造出高强度镁合金, 但是这种方法的复杂性和技术的难度性使得其在镁合金批量生产方面的应用还有待进一步研究。
1.2多次塑性加工制备超细晶粒材料
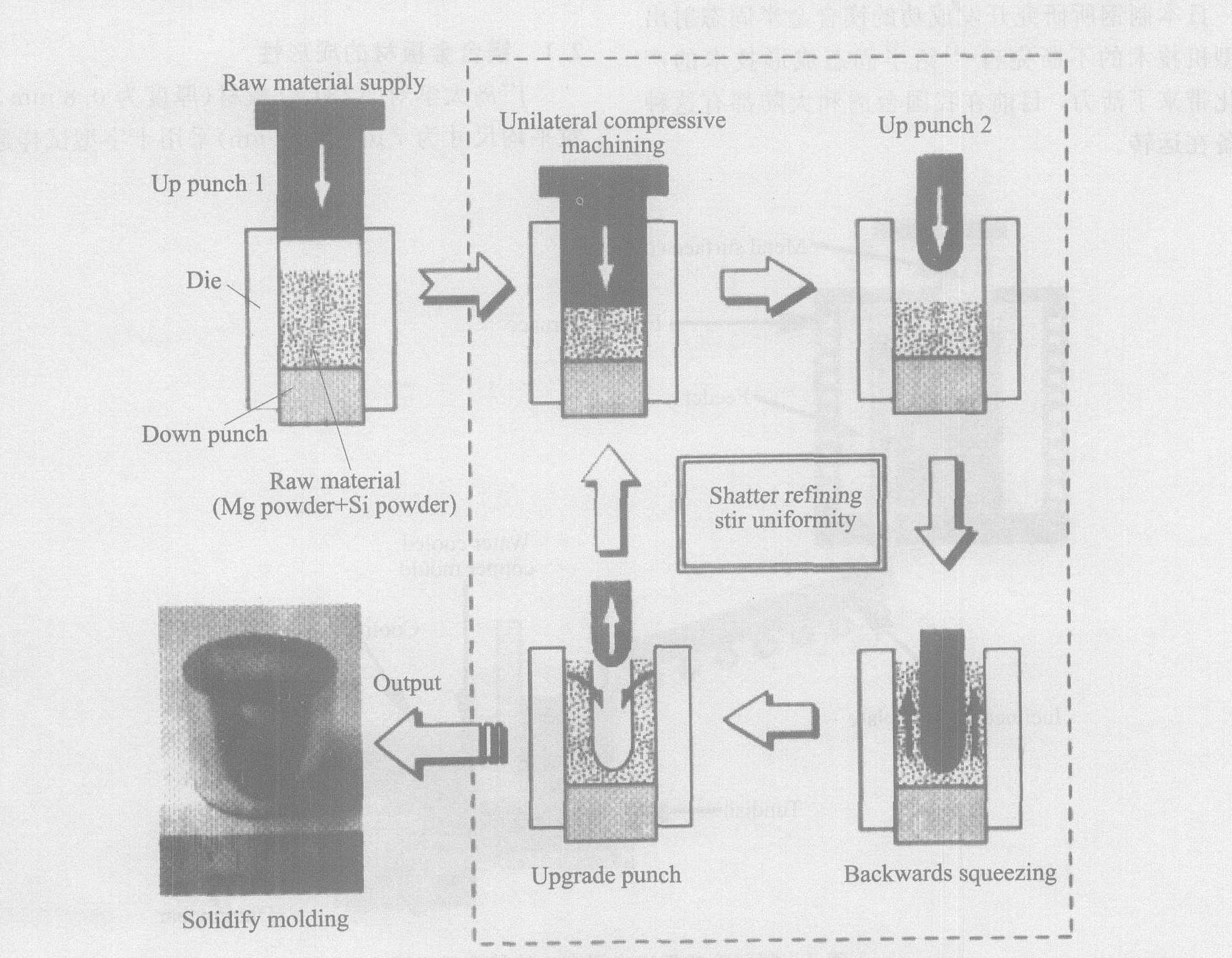
由东京大学研究开发的多次加工方法原理如图2所示
[10 ,11 ]
。 这种方法是将镁合金加工成屑或粗粒粉末填充到模具内, 经单纯压缩成型后再进行挤压, 2种方式反复进行, 使材料充分搅拌和粉末充分均匀化, 在反复加工过程中, 材料固化到一起, 晶粒得到细化, 最终得到的材料为具有微细组织的成型固体。 由于这种方法的原材料像一粒粒米, 最后加工成的成品又是一个饼, 因而通常叫饼形加工方法。 用AZ31屑(约3.4 mm)经上述反复加工后, 再将其热挤压加工成棒, 材料原始晶粒为100 μm, 经单纯压缩加工, 其晶粒达到20~30 μm , 经200次反复加工后, 平均晶粒达到5 μm , 充分反应了这种方法的晶粒细化效果。 这种方法运用了Hall-Petch公式抗拉强度(σ )与平均晶粒直径的平方根倒数
(
1
/
d
)
成直线关系的基本原理, 即直径越小, 抗拉强度越高。 Mg-Zn-Al-Ca-RE系合金具有优良的高温蠕变性能, 常温下的抗拉强度和延伸率分别为200 MPa和5%。 采用这种方法加工后, 该合金晶粒由100 μm细化到5~10 μm, 抗拉强度达到374 MPa, 延伸率达到15%。
和饼形加工法类似, ECAE(Equal-Channel-Angular-Extrusion)法
[12 ]
的基本设计思想也是Hall-Petch公式, 将镁合金在不同温度下进行等径直角挤压, 即在挤压过程中使原料的流动方向偏转90°。 经多次反复加工, 由于剪切力的作用, 晶粒破
图2 反复塑性加工工艺流程 Fig.2 Process principle diagram of repeated plastic working
碎细化, 这种方法可使晶粒尺寸达到5~10 μm, 从而在提高抗拉强度的基础上提高其延伸率。
1.3镁合金半固态材料的制备
千叶工业大学采用倾斜冷却板法
[13 ]
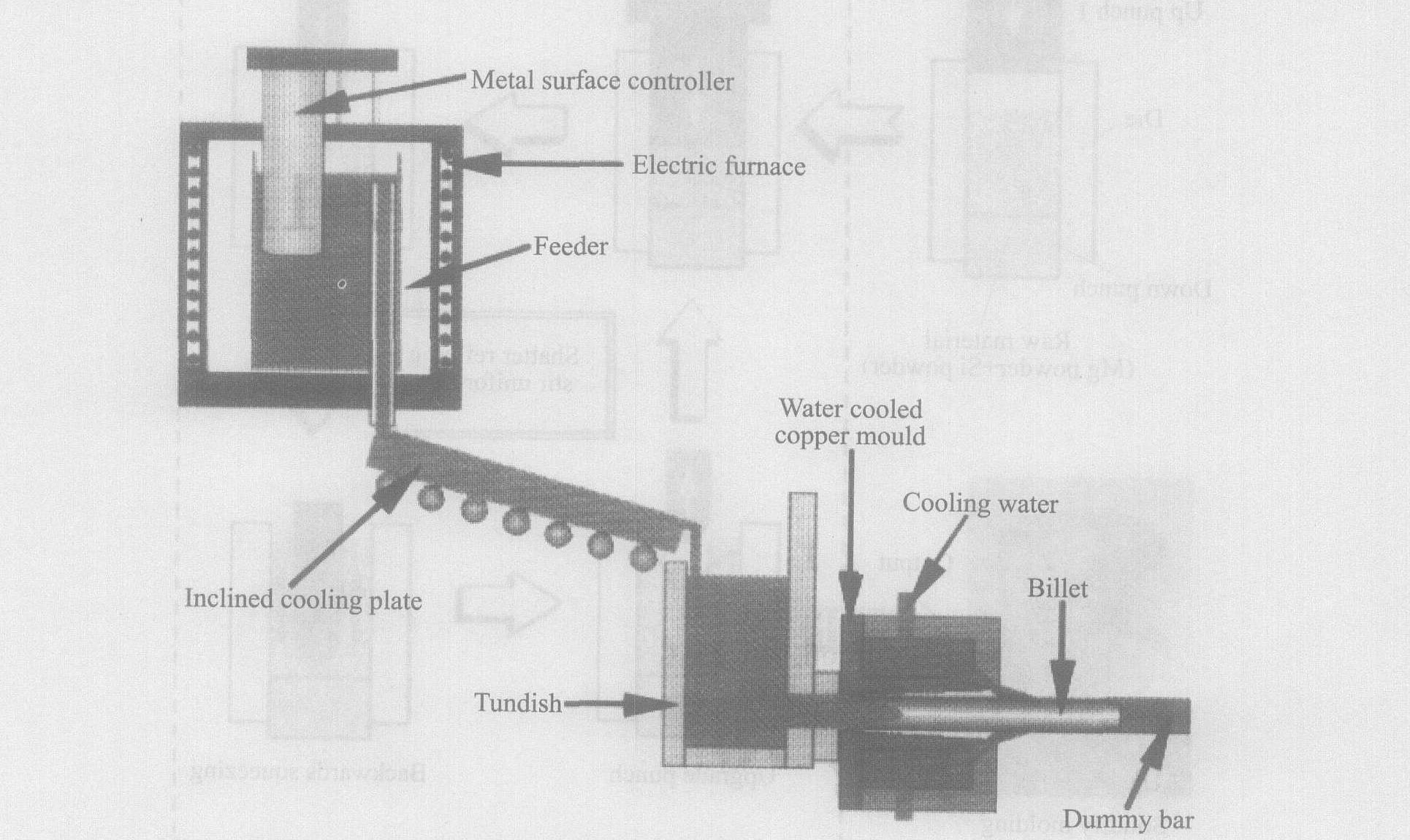
进行水平连续铸造生产半固态AZ91D镁合金锭的研究, 其实验装置如图3所示。 将6 kg的AZ91D镁合金熔化后, 为控制流量使液面高度不变, 在加热炉内用不锈钢圆棒向下压, 使合金液从坩埚内溢出, 通过倾斜冷却板流向漏斗, 在冷却板上形成含子晶的熔融合金液。 当漏斗中的液体量达到一定高度后, 由水冷铜铸型内的引锭杆水平方向拉出, 进行连续制坯。 漏斗内的子晶长成晶粒, 连续铸造的方法使其在铜铸型内进行一次冷却, 喷水后进行二次冷却, 一次冷却使铸锭表面凝固成壳, 二次冷却形成了满足要求的内部组织。 采用这种方法在铸造温度为878 K、 冷却板长为200 mm、 倾角为60°的条件下, 可得到直径为40 mm、 长为600 mm、 球化组织晶粒大小为60 μm的半固态棒料, 且组织内外均匀, 球化良好。
日本制钢所研究开发成功的镁合金半固态射出成型机技术的不断完善
[14 ]
给半固态成形技术的产业化带来了活力, 目前在我国台湾和大陆都有这种设备在运转。
1.4热处理方法细化晶粒
将高纯度的镁合金进行热处理, 利用其动态再结晶和析出物进行晶粒细化, 可以改善镁合金的机械性能
[15 ]
。 其方法是将市售AZ31和AZ31B合金在673 K进行36 ks固溶化处理后, 再加热至423~623 K, 每次以5%的压下率进行反复轧制, 使其压下率达到30%~60%, 然后在473~673 K温度下保温3.6 ks退火。 通过一系列处理后可, 以得到晶粒尺寸为3~4 μm的微细组织。 由透射电镜观察可知, 在晶界附近, AZ31合金析出了Mg17 Al12 , AZ31B析出了Al-Mn系化合物, 这些化合物的析出抑制了晶粒的长大。
2镁合金板材和棒材成形性及高温变形性
随着镁合金应用范围的不断扩大, 板材和棒材的需求也不断增加, 研究镁合金板材棒材生产技术及高温加工特性则更为重要。
2.1镁合金板材的成形性
广岛大学对AZ31-O板材(厚度为0.8 mm, 晶粒平均尺寸为7 μm和25 μm)采用十字型试样通过
图3 倾斜冷却板法半固态连续铸造示意图 Fig.3 Schematic representation of semisolid continuous casting machine with inclined cooling plate
位移控制进行两轴拉伸实验。 应力测定区域为30 mm×30 mm, 并划上2 mm方格, 试验机中央设置恒温槽, 使试样温度能够达到300 ℃, 测定不同变形速率和不同温度下的应力并观察变形情况
[16 ]
。 通过实验可知, 晶粒粗大的材料屈服曲面与变形速率有显著的函数关系, 变形速率越大, 屈服曲面越大; 细晶粒材料屈服曲面与变形温度有显著的函数关系, 变形温度越高, 屈服曲面越小。
日本工业大学采用加热双辊轧制的AZ31镁合金板经退火后进行拉深加工, 拉深成直径为30 mm、 深约为50 mm和肩部最小直径为2 mm的杯状试样, 以30 mm/s的成形速度在250 ℃温度下进行拉深实验
[17 ]
。 由实验结果可知, 轧制次数对成型极限几乎没有影响, 通过双辊轧制获得的AZ31镁合金板与普通的轧制材和挤出材具有相同的成形极限。
2.2镁合金的高温加工特性
大阪大学用单轴压缩和端面约束方法对镁合金AZ31B在200~400 ℃以0.5/s和10/s的变形速率进行热变性实验
[18 ]
。 实验结果表明: 单轴压缩实验仅在变形速率为对数坐标0.3以下时有变形抗力, 且温度越高, 变形抗力越小, 对数变形速率在0.15时达到高峰, 其后发生加工软化; 端面约束实验也是温度越高, 变形抗力越小, 且在变形初期就达到峰值, 而后开始出现软化, 峰值又与温度存在密切的函数关系。
电气通信大学研究了AZ31高温变形特性与动态再结晶现象, 通过SEM/EBSD观察显微组织。 实验结果表明, 屈服变形后观察到了较多双晶, 并伴随变形应力的增加, 产生急剧的加工硬化, 晶状
(
1
0
1
?
2
)
双晶在屈服后的加工硬化中快速形成长大
[19 ]
。
东北大学进行了AZ61的热压缩变形塑性不稳定实验, 结果表明, 在相同的变形温度(220 ℃)时, 变形速率不同, 应力应变曲线差别较大, 变形速率越大, 应力越大, 虽然其峰值不同, 但其应力峰均出现在真应变的0.18处; 温度越低, 其应力值越小。 由此可认为, 应力达到峰值后, 产生了加工软化, 加工硬化后的急剧加工软化产生了塑性不稳定性
[20 ]
。
3镁合金的防燃、 防氧化与循环再生
3.1气相沉积法改善镁合金表面耐蚀性
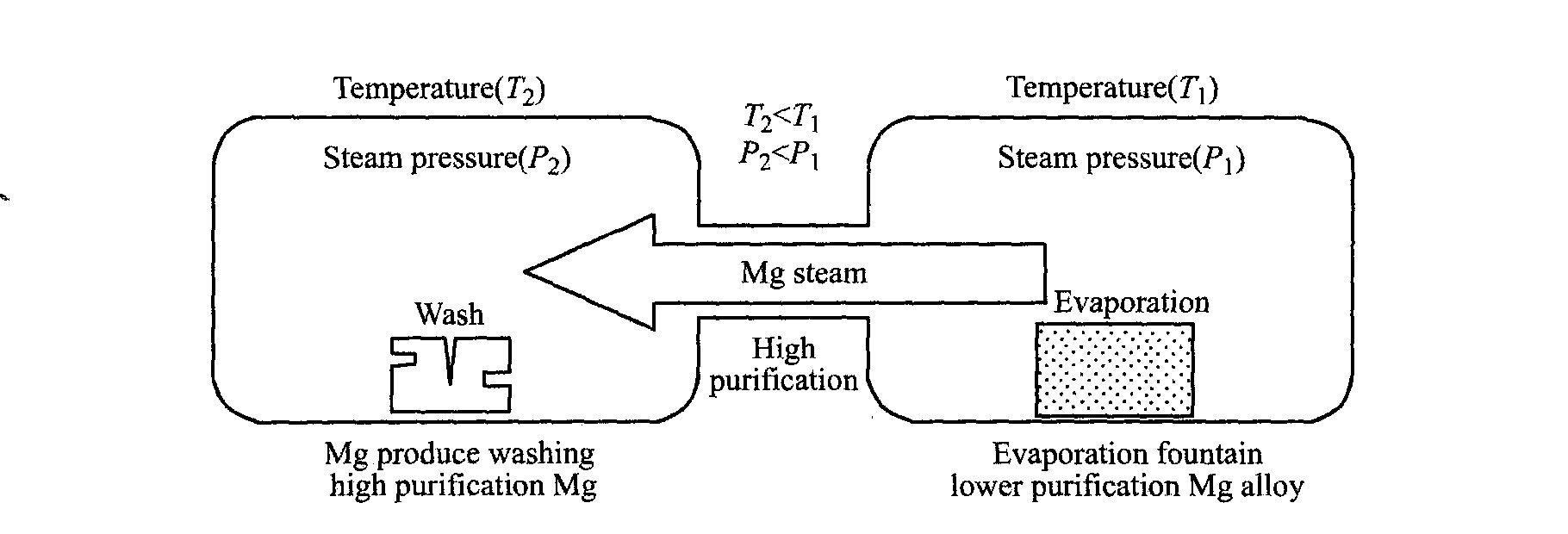
耐蚀性差是镁合金的一个主要缺点, 而高纯度化可以改善这一缺点, 然而一律降低对耐蚀性影响小的元素浓度也没有必要。 镁形成的均匀固溶体或金属间化合物并不十分影响耐蚀性, 但用冶金方法调整成分来改善耐蚀性是困难的, 且过分强调高纯度在工业化生产上也是不合适的。 兵库县立大学开发的在镁合金表面沉积高纯镁的方法可以有效地改善不均匀基体的耐蚀性, 其基本原理如图4所示
[21 ]
。 镁和钠、 锌等一样是蒸汽压较高的金属, 对镁的耐蚀性没有影响, 而镍、 铁、 铜等的蒸汽压均较低, 影响较大。 因此, 在真空容器内加热纯度较低的镁合金, 并使其在相同的真空容器内低温部位沉积, 可以得到具有优良耐蚀性的镁。 高的蒸汽压可在廉价的真空装置和通常的热处理温度条件下获得, 数百度的温度差又使得镁很容易沉积。 在用细管连接的系统中, 一边放置保持高温的镁, 另一边
图4 镁合金气相沉积原理图 Fig.4 Principle diagram by evaporation wash of magnesium alloy
放置保持低温的基板, 将高温区得到的镁蒸汽通到低温区, 则可在形状复杂的基体(即工件)上沉积高纯镁, 同时又除掉了耐蚀性差的元素。 且镁合金边角料也可作为蒸发源来使用。 此时, 蒸汽压较低的铝合金留在蒸发源一侧, 可以分离回收, 使镁合金的循环利用更加方便。
另外, 研究者还提出了2种表面处理方法
[22 ]
, 其一是在NaOH水溶液中, 将AZ31作为阴极, 3N-Mg作为阳极, 使镁合金表面生成氢氧化物, 然后再在大气中以673 K的温度加热3.6 ks使其生成氧化镁; 另一种方法是在723 K下使NaBF4 熔融, 将AZ31镁合金浸渍在其中, 使其表面涂上一种氟化物。 实验结果发现, 在1%NaCl水溶液中, 未经处理的镁合金经500 s就发生腐蚀, 而经第一种方法处理镁合金80 ks时尚未发现腐蚀现象, 而第二种方法处理镁合金经1 100 ks时仍然没有发现腐蚀现象。
3.2一种新的保护气体―Fluorokentones
现在所使用的镁合金防燃气体是SF6 , 这种气体的地球温室化系数(GWP)为2.22×105 , 其使用和排放受到限制。 由美国3M公司所开发的地球温室化系数(GWP)近似为1的化学物质Fluorokentones, 被公司命名为NovecTM 612且已商品化, 现正在日本打开市场。 这种物质分子式为FC3 CF2 C-(O)CF(CF3 )2 , 为沸点322 K的液体, 具有低毒性、 化学性质稳定、 对环境无影响、 容易商业化、 便于运输和汽化潜热低, 且在使用中容易汽化等优点。 其基本物理性质如表1所示
[23 ]
。
表1 FC3CF2(O)CF(CF3)2的物理性质 Table 1 Physical characteristic ofFC3CF2C(O)CF(CF3)2
Physical characteristic
Value
Molecular mass/(g・mol-1 )
316.04
Boiling point/K
322.40
Solidifying point/K
165.00
Density of liquid/(kg・m-3 )
160 0.00
Vapor pressure/MPa
0.04
Heat of gasification/(kJ・kg-1 )
88.10
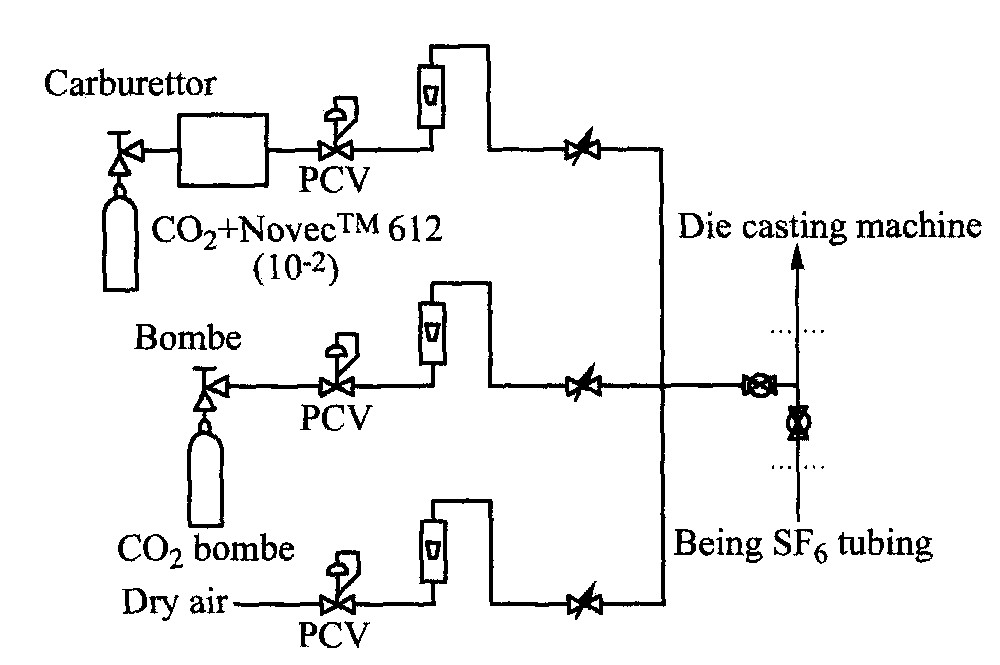
其使用方法如图5所示, 使溶解于CO2 后的NovecTM 612从容器中取出并汽化成10-2 的混合气体, 调整压力至0.3 MPa , 再用CO2 及干燥空气稀释100倍, 制成浓度为10-4 保护气体, 供给压铸机。
图5 NovecTM612的供给流程 Fig.5 Supply system for covering gas of Novece TM612
3.3镁合金的循环再生
镁的冶炼生产是于高耗能型, 所以在产品设计时需要考虑到它的可循环再生性。 现在镁合金的成型方法以压铸和触变成型为主, 边角料的来源主要是成型过程中的水口、 流道以及机械加工的车屑等, 这些边角料占原料的20%~50%。 目前, 处理这些边角料的方法基本上都采用重熔精炼法, 成本较高。 由日本产业技术综合研究所发明的固体循环法, 不对镁合金边角料进行重熔和预备成型, 直接通过热挤压由边角料制成高性能的型材, 这种方式将边角料表面氧化膜破坏, 通过新生面强制固化结合, 在强制加工过程中, 伴随着动态再结晶, 可获得微细晶粒组织
[24 ]
。
4结语
1999年日本文部省设立特殊领域研究经费, 开展了对21世纪超轻金属材料高性能镁合金的研究。 日本的镁合金研究异常活跃, 围绕着新合金的设计和新工艺的开发开展了大量的研究。 以长冈技术科学大学为核心, 联合东京大学、 熊本大学和东北大学, 开展了汽车铸造和锻造用镁合金加工技术开发的几个大型工程项目。 在耐热镁合金材料的开发、 镁系贮氢合金的开发、 准结晶分散强化镁合金的开发、 控制凝固细化晶粒、 Mg-Li合金室温超塑性和激光表面改性等方面取得了较多的成果。 近来超强和超细化以及围绕减少环境负荷的新型保护气的开发利用和镁合金边角料的固体循环再利用成为新的研究热点。 与此同时, 材料科学研究人员和材料工程研究人员将密切合作, 以市场需要为导向, 以高性能、 多功能镁合金材料的实用化及提高循环再生利用率、 降低成本为目标, 开展深入的研究。
参考文献
[1] YoshihitoK ,AkihisaI.Highintensitymagnesiumalloy sexploitationbynanocrystal[J].Materia,2002,41(9):644649.
[2] YoshihitoK ,SintarouK ,MichiakiY ,etal.StructureandmechanicalpropertyontheMgZnREcastingalloy[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.263.
[3] HideK ,SintarouY ,MichiakiY ,etal.Squeezingpro cessontheMgZnYalloyoflongperiodstackingorderedstructure[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.264.
[4] YuichiI ,SintarouY ,HideK ,etal.Compositionopti mizationontheMgZnYalloyoflongperiodstackingor deredstructure[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.264.
[5] YuichiI,SintarouY ,YoshihitoK .Mechanicalcharac teristicontheMgZnREalloyoflongperiodstackingor deredstructure[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.264.
[6] YoshihitoK ,SintarouY .SqueezingsolidifyingmoldingontheMgZnYalloycuttingbitsoflongperiodstackingorderedstructure[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.265.
[7] MitsuhiroM ,TakahiroY ,MasateruY ,etal.TEMoflongperiodstackingorderedstructureontheMg97Zn1Y2alloybyspeedinesssolidification[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInsti tuteofMetals[C].Tokyo:TheJapanInstituteofMate rials,2004.265.
[8] KenjiI ,KimiakiH ,RaoJC ,etal.Structureandme chanicalpropertyonthe4 phaseMgZnYalloybyspeed inesssolidification[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.267.
[9] HitoshiO ,TakafumiO ,NobuyukiI,etal.Facturetechniqueontheflakymagnesiumalloypowderbysinglerollerliquidchilling[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.266.
[10] KatsuyoshiK ,RitsukoT ,DuWB .Manufacturinghighpropertymagnesiumalloybyrepeatedplasticwork ingandsolidifyingmolding[J].Materia,2004,43(4):275280.
[11] KatsuyoshiK ,RitsukoT ,DuWB ,etal.Devisinghighpropertymagnesiumalloybygrainrefining[A ].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.487.
[12] SintarouY ,MichiakiY ,YuichiM ,etal.ECAEpro cessontheMgZnYalloyoflongperiodstackingor deredstructure[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.287.
[13] EijiY ,NoriyaW ,NaokiN ,etal.SemisolidcastingofmagnesiumalloyAZ91Dusinginclinedcoolingplate[J].TheNewspaperJapanInstituteofMetals,2002,66(11):11311134.
[14] TakashiY ,TadayoshiT ,KenS .Semi solidthixotropy itscharacteristicandproblem[J].Mechani calTechnology,1999,47(3):5964.
[15] AtsushiY ,MikiyaT ,MakotoI ,etal.GrainrefiningontheAZ31magnesiumalloybyheattreatment[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.267.
[16] KazuyaF ,TomohisaH ,TetuoN .Temperature,dis tortionvelocityandgrainsize sinfluenceonyieldsurfaceoftheAZ31magnesiumalloy[A].Committee.ThePro ceedingsofthe2004JapaneseSpringConferencefortheTechnologyofPlasticity[C].Tokyo:TheJapanInsti tuteofPlastivityTechnology,2004.219220.
[17] PaisarnR ,NobuhiroK ,HisanoriW .Deep drawingpropertyofmagnesiumalloy plankbydoublerollerrolling[A].Theeditcommittee.TheProceedingsofthe2004JapaneseSpringConferencefortheTechnolo gyofPlasticity[C].Tokyo:TheJapanInstituteofPlastivityTechnology,2004.223224.
[18] RyouM ,KouzouO .Mediumforgingofmagnesiumal loy[A].Theeditcommittee.TheProceedingsofthe2004JapaneseSpringConferencefortheTechnologyofPlasticity[C].Tokyo:TheJapanInstituteofPlastivityTechnology,2004.171172.
[19] YangXY ,MasamiS ,HirokiM .BicrystalforminganddynamicrecrystallizationfollowingalongwithmediumtemperaturecompressivedistortionoftheAZ31magne siumalloy[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.269.
[20] YoshioN ,ShinichiY ,ChenZC .PlasticinstabilityoftheAZ31magnesiumalloyontheprocessofcompressivedistortion[A].Theeditcommittee.TheProceedingsofthe2004JapaneseSpringConferencefortheTechnologyofPlasticity[C].Tokyo:TheJapanInstituteofPlastiv ityTechnology,2004.169170.
[21] AtsushiY ,HarushigeT .Evaporateandwashhighpu rificationmagnesiuminordertoimprovetheerosionre sistance[J].Materia,2004,43(4):287289.
[22] AtsushiY ,HarushigeT .Improvetheerosionresistancebasedontheregenerativecirculationofmagnesiumalloy[A].GigaK .CollectedAbstractsofthe2004SpringMeetingoftheJapanInstituteofMetals[C].Tokyo:TheJapanInstituteofMaterials,2004.485.
[23] HiroshiS ,YuujiN ,MasakazuK .IntroductionontheprotectivegasofthenewGWP≈1magnesiumalloy[J].Materia,2004,43(4):293297.
[24] YasumasaC ,MamoruM ,GenI .Thesolidregenera tivecirculationofleftoverbitsandpiecesofmagnesiumalloy[J].Materia,2004,43(4):270273.